ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT THÂN NỐI CT
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT THÂN NỐI CT
Chương 1:PHÂN TÍCH CHI TIẾT GIA CÔNG(CTGC)3
1.1Phân tích công dụng và điều kiện làm việc của CTGC.. 3
1.2Phân tích vật liệu chế tạo CTGC.. 3
1.3Phân tích hình dạng CTGC.. 4
1.4Phân tích độ chính xác gia công. 4
1.5 Xác định sản lượng năm.. 17
Chương 2:PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ.. 18
2.1 :CHỌN PHÔI. 18
2.2 PHƯƠNG PHÁP CHẾ TẠO PHÔI:21
2.3. XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG:24
2.4: HỆ SỐ SỬ DỤNG VẬT LIỆU:25
Chương 3:LẬP QUI TRÌNH CÔNG NGHỆ.. 26
3.1. Mục đích. 26
3.2. Nội dung. 26
3.3. Chọn chuẩn công nghệ. 26
Chương 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ.. 28
4.1 Nguyên công I:28
4.2 Nguyên công II:29
4.3 Nguyên công III:38
4.4:Nuyên công IV:41
4.5 Nguyên công V:43
4.6 Nguyên công VI:49
4.7 Nguyên công VII:54
4.8 Nguyên công VIII:60
4.9.Nguyên công IX.. 65
4.10 Nguyên công X:73
4.11 Nguyên công XI:83
4.12 Nguyên công XII:88
4.13:Nguyên công XIII. 90
4.14 Nguyên công XIV:93
4.15 Nguyên công XV:96
- 16 Nguyên công XVI. 101
4.17 Nguyên công XVII:106
4.18. Nguyên công XVIII. 109
4.19. Nguyên công XIX.. 112
4.20:Nguyên công XX 117
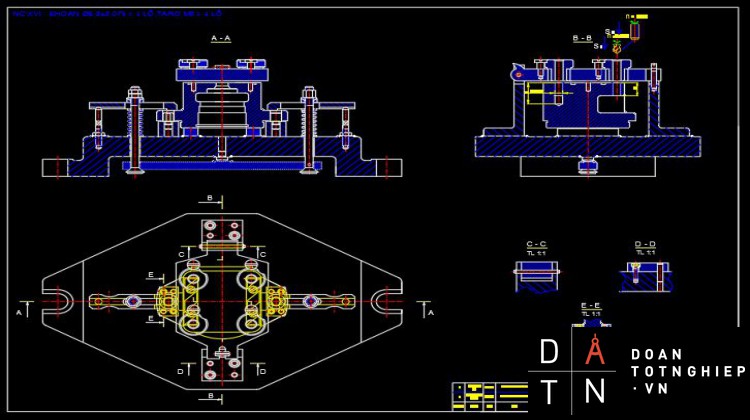
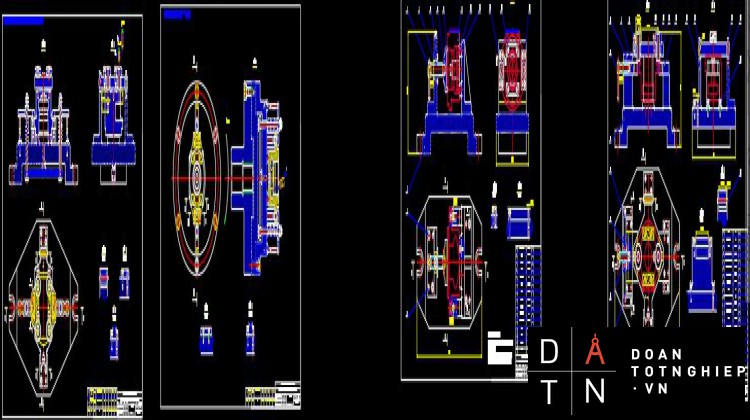
Chương 5: THUYẾT MINH ĐỒ GÁ.. 118
5.1 Đồ gá phay mặt D:118
- 1.1 : Chọn phương án định vị118
5.1.2: Chọn chi tiết định vị118
- 1.3Tính sai số chuẩn. 118
5.1.4 Tra bảng chọn chế độ cắt tính lực cắt119
- 1.5Tính lực kẹp. 120
5.1.6 chọn cơ cấu kẹp. 121
- 1.7 Tính đường kính bu lông. 121
5. 2 Đồ gá khoan hai lỗ 110.018122
- 2.1 : Chọn phương án định vị122
5.2.2: Chọn chi tiết định vị122
- 2.3Tính sai số chuẩn. 122
5.2.4 Tính lực cắt, và moment 122
5.2.5 Lực kẹp. 123
5.2.6 Chọn cơ cấu kẹp. 124
5.2.7 Tính đường kính bu lông. 124
5.3 Cách bảo quản đồ gá. 125
Chương6: Kết luận. 125
PHẦN THUYẾT MINH
CHƯƠNG 1:PHÂN TÍCH CHI TIẾT GIA CÔNG(CTGC)
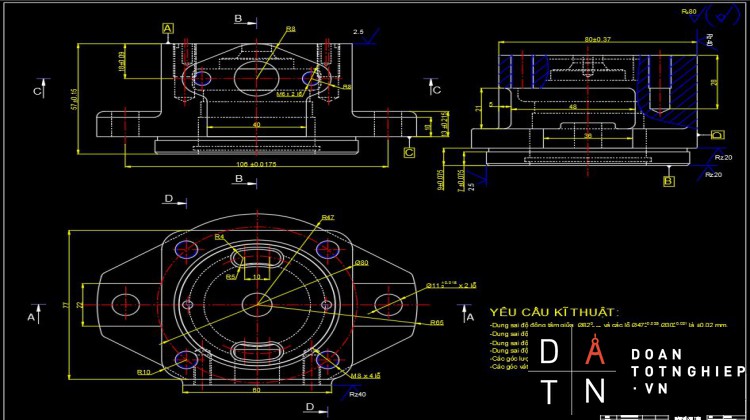
1.1Phân tích công dụng và điều kiện làm việc của CTGC
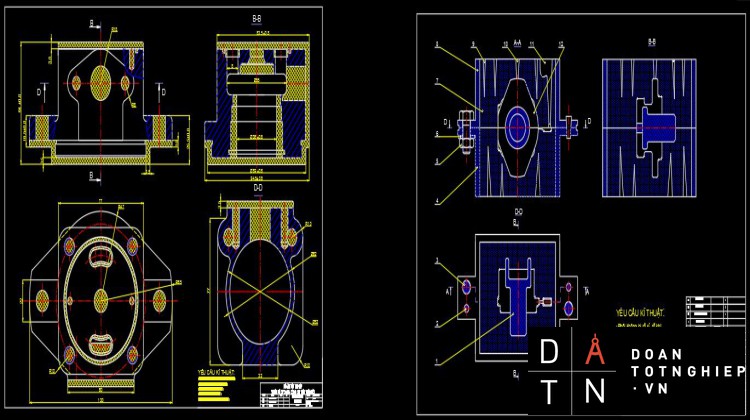
Công dụng: Thân Nối T6: là một chi tiết mà ta thường gập trong cơ khí. Chi tiết mà ta thiết kế là loại Thân Nối có kết cấu phức tạp.
