ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT ĐAI ỐC BI T3

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT ĐAI ỐC BI T3
MỤC LỤC
PHIẾU NHIỆM VỤ ĐỒ ÁN.. 1
LỜI NÓI ĐẦU.. 2
LỜI CÁM ƠN.. 3
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. 5
MỤC LỤC.. 6
Phần 1: Phân tích chi TIẾT gia công.. 8
1.1.Phân tích công dụng và điều kiện làm việc của chi tiết gia công.8
1.2.Phân tích vật liệu chế tạo chi tiết gia công. 8
1.3.Phân tích độ chính xác gia công.8
1.4.Xác định sản lượng năm.. 13
Phần 2.ChỌn phôi, phương pháp chẾ tẠo phôi và xác đỊnh lưỢng dư gia công.15
2.1.Chọn phôi.15
2.2.Phương pháp chế tạo phôi Đúc trong khuôn cát .15
2.3.Xác định lượng dư gia công.16
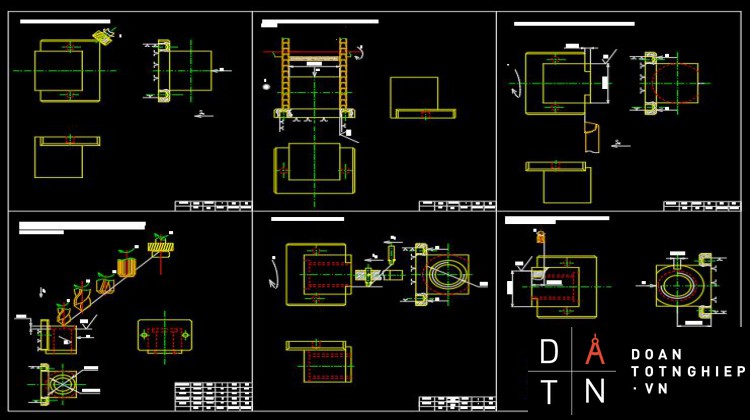
Phần 3: LẬP BẢN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ.. 17
Phần 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ GIA CÔNG.. 18
v Nguyên công I : Chuẩn bị phôi.18
v Nguyên công II: Phay thô mặt A đạt kích thước 61±0,37 và độ nhám Ra = 12,5.19
v Nguyên công III: Phay thô mặt B đạt kích thước 59±0,37 đạt Ra =12,5.21
v Nguyên công IV: Phay thô mặt C đạt kích thước 19±0,105 và độ nhám Ra = 12,5.23
v Nguyên công VI: Phay Tinh và Tinh mỏng mặt A đat kích thước 58±0,037 và Ra = 1,6.27
v Nguyên công VII: Phay Tinh mặt B đạt kích thước 57±0,095 đạt độ nhám Ra = 6,3. 30
v Nguyên công VIII: Khoan , Doa 2 lỗ ø8±0,011 đạt Ra = 3,2. 31
v Nguyên công IX: Phay 2 mặt M,N.. 34
v Nguyên công X: vát mép mặt P 2x45°. 36
v Nguyên công XI: vát mép 2 cạnh bên mặt P 2x45°. 37
v Nguyên công XII: vát mép mặt L 2x45°. 38
v Nguyên công XIII: vát mép 2 cạnh bên mặt L 2x45°. 39
