THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ ĐẠI HỌC KỸ THUẬT ĐÀ NẴNG KHOA CƠ KHÍ ĐỘNG LỰC


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ ĐẠI HỌC KỸ THUẬT ĐÀ NẴNG KHOA CƠ KHÍ ĐỘNG LỰC
LỜI NÓI ĐẦU
Đất nước ta đang trong công cuộc “ Công nghiệp hoá, hiện đại hoá đất nước“, do đó việc sản xuất, cung cấp đầy đủ các thiết bị, công cụ cho các ngành kinh tế quốc dân, tạo tiền đề cho các ngành này phát triển là một điều có ý nghĩa vô cùng to lớn.
Muốn vậy, người sinh viên ngành cơ khí giao thông nói riêng cũng như sinh viên các ngành cơ khí khác nói chung cần phải có khả năng giải quyết tốt một vấn đề tổng hợp về công nghệ chế tạo máy, sát với thực tế sản xuất sau này.
Trên tinh thần đó, đồ án công nghệ chế tạo máy là một phần bắt buộc với mọi sinh viên cơ khí giao thông, nhằm tạo điều kiện cho sinh viên tổng hợp các kiến thức đã học, so sánh, cân nhắc với thực tế sản xuất, để đưa ra một phương án giải quyết sao cho hợp lí nhất.
Trong đồ án công nghệ chế tạo máy này, em được giao nhiệm vụ thiết kế gối đỡ. Đây là một chi tiết rất phổ biến, thường thấy trong sản xuất. Nó dùng để lắp trục, các chi tiết khác lên để tạo thành một bộ phận máy nhằm thực hiện một nhiệm vụ nào đó.
Trong quá trình thực hiện đồ án, em đã cố gắng tìm tòi, nghiên cứu các tài liệu, làm việc một cách nghiêm túc với mong muốn hoàn thành đồ án tốt nhất. Tuy nhiên, vì bản thân còn ít kinh nghiệm thực tế cho nên việc hoàn thành đồ án lần này không thể không có thiếu sót. Em vô cùng mong muốn nhận được sự xem xét và chỉ dẫn của thầy.
Sinh viên
PHẦN I: XÁT ĐỊNH DẠNG XẢN XUẤT VÀ TẠO PHÔI
1:PHÂN TÍCH CHI TIẾT GIA CÔNG
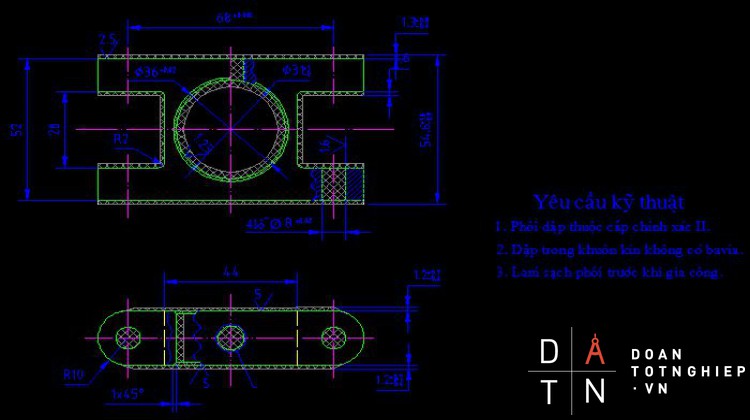
Chi tiết này là gối đỡ, được dùng để lắp trục lên nó vì vậy cần phải có độ cứng vững và ổn định cao.
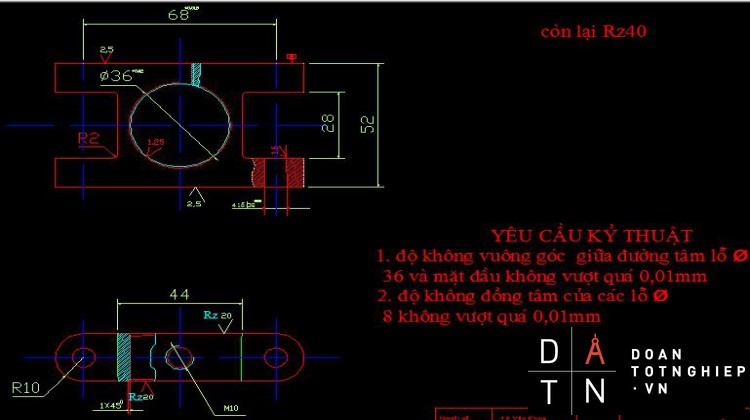
Bề mặt làm việc chủ yếu của gối đỡ là mặt trụ tròn f36 mm. Cho nên bề mặt này phải có các yêu cầu kỹ thuật hợp lí, đảm bảo sự hoạt động bình thường của trục và gối đỡ.
Bề mặt đáy dùng lắp đặt gối nên yêu cầu độ phẳng để tạo sự tiếp xúc tốt, tránh cho gối bị nghiêng, rung động khi có tải trọng động.
Bề mặt đỉnh dùng làm mặt tỳ cho các đầu bulông nên cần độ phẳng tạo điều kiện tiếp xúc tốt và bulông không bị cong khi xiết chặt.
4 lỗ f8 mm dùng lắp bulông cố định gối nên đường tâm của chúng phải vuông góc với mặt đỉnh và lỗ phía trên, phía dưới phải đồng tâm để có thể lắp bulông được.
Với đặc điểm làm việc như trên, ta thấy kích thước f36 mm, vị trí các lỗ f8 mm là những kích thước quan trọng của chi tiết gối đỡ này.