Dùng để nối các chi tiết,và chịu lực . Chi tiết gia công có dạng hộp
Điều kiện làm việc: được dùng trong các bộ chịu lực lớn.
1.2Phân tích vật liệu chế tạo CTGC
Từ vật liệu CTGC đã cho tra tài liệu
Thành phần cấu tạo của vật liệu là GX 36-56
Giải thích ký hiệu : GX 36-56
+ GX: chỉ ký hiệu gang xám .
+ 36: chỉ giới hạn bền kéo của gang xám dk =36 kg/mm2
+ 56: chỉ giới hạn bền uốn của gang xám Ϭbu= 56 kg/mm2
+ Độ cứng của bề mặt chi tiết không ghi trên bản vẽ , do đó độ cứng
được lấy trong khoảng HB= 170-241 kg/mm2
Chọn HB=190 kg/mm2
+ Thành phần hóa học cơ bản của gang xám GX 36-56 sắt (Fe),
cacbon ( C) trong đó:
• Cacbon (C) : 3.2 ÷ 3.5 %
• Phót pho (P) : < 0.12 %
• Lưu huỳnh (S): < 0.12 %
• Man gang (Mn) : 0.8 ÷ 1.1 %
• Si lic (Si) : 2 ÷ 4%
Niken (Ni) : 0.6 – 0.7 %
Crom (Cr) : 0.25 %
Còn lại là sắt (Fe)
Công dụng và tính công nghệ của vật liệu : sử dụng nhiều trong ngành công nghệ chế tạo máy ,đúc các băng máy lớn có độ phức tạp cao ,chi tiết không cần chịu uốn nhưng chịu nén tốt
Gang xám có giá thành rẻ và khá dễ nấu luyện, có nhiệt độ nóng chảy thấp (1350°C) và không đòi hỏi khắt khe về tạp chất. Gang xám có tính đúc tốt và khả năng tắt âm cao, do tổ chức xốp nên cũng là ưu điểm cho các vật liệu cần bôi trơn có chứa dầu nhớt. Tuy vậy, gang xám giòn, khả năng chống uốn kém, không thể rèn được. Khi làm nguội nhanh trong khuôn, gang bị biến trắng, rất khó gia công cơ khí
1.3Phân tích hình dạng CTGC
Kết cấu , hình dạng CTGC tương đối đơn giản
Chi tiết thuộc dạng hộp
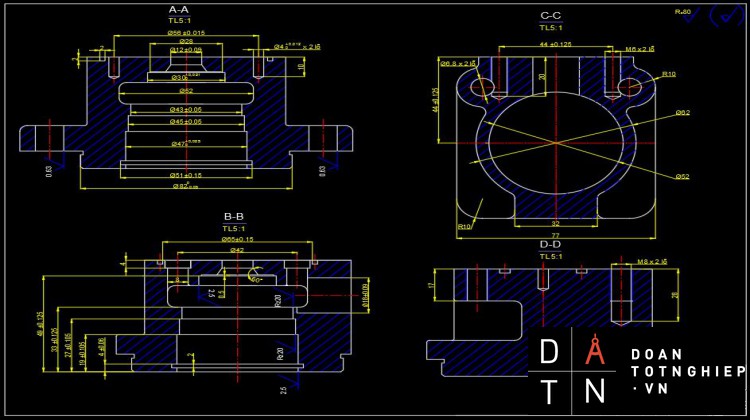
Chi tiết có những kích thước cần quan tâm :
+Bề mặt trụ Ø82-0,03 có độ nhám Ra 2,5
+Lỗ Ø47+0.025 có độ nhám Ra 2,5; Ø30+0.021 có độ nhám Ra 2,5
lỗ có độ nhám Ra0.63,
2 lỗ có độ nhám Ra0.63
+Độ nhám bề mặt A,B,C có Rz20;mặt D có độ nhám Rz40
1.4Phân tích độ chính xác gia công
Từ bản vẽ CTGC đã cho tra tài liệu
1.4.1Độ chính xác về kích thước
1.4.1.1Đối với những kích thước có chỉ dẫn dung sai :
- Kích thước: 57±0.15
Kích thước danh nghĩa : DN =57
Sai lệch trên : ES =0.15
Sai lệch dưới :EI = 0.15
Dung sai kích thước : ITD =ES –EI =0.15 –(-0.15) =0.3
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đạt cấp chính xác 12
Kích thước 18±0.09
Kích thước danh nghĩa : DN =18
Sai lệch trên : ES =0.09
Sai lệch dưới :EI =0.09
Dung sai kích thước : ITD =ES –EI =0.09 –(-0.09)=0.18
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước giữa 2 bề mặt đạt cấp chính xác 12
- Kích thước 106±0.0175
Kích thước danh nghĩa : DN =106
Sai lệch trên : ES =0.0175
Sai lệch dưới :EI =0.0175
Dung sai kích thước : ITD =ES –EI =0.0175 –(-0.0175) =0.035
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước giữa 2 trục đạt cấp chính xác 7
- Kích thước 13±0.215
Kích thước danh nghĩa : DN =9
Sai lệch trên : ES =0.215
Sai lệch dưới :EI =0.215
Dung sai kích thước : ITD =ES –EI =0.215 –(-0.215) =0.43
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước hai bề mặt đạt cấp chính xác 14
- Kích thước 80±0.37
Kích thước danh nghĩa : DN =82
Sai lệch trên : ES =0.37
Sai lệch dưới :EI =0.37
Dung sai kích thước : ITD =ES –EI =0.37 –(-0.37) =0.74
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước hai bề mặt đạt cấp chính xác 14
- Kích thước 9±0.075
Kích thước danh nghĩa : DN =9
Sai lệch trên : ES =0.075
Sai lệch dưới :EI =0.075
Dung sai kích thước : ITD =ES –EI =0.075 –(-0.075) =0.15
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước hai bề mặt đạt cấp chính xác 12
- Kích thước 7±0.075
Kích thước danh nghĩa : DN =9
Sai lệch trên : ES =0.075
Sai lệch dưới :EI =0.075
Dung sai kích thước : ITD =ES –EI =0.075 –(-0.075) =0.15
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước hai bề mặt đạt cấp chính xác 12
- Kích thước Ø56±0.015
Kích thước danh nghĩa : DN =56
Sai lệch trên : ES =0.015
Sai lệch dưới :EI =0.015
Dung sai kích thước : ITD =ES –EI =0.015 –(-0.015) =0.03
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
- Kích thước Ø28±0.105
Kích thước danh nghĩa : DN =28
Sai lệch trên : ES =0.105
Sai lệch dưới :EI =0.105
Dung sai kích thước : ITD =ES –EI =0.105 –(-0.105) =0.21
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 12
- Kích thước Ø12±0.09
Kích thước danh nghĩa : DN =12
Sai lệch trên : ES =0.09
Sai lệch dưới :EI =0.09
Dung sai kích thước : ITD =ES –EI =0.09 –(-0.09) =0.18
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 12
- Kích thước Ø30+0.021
Kích thước danh nghĩa : DN =30
Sai lệch trên : ES =0.021
