ĐỒ ÁN tốt nghiệp khuôn ép sản phẩm Ghế nhựa nhỏ ghế nhí ĐH GTVT


NỘI DUNG ĐỒ ÁN
MỤC LỤC
NHẬN XÉT CỦA HỘI ĐỒNG PHẢN BIỆN.. 1
LỜI NÓI ĐẦU.. 1
LỜI CẢM ƠN.. 2
CHƯƠNG I. THỰC TRẠNG.. 3
CHƯƠNG II. GAS INJECTION.. 6
1.Khái niệm.. 6
2.Tổng quan về Gas assist injection molding. 6
3, Tổng quan về công nghệ ép phun. 16
3.1 Cấu tạo chung. 18
CHƯƠNG III. TỔNG QUAN VỀ NGÀNH NHỰA.. 28
1, Tình hình sản xuất nhựa trên thế giới28
2, Tình hình sản xuất nhựa ở Việt Nam.. 30
3, Thực trạng nghành công nghệ sản xuất khuôn mẩu. 34
CHƯƠNG IV. VẬT LIỆU NHỰA VÀ SẢN PHẨM THIẾT KẾ. 37
1, Phân loại vật liệu nhựa. 37
2, Một số loại nhựa thông dụng. 38
3, Các thông số quan trọng của vật liệu nhựa. 42
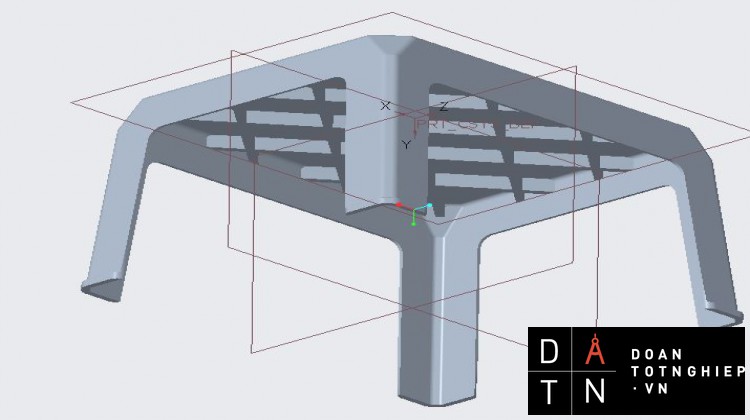
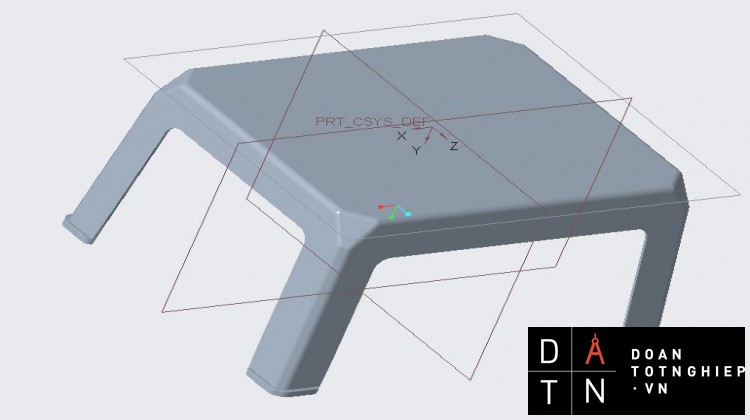
4, Sản phẩm thiết kế. 44
CHƯƠNG V. KẾT CẤU KHUÔN ÉP PHUN.. 51
1, Khái niệm cơ bản về khuôn ép phun:51
1.1, Khái niệm.. 51
1.2, Các hệ thống cơ bản trong khuôn ép phun. 52
1.3, Các loại khuôn ép phun cơ bản:56
CHƯƠNG VI. THIẾT KẾ KHUÔN TRÊN CREO 5.0. 58
I, Giới thiệu về phần mềm CREO.. 58
1, Khởi động. 59
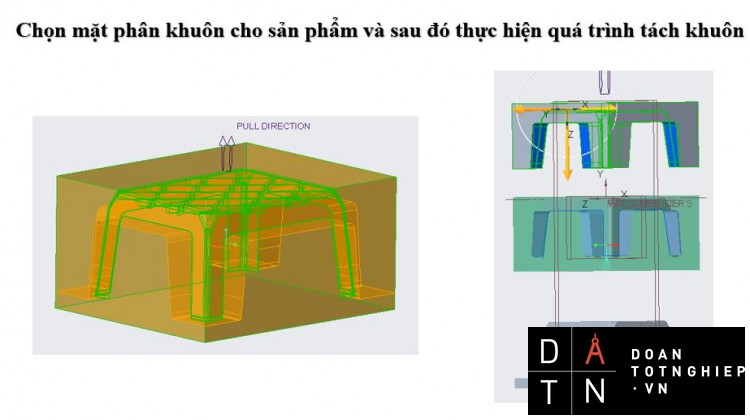
