Quy trình công nghệ gia công trục xoắn Kỹ Thuật Cao Thắng


NỘI DUNG ĐỒ ÁN
THUYẾT MINH Quy trình công nghệ gia công trục xoắn Kỹ Thuật Cao Thắng
PHÂN TÍCH SẢN PHẨM
- Phân tích hình dạng v kết cấu:
-Phôi được chế tạo từ thép C45 bằng phương pháp cán. Do vậy kết cấu v hình dng của cc mặt ngồi v mặt trong không gây khó khăn khi tạo phôi.
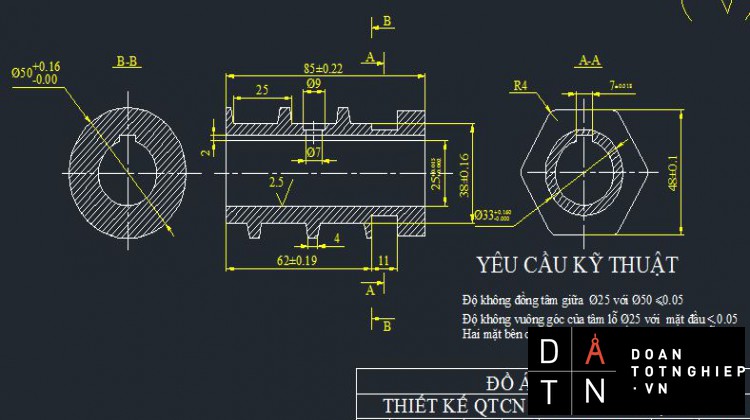
- Chi tiết trục xoắn là chi tiết dang trục. Phần lớn các mặt gia công là mặt trụ ngoài ,mặt trụ trong , rnh xoắn và mặt phẳng. Chi tiết có kích thước lớn nhất là L=85±1, 48±0.03, Þ50±0.1, Þ25+0.03, Þ33+0.25
- Ngồi ra cịn cĩ 2 lỗ bậc ;1 lổ Þ9, 1 lỗ Þ7 tất cả đều không có ren .
2. Phân tích công dụng và điều kiện làm việc
- Trục xoắn có nhiều tác dụng , nhưng tác dụng chính là truyền chuyển động quay ,truyền mômen xoắn va tạo ra lực nghiền ,được sử dụng chính trong máy xay caphê .
3. Phân tích vật liệu sản phẩm
a. Gải thích kí hiệu
Vật liệu chế tạo trục xoắn là thép Cacbon
- Kí hiệu : C45
+ C: chỉ kí hiệu của thép
+ 45 : chỉ thành phần cacbon
b. các thành phần cơ bản của vật liệu ;
+Thép có thành phần chủ yếu là sắt (Fe) và cacbon (C) trong đó :
-Cacbon (C ) từ3 ÷ 3,8%
-Silic (Si ) từ 0,5 ÷ 3%
-Mangan (Mn ) từ 0,5 ÷ 3%
-Photpho (P) từ 0,15 ÷ 0,4%
-Lưu huỳnh (S) từ 0,12 ÷ 0,2%
c. Cơ tính và độ cứng cùa vật liệu.
-thép có độ bền kéo nhỏ, độ dẻo, độ dai kém. Nhưng bù lại thép có ưu điểm chịu va đập, giảm chấn động, chịu mi mịn, dễ cắt gọt.
- Độ cứng HB = 163 ÷ 229 kg/mm3
4. Phân tích về yêu cầu kỹ thuật của chi tiết
a. Kích thước có sai lệch giới hạn chỉ dẫn.
+ Kích thước : Ø50+0.5mm.
- Kích thước danh nghĩa : DN =50mm.
- Sai lệch giới hạn trên : ES = 0.5mm.
- Sai lệch giới hạn dưới :EI =0.
- Dung sai :TD = ES – EI = 0.5mm= 500µm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước Ø50+0.5mm đạt cấp chính xác 7.
+ Kích thước : Ø33+0.25
- Kích thước danh nghĩa : DN =33mm.
- Sai lệch giới hạn trên : ES = 0.25mm.
- Sai lệch giới hạn dưới :EI =0.
- Dung sai :TD = ES – EI = 0.25mm= 250µm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước Ø33+0.25 đạt cấp chính xác 12.
+ Kích thước : Ø38+0.15
- Kích thước danh nghĩa : DN =38mm.