v Nguyên công XIV: Phay thô 2 mặt G,H đạt kích thước 55±0,15 đạt độ nhám Ra = 12,5.41
v Nguyên công XV:Tiện Ø55±0,37 và l = 6mm, đạt Ra = 25. 43
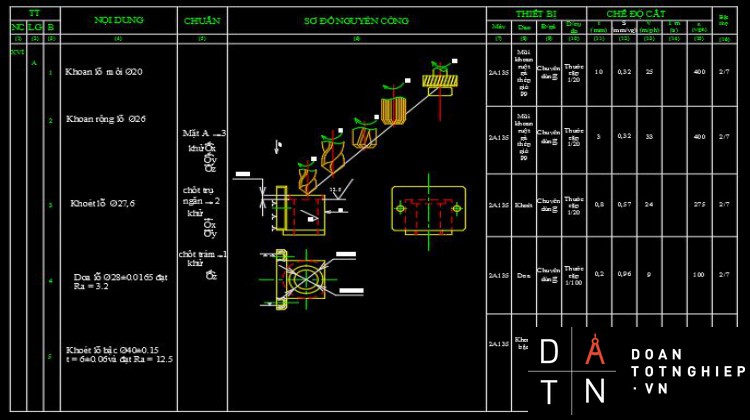
v Nguyên công XVI: Khoan lỗ mồi ø20 và khoan lỗ rộng ø26, khoét lỗ ø27.6 , Doa lỗ ø28±0,0165 đạt Ra = 3,2, khoét rộng lỗ ø40±0,15 đạt độ nhám Ra = 12,5, l =6mm.46
v Nguyên công XVII:Tiện ren bi Rd36x4. 50
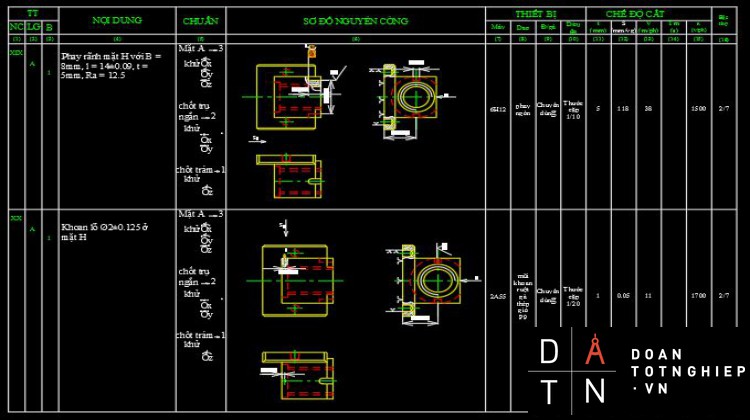
v Nguyên công XVIII: Phay rãnh mặt G với B = 8mm l = 14±0.08, t = 5mm, Ra=12.5. 52
v Nguyên công XIX,: Phay rãnh mặt H với B = 8mm l = 14±0.08, t = 5mm Ra=12.5. 54
v Nguyên công XX: Khoan lỗ ø2±0,125 ở mặt H.. 57
v Nguyên công XXI: Khoan lỗ ø2±0,125 ở mặt G.. 59
v Nguyên công XXII: Phay bậc mặt B đạt kích thước 54±0,15, đạt Ra=12,5. 61
v Nguyên công XXIII: Khoan 4 lỗ Ø5±0,15 đạt Ra = 12,5. 63
v Nguyên công XXIV: Khoan, Taro 2 lỗ M3. 65
v Nguyên công XXV: Phay 2 mặt E,F nghiêng 30°. 67
v Nguyên công XXVI: Khoan, Taro 4 lỗ M10. 69
v Nguyên công XXVII: Phay rãnh mặt đáy A sâu 0,5±0,05 rộng 40mm đạt Ra = 12,5. 72
v Nguyên Công XXVIII: Tổng Kiểm Tra. 75
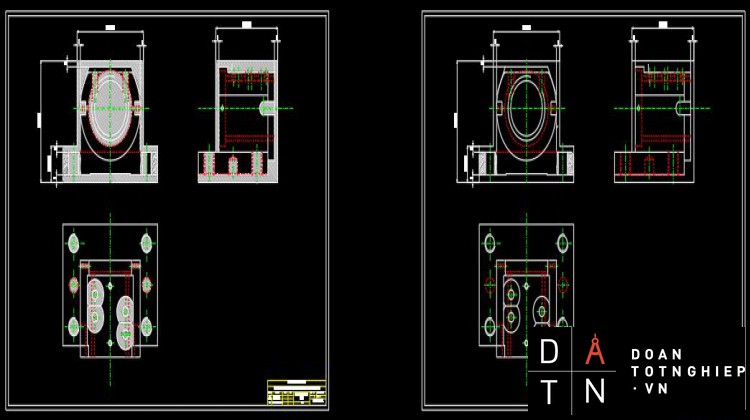
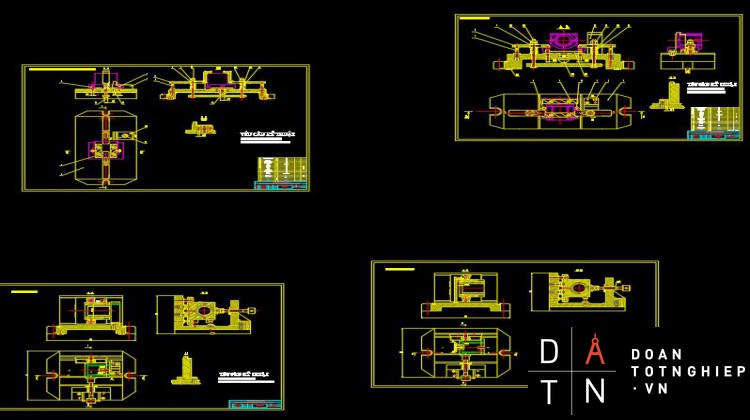
Phần 5: THIẾT KẾ ĐỒ GÁ.. 76
5.1 Thiết kế đồ PHAY hay mặt G,H.. 76
5.2 Thiết kế đồ PHAY bậc mặt B.. 87
5.3 Thiết kế đồ KHOAN MỒI Ø20; KHOAN RỘNG Ø26, KHOÉT LỖ Ø27.6, DOA LỖ Ø28, KHOÉT LỖ BẬC Ø40. 95
5.4 THIẾT KẾ KHOAN 4 LỖ Ø8.5 TARO M10x1.5. 108
TÀI LIỆU THAM KHẢO, TRA CỨU.. 117
PHẦN THUYẾT MINH
Phần 1: Phân tích chi TIẾT gia công
1.1.Phân tích công dụng và điều kiện làm việc của chi tiết gia công.