Trên cơ sở đã phân tích, gối đỡ cần có các yêu cầu kỹ thuật cơ bản như sau:
+ Bề mặt trụ f36 mm phải được gia công vớicấp chính xác (IT7¸IT8), nhám bề mặt Ra = (0,63¸1,25), cấp chính xác hình dạng khoảng (6¸7), độ không vuông góc giữa đường tâm lỗ và mặt đâù không vượt quá 0,01mm trên 100 mm bán kính.
+ 4 lỗ f8 mm gia công với cấp chính xác (IT7¸IT8), mối ghép bulông lỏng nên chọn Ra = 1,6, cấp chính xác hình dạng (7¸8), độ không vuông góc giữa đường tâm f8 mm là 0,01 mm. Dung sai độ đồng tâm của các lỗ f8 mm trên và dưới bằng nữa dung sai đường kính lỗ của nó.
Gối đỡ được làm bằng thép 45 có thành phần hoá học như sau:
|
C |
Si |
Mn |
S |
P |
Ni |
Cr |
|
0,4¸0,5 |
0,17¸0,37 |
0,5¸0,8 |
0,045 |
0,045 |
0,30 |
0,30 |
Thép 45 là loại thép cacbon chất lượng tốt, phù hợp với điều kiện làm việc và kích thước chi tiết.
Như vậy, sau khi so sánh các yêu cầu kỹ thuật cho thay đổi, bổ sung một số yêu cầu:
+ Độ nhám bề mặt lỗ f8 mm là 1,6.
+ Độ không đồng tâm của các lỗ f8 mm không vượt quá 0,01mm trên toàn bộ chiều dài lỗ.
+ Độ nhám 2 bề mặt đầu là Rz = 20
Phân tích tính công nghệ trong kết cấu:
Chi tiết được chế tạo với vật liệu thép 45.Kết cấu chi tiết đơn giản, có nhiều ưu điểm: các lỗ f8 mm thông suốt nên dễ gia công, các bề mặt còn lại không phức tạp lắm.
Tuy nhiên, kết cấu cũng tồn tại một số nhược điểm không thuận lợi:
+ Lỗ f8 mm nằm về hai phía nên khó đảm bảo độ đồng tâm, khoảng tâm các lỗ f8 mm quá bé nên không thể áp dụng phương pháp gia công bằng máy nhiều trục.
+ Bề dày hai bên lỗ f36 mm bé (4 mm) nên lỗ dễ bị biến dạng khi nhiệt luyện. Do đó ta phải xem xét kỹ khi gia công bề mặt lỗ này.
Riêng các bề mặt còn lại ta có thể dễ dàng đạt được các yêu cầu bằng các phương pháp gia công phổ biến hiện nay.
Xét về dạng chi tiết điển hình thì gối đỡ thuộc dạng hộp. Việc phân loại này sẽ tạo điều kiện thuận lợi cho gia công.
2: định dạng sản xuất.
Ta xác định dạng sản xuất nhằm tạo cơ sở cho quá trình tổ chức công nghệ.
Để xác định dạng sản xuất, ta dùng công thức:
N: số chi tiết sản xuất trong một năm .
N1: số sản phẩm được sản xuất trong một năm.
N1 = 3000 (chiếc / năm)
m: số chi tiết trong một sản phẩm.
m = 1
: số chi tiết được chế tạo thêm để dự trữ.
Chọn =5%
Vậy: (chi tiết / năm)
Xác định trọng lượng của chi tiết:
+ Giả sử điền đầy chi tiết, khi đó thể tích chi tiết là:
(mm3)
+ Thể tích các khoảng trống phải cắt bỏ:
- 4 lỗ f8 mm: (mm3)
- Lỗ f36 mm: (mm3)
- Lỗ ren :
(mm3)
· 2 khối trống 2 bên:
(mm3)
Vậy thể tích thực của chi tiết là: (mm3)
(dm3)
Vật liệu làm chi tiết là thép có trọng lượng riêng: = 7,852(kG/dm3)
Trọng lượng của chi tiết:
(kG)
Như vậy với số chi tiết sản xuất trong một năm là 3150 chi tiết và trọng lượng một chi tiết là 0,3252 (kG) < 4 (kG) nên dạng sản xuất phù hợp là hàng loạt vừa.
3: phương pháp chế tạo phôi.
Phôi được chế tạo bằng vật liệu thép 45. Chi tiết có kết cấu đơn giản, nhiều mặt phẳng đối xứng, kích thước nhỏ cộng với dạng sản xuất hàng loạt vừa nên có thể chọn các phương pháp chế tạo phôi như: đúc trong khuôn kim loại, đúc trong khuôn vỏ mỏng hay dập nóng. Cả 3 phương pháp này đều cho năng suất, độ chính xác, độ nhẵn bề mặt cao.
Tuy nhiên, với phương pháp đúc trong khuôn kim loại lại có những nhược điểm: vật đúc dễ bị nứt do tính co bóp của khuôn ruột kém, chi phí chế tạo khuôn cao. Phương pháp này phù hợp khi đúc hợp kim màu hơn là thép 45.
Phương pháp đúc trong khuôn vỏ mỏng phù hợp với chi tiết có thành mỏng, hình dáng phức tạp, đòi hỏi độ chính xác cao trong khi chi tiết này không cần các yêu cầu cao như vậy. Cho nên nếu dùng phương pháp này sẽ làm tăng giá thành, không phù hợp. Mặt khác phương pháp này còn đòi hỏi chất dính là nhựa nhiệt rắn bakelit đắt tiền, lại sinh khí độc hại khi cháy.
Riêng phương pháp dập nóng, ta có thể thu được chi tiết có độ nhám bề mặt, độ chính xác phù hợp, cơ tính tốt, năng suất cao, lại dễ cơ khí hoá, tự động hoá. Vì vậy, ta chọn phương pháp chế tạo phôi là dập nóng trên máy dập đứng. Phôi nhận được sau dập tiếp tục được đột lỗ thông trên mặt đầu.