Sai lệch dưới :EI =0
Dung sai kích thước : ITD =ES –EI =0.021 –(0) =0.021
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
- Kích thước Ø43±0.05
Kích thước danh nghĩa : DN =43
Sai lệch trên : ES =0.05
Sai lệch dưới :EI =0.05
Dung sai kích thước : ITD =ES –EI =0.05 –(-0.05) =0.1
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 10
- Kích thước Ø45±0.05
Kích thước danh nghĩa : DN =45
Sai lệch trên : ES =0.05
Sai lệch dưới :EI =0.05
Dung sai kích thước : ITD =ES –EI =0.05 –(-0.05) =0. 1
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 10
- Kích thước Ø47+0.025
Kích thước danh nghĩa : DN =47
Sai lệch trên : ES =0.025
Sai lệch dưới :EI =0
Dung sai kích thước : ITD =ES –EI =0.025 -0 =0,025
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
- Kích thước Ø51±0. 15
Kích thước danh nghĩa : DN =51
Sai lệch trên : ES =0.15
Sai lệch dưới :EI =0.15
Dung sai kích thước : ITD =ES –EI =0.15 –(-0.15) =0.3
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 12
- Kích thước Ø82-0.03
Kích thước danh nghĩa : DN =82
Sai lệch trên : ES =0
Sai lệch dưới :EI =-0.03
Dung sai kích thước : ITD =ES –EI =0–(-0.03) =0.03
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
- Kích thước Ø65±0.15
Kích thước danh nghĩa : DN =65
Sai lệch trên : ES =0.15
Sai lệch dưới :EI =0.15
Dung sai kích thước : ITD =ES –EI =0.15 –(-0.15) =0.3
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 12
- Kích thước Ø18±0.09
Kích thước danh nghĩa : DN =18
Sai lệch trên : ES =0.09
Sai lệch dưới :EI =0.09
Dung sai kích thước : ITD =ES –EI =0.09 –(-0.09) =0.18
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 12
- Kích thước 49±0.125
Kích thước danh nghĩa : DN =49
Sai lệch trên : ES =0.125
Sai lệch dưới :EI =0.125
Dung sai kích thước : ITD =ES –EI =0.125 –(-0.125) =0.25
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước hai bề mặt đạt cấp chính xác 12
- Kích thước 33±0.125
Kích thước danh nghĩa : DN =33
Sai lệch trên : ES =0.125
Sai lệch dưới :EI =0.125
Dung sai kích thước : ITD =ES –EI =0.125 –(-0.125) =0.25
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước hai bề mặt cấp chính xác 12
- Kích thước 27±0.105
Kích thước danh nghĩa : DN =27
Sai lệch trên : ES =0.105
Sai lệch dưới :EI =0.105
Dung sai kích thước : ITD =ES –EI =0.105 –(-0.105) =0.21
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước hai bề mặt đạt cấp chính xác 12
- Kích thước19±0.105
Kích thước danh nghĩa : DN =19
Sai lệch trên : ES =0.105
Sai lệch dưới :EI =0.105
Dung sai kích thước : ITD =ES –EI =0.105 –(-0.105) =0.21
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước hai bề mặt đạt cấp chính xác 12
- Kích thước 4±0.06
Kích thước danh nghĩa : DN =4
Sai lệch trên : ES =0.06
Sai lệch dưới :EI =0.06
Dung sai kích thước : ITD =ES –EI =0.06 –(-0.06) =0.12
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước hai bề mặt đạt cấp chính xác 12
- Kích thước Ø40.012
Kích thước danh nghĩa : DN =4
Sai lệch trên : ES =0.012
Sai lệch dưới :EI =0
Dung sai kích thước : ITD =ES –EI =0.012 -0 =0.012
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
- Kích thước 44±0.125
Kích thước danh nghĩa : DN =44
Sai lệch trên : ES =0.125
Sai lệch dưới :EI =0.125
Dung sai kích thước : ITD =ES –EI =0.125 –(-0.125) =0.25
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước hai bề mặt đạt cấp chính xác 12
- Kích thước 0.018
Kích thước danh nghĩa : DN =11
Sai lệch trên : ES =0.018
Sai lệch dưới :EI =0
Dung sai kích thước : ITD =ES –EI =0.018 -0 =0.018
Tra bảng ( 1.4 trang 11 sách BTDSLG )
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
1.4.1.2Đối với những kích thước không chỉ dẫn dung sai :
vKích thước khoảng cách giữa hai bề mặt gia công không chỉ dẫn dung sai lấy CCX 12
- Kích thước 10 , cấp chính xác 12 . theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.15 mm
Kích thước đầy đủ 10±0.075
- Kích thước 28 , cấp chính xác 12 . theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.21mm
Kích thước đầy đủ 28±0.105
- Kích thước 20 , cấp chính xác 12 . theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.21 mm
Kích thước đầy đủ 40±0.105
- Kích thước 4 , cấp chính xác 12. theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.12 mm
Kích thước đầy đủ 4±0.06
- Kích thước 2, cấp chính xác 12. theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.1 mm
Kích thước đầy đủ 2±0.05
vKích thước khoảng cách giữa một bề mặt gia công và một bề mặt không gia công không chỉ dẫn dung sai lấy CCX 14