-Gối đỡ trục là công dụng làm việc đỡ khớp nối trục chuyển động khi trục đang quay chịu tải trọng va dập giữa 2 trục ma sát với nhau
- Đai ốc bi có công dụng đỡ trục vít me và dùng để cho trục vít me truyền động cùng với sự tác động của các vít bi được bỏ vào chạy trên trục vít me.
- Lỗ ren bi Ø34 mm lắp ghép đỡ trục vít me trong các máy công cụ
1.2.Phân tích vật liệu chế tạo chi tiết gia công
- Vật liệu chọn để gia công chi tiết Đai ốc bi T3 là Thép : C45
- Thép là hợp kim của sắt và cacbon cùng một số nguyên tố khác như Si, Mn, P, S, Cr, Ni, Mo,Mg, Cu hàm lượng cacbon trong thép nhỏ hơn 2.14%
- Tính chất chung Thép nói chung là có cơ tính tốt hơn gang về độ bền độ dẻo độ va dập độ cứng. Thép có nhiều chủng loại với nhiều công dụng khác nhau nên là vật liệu được sử dụng nhiều trong nghành cơ khí chế tạo xây dựng đóng tàu.
- Theo công nghệ gia công chi tiết người ta sử dụng phương pháp Đúc.
- Vật liệu được rót vào trong khuôn cát với hình dạng chi tiết đã có sẵn, và do chi tiết có hình dạng phức tạp, mà phương pháp đúc có ưu điểm là đúc ra những chi tiết có hình dạng phức tạp và khó gia công, và chi tiết gia công có yêu cầu năng xuất và độ chính xác trung bình và đảm bảo sự đồng nhất của khuôn, và chi tiết gia công ở loại sản xuất hàng loạt và do chi tiết có kích thước không lớn cho lắm .
ðKết luận: ta chọn phương pháp chế tạo phôi là Đúc trong khuôn cát và làm khuôn bằng máy.
1.3.Phân tích độ chính xác gia công.
- Độ chính xác của kích thước.
o Đối với kính thước có chỉ dẫn dung sai.
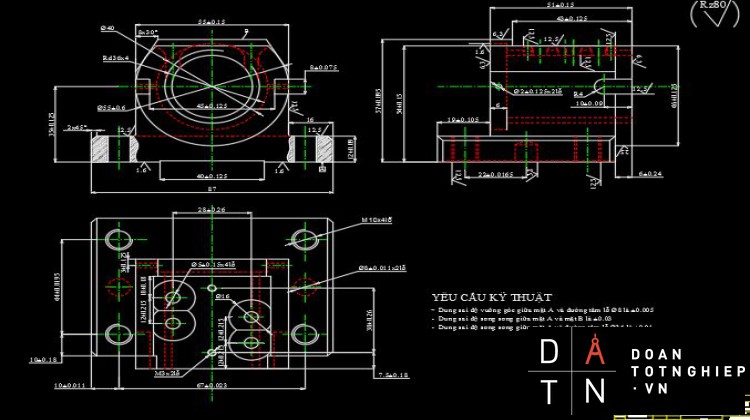
- Kích thước Ø55±0.6
- Đường kính danh nghĩa : dn= 55 mm
- Sai lệch trên : es = +0,6
- Sai lệch dưới : ei = -0,6
- Dung sai kích thước : ITd= es – ei = 0,6 – 0,6 = 1,2
- Tra bảng 1.30 trang 43 BTDSLG
- Dung sai kích thước đạt cấp chính xác 15
- Miền dung sai kích thước là js15
- Vậy Ø55±0,6 →Ø32js15
- Kích thước 67±0.023
- Dung sai kích thước đạt cấp chính xác là 8
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0.046
- Kích thước 35±0.125
- Dung sai kích thước đạt cấp chính xác là 12
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,25
- Kích thước 22±0,0165
- Dung sai kích thước đạt cấp chính xác là 8
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,033
- Kích thước 10±0,011
- Dung sai kích thước đạt cấp chính xác là 8
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,022
- Kích thước 44±0,0195
- Dung sai kích thước đạt cấp chính xác là 8
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,039
- Kích thước 54±0.15
- Dung sai kích thước đạt cấp chính xác là 12
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,3
- Kích thước 57±0.095
- Dung sai kích thước đạt cấp chính xác là 11
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,19
- Kích thước 51±0.15
- Dung sai kích thước đạt cấp chính xác là 12
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,3
- Kích thước 28±0,26
- Dung sai kích thước đạt cấp chính xác là 9
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,52
- Kích thước 3±0.125
- Dung sai kích thước đạt cấp chính xác là 14