PHẦN II: THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT .
1. phân tích chuẩn và lập trình tự qui trình công nghệ gia công
1.1 chẩn thiết kế
Mặt trụ Þ36 dùng đẻ xát định kích thước của đế
+ khoảng cách mặt đáy và mặt trên dùng để xát định chiều cao của gối đở
+ mặt A dùng đẻ xát định kích thước của gối đở
1.2 chuẩn công nghệ
Chuẩn thô : chọn mặt A làm chuẩn thô để gia công mặt đáy
Chuẩn tinh : chọn mặt đáy làm chuẩn tinh để gia công các mặt của chi tiết
Bề mặt lỗ f8 mm có yêu cầu độ không đồng tâm của các lỗ trên và lỗ dưới không vượt quá 0,01mm trên toàn bộ chiều dài lỗ; dung sai khoảng cách tâm lỗ là 0,03 mm. Vì vậy, để đảm bảo độ đồng tâm thì ta gia công đồng thời lỗ trên và lỗ dưới.
1.3. lập trình tự công nghệ gia công và các phương pháp gia công:
Chi tiết gối đỡ có thể được gia công với trình tự sau:
+ Phay thô mặt đáy bằng dao phay mặt đầu;
+ Phay thô mặt đỉnh bằng dao phay mặt đầu;
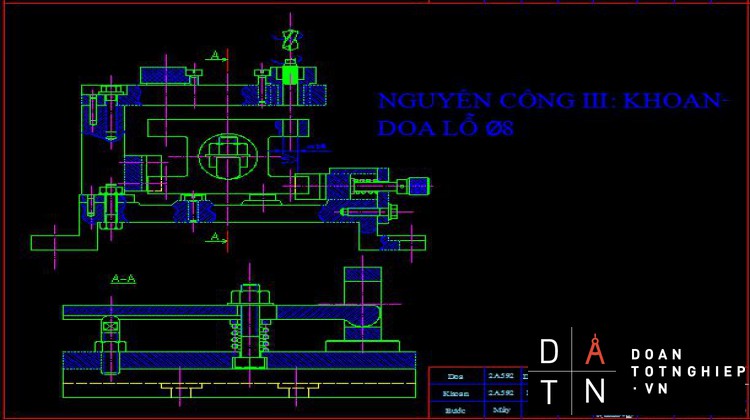
+ Khoan, doa tinh các lỗ f8 mm;
+ Phay tinh hai mặt đầu;
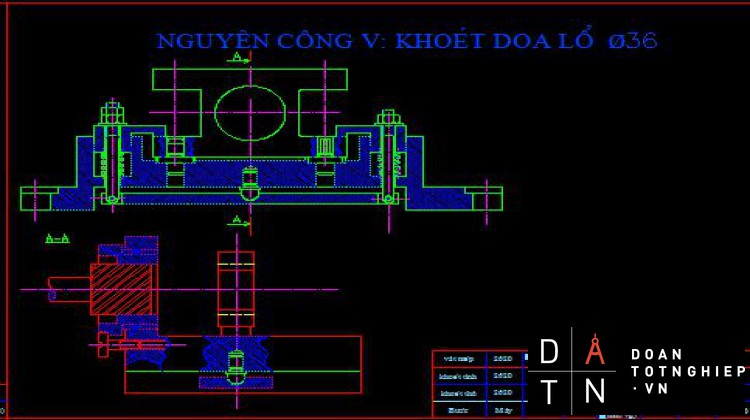
+ Khoét, doa thô, doa tinh lỗ f36 mm;
+ Khoan, tarô ren M10 x 1,5;
+ Phay hai mặt lảm;
1.4. Xác định qui trình công nghệ gia công cơ:
1.4.1. Phân tích và lựa chọn phương án gia công:
- Phương án I:
+ Nguyên công 1: gia công mặt đáy;
+ Nguyên công 2: gia công mặt đỉnh;
+ Nguyên công3: gia công các lỗ f8 mm;
+ Nguyên công4: gia công hai mặt đầu;
+ Nguyên công5: gia công lỗ f36 mm;
+ Nguyên công6: gia công lỗ ren M10x1,5;
+ Nguyên công 7:gia công hai mặt lảm
+ Nguyên công8: kiểm tra;
- Phương án 2:
+ Nguyên công 1: gia công mặt đáy;
+ Nguyên công 2: gia công hai lỗ f8 mm trên mặt đáy;
+ Nguyên công 3: gia công mặt đỉnh;
+ Nguyên công 4: gia công hai lỗ f8 mm trên mặt đỉnh;
+ Nguyên công 6: gia công hai mặt đầu;
+ Nguyên công 7: gia công lỗ f36 mm;
+ Nguyên công 8: gia công lỗ ren M10x1,5;
+ Nguyên công 9:gia công hai mặt lảm;
+ Nguyên công10: kiểm tra;
Ngoài ra, ta còn có thể có nhiều phương án gia công khác nữa. Để xét chọn phương án nào thích hợp, ta phân tích so sánh ưu nhược điểm của từng phương pháp.
- Phương án 1:
+ Ưu điểm:
- Khi gia công mặt đỉnh, ta chọn mặt đáy làm chuẩn định vị trùng với chuẩn kích thước nên sai số không trùng chuẩn bằng không.
- Gia công từng đôi một lỗ f8 mm trên và dưới không thay đổi gá đặt nên đảm bảo độ đồng tâm của chúng.
- Chọn mặt đáy và hai lỗ f8 mm trên nó làm chuẩn tinh thống nhất để gia công hai mặt đầu, lỗ f36 mm, lỗ ren nên hạn chế được sai số tích luỹ do thay đổi chuẩn.