- Kích thước 10, cấp chính xác 14. Theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.36
Kích thước đầy đủ 10±0.18
- Kích thước 17, cấp chính xác 14. Theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT = 0.43
Kích thước đầy đủ 17±0.215
vKích thước khoảng cách giữa 2 bề mặt không gia công không chỉ dẫn dung sai lấy CCX 16
- Kích thước 40, cấp chính xác 16.Theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT =1.6
Kích thước đầy đủ 40±0.8
- Kích thước 77, cấp chính xác 16.Theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT =1.9
Kích thước đầy đủ 77±0.95
- Kích thước 22, cấp chính xác 16.Theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT =1.3
Kích thước đầy đủ 22±0.65
- Kích thước 60, cấp chính xác 16.Theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT =1.9
Kích thước đầy đủ 40±0.95
- Kích thước 21, cấp chính xác 16.Theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT =1.3
Kích thước đầy đủ 21±0.65
- Kích thước 62, cấp chính xác 16.Theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT =1.9
Kích thước đầy đủ 62±0.95
- Kích thước,52 cấp chính xác 16.Theo TCVN tra bảng 1.4 trang 11 sách BTDSLG ta được IT =1.9
Kích thước đầy đủ 40±0.95
1.4.2 Độ chính về hình dáng hình học
- Các góc lượn không ghi lấy R1-R3
- Các góc vát lấy 1 x 45o
1.4.3 Độ chính xác về vị trí tương quan
1.4.4 Chất lượng bề mặt (độ nhám)
- Bề rộng lỗ Ø47 có Ra2.5→độ nhám bề mặt đạt cấp 7
- Bề mặt B,C có độ nhám Ra 20
- Bề mặt A có độ nhám Ra 2.5
- Bề rộng lỗ Ø110.018 có độ nhám Ra 0.63
1.4.5 Yêu cầu về cơ lý tính
1.4.6 Kết luận
1.5 Xác định sản lượng năm
Khối lượng của chi tiết được xác định theo công thức: Mct = ᵞ*Vct
Trong đó:
Mct:khối lượng của chi tiết (kg)
ᵞ:khối lượng riêng của vật liệu GX (ᵞ = 7,2kg/dm3)
Vct:thể tích của chi tiết
Dựa vào phần mềm 3D → thể tích của chi tiết
Vct = 250000 mm3 =0,25dm3
ðKhối lượng của chi tiết
Mct = Vct*ᵞ = 0.25*7,2 = 1.8 (kg)
Số lượng chi tiết cần chế tạo trong một năm tính theo công thức :
N = N0*m.(1 + α/100)*(1 + β/100) (chiếc/ năm)
Trong đó:
m = 1 : số lượng chi tiết như nhau trong một đơn vị sản phẩm
α = 10 - 20% : số % chi tiết dùng làm phụ tùng, chọn α = 10%
β= 5 - 7% : số % chi tiết phế phẩm trong quá trình chế tạo
Ta chọn β=5%.
N0 =10000 là sản lượng trong một năm theo kế hoạch
Ta được:
N= 10000 . 1 . (1 + 10/100).(1 + 5/100) = 11550 (chiếc/ năm).
CHƯƠNG 2:PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ
2.1 :CHỌN PHÔI
Với chi làm bằng gang xám thường xuyên làm việc trong điều kiện rung động và thay đổi ứng suốt ta có thể chọn các loại phôi sau:
2.1.1 Phôi cán: - Phương pháp: là phương pháp gia công áp lực trong đó kim loại được biến dạng dẻo đi qua khe hở giữa trục cán quay ngược chiều nhau. Hình dạng của khe hở giữa hai trục cán quyết định hình dạng, kích thước tiết diện ngang của sản phẩm. Phôi cán chỉ áp dụng cho vật liệu có tính dẻo.
-Đặc điểm:
+ Phôi cán nóng: là phôi chưa bóc lớp vỏ đen bên ngoài, loại này có độ chính xác kích thước thấp.
- Phôi đến 50 cấp chính xác đạt Cấp 12.
- Phôi 50 -130 cấp chính xác đạt Cấp 13.
- Phôi lớn hơn130 cấp chính xác thấp hơn cấp 13.
+ vì thế phôi nóng chỉ sự dụng trong sản xuất đơn chiếc.
+ Phôi hiệu chuẩn: là phôi cán nóng được bóc đi vỏ đen bên ngoài nên phôi có độ chính xác cao đạt tới cấp 9.
+ Phôi cán hiệu chuẩn có thể có hình dạng khác nhau như tròn, vuông, lục giác, tam giác thậm chí có cả tiết diện định hình.
- Ứng dụng:
+ Dùng gia công các máy tự động.
+ các chi tiết quan trọng trong hệ thống máy.
+ dùng trong sản xuất hàng loạt, hàng khối.
2.1.2. Phôi rèn:
- Phương Pháp: Gia công áp lực là dùng ngoại lực tác dụng thông qua các dụng cụ làm cho kim loại bị biến dạng ở trang thái mạng tinh thể theo các định hướng trước để thu được chi tiết có hình dạng kích thước theo yêu cầu.
- Đặc điểm: Phôi rèn có cơ lý tính tốt hơn hẳn so với phôi đúc.
a. Phương pháp rèn tự do
- Phương pháp: Rèn tự do là phương pháp gia công kim loại ở trạng thái nóng mà kim loại được biến dạng tự do trừ mặt tiếp xúc của phôi với dụng cụ gia công và đe. Đơn giản sử dụng đe và búa nếu rèn tay hoặc sử dụng máy búa hơi, máy ép thủy lực để tác động lên vật rèn.
- Đặc điểm: Phôi rèn có cơ lý tính tốt hơn hẳn so với phôi đúc.
Rèn tự do có đặc điểm:
+ Cho phép rèn được những chi tiết lớn.
+ Độ chính xác và năng suất thấp.
+ Chỉ gia công được những chi tiết đơn giản.
+ Chất lượng sản phẩm phụ thuộc vào tay nghề công nhân.