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,25
- Kích thước 12±0.215
- Dung sai kích thước đạt cấp chính xác là 14
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,43
- Kích thước 10±0.18
- Dung sai kích thước đạt cấp chính xác là 14
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,36
- Kích thước lỗ Ø8±0,011
- Dung sai kích thước đạt cấp chính xác là 8
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,022
- Kích thước lỗ Ø5±0.15
- Dung sai kích thước đạt cấp chính xác là 4
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,3
- Kích thước lỗ Ø2±0,125
- Dung sai kích thước đạt cấp chính xác là 14
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,25
- Kích thước 46±0.125
- Dung sai kích thước đạt cấp chính xác là 12
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,25
- Kích thước 12±0,09
- Dung sai kích thước đạt cấp chính xác là 12
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,18
- Kích thước 8±0,075
- Dung sai kích thước đạt cấp chính xác là 12
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,15
- Kích thước 6±0.24
- Dung sai kích thước đạt cấp chính xác là 15
- Theo TCVN tra bảng 1.4 trang 4 BTDSLG
- Dung sai kích thước IT = 0,48
- Chi tiết không có kích thước không chỉ dẫn dung sai giới hạn bởi hai mặt không gia công nên có cấp chính xác là 16.
o Độ chính xác về vị trí tương quan.
- Dung sai độ vuông góc của tâm lỗ Ø8 so với mặt A là ± 0,005mm
- Dung sai độ vuông góc của tâm lỗ Ø34 so với mặt A là ±0,01mm
- Dung sai độ song song của mặt B so với mặt A là ±0,03
o Chất lượng bề mặt .
- Độ nhám của lỗ Ø8 là Ra = 3,2
- Độ nhám bề mặt A Ra = 1,6
- Độ nhám của các bề mặt B, C, D là Ra = 6,3
- Độ nhám của các bề mặt M, N, G, H là Ra = 12,5
- Các bề mặt không gia công cơ có độ nhám Rz =40
o Yêu cầu cơ về lý tính.
- Làm việc trong điều kiện chịu va đập mạnh.
- Có khả năng chống mài mòn cao.
- Chịu được rung động.
o Kết luận.
- Chi tiết gia công có các bề mặt làm việc trong điều kiện lắp ghép,cần độ chính xác cao, nên cấp chính xác của các kích thước phải phù hợp.
1.4.Xác định sản lượng năm
- Sử dụng phần mềm 3D solidwork ta tính được thể tích và khối lượng của chi tiết gia công.
Hình chi tiết Đai ốc bi T3.
- Thể tích chi tiết : V = 0,656
- Khối lượng riêng của Thép là : 1,83
- Mà Khối lượng chi tiết được tính theo công thức: M = V.
Với: M: là khối lượng chi tiết (kg)
V: là thể tích chi tiết
là khối lượng riêng của vật liệu kg/
- Vậy khối lượng chi tiết : M = = 1,83.0,656 = 1,2kg
- Với dạng sản xuất hàng loạt vừa và khối lượng chi tiết M = 1,2 kg. Số lượng sản xuất hàng năm từ hơn 500 ÷ 5000 chiếc/năm.
|
Dạng sản xuất |
Trọng lượng của chi tiết |
||
|
< 4 KG |
4÷200 KG |
>200 KG |
|
|
Sản lượng hàng năm của chi tiết( Chiếc) |
|||
|
Đơn Chiếc |
< 100 |
< 10 |
< 5 |
|
Hàng loạt nhỏ |
100 - 500 |
10 – 200 |
10 - 55 |
|
Hàng loạt vừa |
500 - 5000 |
200 - 500 |
55 - 300 |
|
Hàng loạt lớn |
5000 – 50.000 |
500 – 1.000 |
300 – 1.000 |
|
Hàng khối |
> 50.000 |
> 5.000 |
> 1.000 |
Phần 2.Chọn phôi, phương pháp chẾ tẠo phôi và xác đỊnh lưỢng dư gia công.
2.1.Chọn phôi.