- Phương án 2:
+ Ưu điểm:
- Sau khi gia công mặt đáy và hai lỗ f8 mm trên mặt đáy, ta có dùng mặt đáy và hai lỗ này làm chuẩn tinh thống nhất để gia công các bề mặt khác.
- Khi gia công mặt đỉnh: chọn mặt đáy làm chuẩn định vị trùng với chuẩn kích thước nên sai số do không trùng chuẩn bằng không.
+ Nhược điểm:
- Khi gia công các lỗ f8 mm nói trên và phía dưới, do thay đổi gá đặt nên khó đảm bảo độ đồng tâm lỗ trên, lỗ dưới.
- Tăng số nguyên công làm tăng gá đặt, tăng thời gian gia công dẫn đến giảm năng suất, tăng giá thành sản xuất.
- Khi gia công lỗ f8 mm trên mặt đáy do chuẩn định vị là chuẩn thô nên khó bảo đảm độ vuông góc của đường tâm các lỗ này với mặt đáy.
Như vậy, hai phương án này nếu xét về ưu điểm thì cơ bản không có gì khác nhưng phương án hai tồn tại nhiều nhược điểm. Vì vậy, ta chọn phương án một để gia công chi tiết .
2. Tính toán thiết kế các nguyên công công nghệ:
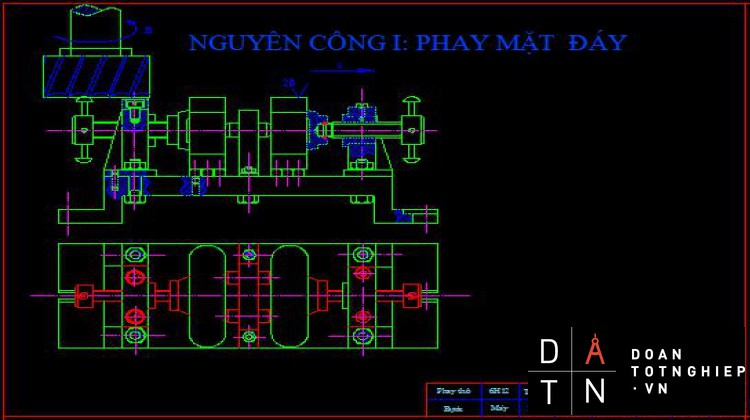
a) Nguyên công 1: Phay mặt đáy
_ Định vị: chi tiết được hạn chế 3 bậc tự do ở mặt đỉnh bằng 3chốt; để tăng độ cứng vững, hạn chế thêm 2 bậc tự do bằng 2 chốt.
_ Kẹp chặt: phương lực kẹp chặt vuông góc với mặt đầu; chiều từ trái xang phải, điểm đặt tại lỗ tròn.
-Chọn máy: máy phay 6H12 có: công suất động cơ là 7(kW)
hiệu suất máy h = 0,75
(Sách sổ tay công nghệ chế tạo máy tập3)
- Chọn dao:
Theo bảng 4-94-Sổ tay công nghệ chế tạo máy tập I (STCNCTM-I): chọn dao phay mặt ngắn mảnh hợp kim cứng , kích thước:
D = 100 mm d=32mm
B= 39 mm số răng: z = 10
Vật liệu dao: mảnh hợp kim cứng T15k6
_ Tra lượng dư: Theo bảng 1-51-(STGCC): lượng dư Zb = 1,3 (mm).
_ Tra chế độ cắt:
+ Chiều sâu cắt t: chọn chiều sâu cắt t = 1,3 (mm).
+ Lượng chạy dao: đối với dao phay răng nhỏ, gia công mặt phẳng có chiều rộng, chiều sâu phay nhỏ, chi tiết được gá trên đồ gá có độ cứng vững cao.
Theo bảng 5-36-Sổ tay công nghệ chế tạo máy tập II (STCNCTM-II) chọn
Sz = 0,15 (mm/răng).
+ Tốc độ cắt V:
Sz = 0,15 (mm/răng). Theo bảng 5-126-(STCNCTMT II): chọn V =316 (m/phút).
Tốc độ cắt tính toán: Vt = V ´ K1 ´ K2 ´ K3
Theo bảng 5-126-(STCNCTM): hệ số hiệu chỉnh phụ thuộc vào cơ tính của thép K1 = 1,12.
Theo bảng 5-126-(STCNCTM): hệ số hiệu chỉnh phụ thuộc vào trạng thái bề mặt gia công và độ cứng gia công K2 = 0,9.
Theo bảng 5-126-(STCNCTM): hệ số hiệu chỉnh phụ thuộc vào vật liệu và độ cứng dụng cụ K3 = 1.
Vậy tốc độ tính toán: Vt = 316 ´ 1,12´ 0,9´ 1 = 318,5 (m/phút).
Số vòng quay trục chính theo tính toán:
(vòng/phút)
Chọn số vòng quay của máy là nm = 1000 (vòng /phút)
Tốc độ cắt thực tế:
(m/phút)
Lượng chạy dao phút: Sp = Sz ´ z ´ nm = 0,15 ´10 ´ 1000 = 1500(mm/phút).
Theo máy chọn Sp = 1500(mm/phút).
Lượng chạy dao thực là: (mm/răng)
+ tra công xuất cắt:
Ne=3,2Kw (the bảng 5-129sổ tay công nghệ chế tạo máy tập 2)
So sánh với công suất máy: Nm ´ h = 7 ´ 0,75 = 5,25 (kW) > Ne.
Vậy máy 6H12 đủ công suất để gia công mặt đáy.
_ Thời gian cơ bản:
Theo bảng 31-Sách thiêt kế đồ án công nghệ chế tạo máy(TKĐACNCTM), thời gian cơ bản khi phay bằng dao phay mặt đầu được tính theo công thức:
(ph)
Trong đó: + L: chiều dài bề mặt gia công, L = 60 (mm).
