ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO Thiết kế máy cắt Plasma CNC 4 trục TRƯỜNG ĐẠI HỌC BÁCH KHOA

NỘI DUNG ĐỒ ÁN
Tên đề tài: Thiết kế và chế tạo máy cắt Plasma CNC.
Đề tài này căn cứ vào những kiến thức đã có về máy cắt Plasma CNC, tiến hành phân tích, tìm ra giải pháp mới và chế tạo, thực nghiệm. Sau đó, tiến hành tổng hợp, đánh giá giải pháp để đề ra tối ưu hay không tối ưu, tối ưu trong trường hợp nào. Bắt đầu từ khảo sát thực tiễn: tìm hiểu về máy cắt Plasma CNC, sau đó phân tích kết cấu của các loại máy CNC trên thị trường có tính năng tương tự, cải tiến những khuyết điểm, từ đó xây dựng mô hình- thực nghiệm: chế tạo mô hình máy cắt Plasma CNC. Kết quả của chúng tôi đạt được sau hơn 3 tháng là chế tạo thành công mô hình máy cắt Plasma CNC, máy chạy ổn định và độ chính xác ở mức độ vừa phải, thực hiện gia công được một số sản phẩm thực trên máy. Từ mô hình máy cắt Plasma CNC nhóm đã hoàn thành có thể nâng cấp, hoàn thiện thêm các kết cấu về phần cơ khí từ đó chế tạo các máy cỡ lớn hơn, có tốc độ cắt cao hơn, chính xác hơn và đường cắt đẹp hơn. Đồng thời tìm hiểu để cải tiến thêm bộ cảm biến nâng hạ trục Z theo độ nhấp nhô của phôi cần cắt.
- Tên đề tài thuộc diện: Có kí kết thỏa thuận sở hữu trí tuệ đối với kết quả thực hiện.
- Các số liệu ban đầu: Các số liệu tự chọn dựa theo yêu cầu thực tế.
4. Nội dung các phần thuyết minh và tính toán:
l Giới thiệu tổng quan về đề tài.
l Tính toán thiết kế máy cắt Plasma CNC.
l Thiết kế hệ thống điều khiển.
l Giới thiệu phần mềm Mach3 vận hành máy và phần mềm Sheetcam xuất code.
l Kết quả
5. Các bản vẽ, đồ thị ( ghi rõ các loại kích thước bản vẽ)
|
l Bản vẽ phương án truyền động |
1A0 |
|
l Bản vẽ sơ đồ động học |
1A0 |
|
l Bản vẽ lắp tổng thể máy |
1A0 |
|
l Bản vẽ lắp cụm trục X |
1A0 |
|
l Bản vẽ lắp cụm trục Y |
1A0 |
|
l Bản vẽ lắp cụm trục Z |
1A0 |
|
l Bản vẽ lắp cụm trục A |
1A0 |
|
l Bản vẽ chi tiết |
1A0 |
|
l Bản vẽ sơ đồ điều khiển |
1A0 |
LỜI NÓI ĐẦU
Nâng cao chất lượng và hạ giá thành sản phẩm là một nhiệm vụ quan trọng của ngành chế tạo máy. Để nâng cao chất lượng sản phẩm cần phải phân tích các thông số của độ chính xác và nghiên cứu quan hệ phụ thuộc giữa chúng và các yếu tố công nghệ. Giải quyết các nhiệm vụ này chỉ có thể được thực hiện bằng các phương pháp thực nghiệm. Kết quả thực nghiệm cho phép xây dựng các mô hình toán học biểu thị quan hệ giữa các yếu tố ngẫu nhiên với mục đích tối ưu hóa nguyên công hoặc qui trình công nghệ. Độ chính xác gia công là đặc tính quan trọng của chi tiết máy. Trong thực tế không thể chế tạo chi tiết có độ chính xác tuyệt đối vì khi gia công xuất hiện các sai số.
Trong ngành cơ khí chế tạo, chất lượng bề mặt làm việc cũng như độ chính xác về kích thước của các chi tiết máy có một vai trò đặc biệt quan trọng, ảnh hưởng lớn đến các chỉ tiêu kinh tế kỹ thuật của máy móc thiết bị. Việc đi sâu nghiên cứu để tìm các giải pháp công nghệ nhằm nâng cao độ chính xác cũng như chất lượng bề mặt làm việc của chi tiết máy đã được đặc biệt quan tâm. Vấn đề mà các nhà khoa học kỹ thuật đặt ra là phải nâng cao độ chính xác và chất lượng bề mặt, không ngừng đưa ra các công nghệ, phương pháp gia công mới hoàn thiện hơn.
Phương pháp cắt CNC bằng hồ quang Plasma là một phương pháp có khả năng mang lại hiệu quả kinh tế cao, nó đã được đưa vào nghiên cứu và có một vài ứng dụng ở Việt Nam. Điển hình như một số chi tiết nắp đậy động cơ, nghệ thuật, bảng hiệu… đã đạt được kết quả đáng khích lệ.
Trong phạm vi của đề tài, chúng em tiến hành nghiên cứu, thiết kế và chế tạo máy Cắt CNC bằng Plasma. Dựa trên cơ sở lý thuyết đã được nghiên cứu chúng em tiến hành khảo sát từ thực tế tại các nhà máy, xí nghiệp từ đó tiến hành thu thập các số liệu về nhu cầu về máy cắt CNC Plasma. Đưa ra mô hình và thiết kế mini cho máy cắt CNC Plasma.
Trong quá trình thực hiện đề tài, tuy có nhiều cố gắng nhưng không tránh khỏi những nhược điểm cũng như chưa có điều kiện nghiên cứu sâu hơn những vấn đề liên quan, rất mong được sự đóng góp của quý thầy cô và bạn đọc.
MỤC LỤC
CHƯƠNG 1: GIỚI THIỆU TỔNG QUAN VỀ ĐỀ TÀI1
1.1. Giới thiệu về kỹ thuật và máy cnc. 1
1.1.1. Khái niệm về CNC.. 1
1.1.2. Định nghĩa về trục và trục máy. 1
1.1.3. Phân loại hệ thống điều khiển trong máy công cụ điều khiển số. 1
1.2. Giới thiệu về công nghệ cắt plasma. 7
1.2.1. Giới thiệu về Plasma. 7
1.2.2. Đặc điểm của Plasma. 8
1.2.3. Plasma cắt kim loại9
1.2.4. Phân tích các yếu tố ảnh hưởng đến độ chính xác khi cắt thép tấm bằng tia plasma. 11
1.3.Giới thiệu về đề tài13
1.3.1.Tính cấp thiết của đề tài13
1.3.2.Ý nghĩa khoa học và ý nghĩa thực tiễn. 14
1.3.3.Mục tiêu nghiên cứu của đề tài14
1.4.Đối tượng và phạm vi nghiên cứu. 14
1.4.1.Đối tượng nghiên cứu. 14
1.4.2.Phạm vi nghiên cứu. 14
1.5.Phương pháp nghiên cứu. 15
1.5.1.Cơ sở phương pháp luận. 15
1.5.2.Các phương pháp nghiên cứu cụ thể. 15
CHƯƠNG 2: TÍNH TOÁN THIẾT KẾ KẾT CẤU MÁY CẮT PLASMA CNC.. 16
2.1. Lựa chọn phương án thiết kế máy cắt plasma cnc. 16
2.1.1. Lựa chọn phương án truyền động.17
2.1.1.1 Phương án truyền động trục X, Y ,Z.17
2.1.1.2 Phương án truyền động trục A.19
2.1.2. Lựa chọn cơ cấu dẩn hướng.20
2.2. Cơ sở lý thuyết tính toán. 22
2.2.1. Thiết kế trục X,Y,Z. 22
2.2.2. Thiết kế trục A.26
2.3. Vẽ mô phỏng 3D tổng thể máy và lập bản vẽ 2D.. 29
CHƯƠNG 3: THIẾT KẾ HỆ THỐNG ĐIỀU KHIỂN.. 31
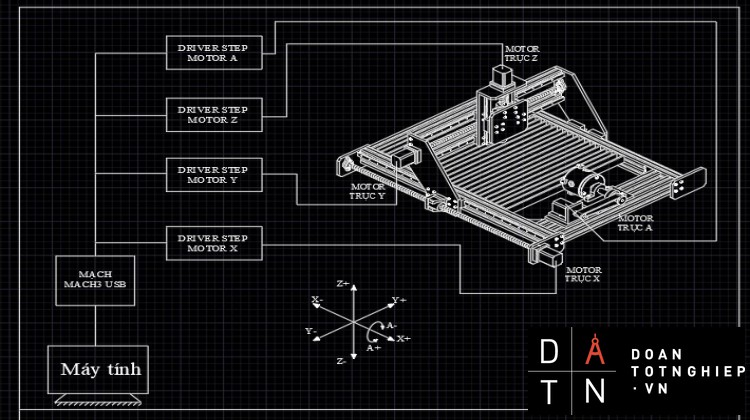
3.1. Sơ đồ nguyên lý hệ thống điều khiển. 31
3.2. Các thành phần của hệ thống điều khiển. 32
3.2.1. Động cơ bước – Step Motor32
3.2.2. Mạch điều khiển động cơ bước. 33
3.2.3. Mạch điều khiển CNC BOB MACH3 USB.. 34
3.2.4. Nguồn tổ ong 24V – 20A.. 35
3.2.5. Công tắc hành trình. 35
3.2.6. Module relay 1 kênh 24V 10A.. 36
3.2.7. Nguồn cắt Plasma. 36
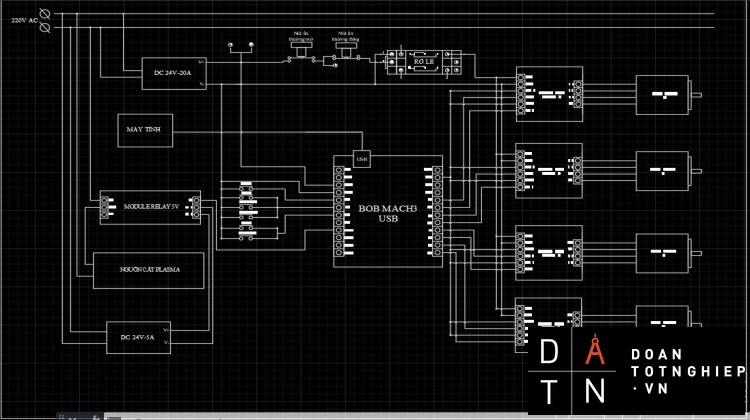
3.3. Sơ đồ mạch điện điều khiển. 37
CHƯƠNG 4: GIỚI THIỆU PHẦN MỀM MACH3 VẬN HÀNH MÁY VÀ PHẦN MỀM SHEETCAM XUẤT CODE. 39
4.1. Giới thiệu về phần mềm mach3 plasma. 39
4.1.1. Giới thiệu. 39
4.1.2. Giao diện phần mềm.. 40
4.1.3. Một số tính năng cơ bản và chức năng cung cấp bởi Mach3. 41
4.1.4 Cách xác lập thông số trong phần mềm mach3. 42
4.1.5. Hướng dẫn chạy file trong mach3. 51
4.2. Giới thiệu về phần mềm sheetcam.. 52
4.2.1 Các bước thực hiện để xuất file code từ phần mềm SheetCAM.. 53
CHƯƠNG 5: KẾT QUẢ.. 59
5.1. Mô hình máy cắt plasma cnc. 59
5.2. Các thử nghiệm đánh giá mô hình. 61
5.3. Sản phẩm cắt được trên máy. 63
CHƯƠNG 6: HƯỚNG DẪN VẬN HÀNH VÀ BẢO DƯỠNG MÁY.. 68
6.1. An toàn lao động khi sử dụng máy. 68
6.2. Hướng dẫn cách vận hành 68
6.3. Bảo dưỡng máy. 69
CHƯƠNG 7: KẾT LUẬN HƯỚNG PHÁT TRIỂN.. 70
KẾT LUẬN.. 71
DANH MỤC TÀI LIỆU THAM KHẢO.. 72
DANH MỤC HÌNH ẢNH
Hình chương 1:
Hình 1. 1 : Hai phương án chuyển động dụng cụ song song với hệ tục tọa độ.2
Hình 1. 2 : Phương án chuyển động dụng cụ nghiêng góc 45o2
Hình 1. 3 : Phương án chuyển động dụng cụ theo đường thẳng.2
Hình 1. 4 : Sơ đồ khối hệ điều khiển hở dùng động cơ bước.3
Hình 1. 5 : Sơ đồ khối hệ điều khiển kín. 4
Hình 1. 6 : Mô hình khái quát của máy CNC.4
Hình 1. 7 :Qui tắc bàn tay phải6
Hình 1. 8 : Hệ tọa độ máy CNC.. 6
Hình 1. 9 : Các điểmgốc và điểm chuẩn. 6
Hình 1. 10 : Các điểm gốc của chương trình P.7
Hình 1. 11 : Điểm chuẩn gá dao T và điểm gá dao N.7
Hình 1. 12 : Máy cắt Plasma 2 đầu cắt.13
Hình chương 2:
Hình 2. 1 : Bản vẽ phương án. 21
Hình 2. 2 : Bản vẽ sơ đồ động. 22
Hình 2. 3: Đồ thị xác định ứng suất lớn nhất.25
Hình 2. 4 : Thông số ray tiêu chuẩn. 26
Hình 2. 5 : Bản vẽ 3D máy cắt Plasma CNC.29
Hình 2. 6 : Bản vẽ tổng thể máy. 30
Hình chương 3:
Hình 3. 1:Sơ đồ nguyên lý máy cắt Plasma CNC.. 33
Hình 3. 2 : Driver TB6600 điều khiển động cơ bước. 34
Hình 3. 3 : Board Mạch Mach3. 35
Hình 3. 4 : Nguồn tổ ong 24V-20A.. 35
Hình 3. 5 : Công tắc hành trình. 36
Hình 3. 6 : Relay đóng mở plasma. 36
Hình 3. 7 : Nguồn cắt plasma. 36
Hình 3. 8 : Cảm biến kim loại NPN NO.. 37
Hình 3. 9 : Sơ đồ mạch điện của máy cắt Plasma CNC.. 38
Hình chương 4:
Hình 4. 1 : Giao diện mach3. 40
Hình 4. 2 : Màn hình lệnh Config/Port and Pin. 42
Hình 4. 3 : Màn hình chọn port43
Hình 4. 4 : Bảng thiết lập Motor Outputs cho các trục. 44
Hình 4. 5 : Bảng thiết lập tín hiệu vào. 46
Hình 4. 6 : Bảng thiết lập tín hiệu ra. 46
Hình 4. 7 : Khai báo đơn vị47
Hình 4. 8 : Chọn đơn vị47
Hình 4. 9 : Khai báo motor turning. 48
Hình 4. 10 : Bảng thông số điểu khiển động cơ. 49
Hình 4. 11 : Bảng thông số điểu khiển động cơ trục A.. 50
Hình 4. 12 : Bảng thông số soft limit51
Hình 4. 13 : Ý nghĩa của các lệnh. 53
Hình 4. 14 : Biên dạng file cần cắt53
Hình 4. 15 : Lưu file dưới dạng đuôi dxf.54
Hình 4. 16 : Cửa sổ Drawing options.54
Hình 4. 17 : Màn hình làm việc của phần mềm SheetCAM.. 55
Hình 4. 18 : Thanh công cụ của phần mềm SheetCAM.. 55
Hình 4. 19 : Cửa sổ Jet tool56
Hình 4. 20 : Thanh công cụ của phần mềm SheetCAM.. 56
Hình 4. 21 : Cửa sổ Jet cutting. 56
Hình 4.22 :Trình tự các đường cắt mà phần mềm đã tinh toán. 57
Hình 4.23 : Xuất Gcode. 58
Hình chương 5:
Hình 5. 1 : Hình ảnh thực tế của máy cắt Plasma CNC.. 59
Hình 5. 2 :Sản phẩm cắt có dạng hình vuông. 63
Hình 5. 3 :Sản phẩm cắt có dạng hình ngôi sao 5 cánh. 65
Hình 5. 4 :Sản phẩm cắt trên phôi ống. 67
CHƯƠNG 1: GIỚI THIỆU TỔNG QUAN VỀ ĐỀ TÀI
1.1. Giới thiệu về kỹ thuật và máy CNC
1.1.1. Khái niệm về CNC
CNC – viết tắt cho Computer(ized) Numerical(ly) Control(led) (điều khiển bằng máy tính) – đề cập đến việc điều khiển bằng máy tính các máy móc khác với mục đích sản xuất (có tính lập lại) các bộ phận kim khí (hay các vật liệu khác) phức tạp, bằng cách sử dụng các chương trình viết bằng kí hiệu chuyên biệt theo tiêu chuẩn EIA-274-D, thường gọi là mã G. CNC được phát triển cuối thập niên 1940 đầu thập niên 1950 ở phòng thí nghiệm Servomechanism của trường MIT.
