ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG KHỚP NỐI RĂNG CƯA CT
NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG KHỚP NỐI RĂNG CƯA CT
Trang
Lời nói đầu................................................................................................. 1
Lời nhận xét của giáo viên........................................................................ 2
Mục lục....................................................................................................... 4
Phần I: Phân tích chi tiết gia công............................................................ 5
Phần II: Thể tích chi tiết.......................................................................11
Phần III:tiến trình thiết kế quy trình công nghệ.....................................12
Phần IV: Biện luận quy trình công nghệ............................................... 14
Phần V: Thiết kế đồ gá khoan 4 lỗ........................................................ 32
Phần VI: Thiết kế đồ gá tiện .................................................................. 35
Phần VII: Tài liệu tham khảo................................................................. 37
Phần VIII: Kết luận................................................................................. 37
I/ PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT:
1.1/ Điều kiện làm việc của chi tiết gia công:
- Khốp nối được sử dụng trong bộ truyền cầu xe, khớp nối răng dùng để truyền moment xoắn trong khi làm việc,nếu có thay đổi chiều quay của trục trong khi làm việc thì chịu thêm tải trọng va đập.
- Bộ truyền được bôi trơn liên tục.
1.2/Vị trí làm việc:
- Khớp nối răng được lắp ở hai đấu của hai trục và được ghép với nhau bằng Bulong ở mặt bích.
1.3/Công dụng của chi tiết:
- Khớp nối răng là chi tiết để nối và truyền Moment xoắn giữa các trục có sai lệch về vị trí ( do biến dạng đàn hồi của các trục ,sai số chế tạo và lắp ghép …) ,nhờ khã năng di động của các chi tiết cứng trong khớp nối ( do khe hở hướng kính và khe hở cạnh răng ..) nên có thể bù lại sai lệch giữa các trục .Nối trục răng còn gọi là nối trục bù.
1.4/ Dạng chi tiết:
- Chi tiết Khốp Nối thuôc chi tiết dạng bạc, có kết cấu tương đối đơn giản, dễ chế tạo, không cần máy móc phước tạp.
- Các bề mặt gia công gồm: mặt đầu, mặt trụ ngoài, mặt lỗ, làm then.
1.5/ Cách bảo quản chi tiết
- chi tiết được làm trong môi trường truyền momen với lực không ổn định vì vậy ta phải thường bôi trơn chi tiết kiểm tra chi tiết theo định kỳ.
1.6/ Vật liệu gia công:
- Thép C45: Với thành phần hóa học:
+ C45: Chữ C thép cacbon, 45 chỉ hàm lượng cacbon là 0,45% C.
+ Cacbon (C): 0,42-0,49%.
+ Mangan (Mn):<0,8%.
+ Silic (Si):<0,37%.
+ Niken (Ni):<0,25%.