+ L1: chiều dài ăn dao, được xác định: + (0,5 ¸3) mm
Với: t = 1,3 (mm) D =100 (mm)
Vậy : + (0,5 ¸ 3) = 14 (mm).
+ L2 : chiều dài thoát dao, theo bảng 2-97-(STGCC) : L2 = 6 (mm).
+ SP = 1500 (mm/ph).
Vậy thời gian cơ bản:
(ph).
Phiếu công nghệ:
|
Bước |
Máy |
t(mm) |
Sp(mm/ph) |
n(vg/ph) |
Vtt(m/ph) |
Ne(kW) |
T0 (ph) |
|
Thô |
6H12 |
1,3 |
1500 |
1000 |
219,8 |
3,2 |
0,076 |
b) Nguyên công 2: Phay mặt đỉnh
_ Định vị: chi tiết được hạn chế 3 bậc tự do ở mặt đáy; để tăng độ cứng vững, hạn chế thêm 2 bậc tự do ở mặt bên.
_ Kẹp chặt: phương lực kẹp chặt vuông góc với mặt đáy; chiều từ trên xuống; điểm đặt tại lỗ có sẵn ở tâm phôi.
_ Chọn máy: máy phay 6H12 có: công suất động cơ là 7(kW)
hiệu suất máy h = 0,75
(Sách công nghệ chế tạo máy tập 3)
_ Chọn dao: Theo bảng 4-94 - (STCNCTM-I): chọn dao phay mặt đầu chắp mảnh hợp kim cứng, kích thước:
D =100 mm b = 39 mm
d =32 mm số răng: z = 10
Vật liệu dao: gắn mảnh hợp kim cứng .
_ Tra lượng dư:
Theo bảng 1-51-(STGCC): lượng dư Zb = 1,3(mm). Chia nguyên công thành 2 bước:
Bước 1: Zb = 1 (mm).
Bước 2: Zb = 0,3 (mm).
_ Tra chế độ cắt:
- Chế độ cắt cuả bước 1:
+ Chiều sâu cắt t: chọn chiều sâu cắt t =1(mm).
+ Lượng chạy dao: đối với dao phay răng nhỏ, gia công mặt phẳng có chiều rộng, chiều sâu phay nhỏ, chi tiết được gá trên đồ gá có độ cứng vững cao.
Theo bảng 5-34- (STCNCTM-II), chọn Sz = 0,15 (mm/răng).
+ Tốc độ cắt V: với dao phay mặt đầu bằng thép gió, t <= 1 (mm), Sz = 0,15(mm/răng), theo bảng 5-126-(STCNCTMTII): chọn V = 316 (m/phút).
Tốc độ cắt tính toán: Vt = V ´ K1 ´ K2 ´ K3
Theo bảng 5-126-(STCNCTM): hệ số hiệu chỉnh phụ thuộc vào cơ tính của thép K1 = 1,12.
Theo bảng 5-126-( STCNCTM): hệ số hiệu chỉnh phụ thuộc vào trạng thái bề mặt gia công K2 = 0,9.
Theo bảng 5-126-( STCNCTM): hệ số hiệu chỉnh phụ thuộc vào vật liệu và độ cứng dụng cụ K3 = 1.
Vậy tốc độ tính toán: Vt = 316 ´ 1,12´ 0,9´ 1 = 318,5 (m/phút).
Số vòng quay trục chính theo tính toán:
(vòng/phút)
Chọn số vòng quay của máy là nm = 1000 (vòng /phút)
Tốc độ cắt thực tế:
(m/phút)
Lượng chạy dao phút: Sp = Sz ´ z ´ nm = 0,15 ´10 ´ 1000 = 1500(mm/phút).
Theo máy chọn Sp = 1500(mm/phút).
+ tra công suất cắt:Ne=3,2(kw) bảng 5-129STCNCTMT2
So sánh với công suất máy: Nm ´ h = 7 ´ 0,75 = 5,25 (kW) > Ne.
Vậy máy 6H12 đủ công suất để gia công mặt đáy.
_ Thời gian cơ bản:
Theo bảng 31-(TKĐACNCTM), thời gian cơ bản khi phay bằng dao phay mặt đầu được tính theo công thức:
(ph)
Trong đó: + L: chiều dài bề mặt gia công, L =60 (mm).
+ L1: chiều dài ăn dao, được xác định: + (0,5 ¸3) mm
Với: t = 1 (mm) D = 100 (mm)
Vậy : + (0,5 ¸ 3) = 13 (mm).
+ L2 : chiều dài thoát dao, theo bảng 2-97-(STGCC) : L2 = 6 (mm).
+ SP = 1500 (mm/ph).
Vậy thời gian cơ bản: (ph).
- Chế độ cắt của bước 2:
+ Chiều sâu cắt t: chọn chiều sâu cắt t = 0,3 (mm).
+ Lượng chạy dao:
Theo bảng 5-125- (STCNCTM-II): chọn lượng chạy dao vòng So = 0,5 (mm/vòng).
Lượng chạy dao răng: (mm/răng).
+ Tốc độ cắt V:
Theo bảng 5-126-(STCNCTM): chọn Vb = 398 (m/phút).
Tốc độ cắt tính toán: Vt = Vb ´ K1 ´ K2 ´ K3
Theo bảng 5-126-(STCNCTM): hệ số hiệu chỉnh phụ thuộc vào cơ tính của thép gia công K1 = 1,12.
Theo bảng 5-126-(STCNCTM): hệ số hiệu chỉnh phụ thuộc vào trạng thái bề mặt gia công và độ cứng gia công K2 =0,9.
Theo bảng 5-126-(STCNCTM): hệ số hiệu chỉnh phụ thuộc vào vật liệu và độ cứng dụng cụ K3 = 0,92.