1.1.2. Định nghĩa về trục và trục máy
a. Trục
Đoạn thẳng dùng để dịnh hướng một không gian hoặc một đối tượng hình học gọi là trục. Trục được xem như là đường chuẩn dùng để xác định đối tượng nào đó trong không gian theo kích thước dài và kích thước góc. Ba trục bố trí vuông góc nhau từng đôi một hình thành hệ tọa độ Descastries vuông góc theo qui tắc bàn tay trái.
b. Trục máy
Trục máy hay trục chuyển động là chuyển động tịnh tiến hoặc quay của dụng cụ cắt hay của chi tiết so với trục tọa độ trong hệ tọa độ vuông góc gắn với máy. Số lượng trục trong một máy thể hiện khả năng công nghệ của máy.
1.1.3. Phân loại hệ thống điều khiển trong máy công cụ điều khiển số
1.1.3.1. Phân loại theo dạng điều khiển
a. Điều khiển theo vị trí
Điều khiển theo vị trí hay còn gọi là hệ điều khiển điểm - điểm. Chức năng chính của hệ điều khiển này là chuyển động nhanh dụng cụ từ vị trí này đến vị trí khác đã được định trước với với độ chính xác cao. Hệ điều khiển này thường dùng trong các máy khoan, đục lỗ, doa…
Để thực hiện dịch chuyển dụng cụ từ điểm này đến điểm khác tiếp theo, ta có thể có các cách như sau:
- Chuyển động của dụng cụ song song với trục của hệ tọa độ
Hình 1.1: Hai phương án chuyển động dụng cụ song song với hệ tục tọa độ.
- Chuyển động của dụng cụ nghiêng góc 45o
Hình 1.2: Phương án chuyển động dụng cụ nghiêng góc 45o
- Chuyển động dụng cụ theo đường thẳng
Hình 1.3: Phương án chuyển động dụng cụ theo đường thẳng.
Để có thể dịch chuyển dụng cụ theo một đường thẳng bất kỳ ta cần dùng đến thuật toán nội suy thẳng. Thuật toán nội suy bao gồm nội suy thẳng và nội suy tròn, có rất nhiều phương pháp để thực hiện thuật toán này như phương pháp hàm đánh giá hay phương pháp tích phân số… mỗi phương pháp ta có thể thực hiện bằng cả hai cách là phần cứng và phần mềm. Vấn đề nội suy sẽ được trình bày ở những chương sau.
b. Đường dẩn dụng cụ liên tục
Kiểu dẫn đường dẫn liên tục là kiểu mà quá trình chuyển động dụng cụ từ điểm này đến điểm tiếp theo đồng thời với quá trình gia công. Hệ điều khiển dụng cụ liên tục còn gọi là hệ contour.Với cách điều khiển đường dẫn dụng cụ liên tục, tất cả các trục đồng thời chuyển động nhưng tốc độ khác nhau.
1.1.3.2. Phân loại theo cấu trúc điều khiển
Theo cấu trúc điều khiển ta có thể chia thành hai hệ: NC và CNC
Hệ NC thực hiện các hàm chức năng cơ bản bằng các mạch điện tử, muốn thay đổi cấu trúc điều khiển thì phải thiết kế lại mạch khác, do đó hệ điều khiển NC được gọi là hệ điều khiển kín. Tín hiệu điều khiển trong hệ NC là xung điện áp.
Hệ CNC sử dụng một máy tính để điều khiển máy, các hàm chức năng của máy có thể được lập trình lại bằng những phần mềm chuyên dụng, khi cần thay đổi cấu trúc điều khiển chỉ cần thay đổi chương trình, do đó hệ thống CNC mang tính linh hoạt rất cao và nó là một tế bào không thể thiếu trong hệ thống sản xuất linh hoạt.
1.1.3.3. Phân loại theo kiểu điều khiển
a. Hệ điều khiển hở
Hệ điều khiển hở là hệ không có mạch phản hồi và kết quả hoạt động của hệ không được kiểm soát. Ví dụ hệ thống điều khiển hở sử dụng động cơ bước:
Hình 1.4: Sơ đồ khối hệ điều khiển hở dùng động cơ bước.
b. Hệ thống điều khiển kín
Hệ thống điều khiển kín là hệ thống có mạch phản hồi. Hệ thống phản hồi dùng để đo vị trí và tốc độ thực tế của trục và so sánh chúng với tốc độ và vị trí yêu cầu. Sự khác nhau giữa giá trị thực và giá trị yêu cầu là sai số, sai số này tác động lên hệ thống điều khiển làm cho hệ thống điều khiển tự điều chỉnh lại tín hiệu ở ngõ ra theo hướng sao cho sai số đó giảm xuống.
Hình 1.5: Sơđồ khối hệđiều khiển kín
1.1.4. Khái quát về máy CNC
1.1.4.1. Cấu tạo chung và quy ước máy CNC
Hình 1.6: Mô hình khái quát của máy CNC.
& Máy gồm 2 phần chính:
- Phần điều khiển: Gồm chương trình điều khiển và các cơ cấu điều khiển.
Chương trình điều khiển là tập hợp các tín hiệu để điều khiển máy, được mã hóa dưới dạng chữ cái, chữ số và các kí hiệu khác như: dấu cộng, trừ, dấu chấm….Chương trình này được ghi lên cơ cấu mang chương trình dưới dạng mã số (chẳng hạn mã nhị phân trong bộ nhớ máy tính).
Các cơ cấu điều khiển nhận tín hiệu từ cơ cấu đọc chương trình, thực hiện các phép biến đổi cần thiết để có được tín hiệu phù hợp với điều kiện hoạt động của cơ cấu chấp hành, đồng thời kiểm tra sự hoạt động của chúng thông qua các tín hiệu gửi về từ các cảm biến liên hệ ngược. Bao gồm các cơ cấu đọc, giải mã, cơ cấu chuyển đổi, bộ xử lý tín hiệu, cơ cấu nội suy, cơ cấu so sánh, cơ cấu khuếch đại, cơ cấu đo hành trình, cơ cấu đo vận tốc, bộ nhớ và các thiết bị xuất nhập tín hiệu.
- Phần chấp hành: Gồm máy cắt kim loại và một số cơ cấu phục vụ vấn đề tự động hóa như các cơ cấu tay máy, ổ chứa dao, bôi trơn, vận chuyển phôi….
Cũng như các máy cắt kim loại khác đây là bộ phận cắt kim loại tạo hình chi tiết. Tùy theo khả năng công nghệ của máy mà bao gồm các bộ phận: Hộp tốc độ, hộp chạy dao, thân máy, sống trượt, bàn máy, trục chính, ổ chứa dao, các tay máy…
Kết cấu từng bộ phận chính như máy vạn năng thông thường, tuy nhiên có một vài khác biệt để đảm bảo cho quá trình điều khiển tự động được ổn định, chính xác, năng suất và mở rộng khả năng công nghệ của máy.
- Hộp tốc độ: Phạm vi điều khiển tốc độ lớn thường là truyền động vô cấp, trong đó sử dụng các ly hợp điện từ để thay đổi tốc độ được dễ dàng.
- Hộp chạy dao có nguồn dẫn động riêng thường là động cơ bước, sử dụng phương pháp khử khe hở của bộ truyền vitme- đai ốc bi….
- Thân máy cứng vững, kết cấu hợp lý để dễ thoát phoi, thay dao tự động.…
- Trong các máy CNC có thể sử dụng các dạng điều khiển thích nghi khác nhau đảm bảo một hay nhiều thông số tối ưu như thành phần lực cắt, độ ồn, độ rung, chế độ cắt….
& Quy ước hệ tọa độ của máy CNC:
Ba trục chuyển động chính của máy CNC kí hiệu là X, Y, Z. Trục Z vuông góc với 2 trục còn lại và tạo nên hệ trục tọa độ vuông góc theo quy tắc bàn tay phải (Hình 3.3). Trục Z thường được quy ước trùng với trục chính. Chiều dương là chiều dụng cụ cắt rời xa khỏi chi tiết. Chiều quay dương cùng chiều kim đồng hồ nhìn từ gốc tọa độ. Trục X thường được chọn là trục tạo nên chuyển động tịnh tiến lớn nhất. Trục Y là trục vuông góc với 2 trục còn lại theo qui tắc bàn tay phải.
Hình 1.7: Qui tắc bàn tay phải. Hình 1.8: Hệ tọa độ máy CNC.
&Hệ tọa độ chuẩn:
*Điểm gốc của máy M(Machine Reference Zero).
Quá trình gia công trên máy điều khiển số được thiết lập bằng một chương trình biểu diễn mối quan hệ giữa dao và chi tiết. Do vậy để đảm bảo độ chính xác gia công thì các chuyển động của dao phải được so sánh với điểm gốc của máy M. Điểm M là điểm giới hạn vùng làm việc của máy. Nó được các nhà chế tạo qui định.
Ở máy phay thường nằm ở điểm giới hạn dịch chuyển của bàn máy.
*Điểm chuẩn của máy R (Machine Reference Point).
Là điểm mà toạ dộ của nó so với điểm gốc của máy M là không thay đổi và cũng do các nhà chế tạo qui định.
Hình 1.9: Các điểmgốc và điểm chuẩn
*Điểm zero của phôi W (Workpiece Zero Point).
Là gốc toạ độ của chi tiết và nó phụ thuộc vào người lập trình.
Đối với chi tiết phay người ta thường chọn điểm W tại điểm góc ngoài của đường viền chi tiết.
*Điểm gốc của chương trình P (Programmed).
Điểm gốc của chương trình thực tế là điểm P của dụng cắt.
Hình 1.10: Các điểm gốc của chương trình P.
Chú ý khi chọn điểm P phải thuận tiện cho việc thay dao (không làm ảnh hưởng đến chi tiết và đồ gá).
*Điểm chuẩn của gá dao T và điểm gá dao N.
Điểm T dùng để xác định hệ trục toạ độ của dao. Thường khi gá dao trên máy thì điểm T trùng với điểm N
Hình 1.11: Điểm chuẩn gá dao T và điểm gá dao N.
1.2. Giới thiệu về công nghệ cắt plasma
1.2.1. Giới thiệu về Plasma
Plasma là một hỗn hợp khí ion hóa, trong đó bao gồm các hạt mang điện như electron, ion, và kể cả các hạt trung hòa. Trong hỗn hợp đó giá trị tuyệt đối của điện tích dương bằng giá trị tuyệt đối của điện tích âm. Như vậy, plasma là hệ trung hòa điện tích,và là vật dẫn điện tốt. Tuy nhiên không phải lúc nào trong plasma điện tích dương cũng bằng điện tích âm, khi có sự mất cân bằng điện tích thì trong plasma sẽ sinh ra một điện trường mạnh để ngăn cản sự mất cân bằng và làm cho plasma này trở nên trung hòa về điện. Nói một cách khác, mật độ electron gần bằng mật độ hạt mang điện tích dương trong một đơn vị thể tích.
Theo quan điểm nhiệt động học có hai loại là plasma cân bằng và plasma không cân bằng
- Plasma cân bằng (hoặc plasma đẳng nhiệt) là trong đó các hạt có cùng nhiệt độ,trung hòa về điện vì các hạt mang điện mất đi luôn được bù lại do quá trình ion hóa, nó tồn tại mà không cần lấy năng lượng từ bên ngoài
- Plasma không cân bằng (hoặc plasma bất đẳng nhiệt): không trung hòa về điện, nhưng sự phá vỡ trung hòa đó không phải là lớn, nó tồn tại cần có năng lượng từ bên ngoài, nếu không nhận được năng lượng từ bên ngoài thì plasma sẽ tự mất đi
Vậy điều kiện gần trung hòa là một trong những điều kiện cơ bản của plasma ta có thể định nghĩa “plasma là một tập hợp các ion, điện tử và các hạt trung hòa tương tác với nhau và với trường bức xạ”.
1.2.2. Đặc điểm của Plasma
1.2.2.1. Phân loại
- Có hai plasma là plasma nhiệt độ cao và plasma nhiệt độ thấp
- Plasma nhiệt độ thấp có nhiệt độ trong khoảng 3000-70000K, thường được sử dụng trong đèn huỳnh quang, ống phóng điện tử, tivi plasma…
- Plasma nhiệt độ cao có nhiệt độ lớn hơn 70000K, thường gặp ở mặt trời và các ngôi sao, trong phản ứng nhiệt hạch…
1.2.2.2. Ưu và nhược điểm của phương pháp cắt plasma
- Ưu điểm của phương pháp cắt Plasma
Phương pháp cắt plasma có các lợi thế đối với phương pháp cắt laser, và cắt oxy-gas:
- Tốc độ cắt nhanh: Tốc độ cắt plasma nhanh hơn cắt oxy-gas khi thực hiện với các tấm dày dưới 50mm. Tốc độ cắt plasma nhanh hơn cắt laser khi thực hiện với các tấm dày hơn 3mm. Tốc độ cắt nhanh giúp tăng năng xuất, giảm giá thành chung sản xuất.
- Có thể cắt nhiều loại vật liệu, cũng như độ dày khác nhau. Cắt plasma có thể cắt nhiều loại vật liệu chứa sắt, hoặc không chứa sắt độ dày cắt có thể lên đến 80mm.
