THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÁNH RĂNG PLASTIS

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÁNH RĂNG PLASTIS
Mục Lục Trang
Chương I: Phân tích điều kiện làm việc và yêu cầu kỹ thuật……………….…...1
- Phân tích điều kiện làm việc……………………………………….. ….……..1
- Yêu cầu kỹ thuật của sản phẩm………………………………………………..2
Chương II: Định dạng sản xuất…………………………………………………..3
Chương III: Lựa chọn phương pháp chế tạo phôi………………………………..5
3.1. Đúc trong khuôn cát…………………………………………..……………..5
3.2. Đúc trong khuôn kim loại…………………………………...……………….5
3.4. Đúc áp lực………………………………………………….………………...5
3.3. Đúc ly tâm……………………………………………….…………………...5
3.5. chọn phướng pháp chế tạo phôi……………………………………………...5
Chương IV: Thiết kế quy trình công nghệ chế tạo chi tiết….……………………7
4.1. Phân tích các đặc điểm về yêu cầu kỹ thuật bề mặt cần gia công……………7
4.2. Chọn chẩn……………………………………………………….……………7
4.3. Lập thứ tự các nguyên công…………………………………....………..…..10
4.3.1. Nguyên công 1: Tiện mặt trụ ngoài…………………………………..…..10
4.3.2. Nguyên công 2: Tiện mặt đầu B……………………………………..…...11
4.3.3. Nguyên công 3:Tiện mặt đầu C, tiện lỗ………………….…………….....12
4.3.4. Nguyên công 4: Tiện vành, vát mép 1………………………………….…13
4.3.5. Nguyên công 5: Tiện vành vát mép 2……………………………………..13
4.3.6. Nguyên công 6: Khoan 4 lỗ Ø32……………………………………….…14
4.3.7. Nguyên công 7: Tiện mặt trụ ngoài và tiện rãnh……………………….…15
4.4. Tra lượng dư cho từng bước công nghệ………………………………….....16
4.5. Tra chế độ cắt cho từng nguyên công…………………...................................15
4.5.1. Nguyên công1: Trụ ngoài………………………………………………….15
4.5.2. Nguyên công 2: Tiện mặt đầu B………… ………………………………..15
4.5.3. Nguyên công 3: Tiện mặt đầu C, tiện thô lỗ…………………..……….….18
4.5.4. Nguyên công 4: Vát mép, tiện thô vành và tiện tinh vành1…..……….…..21
4.5.5. Nguyên công 5: Vát mép, tiện thô vành và tiện tinh vành 2..………….….23
4.5.6. Nguyên công 6: Khoan 4 lỗ Ø 32…………………………..……………...27
4.5.7. Nguyên công 7: Tiện mặt trụ ngoài, tiện rãnh……………..……………....28
4.6. Tính toán thời gian cơ bản cho tất cả các nguyên công……..…………...…...29
4.6.1. Nguyên công 1: Trụ ngoài…………………………………………………30
4.6.2. Nguyên công 2: Tiện mặt đầu B………….……………..……………….....30
4.6.3. Nguyên công 3: Tiện mặt đầu C , tiện thô lỗ, tiện tinh lỗ..………………...30
4.6.4. Nguyên công 4: Tiện thô vành và tiện tinh vành, vát mép….………….......30
4.6.5. Nguyên công 5: Nguyên công 4: Thời gian tiện vành, vát mép…….……...29
4.6.6. Nguyên công 6: Thời gian khoan 4 lỗ…………………………….……......29
4.6.7. Nguyên công 7: Thời gian tiện mặt trụ ngoài, tiện rãnh……….………......30
Chương V: Thiết kế đồ gá cho nguyên tiện lỗ……………………….…………...32
5.1. Yêu cầu chung về thiết kế đồ gá chuyên dùng và ý nghĩa của nó….………...32
5.2. Xây dựng sơ đồ nguyên lý của đồ gá: định vị, kẹp chặt, lực cắt, momen
cắt, cơ cấu kẹp……………………………………………………….……...…….33
5.3.Tính toán lực kẹp cần thiết, chọn lựa cơ cấu kẹp và tính toán nguồn sinh lực………………………………………………………………………...……….33
5.4. Tính toán các chi tiết cơ bản của cơ cấu kẹp……………
CHƯƠNG I: PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC VÀ YÊU CẦU KỸ THUẬT CỦA SẢN PHẨM
- Phân tích điều kiện làm việc.