Vậy tốc độ tính toán: Vt = 398 ´ 1,12´ 0,9´ 0,92 = 365 (m/phút).
Số vòng quay trục chính theo tính toán:
(vòng/phút)
Chọn số vòng quay của máy là nm = 1100 (vòng /phút) _ sách chế độ cắt gia công cơ khí.
Tốc độ cắt thực tế: (m/phút)
Lượng chạy dao phút: Sp = S0 ´ nm = 0,5 ´1100 = 550(mm/phút).
Theo máy chọn Sp = 550(mm/phút).
+ tra công suất cắt:N=1,6Kw (tra bảng 5-129STCNCTM)
_ Thời gian cơ bản: Theo bảng 31-(TKĐACNCTM), thời gian cơ bản khi phay bằng dao phay mặt đầu được tính theo công thức:
(ph)
Trong đó: + L: chiều dài bề mặt gia công, L =60 (mm).
+ L1: chiều dài ăn dao, được xác định: + (0,5 ¸3) mm
Với: t = 0,3 (mm) D = 100 (mm)
Vậy : + (0,5 ¸ 3) = 8,5 (mm).
+ L2 : chiều dài thoát dao, theo bảng 2-97-(STGCC) : L2 = 6 (mm).
+ SP = 550(mm/ph).
Vậy thời gian cơ bản: (ph). Phiếu công nghệ:
|
Bước |
Máy |
t(mm) |
SP(mm/ph) |
n(vg/ph) |
Vtt(m/ph) |
Ne(kW) |
T0(ph) |
|
Thô |
6H12 |
1 |
1500 |
1000 |
314 |
3,2 |
0,052 |
|
Tinh |
6H12 |
0,3 |
550 |
1100 |
345.4 |
1,6 |
0,135 |
c) Nguyên công3: Khoan - doa lỗ f8
_ Định vị: chi tiết được hạn chế 3 bậc tự do ở mặt đáy bằng mặt phẳng; 2 bậc tự do ở nữa mặt trụ bằng khối V ngắn; 1 bậc tự do ở mặt bên bằng khối V tỳ động.
_ Kẹp chặt: phương lực kẹp chặt vuông góc với mặt đỉnh; chiều từ trên xuống; điểm đặt tại lỗ có sẵn ở tâm phôi.
Chọn máy: máy khoan cần 2A592
+ đường kính lớn nhất khoan thép là: D = 25(mm)
+ công suất động cơ là 1,7(kW) .
(Sách sổ tay công nghệ chế tạo máy tập3)
_ Chọn dao: Theo bảng 4-42 - (STCNCTM-I): chọn mũi khoan ruột gà đuôi côn bằng thép gió P6M5, kích thước:
Đường kính d = 7,8(mm)
Chiều dài mũi khoan L = 156(mm).
Chiều dài phần làm việc l = 75(mm).
Tuổi bền của dao: theo bảng 5-30-(STCNCTMT II): T = 25 (ph).
Theo bảng 4-49-(STCNCTM-I): chọn mũi doa liền khối chuôi côn bằng thép gió có đường kính d = 8(mm), số răng: (răng).
_Tra lượng dư: Khi doa: (mm).
- Chế độ cắt khi khoan lỗ f7,8 (mm)
+ Chiều sâu cắt: t = 0,5´D = 0,5 ´ 7,8=3,9(mm).
+ Lượng chạy dao :
Theo bảng 5-25-(STCNCTMT II) : chọn S0 = 0,21(mm/vòng).
+ Tốc độ cắt:Vb=20,5 (m/ph) tra bảng 5-86-(STCNCTMTII)
Tốc độ cắt tính toán: Vt = Vb ´ K1 ´ K2 ´ K3
Theo bảng 2-90-(STGCC): hệ số hiệu chỉnh phụ thuộc vào kích thước gia công K1 = 1,1.
Theo bảng 2-91a-(STGCC): hệ số hiệu chỉnh phụ thuộc vào trạng thái bề mặt gia công và độ cứng gia công K2 = 0,7.
Theo bảng 2-91b-(STGCC): hệ số hiệu chỉnh phụ thuộc vào vật liệu và độ cứng dụng cụ K3 = 0,92.
Vậy tốc độ tính toán: Vt = 20,5 ´ 1,1´ 0,7´ 0,92 = 14,52 (m/phút).
Số vòng quay trục chính theo tính toán:
(vòng/phút)
Chọn số vòng quay của máy là nm = 580 (vòng /phút)
Tốc độ cắt thực tế:
(m/phút)
Công xuất cắt:Ne=0,8Kw(tra bảng 5-88-STCNCTMT2)
_ Thời gian cơ bản:
Theo bảng 31-(TKĐACNCTM), thời gian cơ bản khi khoan:
(ph)
Trong đó: + L: chiều dài bề mặt gia công, L = 52 (mm).
+ L1: chiều dài ăn dao, được xác định:
(0,5 ¸ 2)
Với: d = 7,8 (mm) ; theo bảng 4-45-(STGCC): j = 9°
.........................................................................
* P: bước ren, P = 1,5 (mm).