- Dễ dàng vận hành: Cắt plasma không yêu cầu kỹ thuật cao đối với người vận hành, việc đào tạo cũng dễ dàng, thao tác cắt đơn giản, không cần phải điều chỉnh nhiều khi thao tác.
- Tính kinh tế: Cắt plasma có tính kinh tế hơn so với cắt oxy-gas khi cắt với các tấm dày dưới 25mm.
- Nhược điểm của phương pháp cắt Plasma
- Điện cực cắt, vòi phun thường xuyên phải thay thế làm tăng giá thành sản xuất.
- Cắt plasma không thể cắt với vật cắt không phải kim loại.
1.2.3. Plasma cắt kim loại
1.2.3.1. Tia Plasma cắt kim loại
Quá trình cắt Plasma được sử dụng để cắt kim loại dẫn điện, bằng cách dùng chất khí dẫn điện để chuyển năng lượng từ nguồn cấp điện qua đầu cắt đến tấm kim loại cần cắt. Như chúng ta biết, chất khí (VD: Không khí, Oxy, Nitơ…) là không dẫn diện ở trạng thái bình thường. Tuy nhiên, nếu cung cấp vào nguồn khí một năng lượng lớn làm ion hóa các nguyên tử khí thì nó trở nên dẫn diện.Khi quá trình oxy hóa xảy ra cực mạnh cùng lúc với việc cung cấp dòng điện lên tục qua dòng khí đã bị ion hóa thì sẽ tạo ra dòng plasma. Dẫn dòng plasma này đến đầu cắt để cắt kim loại. Lúc này đầu cắt và tấm kim loại cần cắt tạo ra một dòng điện khép kín để duy trì tia plasma liên tục trong suốt quá trình cắt.
Một hệ thống cắt plasma cơ bản bao gồm: một bộ nguồn cung cấp năng lượng, một mạch khởi động hồ quang và đầu cắt. Các thành phần hệ thống cung cấp năng lượng điện, khả năng ion hóa và quy trình điều khiển là cần thiết để cho ra đường cắt chất lượng và năng suất cao trên nhiều loại kim loại khác nhau.
Bộ nguồn cung cấp năng lượng là một nguồn điện một chiều liên tục có điện áp từ 240 đến 400 VDC.Dòng điện ngõ ra của bộ nguồn xác định tốc độ và độ dày vật liệu cần cắt của hệ thống.Chức năng chính của bộ nguồn là để cung cấp năng lượng chính xác để duy trì hồ quang plasma sau khi ion hóa.
Mạch khởi động hồ quang là một bộ phát tần số cao tạo ra một điện áp xoay chiều từ 5000 đến 10000 volt ở tần số 2 triệu Hz (2MHz). Điện áp này được sử dụng để tạo ra một hồ quang cường độ cao bên trong đầu cắt để ion hóa khí, vì thế tạo ra plasma.
Đầu cắt dùng để giữ các chi tiết tiêu hao như vòi phun (béc cắt) và điện cực, cung cấp chất làm mát (khí hoặc nước) đến những bộ phận này. Các vòi phun và điện cực nén và duy trì tia plasma.
1.2.3.2. Nguyên lý hoạt động của máy cắt Plasma
Bộ nguồn cung cấp và mạch khởi động hồ quang được nối với đầu cắt qua các ống và dây dẫn bên trong. Các ống và dây dẫn này cung cấp các dòng khí, dòng điện và dòng hồ quang mồi (dòng pilot) thích hợp đến đầu cắt để mồi và duy trì quá trình.
Đầu tiên khi một tín hiệu khởi động được gửi đến bộ nguồn cung cấp. Điều này đồng thời kích hoạt điện áp 280 VDC và dòng khí đến đầu cắt. Điện áp này có thể đo từ điện cực (electrode) đến vòi phun (Nozzle). Chú ý rằng vòi phun được nối đến cực âm của bộ nguồn thông qua một điện trở và relay(gọi là Pilot arc relay), trong khi vật liệu cần cắt được nối trực tiếp đến cực dương. Luồng khí đi qua vòi phun và thoát ra ngoài. Không có tia hồ quang ở thời điểm này, cũng như không có dòng điện chạy qua nguồn DC (Nên mới gọi là điện áp hở mạch).
Sau khi dòng khí ổn định, mạch khởi động hồ quang bắt đầu làm việc. Với điện áp do mạch này tạo ra khoảng từ 5000 – 10000 VAC ở tần số cao, tia lửa điện sẽ được phóng qua giữa điện cực và vòi phun bên trong đầu cắt, nơi dòng khí phải đi qua để thoát ra ngoài. Năng lượng chuyển từ tia lửa điện với tần số cao qua dòng khí làm cho nó bị ion hóa và trở nên dẫn điện. Dòng khí dẫn điện này tạo thành đường dẫn điện giữa điện cực và vòi phun, và kết quả là hồ quang plasma được hình thành. Dòng khí này buộc tia hồ quang này đi qua lổ của vòi phun ra ngoài, tạo thành dòng mồi hồ quang (Pilot arc).
Khi vòi phun đủ gần với vật liệu cần cắt, dòng hồ quang mồi sẽ đánh vào vật liệu như là đường dẫn dòng điện đến cực dương (của bộ nguồn) mà không bị giới hạn bởi điện trở như vòi phun nối đến cực dương. Dòng điện chảy qua vật liệu được nhận biết bởi bộ nguồn. Khi dòng điện này được phát hiện bộ khởi động hồ quang ngưng làm việc và pilot relay sẽ mở ra. Dòng khí ion hóa được duy trì với năng lượng từ hồ quang của nguồn điện một chiều.
Nhiệt độ của hồ quang plasma sẽ làm chảy kim loại, đánh thủng qua tấm phôi và dòng khí với tốc độ cao sẽ thổi bay vật liệu nóng chảy từ phía dưới của đường cắt. Tại thời điểm này đầu cắt bắt đầu di chuyển và qui trình cắt bắn đầu.
Trường hợp đầu cắt Plasma được gắn trên máy CNC (Máy cắt plasma CNC), bộ điều khiển của máy CNC sẽ cảm ứng tín hiệu từ bộ nguồn plasma cho biết dòng hồ quang plasma đã được thiết lập thành công. Lúc đó máy CNC sẽ bắt đầu di chuyển đầu cắt theo bản vẽ. Đồng thời cho phép bộ điều khiển độ cao đầu cắt plasma (THC – Torch Height Controller) hoạt động, thiết bị này sẽ tự động cảm ứng và điều khiển độ cao đầu cắt lên xuống theo độ cong vênh của vật liệu, để đảm bảo độ cao của vòi phun so với bề mặt liệu luôn ổn định ở độ cao mong muốn
1.2.4. Phân tích các yếu tố ảnh hưởng đến độ chính xác khi cắt thép tấm bằng tia plasma
1.2.4.1. Cường độ dòng điện, Ip
Yếu tố này quyết định hiệu quả kinh tế trong quá trình gia công bởi vì khi chọn đúng cường độ dòng điện thì ta giảm được hao phí làm điện cực (giảm đường kính âm thanh cực). Do đó khi chọn cường độ dòng điện ta phải dựa vào kích thước sơ bộ của cực âm hay đường kính miệng vòi phun của mỏ cắt plasma. Các thiết bị công nghiệp khác nhau làm việc ở dòng điện từ 70÷1000A tùy thuộc vào vật liệu và tốc độ cắt. Thiết bị cắt bằng tay sử dụng điện áp mạch hở 120÷200V, cường độ dòng điện 70÷100A và tốc độ cắt tương đối thấp.
Giá trị của Ip tùy thuộc vào:
- Các yếu tố hình học của tấm kim loại được cắt như:
+ b: bề rộng vết cắt.
+ s: chiều dày tấm kim loại.
- Tốc độ cắt, vt.
- Dòng khí thổi, Dgp.
- Sự hình thành Plasmatron.
1.2.4.2. Áp suất khí
Áp suất khí đáp ứng hai mục đích cho máy cắt plasma. Mục đích chính là để cung cấp nguồn khí, để cung cấp nhiên liệu cho phản ứng plasma và mục đích thứ hai là dùng để thổi kim loại nóng chảy ra xa. Áp suất khí được xác định là yếu tố có ảnh hưởng đến chất lượng chi tiết, tăng lưu lượng khí có thể làm tăng điện áp và cường độ của tia plasma, năng lượng tia plasma tập trung hơn và tạo ra mạch cắt sắc nét hơn, do đó tốc độ cắt và chất lượng có thể được cải thiện.Tuy nhiên, nếu lưu lượng khí quá lớn, tia plasma sẽ bị ngắn lại và làm tăng tổn thất nhiệt và giảm khả năng cắt cho đến khi không thể cắt nổi. Sự kết hợp giữa phạm vi hoạt động và các yêu cầu về sự an toàn thí nghiệm được xác định để phục vụ cho nghiên cứu này thì chọn 3 mức là: 60 psi, 75 psi, 90 psi.
1.2.4.3. Tốc độ cắt
Tốc độ cắt tùy thuộc vào chiều dày vật liệu gia công, tốc độ cắt là sự di chuyển của mỏ cắt theo 2 phương X-Y. Tốc độ cắt thay đổi tùy thuộc vào dạng vật liệu, bề dày tấm kim loại và nguồn cung cấp. Nếu bề dày lớp cắt nhỏ thì tốc độ cắt tăng lên và ngược lại. Khi tốc độ cắt giảm, lớp kim loại cắt tăng lên đây là đặc điểm quan trọng trong quá trình cắt gọt bằng hồ quang plasma. Khi gia công thép ít cacbon có bề dày lớp cắt là 1,5mm thì tốc độ cắt đạt tới 20mm/phút.
Khi cắt thép có chiều dày nhỏ hơn 75mm thì cắt bằng plasma nhanh hơn cắt bằng ôxy nhiên liệu, dưới 25mm thì nhanh hơn gấp 5 lần so với cắt bằng ôxy nhiên liệu. Tra trong sổ tay thì chọn 3 mức cho tốc độ cắt là:(~10 ipm),(~55 ipm),(~110 ipm) ứng với 3 mức:thấp, cơ sở và cao.
1.2.4.3. Chiều cao mỏ cắt
Việc điều chỉnh khoảng cách từ mỏ cắt đến chi tiết gia công rất quang trọng. Khoảng cách này từ 2÷5mm đối với các hỗn hợp khí và lớn hơn đối với dùng khí ôxy. Khoảng cách này quá lớn sẽ làm giảm chất lượng cắt và tăng lượng khí sử dụng. Khả năng có thể áp dụng đối với chiều cao mỏ cắt là 2 mm, 3 mm, 4 mm tương ứng với 3 mức.
1.2.4.4 Kiểu dụng cụ
Kiểu dụng cụ có liên quan đến việc ứng dụng đối với qui trình cắt. Có nhiều đầu cắt khác nhau để lựa chọn tùy theo nguồn điện dùng để cắt. Và các dụng cụ có sẵn để thực hiện cho nghiên cứu này là: 40A tip (E_0), 60A tip (E_1), và 80A tip (E_2).
1.2.4.5. Giảm tốc theo biên dạng đường cong
Máy cắt plasma có khả năng điều chỉnh tốc độ cắt giảm xuống khi mỏ cắt thực hiện qui trình cắt từ đường thẳng chuyển sang cung tròn, đường cong, đường tròn nhằm đảm bảo chất lượng bề mặt cắt tốt nhất. Nghĩa là khi cắt theo đường thẳng thì tốc độ cắt khác với cắt theo biên dạng cung tròn. Và vùng quan sát đối với biến này là từ 0 đến 4 (tra theo sổ tay Plasma CAM, 2001).
1.2.4.6. Hướng cắt
Công nghệ cắt tự động bằng hồ quang plasma được sử dụng đối với quá trình cắt thép tấm, do đó hướng cắt hoàn toàn có thể được điều chỉnh và nó có thể thực hiện theo hai hướng cắt đó là hướng thẳng đứng (phương X - G_0) và hướng nằm ngang (phương Y- G_1).
1.3.Giới thiệu về đề tài
1.3.1.Tính cấp thiết của đề tài
Ngày nay cùng với sự tiến bộ của khoa học kỹ thuật, lĩnh vực gia công cơ khí chính xác đạt được nhiều thành tựu với sự ra đời nhiều loại máy cắt Plasma CNC hiện đại có khả năng gia công được các chi tiết phức tạp trên biên dang 2D, chính xác cao, nâng cao năng suất sản xuất
Hình 1.12: Máy cắt Plasma 2 đầu cắt.
Máy móc càng hiện đại thì chi phí mua trang thiết bị không hề nhỏ. Đó cũng là một trong những yếu tố thúc đẩy một số người ham học hỏi, tìm tòi để chế tạo ra máy cắt Plasma CNC nhỏ gọn, rẻ tiền mà vẫn đáp ứng được nhu cầu sản xuất.
Ngày nay, trên thế giới cũng như ở Việt Nam, có rất nhiều người tham gia chế tạo máy cắt Plasma CNC cỡ nhỏ để dùng tại nhà, tại các xưởng sản xuất nhỏ lẻ với chi phí thấp. Ở các trường đại học, cao đẳng cũng xuất hiện nhiều máy cắt Plasma CNC do sinh viên chế tạo để phục vụ cho việc học tập ở trường. Vì thế, đề tài: “Ngiên cứu thiết kế, chế tạo máy cắt Plasma CNC”là cần thiết và cấp thiết.
1.3.2.Ý nghĩa khoa học và ý nghĩa thực tiễn
Việc nghiên cứu, chế tạo máy cắt Plasma trong sinh viên sẽ gợi mở ra nhiều giải pháp mới, phương hướng phát triển mới.
Nghiên cứu, chế tạo máy cắt Plasma CNC đòi hỏi sinh viên phải có kiến thức tổng hợp về cơ khí, điện tử, tin học. Đây cũng là cơ hội tìm tòi, kiểm nghiệm, hiểu sâu rộng hơn về những máy cắt Plasma CNC hiện đại để từ đó chế tạo ra máy CNC phù hợp với khả năng và nhu cầu sử dụng.
Đề tài chế tạo máy căt Plasma CNC mà nhóm đang thực hiện sẽ giúp nhóm củng cố kiến thức và kỹ năng về mọi mặt. Sản phẩm sau khi hoàn thành có thể phục vụ cho dạy học hoặc gia công thép hoặc kim loai tấm mỏng không yêu cầu độ chính xác quá cao.
1.3.3.Mục tiêu nghiên cứu của đề tài
Nắm vững kiến thức về cấu tạo, nguyên lý hoạt động, cách truyền động, lập trình và điều khiển máy cắt Plasma CNC.
Vận dụng kiến thức để nghiên cứu phát triển và chế tạo mô hình máy cắt Plasma CNC.
Lập trình, điều khiển máy cắt Plasma CNC trên để gia công ra sản phẩm và đạt độ chính xác theo yêu cầu.
1.4.Đối tượng và phạm vi nghiên cứu
1.4.1.Đối tượng nghiên cứu
- Máy cắt Plasma CNC 4 trục.
- Phần mềm điều khiển Mach3.
- Phần mềm thiết kế, tính toán, mô phỏng.