Rèn tự do sử dụng rộng rãi trong sản xuất đơn chiếc.
2.1.2 Phôi rèn: Gia công áp lực là dùng ngoại lực tác dụng thông qua các dụng cụ làm cho kim loại bị biến dạng ở trạng thái tinh thể theo các định hướng trước để thu được chi tiết có hình dạng theo yêu cầu.
a. Phương pháp rèn tự do
Rèn tự do là phương pháp gia công kim loại ở trạng thái nóng mà kim loại được biến dạng tự do. Phôi rèn có cơ tính tốt hơn hẳn so với phôi đúc. Đơn giản sử dụng đe và búa nếu rèn tay hoặc sử dụng máy búa hơi, máy ép thủy lực để tác động lên vật rèn.
üRèn tự do có đặc điểm:
- Cho phép rèn được những chi tiết lớn.
- Độ chính xác và năng xuất thấp.
- Chỉ gia công được những chi tiết đơn giản.
- Chất lượng sản phẩm phụ thuộc vào tay nghề của công nhân.
üRèn tự do sử dụng rộng dãi trong sản xuất đơn chiếc.
b.Phương pháp rèn khuôn:
Phôi dập nóng có độ chính xác về kích thước về chất lượng bề mặt cũng như cơ tính cao. Hệ số sử dụng vật liệu có hơn so với phương pháp rèn tự do. Tuy nhiên cấn phải có máy dập, máy ép có công suất cao, chi phí đầu tư ban đầu lớn. Do vậy chỉ thích hợp cho sản xuất hang loạt lớn và hang khối.
2.1.3 Phôi đúc: được chế tạo bằng cách rót kim loại lỏng vào khuôn có hình dáng và kích thước định sẵn. Thông thường các chi tiết làm bằng gang ta sử dụng phôi đúc vì gang có tính dẻo thấp nên không thể dùng phương pháp cán hay rèn.
Ưu điểm: có thể đúc được tất cả các kim loại và kim loại màu có thành phần khác nhau. Có thể chế tạo các chi tiết có kích thước và hình dạng đơn giản đến phức tạp mà các phương pháp tạo phôi khác không thực hiện được. Khối lượng vật đúc từ nhỏ vài chục gam cho đến những chi tiết có kích thước to vài chục tấn. Chi phí sản xuất thấp, giá thành chi tiết thấp.
Nhược điểm: hệ số sử dụng kim loại thấp do đậu rót, đậu ngót. Chi phí kiểm tra thành phần các nguyên tố cao do phải dùng đến máy kiểm tra hiện đại.
Ứng dụng:Phôi đúc có cơ tính không cao bằng phôi rèn, cán nhưng dễ dàng trong việc chế tạo khuôn đúc cho các chi tiết phức tạp. Thiết bị lại khá đơn giản. Đồng thời chi tiết rất phù hợp với những chi tiết có vật liệu là gang( tính đúc tốt) vì có những vật liệu sau:
- Có thể đúc được tất cả các kim loại và kim loại màu
- Đúc chi tiết có hình dạng phức tạp
- Phôi có độ đồng dạng cao
- Dễ cơ khí hóa, tự động hóa, cho năng suất cao, giá thành thấp và đáp ứng tính linh hoạt trong sản xuất.
Kết luận: Từ phương pháp chế tạo phôi như trên,
Với vật liệu chế tạo khớp nối là GX 24-44 có ưu điểm và nhược điểm về tính chất như tăng độ chịu mòn, giảm độ co ngót, độ bền cao chi tiết thuộc dạng sản xuất hang loạt vừa có kết cấu hình dạng tương đối phức tạp rất phù hợp cho phương pháp đúc. Cho nên ta chọn phôi đúc là thích hợp
@Vậy ta chọn phương pháp chế tạo phôi là phôi đúc.
2.2 PHƯƠNG PHÁP CHẾ TẠO PHÔI:
Công nghệ đúc: là công nghệ chế tạo sản phẩm bằng phương pháp rót vật liệu ở dạng chảy lỏng vào khuôn để tạo ra sản phẩm có hình dạng theo khuôn mẫu. Đa phần công nghệ đúc thực hiện với các vật liệu kim loại.
- Công nghệ đúc được chia thành hai loại chính: Đúc thông thường và Đúc đặc biệt
2.2.1:Đúc thông thường: ( đúc trong khuôn cát) Là công nghệ có từ cổ xưa, đúc thông thường được thực hiện với các khuôn cát, nếu không qua sấy khuôn, thì gọi là khuôn cát tươi. Hỗn hợp làm khuôn và lõi khuôn là cát silic, có thể có phụ gia là nước thủy tinh. Lòng khuôn được tạo hình bởi mẫu đúc và lõi (nếu có). Đúc trong khuôn cát có giá thành rẻ, dễ làm nhưng năng suất thấp. Đúc trong khuôn cát có thể dùng để đúc vật đúc từ hợp kim đen và hợp kim màu.
2.2.1.1Đúc mẫu gỗ làm khuôn bằng tay :
+ Đặc điểm: phương pháp này có độ chính xác kích thước thấp, vì quá trình làm khuôn, sự xê dịch của mẫu trong chất làm khuôn và sai số chế tạo mẫu. Năng suất thấp.
+ áp dụng: cho việc đúc với dạng sản xuất đơn chiếc hay những chi tiết có kích thước lớn độ chính xác và năng xuất phụ thuộc vào tay nghề người thợ.
2.2.1.2Đúc mẫu gỗ làm khuôn bằng máy:
+ Đặc điểm: có năng xuất và độ chính xác cao hơn phương pháp đúc mẫu gỗ làm khuôn bằng tay. Đảm bảo độ đồng nhất của khuôn, giảm sai số do quá trình làm khuân gây ra. Muốn khuôn ép sát người ta có thể dùng đầm hơi hay phương pháp rung động để dồn khuôn.
+ áp dụng cho đúc hàng loạt nhỏ với trọng lượng chi tiết không lớn lắm.
2.2.1.3Đúc mẫu kim loại làm khuôn bằng máy:
+ Đặc điểm: Phương pháp có năng xuất này có năng xuất và độ chính xác cao. Đảm bảo sự đồng nhất của khuôn.
+ áp dụng cho đúc hàng loạt vừa trở lên.