Vậy thời gian cơ bản:
(ph)
Phiếu công nghệ:
|
Bước |
Máy |
Dao |
t (mm) |
S0(mm/vg) |
n (v/ph) |
Vtt (m/ph) |
Ne (kW) |
T0(ph) |
|
Khoan |
Khoan đứng 2A125 |
Khoan ruột gà |
3,8 |
0,1 |
960 |
22,9 |
0,367 |
0,364 |
|
Tarô |
(nt) |
Mũi tarô |
|
|
272 |
8,54 |
|
0,068 |
i Nguyên công 8: phay hai mặt lảm
Định vị : chi tiết được hạn chế 3bật tự do bằng một phiếm tỳ và một chốt . hai lổ được định vị bằng một chốt vát và chốt trụ
Lực kẹp từ trên xuống
Chọn máy : chọn máy phay 6H12 công suất 7Kw hiệu suất 75%
Chọn dao : chọn dao phay ngón
D=10(mm) L=72mm l=22mm Z=5
- Bước 1 phay thô
- Bước 2 phay tinh
-
Lượng dư: bề mặt lảm Zb=16mm
- phay thô: chiều sâu cắt t=1mm
lượng chạy dao Sz=0,08mm/răng
theo bảng 5-146STCNCTMTII
- tốc đọ cắt : Vb=61 m/ph (5-147STCNCTMTII)
Tốc độ cắt tính toán: Vt = Vb ´ K1 ´ K2 ´ K3
Theo bảng 2-90-(STGCC): hệ số hiệu chỉnh phụ thuộc vào kích thước gia công K1 = 1,1.
Theo bảng 2-91a-(STGCC): hệ số hiệu chỉnh phụ thuộc vào trạng thái bề mặt gia công và độ cứng gia công K2 = 0,7.
Theo bảng 2-91b-(STGCC): hệ số hiệu chỉnh phụ thuộc vào vật liệu và độ cứng dụng cụ K3 = 0,92.
Vậy tốc độ tính toán: Vt = 61 ´ 1,1´ 0,7´ 0,92 = 43,2 (m/phút).
Số vòng quay trục chính theo tính toán:
(vòng/phút)
Chọn số vòng quay của máy là nm = 1350 (vòng /phút) _ sách chế độ cắt gia công cơ khí.
Tốc độ cắt thực tế:
(m/phút)
Lượng chạy dao phút: Sp = Sz ´ z ´ nm = 0,08 ´5 ´ 1350= 540(mm/phút).
Công suất cắt Ne=2kw
2 phay tinh
lượng chạy dao Sz=0,05mm/răng
theo bảng 5-146STCNCTMTII
- tốc đọ cắt : Vb=69 m/ph (5-147STCNCTMTII)
Tốc độ cắt tính toán: Vt = Vb ´ K1 ´ K2 ´ K3
Theo bảng 2-90-(STGCC): hệ số hiệu chỉnh phụ thuộc vào kích thước gia công K1 = 1,1.
Theo bảng 2-91a-(STGCC): hệ số hiệu chỉnh phụ thuộc vào trạng thái bề mặt gia công và độ cứng gia công K2 = 0,7.
Theo bảng 2-91b-(STGCC): hệ số hiệu chỉnh phụ thuộc vào vật liệu và độ cứng dụng cụ K3 = 0,92.
Vậy tốc độ tính toán: Vt = 69 ´ 1,1´ 0,7´ 0,92 = 48,88(m/phút).
Số vòng quay trục chính theo tính toán:
(vòng/phút)
Chọn số vòng quay của máy là nm = 1500 (vòng /phút) _ sách chế độ cắt gia công cơ khí.
Tốc độ cắt thực tế:
(m/phút)
Lượng chạy dao phút: Sp = Sz ´ z ´ nm = 0,08 ´5 ´ 1500= 600(mm/phút).
Công suất cắt Ne=2kw
_ Thời gian cơ bản:
Theo bảng 31- (TKĐACNCTM), thời gian cơ bản khi phay :
(ph)
Trong đó: + L: chiều dài bề mặt gia công, L = 50(mm).
+ L1: chiều dài ăn dao, được xác định: + (0,5 ¸3) mm
Với phay thô: t = 1(mm) D = 10 (mm)
Với phay tinh : t=0,69(mm)
Với phay thô : + (0,5 ¸ 3) = 6 (mm).
Với phay tinh : + (0,5 ¸ 3) = 6,06 (mm
+ L2 : chiều dài thoát dao, theo bảng 2-97-(STGCC) : L2 = 5 (mm).
phay thô :SP = 540(mm/ph). Thay tinh : SP = 600(mm/ph).
Vậy thời gian cơ bản:
(ph).
phay tinh thời gian cơ bản:
(ph).
Phiếu công nghệ:
|
Bước |
Máy |
t(mm) |
SP(mm/ph) |
n(vg/ph) |
Vtt(m/ph) |
Ne(kW) |
T0(ph) |
|
Thô |
6H12 |
1 |
540 |
1350 |
18,6 |
0,9 |
0,11 |
|
Tinh |
6H12 |
0,6 |
600 |
1500 |
30,144 |
0,41 |
0,1 |
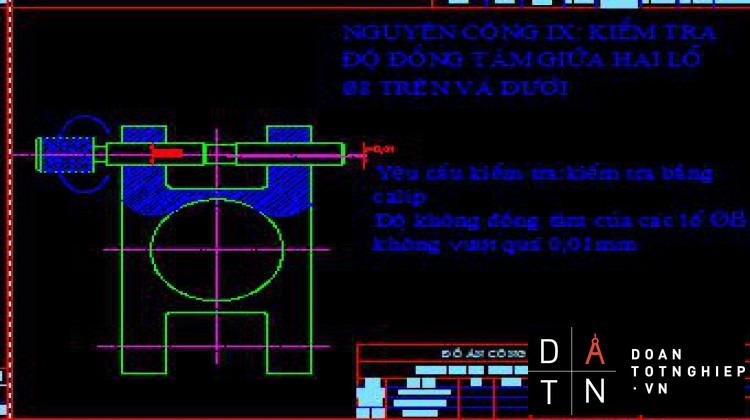
j) Nguyên công 9: Kiểm tra
Kiểm tra độ đồng tâm 2 lỗ f8 mm trên và dưới.