- Sai lệch giới hạn trên : ES = 0.15mm.
- Sai lệch giới hạn dưới :EI =0.
- Dung sai :TD = ES – EI = 0.15m= 150mm.
- đạt cấp chính xác Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước Ø38+0.15 đạt cấp chính xác 12
+ Kích thước : Ø7+0.12mm.
- Kích thước danh nghĩa : DN =7mm.
- Sai lệch giới hạn trên : ES = 0.12mm.
- Sai lệch giới hạn dưới :EI =0.
- Dung sai :TD = ES – EI = 0.12mm= 120µm.
- đạt cấp chính xác Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước Ø7+0.12 đạt cấp chính xác 12
+ Kích thước : 85±1mm.
- Kích thước danh nghĩa : dN =80mm.
- Sai lệch giới hạn trên : es = 1mm.
- Sai lệch giới hạn dưới :ei =-1mm
- Dung sai: Td = es – ei = 2mm =2000µm
+ Kích thước : 11+0.012 mm.
- Kích thước danh nghĩa : dN =11mm.
- Sai lệch giới hạn trên : es = 0.012mm
- Sai lệch giới hạn dưới :ei = 0mm.
- Dung sai : Td = es – ei = 0.012mm = 12µm
- đạt cấp chính xác Tra bảng trị số dung sai tiêu chuẩn kích thước 11+0.012 đạt cấp chính xác 7
- Các kích thước không chỉ dẫn:
Đối với các kích thước không chỉ dẫn gồm có các kích thước.
- Kích thước giữa hai mặt gia công .
- Kích thước giữa hai mặt không gia công.
- Kích thước của các góc lượn , mép vát…
Theo quy định trong TCVN 2244-77 và 2245-77 thì đối với kích thước không chỉ dẫn ta chọn cấp chính xác từ 12 đến 17.
+ Kích thước : 48±0.3mm.
- Kích thước danh nghĩa : dN =48mm.
- Sai lệch giới hạn trên : es = 0.3mm.
- Sai lệch giới hạn dưới :ei = -0.3mm.
- Dung sai : Td = es – ei = 0.6mm.
- Tra bảng sai lệch cho phép của vật đúc cấp chính xác cấp II
+ Kích thước : Ø25±0.1mm.
- Kích thước danh nghĩa : dN =76mm.
- Sai lệch giới hạn trên : es = 0.8mm.
- Sai lệch giới hạn dưới :ei = -0.8mm.
- Dung sai : Td = es – ei = 1.6mm.
- Tra bảng sai lệch cho phép của vật đúc cấp chính xác cấp II
5. Phân tích độ chính xác về chất lượng bề mặt của chi tiết gia công
Theo bản vẽ chi tiết thì bạc hai nửa có các cấp độ nhám sau.
- các mặt trong Ø 25+0.1mm, Ø 38+0.025mm có độ nhám Ra=2.5, theo TCVN 2511-95 thì kích thước này đạt cấp độ nhám cấp 7.
- Các lỗ Ø7+0.15 và Ø9+0.12 có độ nhám Rz=40 theo TCVN thì kích thước đạt cấp độ nhám 12.
- Kích thước 11+0.1 có độ nhám Rz = 40, theo TCVN 2511-95 thì kích thước này đạt cấp độ nhám cấp 12.
- Kích thước 4+0.012 có độ nhám Ra = 2.5, theo TCVN 2511-95 thì kích thước này đạt cấp độ nhám cấp 7.
+Giải thích kí hiệu:
- Ra: l sai lệch trung bình số học của profin.
- Rz: là chiều cao mấp mô của profin của 10 điểm.
6. Phân tích độ chính xác về hình dng hình học v vị trí tương quan .
+ Dung sai về vị trí tương quan.
Dựa vào yêu cầu kỹ thuật của chi tiết gia công ta phân tích như sau.
- Độ không đồng tâm giữa Ø25 với Ø50 ≤ 0.1
- Độ không vuông góc của tâm lỗ Ø 25 với 2 mặt đầu ≤ 0.1
- Độ không song song giữa rnh then đối với tâm trục ≤ 0.01
+Độ bóng bề mặt:
- Lỗ Ø 25+0.1mm đạt độ nhám Ra 2.5
- và lỗ Ø7+0.12mm Ø9+0.15 đạt độ nhám Rz40
+ Phân tích độ chính xác về hình dng hình học
- Lỗ Ø25+0.1mm có dung sai độ trịn là ≤0.016
- Lỗ Ø7+0.1mm có dung sai độ trịn l ≤0.05
- Lỗ Ø9+0.1 mm có dung sai độ trịn l ≤0.05
B. Biện Luận Dạng Sản Xuất .
Để xác định sản lượng hàng năm của chi tiết ta cần tính khối lượng chi tiết :
Ta có : m = V.