2.2.2 Đúc đặc biệt: thường sử dụng khuôn kim loại. Thường có các dạng: Đúc trong khuôn kim loại, Đúc áp lực, Đúc ly tâm, Đúc liên tục và một số công nghệ đúc đặc biệt khác.
2.2.2.1 Đúc trong khuôn cát:
Là dạng đúc phổ biến, khuôn chỉ được dung một lần. Kim loại sau khi đã nóng chảy được rót vào khuôn dưới tác dụng của áp suất và nhiệt độ nó được làm nguội lại tạo thành vật đúc gọi là phôi. Với phương pháp này có thể đúc được các chi tiết có khối lượng và kích thước bất kỳ, những chi tiết có hình dạng phức tạp do có thể đặc được lõi bên trong. Phương pháp này chia thành 2 loại
Đúc trong khuôn cát, mẫu gỗ, làm bằng khuôn tay: chất lượng bề mặt đúc không cao, lượng dư gia công lớn, giá thành thấp, trang thiết bị đơn giản, năng suất phụ thuộc vào tay nghề người thợ đúc, thích hợp cho sản xuất đơn chiếc và hàng loạt nhỏ => với phôi phương pháp này đạt CCX III.
Đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy: chất lượng bề tốt hơn so với làm khuôn bằng tay, độ chính xác cao hơn, năng suất hơn, lượng dư gia công nhỏ áp dụng cho đúc hàng loạt vừa và hàng khối => phương pháp này đạt được CCX II
2.2.2.2 Đúc trong khuôn kim loại:
Sản phẩm đúc có độ bóng và độ chính xác cao, cơ tính tốt. Khuôn được sử dụng nhiều lần. Tuy nhiên phương pháp này không đúc được chi tiết có kết cấu phức tạp ở bên trong. Phương pháp này cho năng suất cao, đặc tính kỹ thuật tốt nhưng giá thành cao. Dùng trong hàng loạt lớn và hàng khối.
2.2.2.3 Đúc ly tâm
Khi kim loại nóng chảy được đổ vào khuôn quay tròn. Dưới tác dụng của lực ly tâm kim loại bị ép vào thành khuôn và nguội đi. Các bọt khí, chất bẩn, xỉ bị đẩy vào bên trong và nổi lên. Sản phẩm đúc ly tâm có tinh thể nhỏ tỉ trọng cơ tính tốt nhưng không đồng đều từ ngoài vào trong. Thường dùng với những sản phẩm có dạng xoay tròn
2.2.2.4 Đúc áp lực
Kim loại nóng chảy được đỏ vào khuôn dưới áp lực lớn nhờ đó kim loại được điền đầy vào các phần rỗng của khuôn và chịu áp lực cao khi nguội. Phương pháp này đúc được chi tiết có hình dạng phức tạp, có cơ tính tốt, có độ chính xác cao hơn các phương pháp khác. Tuy nhiên không đúc được các chi tiết có hình dạng phức tạo bên trong. Phương pháp này cho năng suất cao thường dùng trong sản xuất hàng loạt lớn.
Kết luận: Phôi đúc có hình dạng kết cấu phức tạp, kích thước lớn mà các phương pháp khác không đạt được. Cơ tính phôi phụ thuộc vào phương pháp chế tạo. Với dạng sản xuất hàng khối. Do đó cho phương pháp đúc chi tiết đạt được cấp chính xác II.
@Vì vậy để chế tạo chi tiết thân nối ta chọn phương pháp đúc trong khuôn cát với mẫu bằng kim loại, làm khuôn bằng máy là thích hợp.
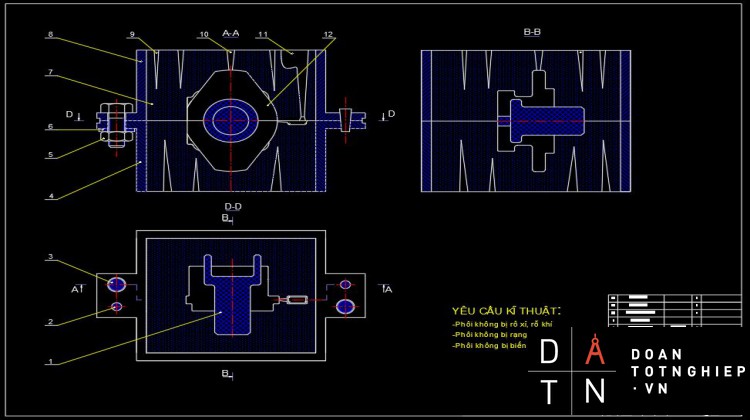
Bản vẽ khuôn đúc đính kèm:
2.3. XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG:
Lượng dư gia công của vật đúc bằng gang, cấp chính xác II khi đúc:
Tra bảng 1.33/T/[16] được
- Lượng dư mặt A: 3.5mm
- Lượng dư mặt B: 3.5mm
- Lượng dư mặt C: 3.5mm
- Lượng dư mặt D: 3.5mm
- Lượng dư lỗ 36: 3.5mm
vYêu cầu kỹ thuật:
Phôi không bị rỗ xỉ, rỗ khí, cháy cát.
Phôi không bị rạn nứt.
Phôi không bị biến trắng
Bản vẽ chi tiết lồng phôi đính kèm:
2.4: Hệ số sử dụng vật liệu:
Hệ số sử dụng vật liệu: K = K > 0.7 thì đạt yêu cầu
Khối lượng của chi tiết: Mct = 1.8kg
Khối lượng phôi:
Dựa vào phần mềm 3D ta có thể tích của phôi mm3
Khối lượng của phôi:
CHƯƠNG 3:LẬP QUI TRÌNH CÔNG NGHỆ
3.1. Mục đích
Xác định các trình tự gia công hợp lý nhằm đảm bảo chính xác về kích thước, vị trí tương quan, hình dáng hình học, độ nhám bề mặt theo yêu cầu chi tiết cần chế tạo.
3.2. Nội dung
- Chọn phương pháp gia công các bề mặt phôi.
- Chọn chuẩn công nghệ và sơ đồ gá đặt.
- Chọn trình tự gia công các chi tiết.