Theo đề bài ta phải “ Thiết kế quy trình công nghệ để chế tạo bánh răng có m = 5, β = 0 với sản lượng 6000 chiếc/năm”. Với điều kiện của nền cơ khí ở Việt Nam có dạng như sau.
So với các cơ cấu cơ khí truyền động khác thì truyền động bánh răng có các ưu điểm nổi bậc sau:
- Kích thước của cơ cấu truyền tải nhỏ gọn mà khả năng tải lớn.
- Tỷ số truyền chuyển động không thay đổi, quá trình ăn khớp êm.
- Hiệu suất làm việc cao có thể đến 0,97 ÷ 0,99%.
- Tuổi thọ cao làm việc tin cậy.
Do đó mà bánh răng là chi tiết cơ khí dung để truyền chuyển động rộng rãi và phổ biến trong các loại máy móc khác nhau. Chúng dùng để truyền hoặc đảo chuyển động quay tròn cùng momen xoắn giữa các trục (nhờ các cặp bánh răng ăn khớp với nhau) hoặc dùng để biến chuyển động quay thành chuyển động tịnh tiến (nhờ bánh răng ăn khớp với thanh răng ). Vật liệu chế tạo bánh răng là GX 21-40 có các thành phần sau: C = 2,8 ÷ 3,5%; Si = 1,5 ÷ 3%; Mn = 0,50 ÷ 1,0%; P = 0,1 ÷ 0,20%; S = 0,08 ÷ 0,12% [s]bk = 210 MPa [s]bu = 400 Mpa
- Yêu cầu kỹ thuật của sản phẩm.
Trong bánh răng ta cần chế tạo không có rãnh lắp then để momen xoắn. Do đó trong quá trình làm việc bánh răng là chi tiết trung gian, có nhiệm vụ truyền chuyển động từ trục này sang trục khác một cách gián tiếp. Vậy để đảm bảo bánh răng ta chế tạo hàn thành tốt nhiệm vụ của nó thì khi chế tạo ta cần chú ý đến các yêu cầu kỹ thuật sau:
- Độ đồng tâm của Ø40 và Ø186 không vượt quá 0,1mm.
- Độ không vuông góc giữa Ø40 và mặt đầu không vượt quá 0,005/100mm đường kính.
- Các bề mặt không gia công đạt cấp chính xác cấp 8 đến cấp 10, và RZ = 40µm.
CHƯƠNG II: ĐỊNH DẠNG SẢN XUẤT
Số chi tiết sản xuất trong 1 năm là:
Trong đó: N: số chi tiết được sản xuất trong một năm
N1: số sản phẩm được sản xuất trong một năm
m: số chi tiết trong một sản phẩm
β: số chi tiết được chế tạo thêm để dự trữ (5% đến 7%)
α: số phế phẩm (3% - 6%)
(chiếc/năm)
Khối lượng các chi tiết xác định theo công thức:
Q = V.g
+ Q: trọng lượng của chi tiết (kg).
+ V: thể tích chi tiết ().
+ ggang xám =(6,8¸7,4)kg/dm3 » 7,2 kg/dm3.
V1 = = 111086,92mm3.
V2 = = 6430,72mm3.
V3 = = 43567,5mm3.
V4 = = 17540,04mm3.
V5 = = 18924,78mm3.
V6 = = 17634,14mm3.
V7 = = 35268,48mm3.
V8 = = 618046,2mm3.