- Động cơ và phương pháp truyền động.
- Nghiên cứu và chế tạo máy cắt Plasma CNC 4 trục.
- Đảm bảo các yêu cầu đặt ra như sau:
1.4.2.Phạm vi nghiên cứu
+ Không gian làm việc của máy: 460x350 mm.
+ Sai số cho phép: 0.5mm.
- Thời gian nghiên cứu: 3 tháng.
1.5.Phương pháp nghiên cứu
1.5.1.Cơ sở phương pháp luận
Căn cứ vào những kiến thức đã có về máy cắt Plasma CNC, tiến hành phân tích, tìm ra giải pháp mới và chế tạo, thực nghiệm. Sau đó, tiến hành tổng hợp, đánh giá giải pháp để đề ra tối ưu hay không tối ưu, tối ưu trong trường hợp nào.
1.5.2.Các phương pháp nghiên cứu cụ thể
- Khảo sát thực tiễn: Tìm hiểu về máy cắt Plasma CNC.
- Nghiên cứu kết cấu của các loại máy CNC trên thị trường có tính năng tương tự, cải tiến những khuyết điểm.
- Xây dựng mô hình- thực nghiệm: Chế tạo mô hình máy cắt Plasma CNC.
CHƯƠNG 2: TÍNH TOÁN THIẾT KẾ KẾT CẤU MÁY CẮT PLASMA CNC
2.1. Lựa chọn phương án thiết kế máy cắt plasma cnc
Căn cứ vào khả năng chuyển động của bàn máy CNC có thể chia làm 3 loại mô hình máy CNC như sau: bàn máy đứng yên, bàn máy di chuyển theo 1 phương X hoặc Y, bàn máy di chuyển theo 2 phương X và Y. Mỗi loại kết cấu máy CNC trên đều có những ưu - nhược điểm riêng, tùy vào nhu cầu chế tạo mà lựa ch n kiểu mô hình phù hợp.
- Loại bàn máy đứng yên.
Đối với loại kết cấu này thì chỉ có phần đế của máy CNC gồm bàn máy được lắp cố định. Phần di động gồm có ổ trục X, ổ trục Y và ổ trục Z.
Ưu điểm lớn nhất của kết cấu này đó là không gian bàn máy lớn, có thể gia công được vật thể có kích thước xấp xỉ vùng chuyển động của các trục, vượt trội 2 loại mô hình trên.
Kết cấu máy loại này có phần di động lớn nên có thể mất cân đối giữa phần động và phần tĩnh từ đó làm cho máy bị rung, lắc trong quá trình chuyển động. Để khắc phục vấn đề đó có thể gia tăng khối lượng của bàn máy.
Hầu hết các máy CNC tự chế đều thiết kế theo phương án này.
- Loại bàn máy di chuyển theo một phương
Cơ cấu mang động cơ trục chính sẽ trượt dọc theo trục Z thẳng đứng và toàn bộ ổ đỡ trục Z thì di chuyển trên trục X. Bàn máy thì di chuyển theo phương Y. Cơ cấu mang động cơ trục X và Y được lắp cố định vào khung máy.
Nếu thiết kế mô hình theo kiểu này thì sẽ làm trục X chịu tải trọng lớn từ trục Z và có xu hướng bị lật và như vậy sẽ làm giảm độ chính xác khi gia công.
- Loại bàn máy di chuyển theo cả 2 phương.
Phần di động gồm có bàn máy (di chuyển theo 2 phương X, Y trên một mặt phẳng nằm ngang) và ổ đỡ chứa động cơ trục chính (di chuyển theo phương thẳng đứng). Các cơ cấu lắp động cơ trục X, Y, Z được cố định vào khung máy.
Khi thiết kế máy theo kiểu này thì trục chính ít bị rung hơn so với trường hợp 2 vì trục chính nó chỉ chuyển động theo một phương. Ngoài ra kết cấu kiểu này sẽ làm bàn máy linh hoạt hơn trong quá trình chuyển động và khả năng chịu tải của bàn máy cũng không hề giảm so với trường hợp 2.
Nhìn chung kết cấu máy cắt CNC Plasma loại này ta thấy nó rất giống với máy CNC cơ ở các xưởng sản xuất, một loại máy được sử dụng rất thịnh hành từ xưa đến nay.
Tóm lại, sau khi so sánh ưu - nhược điểm giữa 3 loại mô hình, nhóm thực hiện đồ án lựa chọn mô hình máy CNC loại 1 - bàn máy đứng yên.
2.1.1 Lựa chọn phương án truyền động.
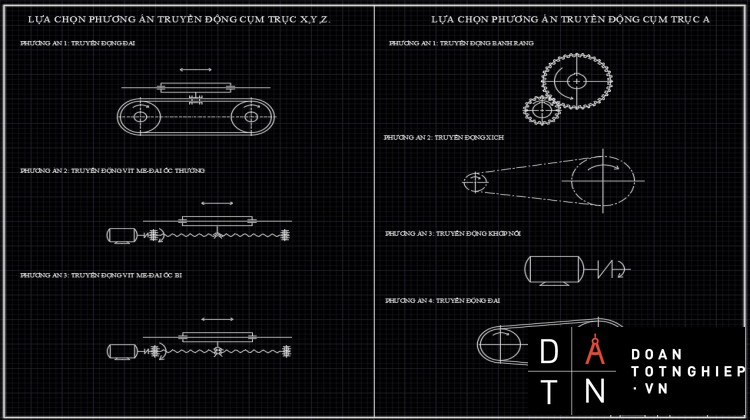
2.1.1.1 Phương án truyền động trục X, Y ,Z.
a. Bộ truyền đai răng
- Ưu điểm:
+ Đơn giản, dễ lắp đặt.
+ Không gây ra tiếng ồn và rung lắc.
+ Giữ an toàn cho các chi tiết máy khi quá tải.
- Nhược điểm:
+ Đai có thể giản ra theo thời gian, do đó cần điều chỉnh thường xuyên.
+ Đai có thể bị hao mòn và cần được thay thế định kỳ.
+ Đai không phù hợp để truyền động trong các trường hợp có tốc độ cao hoặc tải trọng đột ngột.
b. Bộ truyền vít me đai ốc thường.
- Ưu điểm:
+ Đơn giản, dễ lắp đặt.
+ Truyền động bền vững, ổn định.
+ Có thể truyền tải lực lớn hơn bộ truyền đai.
+ Có thể thực hiện các chuyển động chậm có độ chính xác cao.
- Nhược điểm:
+ Chi phí cao hơn bộ truyền đai
+ Sử dụng tải quá lớn có thể xảy ra hiện tượng trượt của đai ốc.
c. Bộ truyền vít me đai ốc bi.
- Ưu điểm:
+ Đơn giản, dễ lắp đặt.
+ Truyền động bền vững, ổn định và có độ chính xác cao do không có độ rơ
+ Độ chính xác cao hơn vít me đai ốc thường vì trong vít me đai ốc bi có kết cấu làm giảm khe hở, tạo sức căng ban đầu.
+ Có thể thực hiện các chuyển động chậm có độ chính xác cao.
- Nhược điểm:
+ Chi phí cao hơn vít me đai ốc thường.
+ Cần bảo trì thường xuyên để tránh hiện tượng ma sát và mòn.
Từ những ưu và nhược điểm của mỗi bộ truyền nhóm quyết định chọn bộ truyền vít me bi cho trục X, Y, Z.
2.1.1.2 Phương án truyền động trục A.
a. Bộ truyền bánh răng.
- Ưu điểm:
+ Kích thước nhỏ gọn, đơn giản, dễ lắp đặt.
+ Tỉ số truyền không thay đổi, số vòng quay ổn định.
+ Khả năng chịu tải cao hơn các bộ truyền khác khi cùng kích thước.
- Nhược điểm:
+ Yêu cầu gia công chính xác cao nên giá thành cao.
+ Gây tiếng ồn và rung lắc trong quá trình chuyển động
+ Khi sử dụng cần phải thường xuyên bảo trì, bôi trơn đầy đủ.
b. Bộ truyền xích.
- Ưu điểm:
+ Đơn giản, dễ lắp đặt.
+ Có thể làm việc khi tải đột ngột, hiệu suất cao và không có hiện tượng trượt.
+ Có độ bền cao, chịu nhiệt, ít bị trục trặc.
- Nhược điểm:
+ Kích thước lớn và nặng hơn so với bộ truyền khác.
+ Gây tiếng ồn lớn trong quá trình chuyển động.
c. Bộ truyền khớp nối.
- Ưu điểm:
+ Nhỏ gọn, đơn giản, dễ lắp đặt.
+ Không gây ra tiếng ồn và rung lắc.
+ Có khả năng truyền lực lớn từ động cơ đến bộ phận cần truyền với tỉ lệ 1:1.
- Nhược điểm:
+ Không thể điều chỉnh tỉ số truyền khác ngoài 1:1.
+ Cần bảo dưỡng và kiểm tra định kỳ để đảm bảo hiêu quả , tránh hỏng hóc.
d. Bộ truyền đai răng
- Ưu điểm:
+ Đơn giản, dễ lắp đặt.
+ Không gây ra tiếng ồn và rung lắc.
+ Giữ an toàn cho các chi tiết máy khi quá tải.
- Nhược điểm:
+ Đai có thể giản ra theo thời gian, do đó cần điều chỉnh thường xuyên.
+ Đai có thể bị hao mòn và cần được thay thế định kỳ.
+ Đai không phù hợp để truyền động trong các trường hợp có tốc độ cao hoặc tải trọng đột ngột.
ðTừ những ưu và nhược điểm của mỗi bộ truyền nhóm quyết định chọn bộ truyền đai răng cho trục A.
2.1.2. Lựa chọn cơ cấu dẩn hướng.
Để thực hiện dẫn hướng cho các trục trên mô hình máy CNC có thể nghĩ đến phương án sử dụng rãnh trượt vuông hoặc rãnh trượt tròn. Theo phương án này trục vítme được nối với động cơ và gắn chặt vào phần cố định của rãnh trượt vuông hoặc rãnh trượt tròn, đai ốc được gắn chặt vào phần di động. Khi động cơ quay trục vítme - đai ốc sẽ mang phần di động trượt tịnh tiến theo rãnh trượt vuông hoặc rãnh trượt tròn.
- Thanh trượt tròn
- Đảm bảo vị trí của đầu máy khi trượt lên, xuống.
- Thông dụng, dễ kiếm.
- Dễ tháo lắp, kết cấu đơn giản, tương đối chắc chắn.
- Thanh trượt vuông
- Thiết bị vận chuyển tốc độ cao, có độ chính xác cao.
- Dễ tháo lắp, chắc chắn, tuổi thọ cao.
- Khả năng chịu lực lớn, có khả năng làm việc trong thời gian dài.
& Tóm lại, thông qua những so sánh, phân tích về đặc điểm của các loại cơ cấu dẫn hướng thì thanh trượt vuông đáp ứng đầy đủ những tiêu chí cần thiết cho mô hình máy CNC.
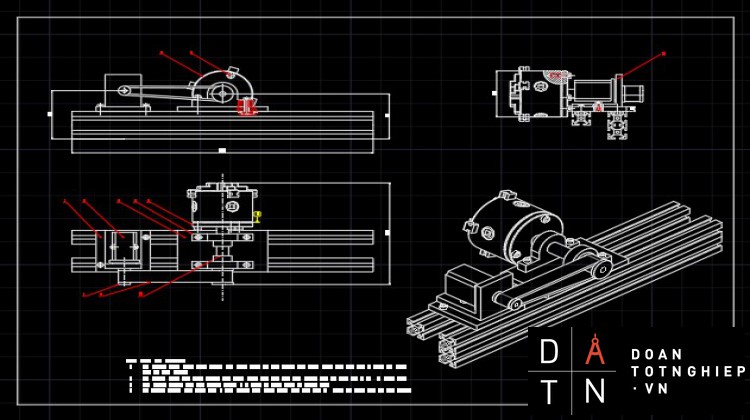
2.1.3. Bản vẽ phương án truyền động và bản vẽ sơ đồ động.
Hình 2.1: Bản vẽ phương án truyền động.
Hình 2.2: Bản vẽ sơ đồ động.
2.2. Cơ sở lý thuyết tính toán
2.2.1. Thiết kế trục X,Y,Z
Trục X của máy được gắn trên máy và chịu tải trọng của cụm trục Y, cụm trục Z. Vì vậy trục X được thiết kế rất kỹ lưỡng từ khâu chọn vật liệu, tính chọn động cơ, vít me-đai ốc, ổ bi cho tới khâu gia công.
Để đảm bảo khả năng chịu tải lớn thì trục X được thiết kế lớn, đủ cứng vững tránh rung động trong quá trình gia công.
Hai thanh ray của trục X cũng phải lớn để chiu tải tốt, tránh biến dạng, đồng thời đảm bảo độ song song để trong quá trình chuyển động không bị va đập.
2.2.1.1. Tính chọn động cơ trục X
Ta có các thông số sau:
- mx =18,15kg: khối lượng trục X
- mv =0,08 kg: khối lượng trục vít
- hp =0,01m: Bước vít
- db =0,015m: Đường kính trục vít:
- : Hệ số ma sát của đường trượt
- k = 3: Hệ số an toàn của động cơ.
- Tải tĩnh
- Momen thể hiện lên động cơ do ma sát trong đường trượt:
(1) (6.98, trang 155, tài liệu [8])
- Tải động
- Momen quán tính của trục X tác động lên dộng cơ
(2) (6.104, trang 157, tài liệu [8])
- Momen quan tính của trục vít với động cơ trục dv
(3)(6.105, trang 157, tài liệu [8])
=> Tổng momen quán tính J= J1+J2=4,6.10-5 +2,3.10-7=4,63.10-5(kg.m2)
- Momen xoắn do khối lượng của tải tác động lên động cơ:
Ta có: (4)
Chọn động cơ bước có , f=1000 Hz, t=0,3s
(5)
=> Momen tổng cộng tác dụng lên trục động cơ
T= (Tdt + Td).k = ( 0,028 + ).3 = 0,098Nm. (6)
Khảo sát thị trường nhóm quyết định chọn động cơ bước KH56QM2U038 có các thông số như sau:
|
Đường kính trục động cơ |
Góc bước |
Dòng điện |
Momen xoắn lớn nhất |
Nhiệt độ lớn nhất |
Số pha |
Số dây |
Kích thước |
|
6,35 mm |
1.8 độ |
2A |
1,3 N.m |
800C |
2 |
6 |
57x57x76 mm |
2.2.1.2. Tính chọn vít me - đai ốc
a. Xác định sơ bộ đường kính trong d1 của ren theo độ bền kéo (hoặc nén).
(7) (8.19, trang 168, tài liệu [5])
Trong đó Fa - lực dọc N; : giới hạn chảy của vật liệu vít
- Ta chọn vật liệu vít thép 45, vật liệu bi gang xám.
Trục vít me thép 45 có
- Tính lực dọc trục Fa.
Ta có các thông số:
- Hệ số ma sát lăn: 0,1
- Khối lượng của trục X: 18,15kg
- Lực chống không tải f=181,5 N
- Gia tốc trọng trường: g=10m/s2
Tính các lực dọc trục
- Tăng tốc (về phía sau):
Fa1 = μmg + ma + f = 0,1.18,15.10 + 18,15.6,6 + 181,5 = 319,44N =31,944kgf
- Chạy đều (về phía sau):
Fa2 = μmg + f = 0,1.18,15.10 + 181,5= 199,65 N = 19,965 kgf
- Gia công (về phía trước):
Fa3 = Fm + μ(mg + Fmz) + f = 0+ 0,1.(18,15.10 + 0 ) +181,5= 199,65 N= 19,965 kgf
- Giảm tốc (về phía trước):
Fa4 = μmg - ma + f = 0,1.18,15.10 – 18,15.6,6 + 181,5 = 79,86N = 7,986kgf
ðLực dọc trục lớn nhất khi không gia công : F1max = 598,95 N = 59,895 kgf
ðLực dọc trục lớn nhất khi gia công : F2max = 199,65 N = 19,965 kgf
Lực dọc trục trung bình
Fm=399,3N, thay vào (*) ta được:
Khảo sát thị trường ta chọn d1=13,8mm
b. Chọn các thông số của bộ truyền (mục 8.2.2, tài liệu [5])
Đường kính bi db=0,15, d1=0,15.13,8=2,07
Bước vít p=db+ 5mm=7,07mm => chọn bước p=10mm
Bán kính rãnh lăn r1=0,51.db=1,05mm
Khoảng cách từ tâm rãnh lăn đến tâm bi :
Đường kính vòng tròn qua các tâm bi Dtb= d1 + 2(r1-c)=13,8+2(0,51-0,01)=14,8mm
Đường kính vòng trong của đai ốc
D1= Dtb + 2(r1-c)=14,8+2(0,51-0,01)=15,8mm
Chiều sâu của profin ren h1=0,3.db=0,3.2,07=0,62mm
Đường kính ngoài của vít và đai ốc
d= d1 + 2h1=13,8+ 2.0,62=15,02 mm
D = D1 – 2h1=15,8 – 2.0,62= 14,56 mm
Số bi trên các vòng ren làm việc
(9)
c. Tính kiểm nghiệm về độ bền
Tính tải trọng riêng
: (10)
Hình 2.1: Đồ thị xác định ứng suất lớn nhất.
Với qa=1,8 x= -0,001 ta nhìn hình trên thấy
( Thảo mãn điều kiện)
=>> Ta chọn vít me đai ốc bi T15 bước 10.
2.2.1.3. Tính chọn ổ lăn.
a. Chọn loại ổ lăn: Với kết cấu máy thiết kế chủ yếu lực hướng tâm, lực dọc trục không lớn nên ta chọn ổ bi đỡ 1 dãy.
b. Chọn cấp chính xác ổ lăn: Vì là mô hình nhỏ nên ta chọn cấp chính xác loại 0
C, Chọn kích thước ổ lăn.
Tính khả năng tải động : (11) (11.1, trang 213, tài liệu [5])
Trong đó:
- m = 3 đối với ổ bi m=10/3 với ổ đũa.
- L: tuổi thọ của ổ lăn được tính theo công thức:
(triệu vòng)
- Q: tải trọng động của ổ lăn được tính:
(12) (11.3, trang 214, tài liệu [5])
* Kđ = 1,1 (chịu va đập nhẹ, chịu tải ngắn hạn và tới 125% so với tải trọng tính toán: máy cắt kim loại, động cơ công suất nhỏ và trung bình)
* Kt = 1 (nhiệt độ <1050C)
* V= 1
* Lực dọc trục trung bình: Fa = 399,3N
* Lực hướng tâm Fr = 181,5N
* e=1,14 ; Fa/Fr>e =>> chọn X=0,35 Y= 0,57 ( Tra bảng 11.4 , trang 216/sách Tính toán hệ dẫn động tập 1)
Thay số ta được tải trọng động: Q=( 0,35.1.181,5 + 0,57.399,3).1,1.1=320,23 N
Tính khả năng tải động Cd=2453,95 N = 2,4 kN
Tra bảng P2.7, trang 254, tài liệu [5].
Dựa vào C Cd và d=14mm ta chọn được ổ lăn.
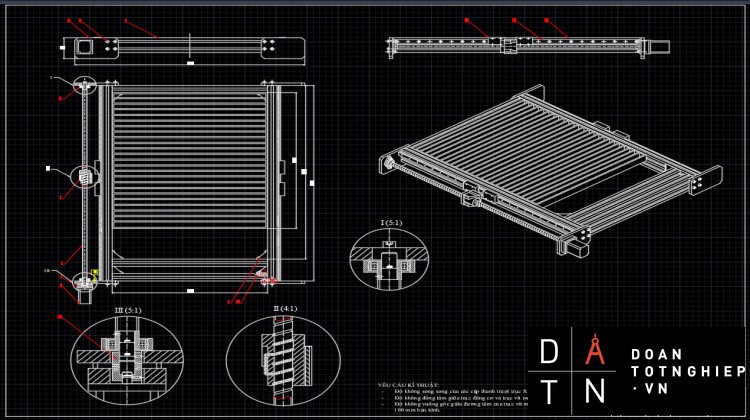
2.2.1. Chọn ray vuông.
Hình 2.2: Thông số ray tiêu chuẩn
- Khảo sát thị trường và dựa trên khối lượng của trục X (trục có khối lượng lớn nhất) ta chọn loại ray của TBI có thông số như sau:
- Có tải trọng động C= 12,06 kN, tải trọng tĩnh C0=22,06 kN
-Loại này được thiết kế có độ cứng cao và có khả năng chịu tải theo bốn hướng ( lên, xuống, trái, phải ), ngoài ra còn có tốc độ cao, độ chính xác cao, chuyển động thẳng mượt, ma sát thấp, tiếng ồn thấp.
2.2.2. Thiết kế trục A.
2.2.2.1. Tính chọn bộ truyền đai cho trục A
Ta chọn bộ truyền đai răng
- Xác định moomen và chiều rộng dây đai
(13) (4.28, trang 69, tài liệu [5])
Momen được xác định theo công thức sau:
Trong đó: P1 = 3,02.10-3 kW công suất trên bánh chủ động; n= 300 số vòng quay của bánh chủ động.
Thay số:
ðChọn m =2
Chiều rộng đai b:
ðChọn b=12mm
- Xác định các thông số của bộ truyền
Số răng bánh nhỏ z1= 20 răng (tra bảng 4.29 trang 70 sách tính toán hệ dẫn động cơ khí tập 1)
Số răng bánh lớn z2= 60 răng
ðTa có tỷ số truyền i=Z2/Z1=60/20= 3
Khoảng cách trục a
Với:
Vậy chọn a=100mm
Số răng của dây đai:
(4.30, trang 69, tài liệu [5])
Chọn Zd=71răng
Từ lđ=445,9 (mm) xác định lại khoảng cách trục a,
(4.6, trang 54, tài liệu [5])
Trong đó:
ða = 88,28 (mm)
Đường kính vòng chia của các bánh đai
d1 = m.z1 = 2.20 = 40 (mm)
d2 = m.z2 = 2.60 = 120 (mm)
Đường kính ngoài của bánh đai
Số răng đồng thời ăn khớp trên bánh đai nhỏ
=> Vậy ta chọn đai răng có các thông số sau:
- Modun: 2
- Số răng: 71
- Khoảng cách trục: 88.28mm
- Số răng bánh đai: z1=20; z2=60
- Bề rộng đai: 12mm.
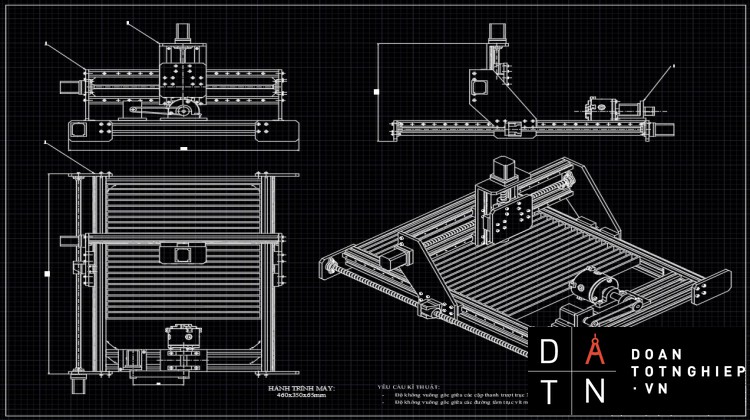
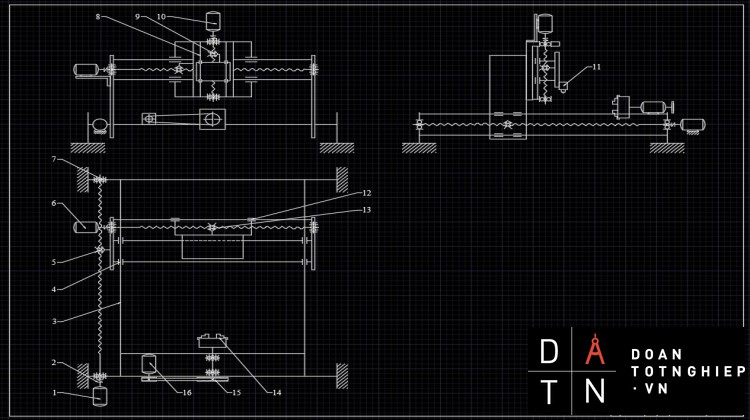
2.3. Vẽmô phỏng 3D tổng thể máy và lập bản vẽ 2D
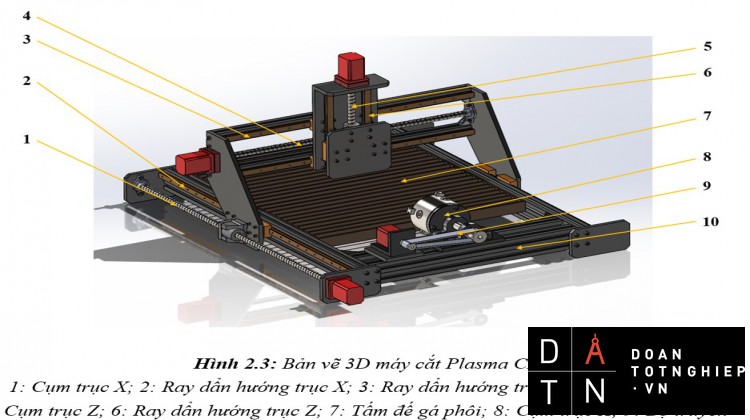
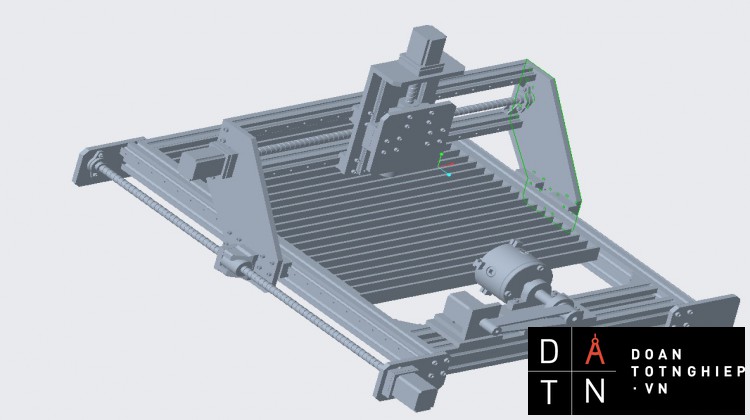
Hình 2.5 là mô hình 3D của máy cắt Plasma 4 trục được thiết kế bằng phần mềm thiết kế 3D. Với các yêu cầu về biên dạng của chi tiết cần gia công, phôi thép tấm sẽ cần tối thiểu là 3 trục, các biên dạng phôi ống sẽ cần phải gia công với 4 trục nên tác giả đã thiết kế máy với 3 trục tịnh tiến (XYZ) và 1 trục xoay (A).
Hình 2.3: Bản vẽ 3D máy cắt Plasma CNC.
1: Cụm trục X; 2: Ray dẩn hướng trục X; 3: Ray dẩn hướng trục Y; 4: Cụm trục Y; 5: Cụm trục Z; 6: Ray dẩn hướng trục Z; 7: Tấm đế gá phôi; 8: Cụm trục A; 9: Bộ truyền trục A; 10: Khung máy
Cụm trục X chịu tránh nhiệm di chuyển tịnh tiến cụm trục Y và trục Z. Cụm trục Y chịu trách nhiệm tịnh tiến cả cụm trục Z và mỏ cắt Plasma theo chiều song song với bàn máy. Cuối cùng là cụm trục Z, nhiệm vụ chính của cụm này là tịnh tiến mỏ cắt theo chiều vuông góc với bàn máy.Cụm mâm cặp giúp kẹp chặt phôi và kết hợp với cụm mâm cặp trước quay phôi (trục a).
Hình 2.6: Bản vẽ tổng thể 2D máy cắt Plasma CNC.
...
CHƯƠNG 4: GIỚI THIỆU PHẦN MỀM MACH3 VẬN HÀNH MÁY VÀ PHẦN MỀM SHEETCAM XUẤT CODE
4.1. Giới thiệu về phần mềm mach3 plasma
4.1.1. Giới thiệu
Mach 3 là một gói chương trình chạy trên PC (máy tính cá nhân) và biến nó thành bộ điều khiển CNC rất hữu hiệu và kinh tế.
Để chạy chương trình này cần một hệ điều hành Window XP (hay Window 2000) chạy trên nền bộ xử lí tốc độ 1GHz cùng một màn hình có độ phân giải là 1024 x 768. Việc sử dụng máy tính để bàn sẽ có hiệu quả hơn máy tính xách tay, mà lại còn rẻ hơn. Chúng ta có thể sử dụng máy tính này cho những chức năng khác nữa ( như là chạy một cụm CD/CAM) khi không sử dụng để điều khiển nữa.
Chương trình Mach 3 có thể kết nối trực tiếp qua một (hoặc cả 2) cổng song song (cổng máy) và nếu cần thiết
Mach 3 đã thành công trong việc điều khiển các thiết bị như:
+ Lathes (máy tiện)
+ Mills (máy khoan)
+ Routers(Máy bào)
+ Laser (cắt laser)
+ Plasma (cắt plasma)
+ Engravers (máy khắc)
+ Gear cutting (cắt bánh răng)
Mach 3 được hổ trợ bởi những Wizard (mini-Program), tạm gọi là các chương trình con trong việc sinh ra G-code cho quá trình gia công giúp người dùng giảm bớt khối lượng công việc.
Một số Wizard thông dụng như:
+ Gear cutting (cắt bánh răng)
+ Digittizing (Số hóa)
+ Holes (Tạo lỗ)
+ Slots and keyways (Tạo rãnh và đường dẫn hướng)
+ Text engraving (khắc chữ)
+ Many standard shapes (tạo nhiều hình mẫu tiêu chuẩn)
+ Surfacing (tạo bề mặt)
+ Many more (và còn nhiều tính năng khác)
Cấu hình máy phần mềm yêu cầu:
+ Windows 2000/XP
+ 1GHz CPU
+ 512 MB RAM
+ Non-intergrated Video Card with 32MB RAM (card đồ họa rời 32MB)
4.1.2. Giao diện phần mềm
Mach3 được thiết kế làm sao cho dễ dàng điều chỉnh giao diện người dung cho phù hợp với phương thức của người làm việc nhất.
Sau khi cài đặt chương trình xong sẽ xuất hiện 4 shortcut trên màn hình là: Mach 3 Loader, Mach 3 Mill, Mach 3 Turn, Plasma tương ứng với những kết cấu máy muốn điều khiển. Trong trường hợp này ta chi quan tâm đến giao diện của Plasma mà chúng ta sử dụng để điều khiển mô hình máy cắt hàn CNC.
Sau khi nhấp đúp chuột vào biểu tượng của Plasma trên màn hình, ta sẽ thấy giao diện của Mach 3 Plasma như sau:
Hình 4.1 : Giao diện mach3
Chú ý đến nút RESET màu đỏ có một đèn LED nhấp nháy Đỏ/ Xanh xung quanh nó.
Nếu ta nhấn nút đó thì đèn màu vàng sẽ chuyển sang đèn màu xanh. Lúc đó chương trình Mach 3 đã sẵn sàng hoạt động. Nếu không thể RESET chứng tỏ lúc đó có thể đã có vấn đề với việc kết nối cổng song song hay máy tính đã từng cài trước chương trình này và đã để vị trí không thường trực ở Emergency Stop. Lúc đó hãy click vào nut Offline để RESET lại hệ thống.
Hướng dẫn sử dụng giao diện:
- Các nút bấm (như là RESET, Stop Alt-S,)
- Các DRO (Digital Readouts). Có những chữ số hiện trên màn hình gọi là DRO. Chúng hiển thị tọa độ hiện tại của các trục (X,Y,Z…)
- Các đèn LED
- Cửa sổ hiển thị G-Code (với thanh scroll của nó)
- Màn hình hiển thị đường đi của dụng cụ (là hình vuông trống trên màn hình)
- Cùng với chúng là những điều khiển quan trọng không được hiển thị lên giao diện Program Run như:
- Đường MDI (Manual Data Input)
- Những nút bấm trong trong đường MDI là những giá trị dầu vào chương trình Mach3
- Cửa sổ G-Code và màn hình hiển thị đường dụng cụ sẽ cung cấp những thông tin từ chương trình.
4.1.3. Một số tính năng cơ bản và chức năng cung cấp bởi Mach3
- Chuyển đổi một PC tiêu chuẩn để một đầy đủ tính năng, 6 trục điều khiển CNC
- Cho phép trực tiếp nhập khẩu DXF, BMP, JPG, và các file HPGL qua LazyCam
- Tạo ra Gcode qua LazyCam hoặc Wizards
- Hoàn toàn tùy chỉnh giao diện
- Tính năng điều khiển bằng tay.(Jog)
Mach3 có nhiều vấn đề cần giải quyết khi áp dụng vào thực tế:
I/O hạn chế (Nếu dùng cùng lúc 2 cổng LTP thì giải quyết được phần nào) => dùng cho một hệ thống lớn cần nhiều tín hiệu I/O thì phải dùng kỹ thuật ModBus (Ở nước ngoài thì có bán những Card này)
Dùng tín hiệu Step/Dir chỉ thích hợp với hệ thống dùng Step Motor, còn những hệ thống dùng servo thì phải qua card chuyễn đổi Step/Dir sang tín hiệu Analog 0-10v hoặc -10V, +10v nhằm tương thích với các driver servo
Mach3 điều khiển theo dạng vòng hở nên khi ứng dụng trong các hệ thống đòi hỏi độ chính xác cao thì lại phải thiết kế theo dạng vòng kín.
Ưu điểm: chức năng của nó đa dạng, giao diện đẹp và dễ sử dụng.Mô phỏng quá trình làm việc rất rõ ràng. Khai báo các thông số của hệ thống dễ dàng. Tùy quan niệm từng người, riêng mình thấy Mach3 có lợi thế là tiết kiệm được chi phí đáng kể (Nếu giải quyết được 3 vấn đề trên thì Mach3 là lựa chọn tốt cho các dạng CNC tự chế, lên đời máy CNC)
4.1.4 Cách xác lập thông số trong phần mềm mach3
Bước 1: Trước tiên xác lập các chân vào ra của cổng máy in cho phù hợp với mạch điều khiển:
Vào Config/Port and Pin
Hình 4.2: Màn hình lệnh Config/Port and Pin
Khi đó trên màn hình sẽ xuất hiện một bản thông số:
Hình 4.3: Màn hình chọn port
- Tab Port Setup and Axis Selection: Để lựa chọn cổng điều khiển của máy tính, trong trường hợp điều khiển bằng cổng DB25 thì sẽ là Port 1. Ta xác lập như trong hình sau đó lựa chọ Apply để chuyển sang Tab bên canh.
Tab Motor Outputs: Để xác lập các chân đầu ra của máy tính ở cổng DB25. Các chân đầu ra này sẽ là các tín hiệu cấp cho mạch giao tiếp và xuống mạch động cơ để điều khiển các trục động cơ. Ta cũng xác lập giống trong hình.
Hình 4.4: Bảng thiết lập Motor Outputs cho các trục
Hàng đầu tiên là xác lập các thông số cho trục X:
- Click một lần vào cột Enabled của truc X thì sẽ thay đổi trạng thái dấu phẩy xanh thành dấy nhân đỏ. Dấu phẩy xanh chính là lựa chọn để cho trục X làm việc. Còn dấu nhân đỏ là không cho trục X làm việc.
- Cột thứ 2 (Step Pin#): là chân điều khiển xung cấp cho trục X. Theo mạch thiết kế thì chân này là chân số 1, nếu mạch thiết kế khác thì chỉ cần click vào đó rùi thay đổi số là được.
- Cột thứ 3 (Dir Pin #): là chân điều khiển cho mạch động cơ đảo chiều. Muốn thay đổi thứ tự chân cũng Click vào đó và gõ một chân khác vào.
- Cột thứ 4 (Dir Lowactive) : Cột này để xác định chiều + hoặc – của các trục theo mong muốn. Khi click lựa chọn trục này thì lúc đó chiều quay của động cơ sẽ thay đổi khi ta điều khiển cho máy chạy theo chiều + hay chiều – của trục tọa độ. Ban đầu thử ta xác lập giống trong hình vẽ rồi tí nữa cho động cơ chạy thử theo chiều dương xem động cơ quay theo chiều nào, sau đó lại vào xác lập lại rồi tiếp tục cho động cơ chạy theo chiều dương, ta sẽ thấy động cơ quay theo chiều ngược lại. Như vậy chân này rất quan trọng để sau khi lắp động cơ vào máy ta sẽ chọn được chiều phù hợp cho trục X và trục Y.
- Cột thứ 5 (Step Lowactive): Cột này để xác định trạng thái tác động của chân cấp xung cho mạch điều khiển. Nếu xung điều khiển Step là xung âm thì lựa chọn dấu phẩy, còn xung dương thì chọn dấy nhân.
- Cột thứ 6 (Step Port): Cột này để xác lập xem chân điều khiển Step thuộc Port nào. Vì ta điều khiển bằng cổng máy in DB25 nên ký hiệu của nó là Port 1. Ban đầu phần mềm sẽ để chế độ mặc định là 0, ta click vào đó và gõ sô 1 vào rùi Enter.
- Cột thứ 7 (Dir Port): Cũng tướng tự như cột Step Port. Chân này cũng điều khiển từ Port 1.
Các hàng của trục Y, Z,A, cũng làm tương tự trục X theo hình vẽ. Vì máy mình chỉ có 4 trục nên chỉ xác lập 4 trục. Mạch giao tiếp của mình thiết kế cho 4 trục.
- Hàng cuối cùng (Spindle): là hàng xác lập chân điều khiển Spindle Có nhiều chế độ để điều khiển Spindle (điều khiển PWM, điều khiển bằng động cơ bước, và điều khiển đóng mở Relay). Trong mạch giao tiếp sử dụng phương pháp đóng mở Relay nên hàng Spindle này không cần xác lập gì cả.
- Sau khi xác lập hết thông số trong tab này thì click Apply để save lại. Lưu ý nếu ta ko Click Apply mà chuyển ngay sang tab khác thì các thông số vừa thay đổi vừa rồi sẽ không được lưu lại mà sẽ tự quay về trạng thái trước xác lập.
Apply
- Tab Motor Input: Để xác lập các tín hiệu đầu vào cho máy tính, khi máy tính nhận được các tín từ bên ngoài vào lúc đó phần mềm sẽ phân tích và xử lý xem đó là tín hiệu gì sau đó sẽ xuất tín hiệu để điểu khiển. Phần mềm Mach là một phần mềm mạnh có nhiều chế độ điều khển và có khẳ năng điều khiển bằng nhiều cổng nên sẽ có rất nhiều tín hiệu đầu vào điều khiển. Nhưng máy 4 trục của mình là máy đơn giản với lại điều khiển bằng Port DB25 có số chân đầu vào hạn chế nên ta chỉ điều khiển vài tín hiệu cơ bản thôi.
Trong mạch của nhóm có 6 tín hiệu đầu vào. Đó là tín hiệu X+ limit, X- limit,Y+ limit, Y- limit ,Z +limit, Estop.Trong đó tín hiệu Estop để dừng máy khẩn cấp khi gặp sự cố. Trên mạch giao tiếp ta sẽ mắc vào jac này một nút bấm thường mở, khi bấm nút bấm đó thì chương trình đang chạy sẽ dừng lại đột ngột. Ta xác lập thông số của Estop như hình:
Hình 4.5: Bảng thiết lập tín hiệu vào
- Tab Output Signals: Để xác định các tín hiệu điều khiển. Trong tab này có thể điều khiển Spindle, điều khiển động cơ bơm dung dịch làm mát …
Trong tab nay ta chỉ quan tâm đến tín hiệu Enable1, enable2, enable là 3 tín hiệu điều khiển cho phép và không cho phép mạch động cơ hoạt động. tín hiệu này sẽ giúp cho động cơ bước được nghỉ trong trường hợp ta dừng máy hoặc khi ta chưa tắt nguồn điện. Và một tín hiệu Output #2 để dùng điều khiển rơle Spindle.
Ta xác lập giống trong hình sau:
Hình 4.6: Bảng thiết lập tín hiệu ra
Apply.
Bước 2: Xác lập đơn vị đo của Motor tuning:
Hình 4.7: Khai báo đơn vị Hình 4.7: Chọn đơn vị
Tiếp tục chọn đơn vị MM’s rùi Ok
Bước 3: Sau khi xác lập được các tín hiệu điều khiển ta chuyển sang xác lập các thông số cho các trục.
Hình 4.8: Khai báo motor turning
Ta vào Config/Motor tuning khi đó sẽ xuất hiện một bảng như sau:
- Góc bên phải là mục Axis Selection: để lựa chọn các trục. Góc dưới bên trái là các thông số cần xác lập cho các trục. biểu đồ trên thể hiện các thông số đã xác lập theo dạng biểu đồ.
Đầu tiên lựa chọn trục X trong Axiss selection và xác lập các số theo hình:
Hình 4.9: Bảng thông số điểu khiển động cơ
- Steps Per: là thông số xác định số xung cần điều khiển khi máy di chuyên một đơn vị (mm). Trong ô này ta phải tính toán ra số dựa vào động cơ bước và bước tiến của vitme.
Đông cơ bước loại 1.80//1bước, có nghĩa là để quay được một vòng thì động cơ phải quay 360/1.8 = 200 bước và tương đương với 200 xung điều khiển. Mặt khác máy ta dùng vitme bước 10mm, như vậy ứng với 200 xung điều khiển thì trục X tiến được 10mm.Vi bước của driver ta chọn 16. Từ đó suy ra số xung điều khiển để trục X tiến được 1mm là 16*200/10 = 320 xung.
- Velocity….: là vận tốc của trục X: vận tốc tính bằng mm/s. trong trường hợp này ta để vận tốc 2000 mm/s.
- Acceleration: là gia tốc của trục X, tức là độ tằng tốc độ để trục X đạt được tốc độ lớn nhất bằng tốc độ xác lập trong Velocity. Nhập 10% của vận tốc =200
Sau khi điền các thông số cần thiết ta Click SAVE AXIS SETTING để lưu lại. Chú ý nếu ta ko click vào biểu tựng này mà ta đã chuyển sang trục khác thì các thông số vừa rồi sẽ ko được lưu lại mà quay về trạng thái trước xác lập.
- Tiếp đến trong Axis selection ta chọn trục Y để cài đặt cho trục Y và trục Z để cài đặt trục Z. Các thông số cài đặt tương tự trục X.
Tiếp tục cài thông số cho trục A
- Steps Per: Tương tự trục X,Y,Z nhưng thay vì chia cho bước vít me ta chia cho 360 ( vì là trục quay) ở đây ta dùng thêm bộ truyền đai nên chia tiếp cho tỉ số truyền đai 1/3= 16*200/360/1/3=26,66666..
- Velocity: Vận tốc thì ta muốn 1s trục quay 2 vòng bằng 360*2 tiếp tục ta đổi ra vg/ph thì nhân thêm 60 ta được 720*60=43200 vg/ph
-
Acceleration: 10% của vận tốc = 4320
Hình 4.10: Bảng thông số điểu khiển động cơ trục A
Bước 4: Sau khi xác lập các mục cơ bản như trên ta có thể test và chạy máy được.
- Trước tiên ta Cắm Jac DB25 vào mạch giao tiếp.
- Để test trước tiên ta kiểm tra trên mạch động cơ và mạch giao tiếp LED vàng hiển thì tín hiệu Enable vẫn còn sáng. Điều này có nghĩa là mạch động cơ cũng như động cơ đang ở chế độ nghỉ. Lúc này không có điện cấp vào động cơ và ta có thể dùng tay quay trục động cơ được. Còn nếu mạch động cơ đã hoạt động (LED vàng tắt) và ta ko thể quay trục được thì phải kiểm tra lại Tab Output singnal hoặc nút RESET xem biểm tượng màu phía trên của nó có chuyển sang màu xanh như hình không.
Nếu nút Reset chuyển sang màu xanh như vậy mà trục đông cơ không thể quay bằng tay được thì là đúng. Lúc này ta kiểm tra bằng cách dùng chuột click vào nút RESET để nó chuyển sang chế độ không hoạt động (ta thấy biểu tượng màu phía trên nhấp nháy chuyển từ màu đỏ sang màu xanh và ngược lại). Đồng thời lúc đó ta có thể quay trục động cơ được như vậy là ok.
- Trong phần mềm Mach có hỗ trợ các phím điều khiển bằng tay trên bàn phím. Đó là các phím mũi tên lên xuống (điều khiển trục X), phím mũi tên sang trái sang phải (điều khiển trục Y), và phím Page Up, Page Down (điều khiển trục Z).
- Trước tiên ta click vào nút Reset sao cho biểu tượng màu phía trên của nó chuyển sang màu xanh. Sau đó nhấn giữ phìm mũi tên lên trên bàn phím máy tính, lúc đó trên vùng hiển thị và điều khiển tọa độ ta thấy giá trị của trục X bắt đầu tăng lên. Đồng thời động cơ cũng quay. Như vậy là trục X đã chạy.
- Tiếp tục dùng phím mũi tên sang trái, phải và Page Up, Page Down để điều khiển trục Y, Z
- Như vậy là test ok.
Chú ý: mỗi lần test hay chạy chương trình ta phải click cho nút RESET trở về trạng thái nhấp nháy biểu tượng để cho động cơ được nghỉ.
Bước 5:Tạo giới hạn máy trên phần mềm softlimit
Hình 4.11: Bảng thông số soft limit
+ Cho mỗi trục chạy về home sau đó cho mỗi trục chạy chạm vào limit đầu còn lại tiếp theo đọc giá trị và nên giảm 1 chút.
4.1.5. Hướng dẫn chạy file trong mach3
Hình 4.12: Ý nghĩa của các lệnh
4.1.5.1. Trên vùng hiển thị và điều khiển tọa độ
- CYCLE START
- FEED HOLD (SPC): là nút tạm dừng chương trình. Khi muốn nghỉ một lúc hay muốn dừng máy tạm thời ta click vào nút này lập tức chương trình sẽ dừng lại. Và muốn máy chạy tiếp thì Click vào Nút CYCLE START. Lúc này chương trình sẽ bắt đầu chạy nối tiếp lệnh đang chạy dở.
- STOP
- RESET: là nút khởi động điều khiển và ngừng điều khiển. Khi nút RESET được chọn (biểu tượng màu sẽ chuyển sang xanh) thì ta mới bắt đầu điều khiển được. Đồng thời lúc đó mạch động cơ mới bắt đầu hoạt động.
- Các nút Zero X, Zero Y, Zero Z để đưa tạo độ trên máy về gốc 0,0,0. Các ô bên cạnh để hiển thị tọa độ của đầu dao khi di chuyển.
- Các ô Scale tương ứng với các trục để ta xác định tỉ lệ khi chạy. Ban đầu nếu chạy đúng tỉ lện máy sẽ mặc định là tỉ lên 1. Nếu muốn chạy tỉ lên lớn hơn thì ta click vào đó sau đó gõ tỉ lệ khác vào rùi Enter. Lúc đó tỉ lệ sẽ thay đổi.
4.1.5.2. Vùng điều khiển
- Nút Edit G-Code: để sửa mã G-code
- Recent File: để nhập lại mã G-code lúc trước đã chạy
- Close G-Codle:để đóng file G-Code lại
- Load G-Code: để mở file G-Code
- Set next line: lựa chọn dòng lệnh thứ n trong File Gcode. Ta gõ dòng cần chạy và Enter.
- Run From here: Bắt đầu chạy máy từ dòng thứ? mà ta chọn trong Set next line
- Rewind Ctrl W: Để quay về dòng lệnh đầu tiên của file gcodle. Dùng trong trường hợp nếu ta đang chạy dở mà muốn chạy lại từ đầu
- Singal BLK Alt N: Lựa chọn này sẽ điều khiển cho máy chạy từng dòng G –Code một. Khi lựa chọn chức năng này thì biểu tựợng màu bên cạnh sẽ chuyển sang màu vàng. Lúc đó ứng với ới mỗi lần Click vào Cycle Start máy chỉ chạy hết dòng Code hiện tại rùi dừng lại. muốn chạy dòng tiếp thì ta lại phải click Cycle Start. Còn khi ta ko lựa chọn chức năng này thì máy sẽ chạy các dòng G-code từ trên xuống dưới một các liên tục.
- Reverse Run: chức năng chạy ngược mã G-code khi ta tạm dừng chương trình. Khi đó máy sẽ chạy ngược lại.
4.2. Giới thiệu về phần mềm sheetcam
Phần mềm SheetCam là một phần mềm hỗ trợ chuyển bản vẽ thiết kế sang mã máy dưới dạng GCode để điều khiển máy cắt CNC Plasma, tia nước và laser, là phần mềm có bản quyền, giao diện thân thiện, dễ sử dụng
Chức năng của phần mềm SheetCAM.
- Nhập dữ liệu từ bản vẽ CAD, file DXF.
- Thiết lập công cụ cắt.
- Lưu bảng công cụ cắt.
- Tạo file Gcode.
- Tạo báo cáo (Report). Sheetcam có các tính năng rất hữu ích cho plasma, laser, waterjet và oxy-fuel cutting.
4.2.1 Các bước thực hiện để xuất file code từ phần mềm SheetCAM
Thiết kế bản vẽ 2D từ phần mềm AutoCad.
Hình 4.13: Biên dạng file cần cắt
Lưu file với đuôi DXF:
Hình 4.14: Lưu file dưới dạng đuôi dxf.
- Mở phần mềm SheetCAM và Import file DXF vừa tạo
Vào File → Import drawing → chọn file dxf vừa tạo.
Xuất hiện cửa sổ Drawing option: ta chọn Current position → OK.
Hình 4.15 : Cửa sổ Drawing options.
Cửa sổ chính của phần mềm SheetCAM.
Hình 4.16: Màn hình làm việc của phần mềm SheetCAM
- Khai báo thông số cắt.
Trên cửa sổ chính ta chọn: Tools → New jet cutting tool.
Hình 4.17: Thanh công cụ của phần mềm SheetCAM
Xuất hiện cửa sổ Jet
Hình 4.18: Cửa sổ Jet tool
Type: các phương pháp cắt kim loại, ở đây ta chọn Plasma
Kerf width: khe hở khi cắt.
Feed rate: tốc độ cắt.
Pierce delay: thời gian chờ để tia plasma xuyên thủng vật liệu lúc đánh lửa.
Pierce height: độ cao đánh lửa
Cut height: độ cao khi cắt.
- Cài đặt thông số cắt Plasma.
Sau khi khai báo thông số cắt, ta chọn Operation → Plasma cut
Hình 4.19: Thanh công cụ của phần mềm SheetCAM
Xuất hiện cửa sổ Jet cutting.
Hình 4.20: Cửa sổ Jet cutting
Contour Method: chọn loại offset.
Outside Offset: cắt ngoài, lấy trong.
Inside Offset: cắt trong, lấy ngoài.
No Offset: cắt trên đường vẽ.
Layer: chọn layer cắt.
Tool: chọn tool đã thiết lập ở bước trên.
Feedrate: tốc độ cắt.
Reverse cut Direction: đảo chiều cắt (hướng cắt sẽ theo ngược chiều kim đồng hồ).
Offset open path: phần mềm sẽ offset cả đường cắt hở.
Leadins on open path: thêm cả dẫn vào khi đường cắt hở.
Lead in/Leadout: khai báo kiểu dẫn vào, dẫn ra với đường cắt.
Hình 4.21: Trình tự các đường cắt mà phần mềm đã tinh toán
Sau đó nhấn OK, phần mềm sẽ tính toán đường cắt.
- Xuất Gcode.
Trên cửa sổ chính ta chọn File → Run post processor.
Hình 4.23: Xuất Gcode.
Xuất hiện hộp thoại Running post processor → OK
Hình 4.24 – Cửa sổ Running post processor
CHƯƠNG 5: KẾT QUẢ
5.1. Mô hình máy cắt plasma cnc
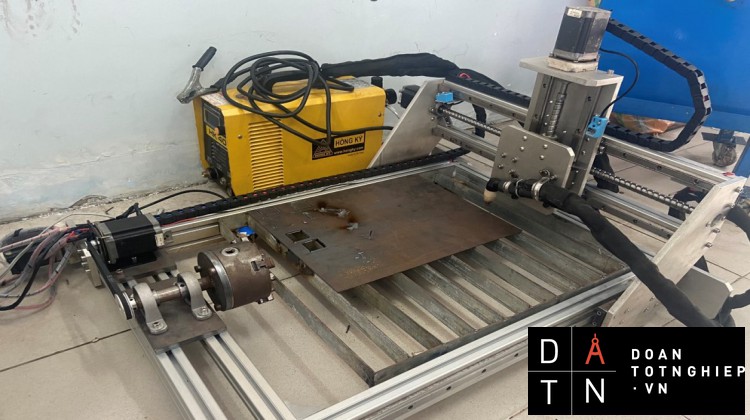
Nhóm đã xây dựng thành công mô hình máy cắt Plasma CNC 4 trục được thể hiện ở hình 6.1 Mô hình này giống như thiết kế ban đầu đã đặt ra.
Hình 5.1: Hình ảnh thực tế của máy cắt Plasma CNC
Mô hình có các đặc tính kỹ thuật được mô tả ở bảng 5. Các thông số và đặc tính kỹ thuật này được đo trực tiếp trên mô hình.
Bảng 5.1: Thông số kỹ thuật của máy.
|
Đặc tính kỹ thuật |
Thông số |
|
Hành trình máy |
460 x 350 x 65 mm |
|
Kích thước máy |
820 x 740 x 400 mm |
|
Kích thước bàn máy cắt |
550 x 500 mm |
|
Kích thước lớn nhất khi gia công phôi tấm |
400 x 300 x 8 mm |
|
Đường kính lớn nhất khi gia công phôi ống |
25 mm |
|
Nguồn cắt Plasma |
Công suất: 7 KVA Điện áp vào: 1 pha – 220V Hiệu suất: 60% Lực xiết/dung tích: 7 KVA Tần suất: 50/60 Hz Dòng điện: 10 – 40 A Độ dày cắt tối đa: 8 mm |
|
Động cơ dẩn động trục vít me |
Kích thước: 57 x 57 x 76 mm Bước góc: 1,8 Điện áp: 24V – 50V Momen xoắn: 1,3 N.m Nhiệt độ động cơ lớn nhất: 800C Dòng điện: 2A Đường kính trục động cơ: 6,35 mm |
|
Khả năng gia công |
Cắt các biên dạng từ đơn giản đến phức tạp trên phôi dạng tấm phẳng hoặc phôidạng ống. |
5.2. Các thử nghiệm đánh giá mô hình
5.2.1. Thử nghiệm 1: Kiểm tra độ chính xác trục X.
Cho trục X về home để đánh dấu điểm gốc sau đó vào MDI nhập lệnh G00 X50 đợi máy chạy đến điểm rồi dùng thước đo. Ta lặp lại quá trình 5 lần để đo và điền vào bảng sau:
|
Lần đo |
Kích thước đo được (mm) |
Kích thước chênh lệch ( mm) |
|
1 |
50.1 |
0.1 |
|
2 |
50.2 |
0.2 |
|
3 |
50.1 |
0.1 |
|
4 |
50.1 |
0.1 |
|
5 |
50.3 |
0.3 |
Kích thước chênh lệch trung bình : 0.16 mm.
Như vậy ta thấy được trục x sai lệch 0.16mm sau khi đo 5 lần, với độ chính xác như vậy ta có thể chấp nhận được.
5.2.2. Thử nghiệm 2: Kiểm tra độ chính xác trục Y.
Tương tự, cho trục Y về home để đánh dấu điểm gốc sau đó vào MDI nhập lệnh G00 Y50 đợi máy chạy đến điểm rồi dùng thước đo. Ta lặp lại quá trình 5 lần để đo và điền vào bảng sau:
|
Lần đo |
Kích thước đo được ( mm ) |
Kích thước chênh lệch ( mm ) |
|
1 |
50.2 |
0.2 |
|
2 |
50.3 |
0.3 |
|
3 |
50.1 |
0.1 |
|
4 |
50.4 |
0.4 |
|
5 |
50.3 |
0.3 |
Kích thước chênh lệch trung bình : 0.26 mm.
Như vậy ta thấy được trục y sai lệch 0.26mm sau khi đo 5 lần, với độ chính xác như vậy ta có thể chấp nhận được.
5.2.3. Thử nghiệm 3: Kiểm tra độ chính xác trục Z.
Tương tự, cho trục Z về home để đánh dấu điểm gốc sau đó vào MDI nhập lệnh G00 Z50 đợi máy chạy đến điểm rồi dùng thước đo. Ta lặp lại quá trình 5 lần để đo và điền vào bảng sau:
|
Lần đo |
Kích thước đo được |
Kích thước chênh lệch |
|
1 |
50.1 |
0.1 |
|
2 |
50.3 |
0.3 |
|
3 |
50.2 |
0.2 |
|
4 |
50.1 |
0.1 |
|
5 |
50.2 |
0.2 |
Kích thước chênh lệch trung bình : 0.18 mm.
Như vậy ta thấy được trục z sai lệch 0.18mm sau khi đo 5 lần, với độ chính xác như vậy ta có thể chấp nhận được.
5.2.4. Thử nghiệm 4: Kiểm tra độ chính xác trục A.
Chọn và đánh dấu điểm gốc của trục A sau đó cho trục A quay 90 độ bằng cách vào MDI nhập lệnh G00 A90 đợi máy chạy đến điểm rồi dùng thước đo độ đo. Ta lặp lại quá trình 5 lần để đo và điền vào bảng sau:
|
Lần đo |
Kích thước đo được ( độ ) |
Kích thước chênh lệch ( độ ) |
|
1 |
90.2 |
0.2 |
|
2 |
90.1 |
0.1 |
|
3 |
90.1 |
0.1 |
|
4 |
90.2 |
0.2 |
|
5 |
90.3 |
0.3 |
Kích thước chênh lệch trung bình : 0.18 độ.
Như vậy ta thấy được trục A sai lệch 0.18mm sau khi đo 5 lần, với độ chính xác như vậy ta có thể chấp nhận được.
5.3. Sản phẩm cắt được trên máy cắt Plasma CNC.
5.3.1. Sản phẩm cắt được trên phôi tấm.
- Cắt theo biên dạng hình vuông.
- Chương trình gia công
N0010 (Filename: hinhvuong2d.tap)
N0040 G21 (Units: Metric)
N0050 F1
N0060 G53 G90 G40
N0090 G00 Z8
N0091 G00 X31.9200 Y32.9200
N0092 G00 Z0
N0170 G01 Z0.5 F100.0
N0180 X31.3576 Y31.5624 F150
N0190 X30.0000 Y31.0000
N0200 X0.0000
N0210 X-1.0000 Y30.0000
N0220 Y0.0000
N0230 X0.0000 Y-1.0000
N0240 X30.0000
N0250 X31.0000 Y0.0000
N0260 Y30.0000
N0270 X31.3749 Y30.9051
N0280 X32.2800 Y31.2800
N0300 G00 Z10.0000
N0310 X0.0000 Y0.0000
N0320 M05 M30
Hình 5.2: Sản phẩm cắt có dạng hình vuông.
- Cắt theo biên dạng hình ngôi sao.
- Chương trình gia công.
N0010 (Filename: ngoisao.tap)
N0040 G21 (Units: Metric)
N0050 F1
N0060 G53 G90 G40
N0081 G00 Z5
N0090 G00 X37.6035 Y46.0138
N0120 G00 Z0.0
N0170 G01 Z1 F100.0
N0180 X36.3242 Y45.2907 F300.0
N0190 X34.9083 Y45.6840
N0200 X14.7353 Y61.4582
N0210 X40.3274 Y62.3624
N0220 X41.2317 Y63.0194
N0230 X50.0000 Y87.0795
N0240 X58.7683 Y63.0194
N0250 X59.6726 Y62.3624
N0260 X85.2647 Y61.4582
N0270 X65.0917 Y45.6840
N0280 X64.7463 Y44.6210
N0290 X71.7948 Y20.0021
N0300 X50.5589 Y34.3132
N0310 X49.4411
N0320 X28.2052 Y20.0021
N0330 X35.2537 Y44.6210
N0340 X35.8632 Y45.3880
N0350 X36.8365 Y45.4993
N0360 M05
N0370 G00 Z10.0000
N0380 X48.0800 Y-2.9200
N0420 G00 Z0
N0470 G01 Z1 F100.0
N0480 X48.6424 Y-1.5624 F300.0
N0490 X50.0000 Y-1.0000
N0500 X56.5217 Y-0.5813
N0510 X62.9364 Y0.6680
N0520 X69.1386 Y2.7272
N0530 X75.0266 Y5.5627
N0540 X80.5036 Y9.1279
N0550 X85.4798 Y13.3642
N0560 X89.8734 Y18.2020
N0570 X93.6123 Y23.5620
N0580 X96.6350 Y29.3560
N0590 X98.8921 Y35.4891
N0600 X100.3463 Y41.8604
N0610 X100.9738 Y48.3654
N0620 X100.7643 Y54.8972
N0630 X99.7213 Y61.3486
N0640 X97.8619 Y67.6136
N0650 X95.2166 Y73.5895
N0660 X91.8288 Y79.1779
N0670 X87.7542 Y84.2873
N0680 X83.0596 Y88.8337
N0690 X77.8223 Y92.7425
N0700 X72.1281 Y95.9494
N0710 X66.0705 Y98.4018
N0720 X59.7491 Y100.0595
N0730 X53.2676 Y100.8952
N0740 X46.7324
N0750 X40.2509 Y100.0595
N0760 X33.9295 Y98.4018
N0770 X27.8719 Y95.9494
N0780 X22.1777 Y92.7425
N0790 X16.9404 Y88.8337
N0800 X12.2458 Y84.2873
N0810 X8.1712 Y79.1779
N0820 X4.7834 Y73.5895
N0830 X2.1381 Y67.6136
N0840 X0.2787 Y61.3486
N0850 X-0.7643 Y54.8972
N0860 X-0.9738 Y48.3654
N0870 X-0.3463 Y41.8604
N0880 X1.1079 Y35.4891
N0890 X3.3650 Y29.3560
N0900 X6.3877 Y23.5620
N0910 X10.1266 Y18.2020
N0920 X14.5202 Y13.3642
N0930 X19.4964 Y9.1279
N0940 X24.9734 Y5.5627
N0950 X30.8614 Y2.7272
N0960 X37.0636 Y0.6680
N0970 X43.4783 Y-0.5813
N0980 X50.0000 Y-1.0000
N0990 X50.9051 Y-1.3749
N1000 X51.2800 Y-2.2800
N1010 M05
N1020 G00 Z10.0000
N1030 X0.0000 Y0.0000
N1040 M05 M30
Hình 5.3: Sản phẩm cắt có dạng hình ngôi sao 5 cánh.
5.3.3. Sản phẩm cắt được trên phôi ống.
- Chương trình gia công.
N10 ( / PHOIMOI)
N15 G0 G17 G99
N20 G90 G94
N25 G0 G49
N35 M03
N36 G0 Z5
N37 G0 Z3
N38 G0 X-3
N39 G0 Z0
N45 G1 X-0. A-359.977 F500.
N50 Z-0.5 F400
N55 X-.027 A3.797
N60 X-.111 A7.608
N65 X-.252 A11.441
N70 X-.446 A15.175
N75 X-.702 A18.929
N80 X-1.009 A22.548
N85 X-1.383 A26.195
N90 X-1.808 A29.687
N95 X-2.263 A32.874
N100 X-2.787 A36.068
N105 X-3.38 A39.177
N110 X-4.03 A42.137
N115 X-4.732 A44.884
N120 X-5.506 A47.485
N125 X-6.315 A49.789
N130 X-7.186 A51.856
N135 X-8.088 A53.608
N140 X-9.028 A55.038
N145 X-9.985 A56.123
N150 X-10.961 A56.859
N155 X-11.955 A57.24
N160 X-12.943 A57.259
N165 X-13.936 A-56.915
N170 X-14.916 A-56.215
N175 X-15.882 A-55.156
N180 X-16.812 A-53.777
N185 X-17.72 A-52.057
N190 X-18.594 A-50.024
N195 X-19.411 A-47.738
N200 X-20.189 A-45.168
N205 X-20.902 A-42.425
N210 X-21.554 A-39.498
N215 X-22.151 A-36.413
N220 X-22.696 A-33.139
N225 X-23.165 A-29.889
N230 X-23.59 A-26.43
N235 X-23.968 A-22.794
N240 X-24.279 A-19.182
N245 X-24.535 A-15.482
N250 X-24.734 A-11.746
N255 X-24.879 A-7.966
N260 X-24.968 A-4.148
N265 X-25. A-.391
N275 X-24.973 A-356.177
N280 X-24.889 A-352.366
N285 X-24.747 A-348.535
N290 X-24.552 A-344.8
N295 X-24.297 A-341.047
N300 X-23.989 A-337.429
N305 X-23.614 A-333.784
N310 X-23.188 A-330.289
N315 X-22.733 A-327.101
N320 X-22.209 A-323.913
N325 X-21.617 A-320.808
N330 X-20.967 A-317.85
N335 X-20.264 A-315.103
N340 X-19.49 A-312.504
N345 X-18.681 A-310.201
N350 X-17.809 A-308.135
N355 X-16.907 A-306.384
N360 X-15.967 A-304.955
N365 X-15.01 A-303.872
N370 X-14.034 A-303.138
N375 X-13.04 A-302.759
N380 X-12.052 A-302.742
N385 X-11.059 A303.088
N390 X-10.079 A303.79
N395 X-9.113 A304.85
N400 X-8.183 A306.231
N405 X-7.275 A307.954
N410 X-6.402 A309.987
N415 X-5.585 A312.274
N420 X-4.807 A314.846
N425 X-4.095 A317.589
N430 X-3.443 A320.519
N435 X-2.846 A323.6
N440 X-2.301 A326.877
N445 X-1.833 A330.131
N450 X-1.408 A333.586
N455 X-1.03 A337.224
N460 X-.72 A340.835
N465 X-.464 A344.535
N470 X-.265 A348.269
N475 X-.121 A352.051
N480 X-.032 A355.868
N485 X-0. A359.623
N490 A359.977
N495 Z5.
N496 G0 X-100 Y-100
N500 M3
Hình 5.4: Sản phẩm cắt trên phôi ống.
CHƯƠNG 6: HƯỚNG DẪN VẬN HÀNH VÀ BẢO DƯỠNG MÁY.
6.1. An toàn lao động khi sử dụng máy.
6.1.1. Đối với người sử dụng.
Trước khi sử dụng máy phải chạy thử máy kiểm tra, khi máy đạt độ an toàn cần thiết mới tiến hành sử dụng máy.
Khi sử dụng máy phải trang bị áo quần bảo hộ, găng tay, kính và mặt nạ phòng khí và hơi độc, tránh làm nơi gió hướng trực tiếp với mặt.
Khi sử dụng không cầm năm đầu mỏ súng đang hoạt động và phần kim loại gần vùng cắt.
Không thực hiện cắt gần khu vực chứa gas, xăng dầu hay các chất dễ cháy nổ, loại bỏ các chất dễ cháy ra xa môi trường làm việc .
Thường xuyên kiểm tra các dây điện và máy nén khí.
6.1.2. Đối với máy.
Thường xuyên kiểm tra các dây điện và máy nén khí trước khi sử dụng.
Các bộ phận điều khiển máy phải bố trí vừa tầm tay thuận tiện thao tác, không phải với tay.
Các nút điều khiển phải nhạy và làm việc tin cậy.
6.2. Hướng dẫn vận hành.
6.2.1.Kiểm tra máy trước vận hành.
Trước khi vận hành ta cần kiểm tra các bộ phận dễ bị hỏng của máy như dây đai, các ổ bi, khớp nối, bép cắt plasma và một số bộ phận khác cần kiểm tra kĩ để đảm bảo an toàn khi sử dụng. Tránh các tình huống không hay xảy ra gây nguy hiểm.
6.2.2.Chạy thử máy.
Sau khi kiểm tra máy xong, đảm bảo không xảy ra hỏng hóc ta tiến hành chạy máy không tải, không bật plasma. Điều này nhằm một lần nữa kiểm tra xem các chi tiết có hoạt động bình thường hay không, sau đó mới tiến hành chạy máy công tác.
6.2.3.Chạy máy.
Các bước chạy máy:
B1: Sau khi hoàn thành các bước kiểm tra ta bắt đầu cho máy về gốc máy.
B2: Tiếp tục ta chọn gốc phôi và load Gcode vào máy.
B3: Sau đó ấn nút chạy chương trình để máy hoạt động.
B4: Khi chạy hết chương trình ta ấn nút tắt máy, tắt nguồn plasma rồi kiểm tra sản phẩm.
6.3. Bảo dưỡng máy.
Để máy hoạt động tốt, chính xác và nâng cao tuổi thọ cần phải có chế độ bảo quản máy theo đúng kế hoạch sau:
Bảo quản hằng ngày:
+ Trước khi khởi động máy phải kiểm tra bộ truyền, dẫn động của máy
+ Thường kiểm tra hệ thống điện của máy.
+ Kiểm tra đầu cắt plasma nếu bị mòn thì thay thế.
Bảo quản định kỳ:
+ Kiểm tra các bộ truyền và dẫn động của máy, nếu cần thì tra mỡ vào.
+ Kiểm tra các mối lắp ghép, mối hàn.
+ Kiểm tra kỹ thuật và siết chặt các bulong cố định .
+ Kiểm tra tổng thể toàn máy.
CHƯƠNG 7 : KẾT LUẬN HƯỚNG PHÁT TRIỂN ĐỀ TÀI
7.1. Kết luận.
Báo cáo trình bày kết quả nghiên cứu, thiết kế và chế tạo máy cắt plasma CNC để phục vụ trong sản xuất và dạy học. Trong quá trình đưa máy vào hoạt động rút ra được kết luận sau:
+ Máy sau khi hoàn thành có độ cứng vững tương đối.
+ Trong quá trình hoạt động có độ ổn định và độ chính xác cao.
+ Máy có thể làm việc trong thời gian dài.
+ Hệ thống điện và cơ khí có thể tháo lắp dễ dàng, tách biệt thuận tiện cho việc di chuyển và thay thế.
+ Máy hoàn toàn đáp ứng được yêu cầu trong sản xuất, dùng để dạy học trong trường đại học, cao đẳng…
7.2. Hạn chế.
- Hành trình máy còn hạn chế.
- Tốc độ cắt còn chậm.
- Đường cắt còn chưa đẹp.
- Chiều dày vật cắt còn mỏng .
- Chỉ cắt được các vật cắt ít bị nhấp nhô.
7.3. Hướng phát triển.
- Cần nghiên cứu làm máy cỡ lớn hơn, có tốc độ cắt cao hơn, chính xác hơn và đường cắt đẹp hơn
- Cần thay thế nguồn cắt thành nguồn lớn hơn để có thể cắt được phôi có chiều dày lớn.
- Cần nghiên cứu để cải tiến thêm bộ cảm biến nâng hạ trục Z theo độ nhấp nhô của phôi cần cắt.
KẾT LUẬN
Sau nhiều tháng nghiên cứu và tìm kiếm linh kiện phù hợp, em đã hoànthành đề tài đạt được yêu cầu đặt ra và thu nhận được nhiều kinh nghiệm quýgiá.
Kết quả đạt được:
- Chế tạo thành công mô hình máy cắt Plasma CNC 4 trục.
- Máy chạy ổn định và độ chính xác ở mức độ vừa phải.
- Thực hiện gia công được một số sản phẩm thực trên máy.
Từ mô hình máy cắt Plasma CNC 4 trục nhóm đã hoàn thành có thể nâng cấp, hoàn thiện các thêm các kết cấu về phần cơ khí nhằm làm cho đầu cắt Plama có thể quay quanh X hoặc Y từ đó cải tiến thành máy cắt Plasma CNC 5 trục ứng dụng để cắt các chi tiết có biên dạng phức tạp hơn.
Trong quá trình làm đồ án tốt nghiệp do kinh nghiệm còn hạn chế và thời gian thực hiện có hạn, nên đồ án của chúng em còn nhiều thiếu sót. Chúng em mong nhận được những ý kiến đóng góp của các thầy để hoàn thiện để tài hơn.
Em xin chân thành cảm ơn thầy , các thầy trong bộ Chế tạo máy đã hướng dẫn, giúp đỡ và tạo điều kiện tốt để chúng em hoàn thành đồ án tốt nghiệp này.
DANH MỤC TÀI LIỆU THAM KHẢO
[1] Nguyễn Ngọc Cẩn, Thiết kế máy cắt kim loại, Trường ĐHBK TP.HCM, 2000
[2] GS. TS. Nguyễn Đắc Lộc, PGS. TS. Lê Văn Tiến, PGS. TS. Ninh Đức Tốn, PGS. TS. Trần Xuân Việt, Sổ tay Công nghệ chế tạo máy tập 1,2,3, NXB Khoa học và kỹ thuật, 2005.
[3] Nguyễn Trọng Hiệp, Nguyễn Văn Lẫm, Thiết kế Chi tiết Máy, NXB GD, 2006
[4] Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2, NXB Giáo dục, 2007.
[5] PGS. TS. Trịnh Chất, TS. Lê Văn Uyển, Tính toán hệ dẫn động cơ khí tập 1,2, NXB Giáodục, 2006
[6] PGS .TS. Lưu Đức Bình, TS. Đỗ Lê Hưng Toàn, Công nghệ gia công trên máy CNC, NXB Khoa học và kỹ thuật, 2022
[7] PGS .TS. Lưu Đức Bình, ThS. Châu Mạnh Lực, Kỹ thuật Đo Cơ khí, NXB Giáo dục Việt Nam, 2015
[8] TS. Trương Hữu Chí, TS. Võ Thị Ry,Cơ điện tử hệ thống trong chế tạo máy, NXB khoa học và kỹ thuật, 2005
[9] ThS. Lưu Đức Hòa, Giáo trình công nghệ chế tạo phôi 1,2, Lưu hành nội bộ, 2014.
[10] PGS.TS. Đinh Minh Diệm, Giáo trình Bảo trì công nghiệp, Lưu hành nội bộ, 2012
[11] TS. Nguyễn Phạm Thế Nhân, Giáo trình Nguyên lý cắt và dụng cụ cắt, Lưu hành nội bộ, 2020.
[12] Alan Overby, CNC Machining Handbook: Building, Programming, and Implementation, McGraw-Hill Education, 2010.