3.3. Chọn chuẩn công nghệ
|
Nguyên công |
Nội dung nguyên công |
Chuẩn định vị |
Máy |
Dao |
|
I |
Chuẩn bị phôi |
|
|
|
|
II |
Tiện thô mặt B Tiện thô mặt C Tiện thô 82 |
Hai khối V: 3 Mặt dưới mặt C: 2 |
1A62 |
Dao HKC BK6 |
|
III |
Phay thô mặt A |
Mặt B:3 |
6H12 |
Dao HKC BK6 |
|
IV |
Phay tinh mặt A |
Mặt B:3 |
6H12 |
Dao HKC BK6 |
|
V |
Tiện tinh mặt B Tiện tinh mặt C |
Hai khối V :3 Mặt A :3 |
1A62 |
Dao HKC BK6 |
|
VI |
Khoan 2 lỗ 10.8 Doa 2 lỗ 11 |
Hai khối V :3 Mặt A :3 |
2A125 |
Mũi khoan thép gió Mũi doa HKC BK6 |
|
VII |
Tiện rãnh l=2 Tiện tinh 82 |
Hai lỗ 11:3 Mặt A :3 |
1A62 |
Dao thép gió Dao HKC BK6 |
|
VIII |
Khoan lỗ 12 Khoét côn 600 |
Hai lỗ 11:3 Mặt A :3 |
2A125 |
Mũi khoan thép gió Mũi khoét HKC BK6 |
|
IX |
Tiện thô 43 Tiện thô 45 Tiện thô 47 |
Hai lỗ 11:3 Mặt A :3 |
1A62 |
Dao HKC BK6 |
|
X |
Tiện tinh 43 Tiện tinh 45 Tiện tinh 47 |
Hai lỗ 11:3 Mặt A :3 |
1A62 |
Dao HKC BK6 |
|
XI |
Tiện thô 30 Tiện thô 28 |
Hai lỗ 11:3 Mặt A :3 |
1A62 |
Dao HKC BK6 |
|
XII |
Tiện tinh 30 |
Hai lỗ 11:3 Mặt A :3 |
1A62 |
Dao HKC BK6 |
|
XIII |
Tiện rãnh l=2 |
Hai lỗ 11:3 Mặt A :3 |
1A62 |
Dao thép gió |
|
XIV |
Phay 2 rãnh 10 |
Hai lỗ 11:3 Mặt A :3 |
6H12 |
Dao HKC BK6 |
|
XV |
Khoan 2 lỗ 3.8 Doa 2 lỗ 4 |
Hai lỗ 11:3 Mặt A :3 |
2A125 |
Mũi khoan thép gió Mũi doa HKC BK6 |
|
XVI |
Khoan 2 lỗ 7 Taro 4 lỗ M8 |
Hai lỗ 11:3 Mặt A :3 |
2A125 |
Mũi khoan thép gió Mũi Taro thép gió |
|
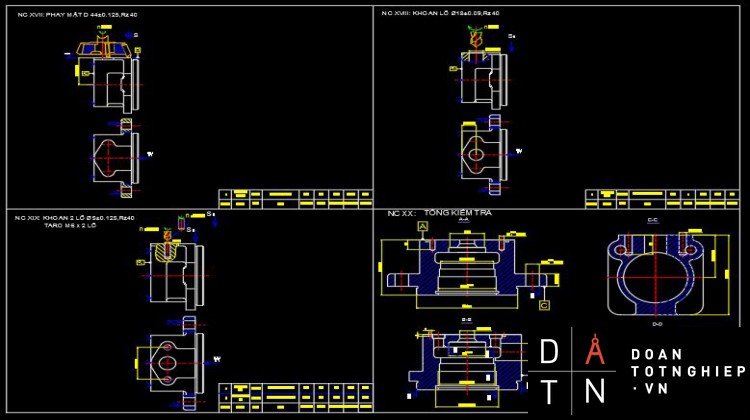
XVII |
Phay mặt D |
Hai lỗ 11:3 Mặt A :3 |
6H12 |
Dao HKC BK6 |
|
XVIII |
Khoan lỗ 18 |
Hai lỗ 11:3 Mặt A :3 |
2A125 |
Mũi khoan thép gió |
|
XIX |
Khoan 2 lỗ 5.5 Taro 2 lỗ M6 |
Hai lỗ 11:3 Mặt A :3 |
2A125 |
Mũi khoan thép gió Mũi Taro thép gió |
|
XX |
Tổng kiểm tra |
|
|
|
CHƯƠNG 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
4.1 Nguyên công I: CHUẨN BỊ PHÔI
- Làm sạch phôi
+ Làm sạch phần thừa trên phôi đúc
+ Làm sạch bavia, đậu ngót, đậu hơi, đậu rót
- Kiểm tra.
+ Kiểm tra kích thước.
- kích thước : 640.8, 83.50.8,0.8
- kích thước 25.5, 40, 17,9,22,60,77 và 130
+ Kiểm tra khuyết tật phôi
- phôi không bị rỗ khí
- phôi khộng bị biến trắng
- phôi không bị rạn nứt
- Ủ phôi
là phương pháp nung nóng + giữ nhiệt + nguội chậm cùng lò => nhận được một tổ chức hạt cân bằng => Độ cứng thấp + độ dẽo cao.
Vì sao cần dùng phương pháp ủ ?
+ Giảm độ cứng để dễ gia công cắt gọt.
+ Tăng độ dẽo , dễ gia công biến dạng, cán, kéo,...
+ Khử bỏ ứng suất bên trong sinh ra trong quá trình gia công + Làm đồng đều thành phần hóa học.
+ Làm nhỏ hạt - Ủ thấp (200 độ C =>600 độ C) => làm giảm hoặc khử bỏ ứng suất dư.
- Ủ kết tinh lại ( 600-700 độ C) => phục hồi tính dẽo cho chi tiết qua biến dạng
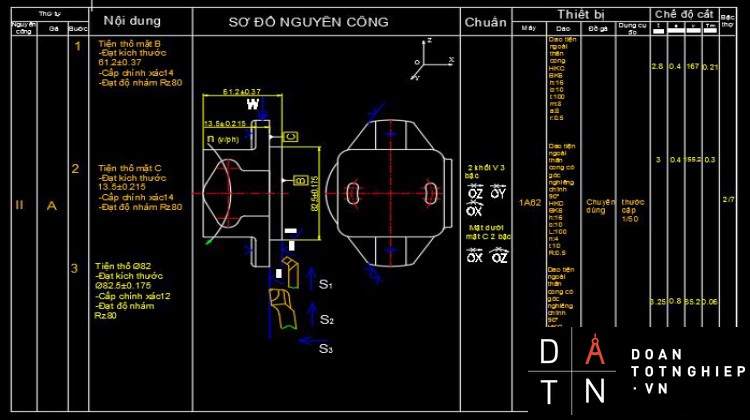
4.2 Nguyên công II: TIỆN THÔ MẶT B,C VÀ TIỆN THÔ Ø82
vChuẩn định vị:
- Khối V vát 3 bậc
Khối V vát cố định 2 bậc.