Thể tích của chi tiết l;à:
V = V8 – (2.V1 + 4.V2 + V3 + V4 + V5 + V6 + V7)
= 618046,2 – (2. 111086,92+ 4. 6430,72 + 43567,5 + 17540,04+ 18924,78 + 17634,14 + 35268,48)
= 618046,2 - 380831,66 = 237214,54mm3
=> Q = 0,237214,54.7,2 = 1,8kg
|
Dạng sản xuất |
Q1 - trong lượng của chi tiết |
||
|
>200 Kg |
4÷200 Kg |
||
|
Sản lượng hàng năm của chi tiết (chiếc) |
|||
|
Đơn chiếc |
<5 |
<10 |
<100 |
|
Hàng loạt nhỏ |
55÷10 |
10-200 |
100-500 |
|
Hàng loạt vừa |
100-300 |
200-500 |
500-5000 |
|
Hàng loạt lớn |
300-1000 |
500-1000 |
5000-50000 |
|
Hàng khối |
>1000 |
> 5000 |
> 500000 |
Với Q = 1,8kg, N = 6000 (chiếc/năm). Theo bảng ta chọn hàng loạt lớn.
CHƯƠNG III: LỰA CHỌN PHƯƠNG PHÁP CHẾ
TẠO PHÔI
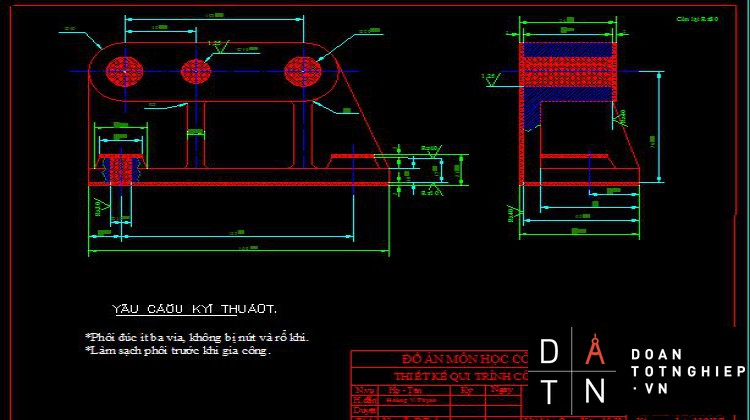
Ta có thể chọn nhiều phương pháp tạo phôi như: rèn, đúc, dập..nhưng với vật liệu GX 21-40 ta chọn phương án đúc có tính hiệu quả và ít tốn kém.
Ta có thể đúc trong khuôn cát, khuôn kim loại, đúc ly tâm, đúc áp lực… có thể làm khuôn bằng tay hay bằng máy.
3.1. Đúc trong khuôn cát.
Làm khuôn bằng tay: áp dụng cho việc đúc với dạng sản xuất đơn chiếc nhưng chi tiết có kích thước lớn, độ chính xác và năng suất phụ thuộc vào tay nghề đúc.
Làm khuôn bằng máy: áp dụng cho đúc hàng loạt vừa và hàng khối, năng suất và độ chính xác cao.
3.2. Đúc trong khuôn kim loại:
Sản phẩm có kích thước , cơ tính cao. Phương án này sản xuất cho hàng loạt lớn và hàng khối. vật đúc có khối lượng nhỏ khoảng 12kg, hình dạng vật đúc không phức tạp và không có thành mỏng.
3.3. Đúc ly tâm.
Áp dụng vật đúc có dạng tròn xoay do lực ly tâm khi rót kim loại lỏng vào khuôn quay, kết cấu của vật thể chặt hơn, nhưng khong đồng đều từ ngoài vào trong.
3.4. Đúc áp lực:
Áp dụng đối với các chi tiết có hình dạng phức tạp phương án này cho ta độ chính xác cao, cơ tính tốt.
- Cho độ bóng cao , độ chính xác cao (độ chính xác tới 0,01 mm cấp chính xác đạt cấp 5 – 7 )
- Đúc được những vật đúc phức tạp do kim loại dưới tác dụng của lực ép điền đầy khuôn tốt.
- Do khuôn kim loại dẫn nhiệt cao và nguội nhanh, hạt nhỏ mịn cơ tính cao.
Năng xuất cao.
Nhược điểm : Khuôn chế tạo giá thành cao , chóng mòn.
3.5. chọn phướng pháp chế tạo phôi.
Vậy ta chọn phương pháp chế tạo phôi là đúc trong khuôn kim loại để nâng cao chất lượng phôi.