- Chi phí phôi chiếm tới 20% - 50% gía thành sản phẩm.Vì vậy việc chọn phương pháp chế tạo phôi và gia công chuẩn bị phôi hợp lý góp phần vào việc đảm bảo yêu cầu về kỹ thuật của chi tiết mà còn giảm chi phí sản xuất nâng cao hiệu quả kinh tế kỹ thuật cho quá trình sản xuất.
- Việc lựa chọn phương pháp chế tạo phôi sẽ căn cứ hình dạng , kích thước của chi tiết, điều kiện làm việc của chi tiết , dạng sản xuất và hình thức tổ chức sản xuất cũng giống như cơ sở sản xuất sẳn có.
- Phôi chế tạo bằng phương pháp Đúc trong khuôn cát : Là quá trình nung nóng kim rồi rót vào phần khuôn đã có sẵn .
o Kết luận.
- Chi tiết gia công có nhiều cách để chọn phương pháp gia công chế tạo phôi,nhưng theo kết cấu hình dáng và quá trình thiết kế người thiết kế có thể chọn cách gia công phôi cho thích hợp,theo tôi ( người thiết kế) ,tôi chọn phương pháp gia công phôi Đúc trong khuôn cát làm bằng máy.
2.2.Phương pháp chế tạo phôi Đúc trong khuôn cát .
Có 3 mẫu đúc, Đúc mẫu gỗ làm khuôn bằng tay, Đúc mẫu gỗ làm khuôn bằng máy,Đúc mẫu kim loại làm khuôn bằng máy.
+ Đúc mẫu gỗ làm khuôn bằng tay: Phương pháp này có độc chính xác kích thước thấp, vì quá trình làm khuôn, sự xê dịch của mẫu trong chất làm khuôn và sai số chế tạo mẫu. Năng suất cũng thấp, vì quá trình thực hiện bằng tay, do đó nó chỉ dùng trong sản xuất riêng lẻ hoặc đúc những chi tiết có trọng lượng lớn như bệ máy, thân máy của các máy cắt gọt kim loại.
+ Đúc mẫu gỗ làm khuôn bằng máy: Phương pháp này có năng xuất và độ chính xác cao hơn phương pháp trên, vì đảm bảo sự đồng nhất của khuôn, giảm sai số do quá trình làm khuôn gây ra. Muốn khuôn ép sát người ta có thể dùng đầm hơi hay dùng phương pháp rung động để dồn khuôn, Phương pháp này dùng trong sản xuất hàng loạt và trọng lượng chi tiết không lớn lắm.
+ Đúc mẫu kim loại làm khuôn bằng máy: Phương pháp này có năng xuất và độ chính xác cao hơn các phương pháp trên, vì đảm bảo sự đồng nhất của khuôn, giảm sai số do quá trình làm khuôn gây ra. Người ta dùng đầm hơi hoặc dùng phương pháp rung động để dồn khuôn. Phương pháp này dùng sản xuất hàng loạt lớn trở lên.
o Kết luận.
Vì vậy chi tiết có hình dạng tương đối phức tạp , yêu cầu phôi rèn không bị rỗ xỉ , rỗ khí, bề mặt phôi không bị nứt đảm bảo phôi đúng kích thước, và sản xuất hàng loạt vừa nên ta chọn phương pháp đúc trong khuôn cát làm khuôn bằng máy.
2.3.Xác định lượng dư gia công.
- Do là vật liệu đúc nên lượng dư lớn
- Ta tra bảng lượng dư gia công với phương pháp là đúc và vật đúc là thép , cấp chính xác là II trong sách công nghệ chế tạo máy 1 trang 94
- Kích thước 64±0,8 với lượng dư trên là 4 và lượng dư dưới là 3.
- Kích thước 61±0,8 với lượng dư 2 mặt bên là 3.
- Kích thước 57±0,8 với lượng dư 2 mặt bên là 3.
- Kích thước 19±0,5 với lượng dư mặt trên là 4 và mặt dưới là 5
Phần 3: LẬP BẢN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
- Dạng sản suất hàng loạt vừa.
- Kết cấu ,hình dạng của chi tiết đơn giản.
- Chi tiết thuộc dạng Hộp.
Phần 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ GIA CÔNG
- Quy trình gia công chi tiết được thực hiện theo quy trình gia công theo chi tiết dạng Hộp ,chuẩn tinh chính được chọn là mặt phẳng và 2 lỗ.
- Trình tự gia công chi tiết do nhà thiết kế lựa chọn sao cho phù hợp với yêu cầu của chi tiết dạng Hộp và đạt được năng suất cao.
vNguyên công I : Chuẩn bị phôi.
- Làm sạch Phôi : làm sạch sĩ của phôi đúc
2. Kiểm tra khuyết tật phôi: Kiểm tra hình dáng chi tiết khi Đúc ra có đúng với hình dáng theo yêu cầu không, kiểm tra bề mặt có bị nứt, bằng phẳng hay không.