Khi kiểm tra độ đồng tâm giữa 2 lỗ, Dùng một calíp đưa vào hai lỗ sai số cho phép là 0,01mm . nếu ta đưa calíp vào hai lổ vớ một độ lệch tâm 0,01mm calíp từ lổ bên này qua lổ bên kia thì đạt sai số cho phép nếu không xiên qua lổ thì không
Phần III :Tính toán thiết kế đò gá cho nguyên
1. Sơ đồ gá đặt chi tiết:
2. Xác định giá trị lực kẹp cần thiết:
Phương trình cân bằng lực theo phương z:
ó (1)
Phương trình cân bằng momen :
K ´ Mx = N ´ f ´ l
ó (2)
Từ (1 và (2): lực kẹp là:
Trong đó:
+ K: hệ số an toàn, K = K0 ´ K1 ´ K2 ´ K3 ´ K4 ´ K5 ´ K6
K0: hệ số an toàn cho tất cả các trường hợp , K0 = 1,5.
K1: hệ số tính đến trường hợp tăng lực cắt khi độ bóng thay đổi, K1 = 1,2.
K2: hệ số tăng lực cắt khi dao mòn, K2 = 1,4.
K3: hệ số tăng lực cắt khi gia công gián đoạn, K3 = 1,2.
K4: hệ số tính đến sai số của cơ cấu kẹp chặt, K4 = 1,3.
K5: hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay, K5 = 1.
K6: hệ số tính đến momen làm quay chi tiết, K6 = 1,5.
Vậy hệ số an toàn:
K = 1,5 ´ 1,2 ´ 1,4 ´ 1,2 ´ 1,3 ´ 1 ´ 1,5 = 5,89.
+ Mx: momen xoắn khi khoan, Mx = 0,508 (kG.m) .
+ f: hệ số ma sát, theo bảng 34-(TKĐACNCTM): f = 0,2.
+ l: khoảng cách từ tâm mũi khoan đến trọng tâm chi tiết, l = 34 (mm).
+P0: lực chiều trục khi khoan, P0 = 150,14(kG).
Vậy lực kẹp cần thiết là: (kG)
5.3. Xác định nguồn sinh lực, xác định giá trị của cơ cấu tác động:
Chọn nguồn sinh lực là cơ khí: dùng cơ cấu thanh kẹp trượt và bulông.
Sơ đồ nguyên lý cơ cấu kẹp:
Lực dọc trục bulông Q sinh ra khi xiết chặt đai ốc:
Trong đó + W: lực kẹp, W = 289,87 (kG).
+ : tỷ số giữa các cánh tay đòn, theo bảng 8-30-(STCNCTM-II) chọn tỷ số = 2,24.
Vậy lực Q là: Q = 289,87 ´ 2,24 = 649,3 (kG) = 6493 (N)
Theo bảng 8-51-(STCNCTM-II), với Q = 6493(N) ta chọn bulông có đường kính
d = 16(mm), chiều dài của cánh tay đòn cờlê là 190(mm), lực tác động vào tay vặn là
P = 100 (N).
Theo bảng 8-30-(STCNCTM-II), ta xác định kích thước cơ bản của thanh kẹp trượt: L = 125 (mm) l = 56 (mm)
TÀI LIỆU THAM KHẢO
[1]. Công nghệ chế tạo máy_ tập I và II: Bộ môn công nghệ chế tạomáy_Khoa Cơ Khí_ Đại Học Bách Khoa Hà Nội.
Nhà xuất bản Khoa học và Kỹ thuật_ 2001.
[2]. Thiết kế đồ án công nghệ chế tạo máy: Trần Văn Địch
Nhà xuất bản Khoa học và Kỹ thuật_ 2002.
[3]. Sổ tay công nghệ chế tạo máy_ tập I và II: Nguyễn Đắc Lộc và các tác giả khác.
Nhà xuất bản Khoa học và Kỹ thuật_ 2001.
[4]. Sổ tay gia công cơ: Trần Văn Địch và các tác giả khác.
Nhà xuất bản Khoa học và Kỹ thuật_ 2002.
[5]. Chế độ cắt gia công cơ khí: Nguyễn Ngọc Đào và các tác giả khác.
Nhà xuất bản Đà Nẵng_2002.
[6]. Sổ tay thợ tiện: V.A.BLUMBERG_E.I.ZAZERSKI.
Nhà xuất bản “Mir”_ Matxcơva_ 1988.
[7]. Cơ sở dung sai và đo lường trong chế tạo máy: Hồ Đắc Thọ_ Ninh Đức Tốn.
Nhà xuất bản Đại học và Giáo dục chuyên nghiệp_1978.
Trang
Lời nói đầu 1
Phần I. Xác định dạng sản xuất và tạo phôi
1 Phân tích chi tiết gia công
2. Định dạng sản xuất 3
3. Giới thiệu phương pháp chế tạo phôi 4
Phần II. Thiết kế qui trình công nghệ 4
- Phân tích yêu cầu kỹ thuật các bề mặt và đề ra một số
phương pháp gia công đạt yêu cầu cuối cùng 4
- Phân tích yêu cầu về độ chính xác vị trí tương quan
của các bề mặt và đưa ra trình tự gia công một cách sơ bộ 5
- Định hướng trình tự gia công và các phương pháp gia công 5
- Xác định qui trình công nghệ gia công cơ 5
4.4.1. Phân tích và lựa chọn phương án gia công 5
- Tính toán thiết kế các nguyên công công nghệ 7
- Tính và tra lượng dư các bề mặt gia công 40
- Phiếu tổng hợp tiến trình công nghệ 44
Phần 5. Tính lực kẹp 45
5.1. Sơ đồ gá đặt chi tiết 45
5.2. Xác định giá trị lực kẹp cần thiết 46
5.3. Xác định nguồn sinh lực, xác định giá trị của cơ cấu tác động 47
Tài liệu tham khảo 41
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK