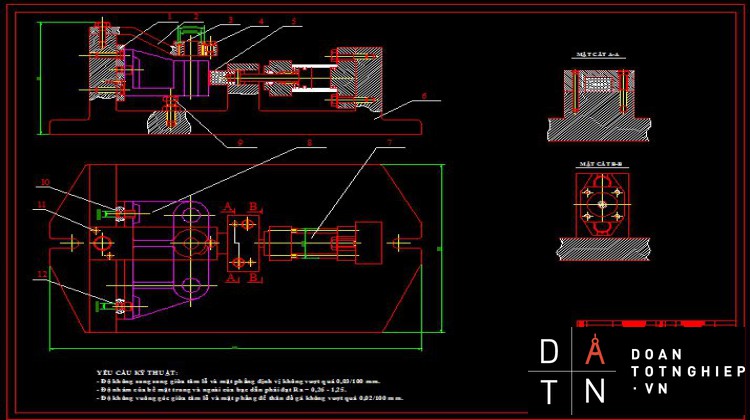
Bản vẽ hòm khuôn đúc
CHƯƠNG IV: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHẾ TẠO CHI TIẾT
4.1. Phân tích các đặc điểm về yêu cầu kỹ thuật bề mặt cần gia công.
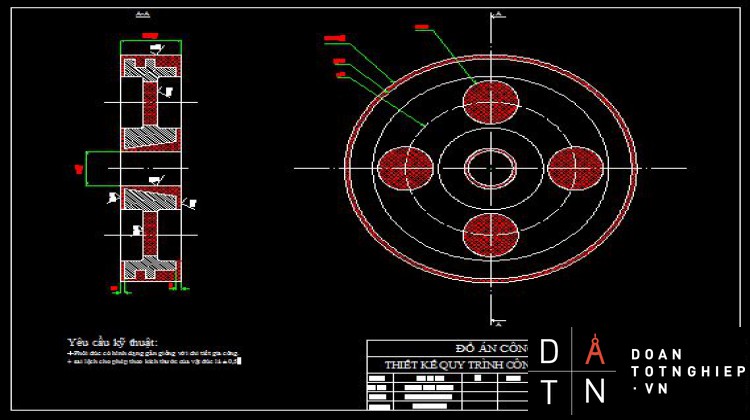
Bánh răng có đường kính đỉnh D = 200 mm theo tài liệu tính toán thiết kế chi tiết máy của TS.Trần Thọ bánh răng được khoét lõm và tạo lỗ để giảm khối lượng, dễ dàng vận chuyển tăng khả năng đồng đều về cơ tính khi nhiệt luyện.
Chi tiết được chế tạo từ gang xám GX21-40. Thuộc họ bánh răng trụ răng thẳng dạng đĩa. Do đó khi nhiệt luyện có thể bị cong vênh và gây sai số.
vYêu cầu kỹ thuật
- Bề mặt chu vi của chi tiết .
- Bề mặt lỗ f 40 đạt độ nhám Ra = 1,25.
- Độ nhám bề mặt đầu chi tiết đạt Ra = 2,5.
- Chiều rộng vành răng bw = 30 mm.
- Độ không đồng tâm giữa Ø40 và Ø190 không vượt quá 0,1 (mm).
- Độ không vuông góc giữa mặt ngoài và Ø40 ≤ 0,05/100 (mm).
- Các bề mặt không gia công đạt cấp chính xác cấp 8 đến cấp 10, Rz = 40µm.
- Để đảm bảo độ đồng tâm giữa lỗ và mặt ngoài, độ vuông góc giữa lỗ và mặt đầu ® Chọn chuẩn tinh là bề mặt lỗ.
- Trình tự các nguyên công. Phân tích việc lựa chọn chuẩn, chọn máy, dao, trang bị công nghệ cho mỗi nguyên công.
4.2. Chọn chẩn.
+Chuẩn tinh là hệ lỗ và mặt đầu.
Yêu cầu:
Đảm bảo phân bố đủ lượng dư cho các bề mặt gia công.