+ G:<0,25%.
+ Giới hạn bền: 60 KG/mm²
(Các thông số tra trong sổ tay vật liệu cơ khí)
1.6/ Độ chính xác chi tiết gia công:
1.6.1/ Độ chính xác về kích thước:
* Dung sai có chỉ dẫn:
- mặt trụ ngoài Ø100 , CCX9, Ra=6.3, Miền dung sai : js9
Tra bảng 1.4 trang 4 bảng tra dung sai lắp ghép
ðITD = 0.087 mm
Tra bảng1.30 trang 43 bảng tra dung sai lắp ghép
ðDung sai lắp ghép : es = +0.0435mm
ei = -0.0435mm
- mặt trụ ngoài Ø56 , CCX9, Ra=6.3, Miền dung sai : js9
Tra bảng 1.4 trang 4 bảng tra dung sai lắp ghép
ðITD = 0.074 mm
Tra bảng1.30 trang 43 bảng tra dung sai lắp ghép
ðDung sai lắp ghép : es = +0.037mm
ei = -0.037mm
- mặt trụ ngoài Ø48 , CCX9, Ra=6.3, Miền dung sai : js9
Tra bảng 1.4 trang 4 bảng tra dung sai lắp ghép
ðITD = 0.062 mm
Tra bảng1.30 trang 43 bảng tra dung sai lắp ghép
ðDung sai lắp ghép : es = +0.031mm
ei = -0.031mm
- mặt trụ ngoài Ø45 , CCX7, Ra=3.2, Miền dung sai : h7
Tra bảng 1.29 trang 41 bảng tra dung sai lắp ghép
ðITD = 0.025 mm
ðDung sai lắp ghép : es = +0 mm
ei = -0.025mm
- Lỗ Ø45 , CCX9, Ra=6.3, Miền dung sai : JS9
Tra bảng 1.4 trang 4 bảng tra dung sai lắp ghép
ðITD = 0.062 mm
Tra bảng1.15 trang 20 bảng tra dung sai lắp ghép
ðDung sai lắp ghép : ES = +0.031mm
EI = -0.031mm
- Lỗ Ø39 , CCX9, Ra=6.3, Miền dung sai : JS9
Tra bảng 1.4 trang 4 bảng tra dung sai lắp ghép
ðITD = 0.062 mm
Tra bảng1.15 trang 20 bảng tra dung sai lắp ghép
ðDung sai lắp ghép : ES = +0.031mm
EI = -0.031mm
- Lỗ Ø43.6 , CCX7, Ra=3.2, Miền dung sai : H7
Tra bảng 1.14 trang 18 bảng tra dung sai lắp ghép
ðDung sai lắp ghép : ES = +0.025mm
EI = -0 mm
ðITD = 0.025 mm
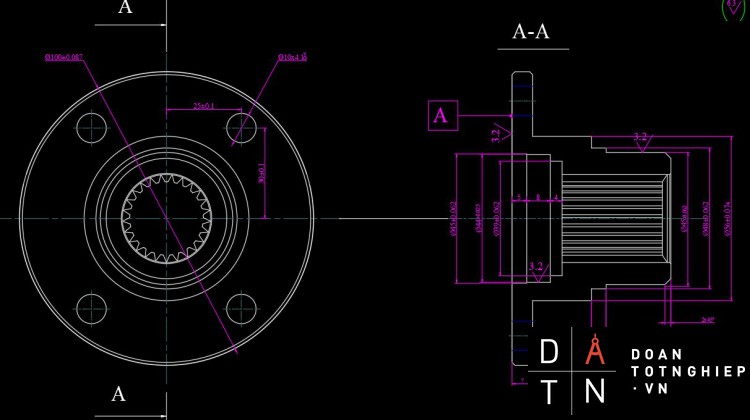
1.6.2 Yêu cầu kỹ thuật của chi tiết ;
- Dung sai độ phẳng mặt chuẩn tinh mặt A ≤ 0.012
- Dung sai độ không vuông góc giữa Ø25 so với mặt A là 0.01
- Dung sai độ không đồng tâm Ø25 và Ø56 với mặt A là 0.025
- Độ cứng chi tiết là 48 ÷ 52 HRC
1.6.3 Nhám bề mặt
- Dựa vào điều kiện làm việc và độ chính xác của các bề mặt gia công , tiến trình công nghệ. Ta có các chỉ số độ nhám. Dựa vào bảng 2.29 trang 97 bảng tra dung sai lắp ghép
- Các bề mặt cấp chính xác là ; IT7 và IT9 và phương pháp gia công tiện có Ra = 3.2 và 6.
- các bề mặt khong ghi độ nhám bề mặt là 6.3
1.7 Xác định dạng sản xuất ;
- ta áp dụng công thức ;
N=N1 x m x (1+(४+ß /100) (chi tiết/năm)
Trong đó :
- N ; số chi tiết sản xuất trong 1 năm
- N1 ; số sản phẩm (số máy) sản xuất trong một năm
- m ; số chi tiết trong 1 sản phẩm
- ४ ; chi tiết phề phẩm (3÷6%)
- ß ; số chi tiết phế tạo thêm dự phòng (5÷7%)
-Xác định lượng sản xuất:
Tra bảng 1.2 trang 8 sách công nghệ chế tạo máy 1.
Khối lượng chi tiết < 4 Kg => sản xuất hàng loạt vừa.
Sản lượng sản xuất hằng năm là từ 500 đến 5000 chi tiết.