3. Cắt bỏ bavia : Khi Đúc ra.
- Kiểm tra kích thước phôi : Đo đạt từng kích thước chi tiết gia công cho phù hợp với yêu cầu ban đầu.
v Nguyên công II: Phay thô mặt A đạt kích thước 61±0,37 và độ nhám Ra = 12,5.
- Chọn t:
Gia công thô nên chọn t = h = 3mm
- Lượng chạy dao :
Theo bảng (4-5) trang 123 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW nên ta có
mm/răng
Vì phôi có vỏ cứng nên
- Chon V
Tra bảng (20-5) trang 133 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
Tra bảng (21-5) trang 134
Tra bảng 22-5 trang 134
Tra bảng 23-5 trang 134
Tra bảng 24-5 trang 134
Tra bảng 25-5 trang 134 1
Tra bảng 26-5 trang 134 gia công thô 1
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Tính lượng chạy dao phút và lượng chạy dao răng và dao vòng thực tế theo máy:
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn 190 mm/phút.
- Lực cắt gọt:
Tra bảng (3-5/122) sách bảng tra chế đô cắt gia công cơ khí ta có:
Tra bảng (12-1/21) sách bảng tra chế độ cắt gia công cơ khí ta có:
- Công suất cắt:
So với công suất máy
= > Máy làm việc đảm bảo an toàn.
v Nguyên công III: Phay thô mặt B đạt kích thước 59±0,37 đạt Ra =12,5.
- Chọn t:
Gia công thô nên chọn t = h = 2mm
- Lượng chạy dao :
Theo bảng (4-5) trang 123 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW nên ta có
mm/răng
Vì phôi có vỏ cứng nên
- Chon V
Tra bảng 20-5 trang 133 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
Tra bảng (21-5) trang 134
Tra bảng 22-5 trang 134
Tra bảng 23-5 trang 134
Tra bảng 24-5 trang 134
Tra bảng 25-5 trang 134 1
Tra bảng 26-5 trang 134 gia công thô 1
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Tính lượng chạy dao phút và lượng chạy dao răng và dao vòng thực tế theo máy:
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn 235 mm/phút.
- Lực cắt gọt:
Tra bảng (3-5/122) sách bảng tra chế đô cắt gia công cơ khí ta có:
Tra bảng (12-1/21) sách bảng tra chế độ cắt gia công cơ khí ta có
- Công suất cắt:
So với công suất máy
= > Máy làm việc đảm bảo an toàn.
vNguyên công IV: Phay thô mặt C đạt kích thước 19±0,105 và độ nhám Ra = 12,5.
Máy 6H82 dao phay đĩa
- Chọn t:
Gia công thô nên chọn t = h = 3mm
- Lượng chạy dao :
Theo bảng (14-5) trang 129 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW nên ta có
mm/răng
Vì phôi có vỏ cứng nên
- Chon V
Tra bảng (63-5) trang 148 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
Tra bảng (21-5) trang 134
Tra bảng 22-5 trang 134
Tra bảng 23-5 trang 134
Tra bảng 24-5 trang 134
Tra bảng 25-5 trang 134 1,12
Tra bảng 26-5 trang 134 gia công thô 1
Theo TMM phay 6H82 trang 221 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Tính lượng chạy dao phút và lượng chạy dao răng và dao vòng thực tế theo máy:
Theo TMM phay 6H82 trang 221 sách bảng tra chế độ cắt ta chọn 190 mm/phút.
- Lực cắt gọt:
Tra bảng (3-5/122) sách bảng tra chế đô cắt gia công cơ khí ta có:
Tra bảng (12-1/21) sách bảng tra chế độ cắt gia công cơ khí ta có:
- Công suất cắt:
So với công suất máy
= > Máy làm việc đảm bảo an toàn.
vNguyên công V: Phay thô mặt D đạt kích thước 51±0,15 và Ra = 12,5.
- Chọn t:
Gia công thô nên chọn t = h = 3mm
- Lượng chạy dao :
Theo bảng (14-5) trang 129 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW nên ta có
mm/răng
Vì phôi có vỏ cứng nên
- Chon V
Tra bảng (63-5) trang 148 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
Tra bảng (21-5) trang 134
Tra bảng 22-5 trang 134
Tra bảng 23-5 trang 134
Tra bảng 24-5 trang 134
Tra bảng 25-5 trang 134 1,12
Tra bảng 26-5 trang 134 gia công thô 1
Theo TMM phay 6H82 trang 221 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Tính lượng chạy dao phút và lượng chạy dao răng và dao vòng thực tế theo máy:
Theo TMM phay 6H82 trang 221 sách bảng tra chế độ cắt ta chọn 190 mm/phút.