Trong đó :
+ m là khối lượng chi tiết
+ :là khối lượng riêng của vật liệu làm chi tiết.
Đối với THEP thì ta lấy = 7,8kg/dm3.
Chi tiết có dạng hình trụ nên thể tích chí tiêt được tinh theo công thức sau
V = πR2.h
Trong đó :
+ R là bán kính chi tiết
+ h là chiều cao chi tiết
- Thể tích Ø50: V1
V1 = πR2.h= 3,14. 252 .85 = 166812mm3
- Thể tích Ø 25: V2
V2 = πR2.h= 3,14. 122 .85 = 38433mm3
- Thể tích Ø 7: V3
V3 = πR2.h = 3,14 . 32 . 2.5= 70mm3
- Thể tích Ø 9: V4
V4 = πR2.h= 3,14. 42 .2.5 = 125mm3
- Thể tích 5 hình thang: V5
V5 =a.b.h= ½ . 12(20+22)50 .5 = 63000 mm
+Thể tích chi tiết V
V=V1- (V2+V3+V4+V5)
=166812 – (38433+70+125+63000)
V=65184mm3 = 0.00065184dm3
Khối lượng chi tiết
m = V. = 0,00065148 . 7,8 = 0,9 kg
Vậy khối chi tiết : m = 0,9kg
vDạng sản suất
- khối lượng chi tiết gia công là 0,9kg ( < 4kg)
- sản lượng chi tiết 500 chiếc năm tra bảng 2.6 ( thế kế đồ án công nghệ chế tạo máy ) ta chọn dạng sản xuất hàng loạt vừa
C. Phân tích việc chọn phôi , phương pháp chế tạo phôi và xác định lượng dư gia công
1. Phân tích việc chọn phôi
Có nhiều phương pháp chê tạo phôi, nhưng trục xoắn có vật liệu là thép, nên chỉ có phương pháp cán nóng là phù hợp nhất.
- phôi cán lượng dư phân bố điều , tiết kiệm vật liệu , độ đồng điều cùa phôi cao.
- Tuy nhiên phương pháp cán này cũng có một số khuyết điểm là khó phát hiện các khuyết tật bên trong chỉ phát hiện khi gia công nên làm giảm nãng suất và hiệu quả công việc.
2. Phương pháp chế tạo phôi
Có nhiều phương pháp chế tạo phôi
- Phương pháp cán nóng
- Phương pháp cán nguội
vKết luận.
- Với những yêu cầu chi tiết đã cho và những mặt kinh tế, mặt sản xuất ta chọn phương pháp cán nóng .
- Phôi đạt cấp chính xác cấp 2
- Độ nhám Rz =160 - 80µm.
3. Xác định lượng dư gia công.
Ta có :
N:lượng dư gia công
N=85:50 =1.7≤4
- Tra bảng 28-1 lưọng dư gia công chi tiết lồng phôi 3 mm
vSai lệch cho phép về kích thước của phôi cán
Tra bảng 2-11( thiết kế đồ án công nghệ chế tạo máy ) phôi cán cấp chính xác cấp II
- Kích thước Ø50mm có sai lệch giới hạn là ±0.8mm
- Kích thước Ø25mm có sai lệch giới hạn là ±0.5mm
- Kích thước Ø38mm có sai lệch giới hạn là ±0.5mm
- Kích thước 85mm có sai lệch giới hạn là ±0.5mm
vYêu cầu kỹ thuật của phôi cán
- Phôi cán phải đúng các kỹ thuật
- Phôi không bị chay, vênh, cong, khuyết tật biến cứng.
- Bề mặt không nứt , làm sạch bavia
D. Biện Luận Quy Trình Công Nghệ.
1. Biện luận chung.
- Sự sắp xếp các nguyên công có ảnh hưởng đến chất lượng sản phẩm ành hưởng đến quá trình gia công. Chính vì thế, thứ tự các nguyên công cần được sắp xếp hợp lý. Trong quá trình công nghệ gia công trục xoắn ta sắp xếp như sau.