1.7.1 Tính toán khối lượng chi tiết :
- Khối lượng chi tiết khớp nối dạng bánh răng là 1 khối trụ tròn có nhiều bật và ta chia các bật để tính thể tích và cũng như khối lượng của chi tiết.
1.7.2 phương pháp chế tạo phôi :
- Phôi cán
- Thường dung để chế tạo con lăn,chi tiết kẹp chặt,các loại trục,xilanh,piton,bạc,bánh răng đường kính nhỏ….Trong sản xuất hang loạt vừa,hang loạt lớn,hang khối.
- Phôi dập
- +Thường dung để chế tạo trục bánh răng côn,bánh răng thẳng,càng trục chữ thập,trục khuỷu..
- Phôi rèn
- Trong sản xuất đơn chiếc và hang loạt nhỏ người ta sử dụng phôi rèn tự do.
- Trong sản xuất hang loạt trung trở lên,người ta thường chế tạo phôi bằng phương pháp rèn khuôn
- Phôi đúc.
- thường dung để chế tạo các chi tiết có hình dáng phức tạp,càng trục khuỷu…Vật liệu cho phôi đúc là gang ,thép đồng tau,nhôm và các loại hợp kim khác.Đúc được thực hiện trong khuôn cát ,khuôn kim loại,khuôn võ mỏng với các phương pháp đúc li tâm,đúc áp lực ,đúc theo mẫu chảy.
ðChọn phuong pháp phôi rèn trên máy búa
1.7.3 Sơ đồ rèn :
II/THỂ TÍCH CỦA CHI TIẾT SAU KHI ĐƯỢC GIA CÔNG:
2.1/ Thể tích bên ngoài chi tiết
- Vtrụ Ø100 =(πxd2 / 4)xh=(πx1002/4)x7=54.98x103 ( lít )
- Vtrụ Ø56 =(πxd2 / 4)xh=(πx562/4)x20=49.20x103 ( lít )
- Vtrụ Ø48 =(πxd2 / 4)xh=(πx482/4)x=9.05x103 ( lít )
- Vtrụ Ø30 =(πxd2 / 4)xh=(πx302/4)x=34.99x103 ( lít )
2.2/ Thể tích bên trong chi tiết
- Vtrụ Ø44 =(πxd2 / 4)xh=(πx442/4)x5=7.6x103 ( lít )
- Vtrụ Ø43.6 =(πxd2 / 4)xh=(πx43.62/4)x8=11.94x103 ( lít )
- Vtrụ Ø39 =(πxd2 / 4)xh=(πx392/4)x5=4.78x103 ( lít )
- Vtrụ Ø25 =(πxd2 / 4)xh=(πx252/4)x=18.16x103 ( lít )
- Vtrụ Ø10x4 =(πxd2 / 4)xh=((πx102/4)x7)4=2.2x103 ( lít )
Tổng thể tích bên ngoài là 148.22x103 ( lít )
Tổng thể tích bên trong là 44.68x103 ( lít )
Vì thể tích bên trong là trụ tròn rỗng nên thể tích thực của chi tiết là
Vtt = Vngoài - Vtrong =148.22x103 - 44.68x103= 103.54 x103( lít )
Mà khối lượng riêng của thép là 7.852 nên khối lượng chi tiết được tính bằng công thức ;
M=khối lượng riêng x thể tích= 7.852x 103.54 x103=0.81kg
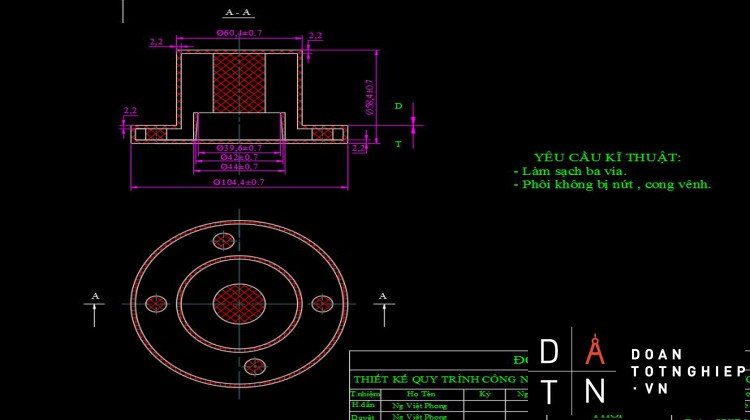
2.4/ Bản vẽ chi tiết
2.5/ Thể tích chi tiết trước khi gia công
thể tích ngoài chi tiết :
- Vtrụ Ø104.4 =(πxd2 / 4)xh=(πx104.42/4)x11.4=97.59x103 ( lít )
- Vtrụ Ø =(πxd2 / 4)xh=(πx60.42/4)x47=134.67x103 ( lít )
thể tích bên trong rỗng của chi tiết :
- Vtrụ Øcôn =(πx(D+d/2)2 / 4)xh=(πx(42+39.6/2)2/4)x17=22.23x103 (lít )
Vậy thể tích chi tiết chưa gia công thực ra là :
Vtt = Vngoài - Vtrong =(97.59+134.67)x103 - 22.23x103= 210.03 x103( lít )
Mà khối lượng riêng của thép là 0.785 nên khối lượng chi tiết được tính bằng công thức ;
M=khối lượng riêng x thể tích= 7.852x 210.03 x103=1.65 (kg)
III/ TIẾN TRÌNH THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT KHỚP NỐI
4.1/ Xác định đường lối công nghệ ;
- Với chi tiết khớp nối và dạng sản xuất hàng loạt ta chọn phương pháp gia công theo dây chuyền sản xuất gia công trình tự
4.2/ Sơ bộ các nguyên công ;
vNguyên công I
- chuẩn bị phôi
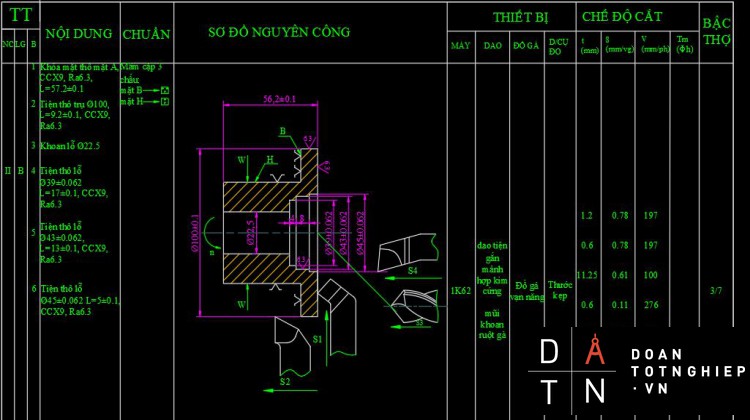
vNguyên công II
- Khỏa thô mặt A, cấp chính xác 9, Ra là 6.3, L=57,2±0.1
- Tiện thô trụ Ø100±0.1 , L=7±0.1, cấp chính xác 9 Ra= 6.3
- Khoan lỗ Ø22.5
- Tiện thô lỗ Ø39±0.062, L=17±0.1, cấp chính xác 9, Ra=6.3
- Tiện thô lỗ Ø43±0.062, L=13±0.1, cấp chính xác 9, Ra = 6.3
- Tiện thô lỗ Ø45±0.062, L=5±0.1, cấp chính xác 9, Ra = 6.3
- Vát cạnh 1x45°
vNguyên công III
- Tiện thô trụ Ø56±0.074, L=47±0.1, cấp chính xác 9, Ra= 6.3
- Tiện thô trụ Ø48±0.062, L=22±0.1, cấp chính xác 9, Ra= 6.3
- Tiện thô trụ Ø46±0.062,L=18±0.1, cấp chính xác 9, Ra= 6.3
- Tiện thô dọc trục trụ Ø100±0.074, L=7±0.1, cấp chính xác 9, Ra= 6.3
- Vát cạnh 1x45°
- Tiện tinh trụ Ø45-0.062 , L=22±0.1, cấp chính xác 7, Ra 3.2
vNguyên công IV
- Tiện tinh mặt A L=55±0.1, cấp chính xác 7, Ra 3.2
- Vát cạnh 1x45°
- Tiện bán tinh lỗ Ø44+0.025, L=8±0.1, cấp chính xác 7, Ra 3.2
- Tiện bán tinh lỗ Ø25+0.025, L=49.2, cấp chính xác 7, Ra 3.2
- Vát cạnh 1x45° của lỗ Ø44+0.025
vNguyên công V
- Khỏa thô mặt B L=54±0.1, cấp chính xác 9, Ra= 6.3
- Vát cạnh lỗ 2x45°
- Vát cạnh 2x45°
Nguyên công VI
- Khoan 4 lỗ Ø10
vNguyên công VII
- Chuốt rãnh then
Nguyên công VIII: Kiểm tra theo yêu cầu kỹ thuật của chi tiết
IV/ BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
vNguyên công I
vBước 1
- Khỏa mặt A , cấp chính xác 9, Ra= 6.3, L=57,2
- Tra chế độ cắt trang 217 chọn máy 1k62
- Dao khỏa mặt đầu tra sổ tay công nghệ chế tạo máy tập 1 H=20, B=12, L=120, m=7, a=10, r=1
- Đồ gá mâm cặp 3 chấu
- Dụng cụ đo thước kẹp
- Chiều sâu cắt t=1.2mm
vBước 2
- Tiện thô trụ Ø100, L=8±0.1, , cấp chính xác 9, Ra= 6.3
- T=0.6mm
- S là bước tiến cho phép theo sức bền của mãnh hợp kim cứng khi tiện tra bảng 21-1 trang 27 có C=4mm, t≤4mm, sức bền là 65kg/mm2, góc dao là 600
ðS=1,3 x 1 x 0.6 = 0.78 mm/vòng
- Bước tiến tiện thô dọc trục; tra bảng 25-1 trang 29 tra có D=60÷100mm, F= 16x25, thép C45 => S=(0.8÷1.2)mm/vòng
- Bước tiến chính xác theo độ chính xác cho chi tiết gia công tra bảng(16-1) trang 23 C45 , mâm cặp D≤300mm => S=(1.2÷2.0)
- Tra thuyết minh máy chọn St =0.78 mm/vòng
- Chọn chế độ cắt V ; tra bảng (35-1)/35 ta có sức bền là 63÷70 kg/mm2 , t=1,2mm, S=0.78 mm/v. Tiện ngoài dọc truc chon V=182m/ph
- Tra bảng (36-1)/36 T=60p, K1=1
- Tra bảng (37-1)/36 voi goc dao la 600 ta co k2=0.92
- Tra bảng (38-1)/36 T15K6 ta có K3=1
- Tra bảng (39-1)/36 không có vỏ cứng K4=1
- V= 182 x 1 x 0.92 x 1 x 1 = 167,44 m/ph
- Tính n ; n=1000 x V / π x D = 532,97 tra thuyết minh máy chọn nt = 630 v/ph
Vậy Vt = 197,92 m/ph
vBước 3
Khoan lỗ suốt lỗ Ø22.5 , cấp chính xác 9 ,Ra=6.3
- T=11.25mm
- bước tiến cho phép theo sức bền của mũi khoan khi khoan
ðS1=0.59 mm
Bước tiến khi tiện tinh ta tra bảng 8-3 ta có
D= 11.25 ,sức bền <80 ,=> S= 0.39 mm/vòng khi khoan còn khoét và doa nên ta nhân hệ số k=0.75 và hệ số diều chỉnh sâu K = 0.9 => S= 0.26 vậy Smin = 0.26
Bước 4
- Tiện thô lỗ Ø39±0.062 , L= 14 ±0.1 , cấp chính xác 9, Ra = 6.3
- T = 0.6 mm
- là bước tiến cho phép theo sức bền của mãnh hợp kim cứng khi tiện tra bảng 21-1 trang 27 có C=4mm, t≤4mm, sức bền là 65kg/mm2, góc dao là 600
- S=1,3 x 1 x 0.6 = 0.78 mm/vòng
- Bước tiến tiện thô dọc trục; tra bảng 25-1 trang 29 tra có D= 16 , L<80 , t< 2
ðS= (0.1÷0.2)
- Bước tiền cho phép theo độ chính xác chi tiết gia công tra bảng 16-1 trang 23 ta có mâm cặp D≤300 mm , t≤2
ðS= (1.2÷2.0)
Vậy Smin = 0.11
Tra thuyết minh máy 1k62 trang 217 chọn St = 0.11 mm/vòng
- Chọn chế độ cắt V với sức bền , bước tiến, chiều sâu cắt => V=299 m/ph
- Tra bảng (36-1)/36 T=60p, K1=1
- Tra bảng (37-1)/36 voi goc dao la 600 ta co k2=0.92
- Tra bảng (38-1)/36 T15K6 ta có K3=1
- Tra bảng (39-1)/36 không có vỏ cứng K4=1