- Lực cắt gọt:
Tra bảng (3-5/122) sách bảng tra chế đô cắt gia công cơ khí ta có:
Tra bảng (12-1/21) sách bảng tra chế độ cắt gia công cơ khí ta có:
- Công suất cắt:
So với công suất máy
= > Máy làm việc đảm bảo an toàn.
v Nguyên công VI: Phay Tinh và Tinh mỏng mặt A đat kích thước 58±0,037 và Ra = 1,6.
- Bước 1 phay tinh
- Chọn t:
Gia công thô nên chọn t = h = 0.8mm
- Lượng chạy dao :
Theo bảng (5-5) trang 124 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW và với độ bóng 5 nên ta có
mm/vòng
mà
- Chọn V
Tra bảng (20-5) trang 133 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
Tra bảng (21-5) trang 134
Tra bảng 22-5 trang 134
Tra bảng 23-5 trang 134
Tra bảng 24-5 trang 134
Tra bảng 25-5 trang 134 1
Tra bảng 26-5 trang 134 gia công tinh 0,8
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Tính lượng chạy dao phút và lượng chạy dao răng và dao vòng thực tế theo máy:
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn 95 mm/phút.
- Bước 2 phay tinh mỏng
- Chọn t:
Gia công thô nên chọn t = h = 0.2mm
- Lượng chạy dao :
Theo bảng (5-5) trang 124 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW và với độ bóng 5 nên ta có
mm/vòng
mà
- Chọn V
Tra bảng (20-5) trang 133 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
Tra bảng (21-5) trang 134
Tra bảng 22-5 trang 134
Tra bảng 23-5 trang 134
Tra bảng 24-5 trang 134
Tra bảng 25-5 trang 134 1
Tra bảng 26-5 trang 134 gia công tinh 0.8
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Tính lượng chạy dao phút và lượng chạy dao răng và dao vòng thực tế theo máy:
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn 47,5 mm/phút.
v Nguyên công VII: Phay Tinh mặt B đạt kích thước 57±0,095 đạt độ nhám Ra = 6,3
- Chọn t:
Gia công thô nên chọn t = h = 1mm
- Lượng chạy dao :
Theo bảng (5-5) trang 124 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW và với độ bóng 5 nên ta có
mm/vòng
mà
- Chọn V
Tra bảng (20-5) trang 133 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
Tra bảng (21-5) trang 134
Tra bảng 22-5 trang 134
Tra bảng 23-5 trang 134
Tra bảng 24-5 trang 134
Tra bảng 25-5 trang 134 1
Tra bảng 26-5 trang 134 gia công tinh 0,8
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Tính lượng chạy dao phút và lượng chạy dao răng và dao vòng thực tế theo máy:
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn 150 mm/phút.
v Nguyên công VIII: Khoan , Doa 2 lỗ ø8±0,011 đạt Ra = 3,2
- Bước 1 khoan lỗ ø7,5
- Chọn t:
Gia công thô nên chọn t = = 3,75 mm
- Lượng chạy dao :
Theo bảng 8-3 trang 88 sách bảng tra chế độ cắt
,
mm/vòng
Vì sau khi khoan còn doa nên :
l < 3D nên
tra thuyết minh máy 2A55 trang 220 nên ta chọn được mm/vòng
- Chọn V
Tra bảng 11-3 trang 91 sách chế độ cắt gia công cơ khí
Với nhóm thép gia công là nhóm 5 , mm/vòng, mm ta có
Tra bảng 12-3 trang 91
Tra bảng 13-3 trang 92
Tra bảng 15-3 trang 92
Tra bảng 16-3 trang 1
Theo TMM 2A55 trang 220 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Lực cắt và moment
(KG) (1)
(KGM) (2)
- Tra bảng 7-3 trang 87 sách chế độ cắt gia công cơ khí.
Với: vật liệu thép cacbon, khoan, vật liệu của dụng cụ cắt là thép gió:
Nên ta có: , ,
, ,
- Tra bảng 12-1 trang 21 sách chế độ cắt gia công cơ khí.
Ta có = ==
Thế vào (1) :
Thế vào (2):
So sánh
= > Máy thỏa mãn lực cắt.
- Kiểm nghiệm công suất:
= > máy cắt gọt an toàn.
- Bước 2 Doa lỗ ø8
- Chọn t:
Gia công thô nên chọn t = = 0,25 mm
- Lượng chạy dao :
Theo bảng 10-3 trang 90 sách bảng tra chế độ cắt
mm/vòng
Do doa lỗ không thông nên bước tiễn chọn trong phạm vi này.