Đảm bảo độ chính xác tương quan giữa các bề mặt lỗ và đường chia của răng
Nguyên tắc:
- Yêu cầu của việc chọn chuẩn tinh :
Chuẩn tinh phải đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công với nhau .
Chuẩn tinh phải đảm bảo phân bố lượng dư cho các bề mặt gia công với nhau
- Những lời khuyên khi chọn chuẩ tinh :
Cố gắng chọn chuẩn tinh là chuẩn tinh chính như vậy sẽ làm chi tiết có vị trí tương tự như lúc làm việc.
Cố gắng chọn chuẩn tinh thống nhất cho nhiều lần gá đặt.
Thực hiện các nguyên tắc này sẽ giảm được đáng kể số lượng và chủng loại đồ gá.
Căn cứ vào các yêu cầu chọn chuẩn tinh đồng thời dựa vào kết cấu và yêu cầu kỹ thuật của bánh răng ta chọn lỗ làm chuẩn tinh.
- Chọn chuẩn thô
Mục đích chọn chuẩn thô là để gia công chuẩn tinh.
Chọn chuẩn thô phải xuất phát từ chuẩn tinh ta dự định sử dụng trong quá trình gia công chi tiết
Chuẩn thô là tập hợp các đường điểm , bề mặt chư gia công lần nào hoặc đã gia công nhưng chất lượng các bề mặt gia công còn rất thấp thường được dùng trong nguyên công đầu tiên .
Chọn chuẩn thô phải đảm bảo hai yêu cầu sau:
- Phân bố lượng dư đồng đều cho các bề mặt gia công.
- Đảm bảo độ chính xác tương quan giữa các bề mặt.
- Xuất phát từ yêu cầu đó ta có 5 nguyên tắc chọn chuẩn:
Theo một phương kích thước nhất định, nếu trên chi tiết gia công có một bề mặt nào đó không gia công thì nên chọn bề mặt đó làm chuẩn thô.
Theo một phương kích thước nhất định, nếu trên chi tiết gia công có hai bề mặt nào đó không gia công thì nên chọn bề mặt nào yêu cầu về độ chính xác về vị trí tương quan so với mặt gia công cao nhất làm chuẩn thô.
Theo một phương kích thước nào đó, chuẩn thô không chỉ được dùng một lần trong quá trình gia công, nếu không thì dẫn đến sai số về vị trí tương quan giữa các bề mặt gia công với nhau.
Với chi tiết gia công ta thấy các bề mặt chi tiết đều tham gia gia công cơ, nên ta chọn bề mặt nào đó có độ chính xác tương quan về vị trí các bề mặt khác cao nhất và bằng phẳng nhất làm chuẩn thô. Cụ thể chọn bề mặt đầu và trụ ngoài.
Mặt đầu khống chế 3 bậc tự do.
Mặt trụ ngoài khống chế 2 bấc tự do.
Chọn chuẩn thô là hệ mặt đầu và mặt trụ ngoài :
Ưu điểm :
Độ chính xác vệ vị trí tuơng quan cao giữa mặt lỗ và mặt định vị.Lượng dư của bề mặt định vị được phân bố đồng đều.Thời gian gá đặt nhanh.
Nhược điểm :
Độ cứng vững không cao
Độ chính xác về vị trí tương quan giữa các bề mặt còn lại với lỗ không cao.
Chọn chuẩn thô là hệ mặt đầu và phôi của bề mặt đỉnh răng:
Ưu điểm : Đảm bảo phân bố lượng dư đồng đều cho bề mặt phôi bánh răng
Độ chính xác về vị trí tương quan cao giữa bề mặt lỗ và bề mặt phôi của đỉnh răng.Độ cứng vững cao.
Nhược điểm : Kết cấu đồ gá cồng kềnh. Độ chính xác tương quan giữa các bề mặt còn lại với lỗ không cao.
Chọn chuẩn thô là mặt trụ đầu và mặt trong của vành răng :
Ưu điểm : Gá đặt nhanh , đơn giản , độ định tâm cao.
Nhược điểm : Độ cứng vững của hệ thông không cao. Không đảm bảo độ vuông góc giữa mặt đầu và mặt trụ ngoài.
4.3. Lập thứ tự các nguyên công.
Nguyên công 1: Tiện mặt trụ ngoài.
Nguyên công 2 Tiện mặt đầu B.
Nguyên công 3: Tiện thô mặt đầu C , tiện lỗ.
Nguyên công 4: Tiện vành và vát mép 1.
Nguyên công 5: Tiện vành và vát mép 2.
Nguyên công 6: khoan 4 lỗ Ø32.
Nguyên công 7 : Tiện trụ ngoài và tiện rãnh.
Nguyên công 8: Kiểm tra độ không vuông góc giữa Ø40 với mặt đầu.
4.3.1. Nguyên công 1:
+ Tiện thô mặt trụ ngoài.
4.3.2. Nguyên công 2:
+ Bước1: Tiện thô mặt đầu B.
+ Bước 2: Tiện tinh mặt đầu B.
- Chi tiết được địn vị bằng mâm cặp khống chế 5 bậc tự do.
- Chọn máy: Máy tiện T616:( sổ tay CTM tập 3. bảng 9-4 trang 17 )
Máy có các thông số như sau:
- Đường kính gia công: 20-320(mm)
- Chiều dài chi tiết gia công: 400-500mm
- Dịch chuyển lớn nhất của bàn dao dọc: 640-930-1330mm
- Dịch chuyển lớn nhất của bàn dao ngang: 250mm
- Phạm vi bước tiến dao dọc: 0,07-4,16mm/vg
- Phạm vi bước tiến dao dọc: 0,035-2,18mm/vg
- Công suất động cơ tiện: 7,5-10kW
- Chọn dao: Tra bảng (4.6) Sổ tay CNCTM1:
+ Bước 1: Dao tiện ngoài thân cong góc nghiêng chính 900 gắn mảnh hợp kim cứng b = 20, n =8, l = 20, R = 1,5.
+ Bước 2: Dao tiện ngoài thân thẳng gắn mảnh hợp kim cứng: j = 450, b = 20, n=12, l = 16, R =1,5.
+ Bước 3: Dao tiện ngoài thân cong có góc nghiêng chính j = 900 gắn mảnh hợp kim cứng, b = 16, h= 20, L = 120, n = 6, l = 16, R = 1
4.3.3. Nguyên công 3:
+ Bước1: Tiện thô mặt đầu C.
+ Bước 2: Tiện tinh mặt đầu C.
+ Bước 3: Tiện thô lỗ.
+ Bước 4: Tiện tinh lỗ.
- Chọn máy: Máy tiện T616:( tương tự như nguyên công 1 )
- Chọn dao: Tra bảng (4.6) Sổ tay CNCTM1:
+ Bước 1: Dao tiện ngoài thân cong góc nghiêng chính 900 gắn mảnh hợp kim cứng b = 20, n =8, l = 20, R = 1,5.
+ Bước 2: Dao tiện ngoài thân thẳng gắn mảnh hợp kim cứng: j = 450, b = 20, n=12, l = 16, R =1,5.
+ Bước 3: Dao tiện lỗ có góc nghiêng chính j = 600 gắn mãnh hợp kim cứng, kiểu 2: h = 16, b = 12, L = 170, p = 80, n = 6, l = 12.
+ Bước 4: Tiện tinh lỗ: Chọn dao như bước 3.
4.3.4. Nguyên công 4:
+ Bước 1: Tiện vát mép Ø60, Ø136.
+ Bước 2: Tiện thô vành 1.
+ Bước 3: Tiện tinh vành 1.
- Chọn máy: Máy tiện T616:( sổ tay CTM tập 3. bảng 9-4 trang 17 )
- Chọn dao: Tra bảng (4.6) Sổ tay CNCTM1:
+ Bước : Dao tiện ngoài thân thẳng gắn mảnh hợp kim cứng: j = 450, b = 20, n = 12, l = 16, R = 1,5.
+ Bước 2: Dao tiện rãnh: H = 25, B = 6, l = 125, a = 6, g = 12.
+ Bước 3: Chọn dao như bước 2.
4.3.5. Nguyên công 5:
+ Bước 1: Tiện vát mép Ø60, Ø136.