- V= 299 x 1 x 0.92 x 1 x 1 = 275,99 m/ph
- Tính n ; n=1000 x V / π x D = 1996.59 tra thuyết minh máy chọn nt = 2000 v/ph
Vậy Vt = 276.46 m/ph
Bước 5
- Tiện thô lỗ Ø43 +0.062 , L=13±0.1 , cấp chính xác 9 , Ra = 6.3
- T = 0.6 mm
- là bước tiến cho phép theo sức bền của mãnh hợp kim cứng khi tiện tra bảng 21-1 trang 27 có C=4mm, t≤4mm, sức bền là 65kg/mm2, góc dao là 600
- S=1,3 x 1 x 0.6 = 0.78 mm/vòng
- Bước tiến tiện thô dọc trục; tra bảng 25-1 trang 29 tra có D= 16 , L<80 , t< 2
ðS= (0.1÷0.2)
- Bước tiền cho phép theo độ chính xác chi tiết gia công tra bảng 16-1 trang 23 ta có mâm cặp D≤300 mm , t≤2
ðS= (1.2÷2.0)
Vậy Smin = 0.11
Tra thuyết minh máy 1k62 trang 217 chọn St = 0.11 mm/vòng
- Chọn chế độ cắt V với sức bền , bước tiến, chiều sâu cắt => V=299 m/ph
- Tra bảng (36-1)/36 T=60p, K1=1
- Tra bảng (37-1)/36 voi goc dao la 600 ta co k2=0.92
- Tra bảng (38-1)/36 T15K6 ta có K3=1
- Tra bảng (39-1)/36 không có vỏ cứng K4=1
- V= 299 x 1 x 0.92 x 1 x 1 = 275,99 m/ph
- Tính n ; n=1000 x V / π x D = 1996.59 tra thuyết minh máy chọn nt = 2000 v/ph
Vậy Vt = 276.46 m/ph
Bước 6
- Tiện thô lỗ Ø45±0.062 , L= 14 ±0.1 , cấp chính xác 9, Ra = 6.3
- T = 0.6 mm
- là bước tiến cho phép theo sức bền của mãnh hợp kim cứng khi tiện tra bảng 21-1 trang 27 có C=4mm, t≤4mm, sức bền là 65kg/mm2, góc dao là 600
- S=1,3 x 1 x 0.6 = 0.78 mm/vòng
- Bước tiến tiện thô dọc trục; tra bảng 25-1 trang 29 tra có D= 16 , L<80 , t< 2
ðS= (0.1÷0.2)
- Bước tiền cho phép theo độ chính xác chi tiết gia công tra bảng 16-1 trang 23 ta có mâm cặp D≤300 mm , t≤2
ðS= (1.2÷2.0)
Vậy Smin = 0.1
Tra thuyết minh máy 1k62 trang 216 chọn St = 0.11 mm/vòng
- Chọn chế độ cắt V với sức bền , bước tiến, chiều sâu cắt => V=299 m/ph
- Tra bảng (36-1)/36 T=60p, K1=1
- Tra bảng (37-1)/36 voi goc dao la 600 ta co k2=0.92
- Tra bảng (38-1)/36 T15K6 ta có K3=1
- Tra bảng (39-1)/36 không có vỏ cứng K4=1
- V= 299 x 1 x 0.92 x 1 x 1 = 275,99 m/ph
- Tính n ; n=1000 x V / π x D = 1996.59 tra thuyết minh máy chọn nt = 2000 v/ph
Vậy Vt = 276.46 m/ph
Bước 7
- Vát cạnh 2x45°
- T=2mm
- S là bước tiến cho phép theo sức bền của mãnh hợp kim cứng khi tiện tra bảng 21-1 trang 27 có C=4mm, t≤4mm, sức bền là 65kg/mm2, góc dao là 600
ðS=1,3 x 1 x 0.6 = 0.78 mm/vòng