= > S = 0,2 mm/vòng
tra thuyết minh máy 2A55 trang 220 nên ta chọn được mm/vòng
- Chọn V
Tra bảng 47-3 trang 106 sách chế độ cắt gia công cơ khí
Với nhóm thép gia công là nhóm 5 , mm/vòng, mm ta có
Tra bảng 49-3 trang 106
Tra bảng 50-3 trang 107
Theo TMM 2A55 trang 220 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
vNguyên công IX: Phay 2 mặt M,N
Máy 6H82 dao phay đĩa
- Chọn t:
Gia công thô nên chọn t = h = 3mm
- Lượng chạy dao :
Theo bảng (14-5) trang 129 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW nên ta có
mm/răng
Vì phôi có vỏ cứng nên
- Chon V
Tra bảng (63-5) trang 148 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
Tra bảng (21-5) trang 134
Tra bảng 22-5 trang 134
Tra bảng 23-5 trang 134
Tra bảng 24-5 trang 134
Tra bảng 25-5 trang 134 1,12
Tra bảng 26-5 trang 134 gia công thô 1
Theo TMM phay 6H82 trang 221 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Tính lượng chạy dao phút và lượng chạy dao răng và dao vòng thực tế theo máy:
Theo TMM phay 6H82 trang 221 sách bảng tra chế độ cắt ta chọn 120 mm/phút.
- Lực cắt gọt:
Tra bảng (3-5/122) sách bảng tra chế đô cắt gia công cơ khí ta có:
Tra bảng (12-1/21) sách bảng tra chế độ cắt gia công cơ khí ta có:
- Công suất cắt:
So với công suất máy
= > Máy làm việc đảm bảo an toàn.
vNguyên công X: vát mép mặt P 2x45°
- Chọn t:
Gia công thô nên chọn t = h = 2mm
- Lượng chạy dao :
Theo bảng (4-5) trang 123 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW nên ta có
mm/răng
Vì phôi có vỏ cứng nên
- Chon V
Tra bảng 27-5 trang 135 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
Tra bảng (21-5) trang 134
Tra bảng 22-5 trang 134
Tra bảng 23-5 trang 134
Tra bảng 24-5 trang 134 7
Tra bảng 25-5 trang 134 1,12
Tra bảng 26-5 trang 134 gia công thô 1
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Tính lượng chạy dao phút và lượng chạy dao răng và dao vòng thực tế theo máy:
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn 375 mm/phút.
vNguyên công XI: vát mép 2 cạnh bên mặt P 2x45°
- Chọn t:
Gia công thô nên chọn t = h = 2mm
- Lượng chạy dao :
Theo bảng (4-5) trang 123 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW nên ta có
mm/răng
Vì phôi có vỏ cứng nên
- Chon V
Tra bảng 27-5 trang 135 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
Tra bảng (21-5) trang 134
Tra bảng 22-5 trang 134
Tra bảng 23-5 trang 134
Tra bảng 24-5 trang 134 7
Tra bảng 25-5 trang 134 1,12
Tra bảng 26-5 trang 134 gia công thô 1
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Tính lượng chạy dao phút và lượng chạy dao răng và dao vòng thực tế theo máy:
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn 375 mm/phút.
vNguyên công XII: vát mép mặt L 2x45°
- Chọn t:
Gia công thô nên chọn t = h = 2mm
- Lượng chạy dao :
Theo bảng (4-5) trang 123 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW nên ta có
mm/răng
Vì phôi có vỏ cứng nên
- Chon V
Tra bảng 27-5 trang 135 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
t = 2 mm
Tra bảng (21-5) trang 134
Tra bảng 22-5 trang 134
Tra bảng 23-5 trang 134
Tra bảng 24-5 trang 134 7
Tra bảng 25-5 trang 134 1,12
Tra bảng 26-5 trang 134 gia công thô 1
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn , lúc này tốc độ cắt thực tế là:
- Tính lượng chạy dao phút và lượng chạy dao răng và dao vòng thực tế theo máy:
Theo TMM phay 6H12 trang 221 sách bảng tra chế độ cắt ta chọn 375 mm/phút.
Nguyên công XIII: vát mép 2 cạnh bên mặt L 2x45°
- Chọn t:
Gia công thô nên chọn t = h = 2mm
- Lượng chạy dao :
Theo bảng (4-5) trang 123 sách bảng tra chế độ cắt
Với Thép C45 có vỏ cứng và có , N = 5÷10 KW nên ta có
mm/răng
Vì phôi có vỏ cứng nên
- Chon V
Tra bảng 27-5 trang 135 sách chế độ cắt gia công cơ khí
T = Bảng 2-5 trang 122
t = 2 mm