Khối V vát di động 1 bậc.
- Mặt dưới bề mặt C 2 bậc
Chọn máy Các thông số chính Máy 1A62
+Đường kính lớn nhất của chi tiết gia công trên máy(mm) 400
+ Khoảng cách 2 đầu tâm 15000
+ Phạm vi tốc độ trục chính khi quay 11,5 - 1200
+ Số dao lắp trên đài gá dao 4
+ Lượng tiến dọc trong phạm vi 0,082 – 1,59 (mm/v)
+ Lượng tiến ngang trong phạm vi 0,027 – 0,52 (mm/v)
+ Công suất của động cơ : N = 7,8KW
+Hiệu suất máy: η = 0,75
4.2.1TIỆN THÔ MẶT B
vChế độ cắt:
- Chọn t:
Gia công thô nên chọn t = 64-61,2 = 2,8mm
- Chọn lượng chạy dao
-Tra bảng 28-1/31 tập bảng tra chế độ cắt gia công cơ khí
Tính chất gia công : thô
Phương pháp gá đặt phôi: đồ gá
Chiều sâu cắt: t = 2,8
Gang xám
ðS = 0.45
ðS= 0.45*10% + 0.45 = 0.495mm
ðS = 0.45*15% + 0.45 = 0.5175 mm
ðS1 = 0,495 ÷ 0,5175 mm
Tra bảng 16 – 1 tập bảng tra chế độ cắt gia công cơ khí
Phương pháp gá phôi: cặp
Đường kinh: 77<300
Công suất máy: Nđc = 7,8 kW
Chiều sâu cắt: t =2,8mm
ðS2 = 1,2 ÷ 2 mm
Tra bảng 21 -1/27 tập bảng tra chế độ cắt gia công cơ khí
Chiều sâu cắt: t = 2,8 mm
Chiều dày mảnh hợp kim cứng: a = 8 mm
ðS= 4.2 mm
ðS3 = 4.2*1.6 = 6.72
Tra thuyết minh máy
ðSz = 0,4 mm
ðTốc độ cắt
Tra bảng 45-1 trang 38 tập bảng tra chế độ cắt gia công cơ khí
HB = 190
t = 2,8 mm
Sz = 0,4 mm
ðTiện ngang( mặt đầu) V = 174 m/p
Hệ số điều chỉnh tốc độ cắt:
Bảng 46-1:hế số phụ thuộc tuổi bền của dao
T = 60 phút => k1 = 1
Bảng 47-1: hế số phụ thuộc hợp kim cứng
BK6 => k2 = 1
Hệ số phụ thuộc góc nghiêng chính của dao
Φ = 45o => k3 = 1
Hệ số phụ thuộc trạng thái bề mặt
Không có vỏ cứng => k4 = 1
ðV = 174m/p
ðSố vòng quay của trục chính
ðN =
ðTra TMM => nt = 600 v/p
ðVt =
Công suất cắt gọt
Tra bảng 54-1 trang 40 tập bảng tra chế độ cắt gia công cơ khí
Gang xám: HB = 190
Chiều sâu cắt: t = 2,8mm
Tốc độ cắt : V = 167m/p
Lượng cháy dao S= 0,4mm
ðCông suất cắt : N = 4,1KW
ðCông suất của máy N= 7,8*0,75 = 5,85KW
ðMáy gia công an toàn
Thời gian chạy máy
Tm = trong đó:
L = L1+t. mà L2 = 2 L1 = 44,5, t=2,8
ðTm = p
ðVậy thời gian chạy máy Tm = 0,21p
4.2.2TIỆN THÔ MẶT C
vChế độ cắt:
- Chọn t:
Gia công thô nên chọn t = 16,5-13,5 = 3mm
- Chọn lượng chạy dao
Tra bảng 28-1/31 tập bảng tra chế độ cắt gia công cơ khí
Tính chất gia công : thô
Phương pháp gá đặt phôi: đồ gá
Chiều sâu cắt: t = 3mm
Gang xám
ðS = 0.45
ðS= 0.45*10% + 0.45 = 0.495mm
ðS = 0.45*15% + 0.45 = 0.5175 mm
ðS1 = 0,495 ÷ 0,5175 mm
Tra bảng 16 – 1 tập bảng tra chế độ cắt gia công cơ khí
Phương pháp gá phôi: cặp
Đường kinh: 77<300
Công suất máy: Nđc = 7,8 kW
Chiều sâu cắt: t =3mm
ðS2 = 1,8 ÷ 2,5 mm
Tra bảng 21 -1/27 tập bảng tra chế độ cắt gia công cơ khí
Chiều sâu cắt: t = 3 mm
Chiều dày mảnh hợp kim cứng: a = 8 mm
ðS= 4.2 mm
ðS3 = 4.2*1.6 = 6.72
Tra thuyết minh máy
ðSz = 0,4 mm
ðTốc độ cắt
Tra bảng 45-1 trang 38 tập bảng tra chế độ cắt gia công cơ khí
HB = 190
t = 3 mm
Sz = 0,4 mm
ðTiện ngang( mặt đầu) V = 174 m/p
Hệ số điều chỉnh tốc độ cắt:
Bảng 46-1:hế số phụ thuộc tuổi bền của dao
T = 60 phút => k1 = 1
Bảng 47-1: hế số phụ thuộc hợp kim cứng
BK6 => k2 = 1
Hệ số phụ thuộc góc nghiêng chính của dao
Φ = 45o => k3 = 1
Hệ số phụ thuộc trạng thái bề mặt
Không có vỏ cứng => k4 = 1
ðV = 174m/p
ðSố vòng quay của trục chính
ðN =
ðTra TMM => nt = 380 v/p
ðVt =
Công suất cắt gọt
Tra bảng 54-1 trang 40 tập bảng tra chế độ cắt gia công cơ khí
Gang xám: HB = 190
Chiều sâu cắt: t = 3mm
Tốc độ cắt : V = 155,2m/p
Lượng cháy dao S= 0,4mm
ðCông suất cắt : N = 4,1KW