- Nguyên công I: Chuẩn bị phôi
- Nguyên công II: Xén 2 mặt đầu trên máy tiện chuyên dùng.
- Nguyên công III: khoang, khoét lổ Ø 25 mm.
- Nguyên công IV :Tiện trơn L=85 ,trích rnh L=11
- Nguyên công V: Tiện rnh xoắn L=62mm
- Nguyên công VI: phay lục giác L=48 ,vê dầu lục giác R4 trên đầu phân độ.
- Nguyên công VII: Khoan lỗ Ø7 khoét lỗ Ø9 .
- Nguyn cơng VIII:Xoc rnh then L=85
- Nguyên công IX: Tổng kiểm tra
2. Biện luận từng nguyên công.
vNguyên Công I: Chuẩn bị phôi
- Cắt đứt .
- Làm sạch bavia .
- Nhiệt luyện
- Kiểm tra các kích thước của phôi, khuyết tật của phôi, vì trong quá trình cán phần kim loại dễ bị thót vào hoặc nở ra nên ta phải kiểm tra kích thước.
vNguyên côngII : Xén 2 mặt đầu A,
Bước 1 : Tiện thô cùng lúc 2 mặt đầu A, đạt kích thước 25±0.1, đạt độ nhám Rz40
- Chọn máy:
- Chọn máy tiện chuyên dùng
- Đặc tính máy:
- Chiều cao tâm 200mm
- Phạm vi điều chỉnh tốc độ :44-2000V/p
- Khoảng cách giữa 2 tâm 1400
- Công suất động cơ 10kw
- Giới hạn bước tiến (mm/vòng)
Dọc : 0.07-4.16
Ngang : 0.035-2.08
Đinh vị và kẹp chặt.
- Mâm cặp trên máy chuyên dùng khử 4 bậc tự do
- Dao đinh vi 1 bậc tư do
- Dụng cụ đo
Thước cặp 1/50, calip
- Dụng cụ cắt.
- Dao tiện đạt kích thước gắn mảnh hợp kim cứng :BK6 – 20x30
- Xác định chế độ cắt.
- Chiều sâu cắt thô t=1,5mm và chiều sâu cắt tinh = 0.5mm
- Lượng chạy dao ,tra bảng (10-2) sổ tay công nghệ chế tạo máy .ta chọn S=1.2mm/vòng
- Tốc độ cắt
Tra bảng (1-1) ta có
Cv =324 : Tm =30; Xv =0.20; Yv=0.40; m=0.28
Thay vào
.............................
Q : lực cắt khi khoan
a: khoảng cách từ tậm dao đến tâm thân kẹp
a=4mm
f : là hệ số ma sát ( f= 0.1-0.15 ) .Chọn f=0.12
Công thức tính lực cắt khi khoan:
- Lực kẹp khi khoan 2 lỗ
Với khoảng cách a=4
Do đó :
- Tính và chọn các chi tiết định vị và kẹp chặt :
- Cơ cấu kẹp chặt
- Chọn Bulong M10 thép C45
- Đai ốc M10 thép C45
- Vít M8 thép C45
- Vít M6 thép C45
- Vòng đệm thép CT3
- Chốt trụ ngắn có vai thép C45
- Thân đồ gá bằng gang GX 15-52
- Hoạt động của đồ gá
-Chi tiết được định vị trên mặt phẳng tỳ trên thân đồ gá.và khối V cố định ,chốt trụ định vị chống xoay.sau đó được kẹp chặt bằng bulong đai ốc M30 qua qua thanh kẹp. sau đó rút chốt định vị chống xoay ra.(bằng tay) rồi tiến hành gia công.
- khi gia công xong ta tiến hành lấy chi tiết bằng cách tháo lỏng Bulong M30 sau đó tháo thanh kẹp ra lúc này ta tháo chi tiết theo phương ngang.
F. Bảo quản đồ gá :
- Không để phôi bám trên bề mặt định vị sau mỗi lần gia công và trước mỗi lần gia công chi tiết mới, khi sử dụng xong cần làm vệ sinh sạch sẽ tra dầu vào các chi tiết lắp ghép .
- Khi không sử dụng phải ngâm dầu để tránh rỉ sét
- Kiểm tra đồ gá trước khi gia công .
Sai số chuẩn