- Bước tiến tiện thô dọc trục; tra bảng 25-1 trang 29 tra có D=60÷100mm, F= 16x25, thép C45 => S=(0.8÷1.2)mm/vòng
- Bước tiến chính xác theo độ chính xác cho chi tiết gia công tra bảng(16-1) trang 23 C45 , mâm cặp D≤300mm => S=(1.2÷2.0)
- Tra thuyết minh máy chọn St =0.78 mm/vòng
- Chọn chế độ cắt V ; tra bảng (35-1)/35 ta có sức bền là 63÷70 kg/mm2 , t=1,2mm, S=0.78 mm/v. Tiện ngoài dọc truc chon V=182m/ph
- Tra bảng (36-1)/36 T=60p, K1=1
- Tra bảng (37-1)/36 voi goc dao la 600 ta co k2=0.92
- Tra bảng (38-1)/36 T15K6 ta có K3=1
- Tra bảng (39-1)/36 không có vỏ cứng K4=1
- V= 182 x 1 x 0.92 x 1 x 1 = 167,44 m/ph
- Tính n ; n=1000 x V / π x D = 532,97 tra thuyết minh máy chọn nt = 630 v/ph
Vậy Vt = 197,92 m/ph
Nguyên công III
Bước 1
Tiện thô trụ Ø56 ±0.074 , L= 47 ±0.1 , cấp chính xác 9 ,Ra=6.3
- Tra chệ độ cắt chọn máy 1K62
- Dao gắn mảnh hợp kim cứng h=20 , b=16 , L=120 , n=6 , l=16 , R=1 ,
- Đồ gá chuyên dùng
- Dụng cụ đo thước kẹp
- t= 1.1mm
- bước tiến cho phép theo sức bền của mãnh hợp kim cứng khi tiện
- c=4mm , t≤4mm , sức bền 65 kg/mm2 , với góc dao là 600
- S=0.78 mm/vòng
Bước tiến khi tiện tinh ta tra bảng 25-1 trang 29 ta có D= 40÷60 ,F=15x25 => S= (0.5÷0.9)mm/vòng
- Bước tiến chính xác theo độ chi tiết gia công
- Tra bảng 16-1 trang 23 ta co
Chi tiết cập trên mâm cặp có D≤300mm ,N ≤10 , t=2.2mm => S = (1.2÷2)
Vậy Smin= 0.5 mm/vòng
Tra thuyết minh máy 1K62 trang 217 ta có St= 0.52 mm/vòng
vậy V= 205 m/ph
- Tra bảng (36-1)/36 T=60p, K1=1
- Tra bảng (37-1)/36 voi goc dao la 600 ta co k2=0.92
- Tra bảng (38-1)/36 T15K6 ta có K3=1
- Tra bảng (39-1)/36 không có vỏ cứng K4=1
- V= 205 x 1 x 0.92 x 1 x 1 = 188.6 m/ph
Bước 2
Tiện thô trụ Ø48 ±0.062 , L= 22 ±0.1 , cấp chính xác 9 ,Ra=6.3
- Tra chệ độ cắt chọn máy 1K62
- Dao gắn mảnh hợp kim cứng h=20 , b=16 , L=120 , n=6 , l=16 , R=1 ,
- Đồ gá chuyên dùng
- Dụng cụ đo thước kẹp
- t= 1.1mm
- bước tiến cho phép theo sức bền của mãnh hợp kim cứng khi tiện
- c=4mm , t≤4mm , sức bền 65 kg/mm2 , với góc dao là 600
- S=0.78 mm/vòng
Bước tiến khi tiện tinh ta tra bảng 25-1 trang 29 ta có D= 40÷60 ,F=15x25 => S= (0.5÷0.9)mm/vòng
- Bước tiến chính xác theo độ chi tiết gia công
- Tra bảng 16-1 trang 23 ta co