+ Bước 2: Tiện thô vành 2.
+ Bước 3: Tiện tinh vành 2.
4.3.6. Nguyên công 6: Khoan 4 lỗ Ø32:
4.3.7. Nguyên công 7: Tiện mặt trụ ngoài và tiện rãnh.
+ Bước 1: Tiện thô mặt trụ ngoài.
+ Bước 2: Tiện tinh mặt trụ ngoài.
+ Bước 3: Tiện thô rãnh.
+ Bước 4: Tiện tinh rãnh.
4.3.8. Nguyên công 8: Tổng kiểm tra.
4.4. Tra lượng dư cho từng bước công nghệ.
Tra lượng dư tổng cộng cho các bề mặt gia công và dung sai kích thước phôi.
Độ chính xác phôi cấp I, khối lượng chi tiết là 1,8kg, vật liệu gang xám GX21-40. Dựa vào bảng 3-95 /trang 252 (sổ tay công nghệ chế tạo máy I) tra được lượng dư của các bề mặt là: Lượng dư mặt dưới, mặt bên cạnh, mặt trước, mặt sau là 2,5mm, mặt trên là 3mm.
Dung sai kích thước phôi: ±0,5mm
Lượng dư phôi
4.4.1. Nguyên công 1: Tiện trụ ngoài.
+ Khi gia công thô lấy lượng dư về mỗi phía là 2mm.
4.4.2. Nguyên công 2: Tiện mặt đầu B.
+ Khi gia công thô lấy lượng dư về mỗi phía là 2mm.
+ Khi gia công tinh lấy lượng dư về mỗi phía là 0,5mm.
4.4.3. Nguyên công 3: Tiện mặt đầu C, tiện thô lỗ.
+ Khi gia công thô lấy lượng dư về mỗi phía là 2mm.
+ Khi gia công tinh lấy lượng dư về mỗi phía là 0,5mm.
4.4.4. Nguyên công 4: Vát mép, tiện thô vành và tiện tinh vành 1.
+ Khi gia công thô lấy lượng dư về mỗi phía là 2mm
+ Khi gia công tinh lấy lượng dư về mỗi phía là 0,5mm.
+ Vát mép 1,5 x 450
4.4.5. Nguyên công 5
+ Khi gia công thô lấy lượng dư về mỗi phía là 2mm.
+ Khi gia công tinh lấy lượng dư về mỗi phía là 0,5mm.
+ Vát mép 1,5 x 450
4.4.6.Nguyên công 6: Khoan 4 lỗ Ø 32.
+ Khoan 4 lỗ Ø32 lấy lượng dư là 8mm.
4.4.7. Nguyên công 7: Tiện mặt trụ ngoài, tiện rãnh.
4.4.8. Nguyên công 8: Tiện mặt trụ ngoài, tiện rãnh.
+ Khi gia công thô lấy lượng dư về mỗi phía là 2mm.
+ Khi gia công tinh lấy lượng dư về mỗi phía là 0,5mm.
4.5. Tra chế độ cắt cho từng nguyên công.
4.5.1. Nguyên công 1:Trụ ngoài.
- Bước 1: Tiện thô mặt trụ ngoài.
Ta có t = 2mm; D = Ø162mm; s = 0,42; Vb= 97m/ph tra bảng 5-65[2]
+ Tốc độ cắt được tính toán theo công thức:
V = = Vb.kv
Trị số tuổi thọ trung bình của tuổi bền T: Chọn T = 45ph
Hệ số kv= k.k.k.k
Trong đó: k= Bảng 5-1[2]
HB = 190 => k= 1.
k= 0,83(Bảng 5-6[2])
k= 1(Bảng[2]).
k= 1,4.
=> kv= 1.0,83.1.1,4 = 1,2
Vb = 97(m/ph)
=> Vt = 0,78.97 = 75,66(m/ph).
Số vòng quay trục chính là:
nt =
= = 148,74(vòng/ph)
Vậy chọn theo nm = 160(vg/ph). Do đó tốc độ cắt thực tế là:
=> Vtt = == 81,34(mm/ph)