II, Tách khuôn trong CREO 5.0. 65
III, Lắp khuôn trong CREO 5.0. 69
1, Lắp khuôn trong EMX.. 69
2, Hệ thống làm mát cho khuôn. 79
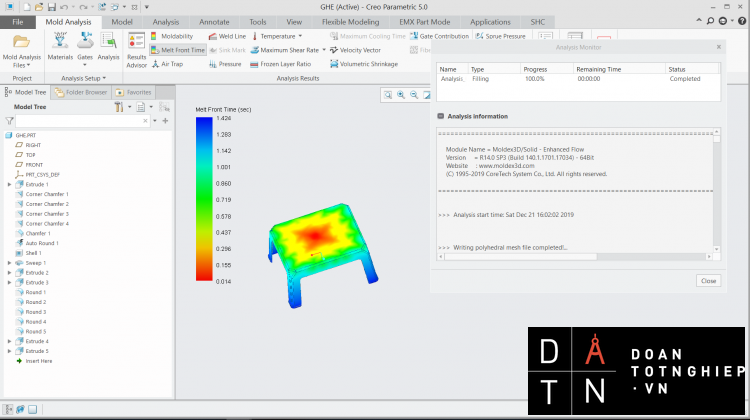
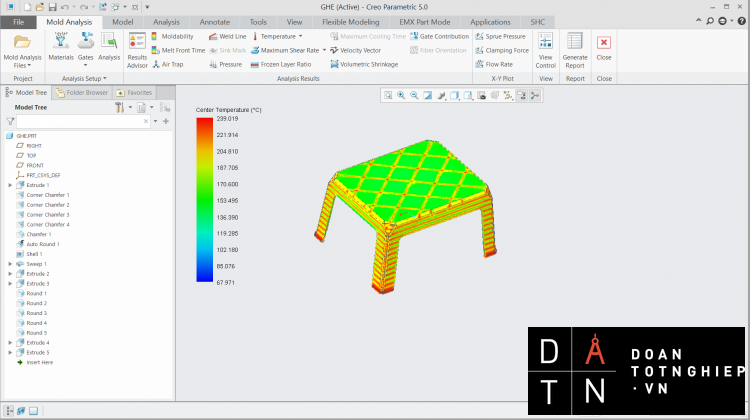
3, Mô phỏng dòng chảy nhựa trong CREO.. 83
4, Các tính toán cần thiết liên quan đến vận hành khuôn. 89
CHƯƠNG VII. NGUYÊN LÝ HOẠT ĐỘNG CỦA KHUÔN.. 91
1, Nguyên lý hình thành sản phẩm nhựa. 91
2, Nguyên lý hình thành tên gọi của các tấm khuôn. 92
3, Khuôn 2 tấm.. 95
LỜI NÓI ĐẦU
Với sự phát triển của khoa học kỹ thuật ngày nay, việc tạo ra khối lượng sản phẩm ngày càng nhiều mà vẫn đảm bảo chất lượng của sản phẩm là những yêu cầu cơ bản trong quá trình thiết kế. Bên cạnh đó, trong quá trình chế tạo sản phẩm, vấn đề chất lượng hình dáng sản phẩm cũng đóng vai trò không kém khi mà các yếu tố kỹ thuật khác đã được bảo đảm. Do đó, một kỹ thuật quan trọng khi chế tạo các sản phẩm nhựa là ứng dụng công nghệ Gas-injection trong các ứng dụng của ngành công nghiệp sản xuất khuôn mẫu. Những ưu điểm quan trọng cần thiết trong quá trình chế tạo sản phẩm nhựa khi ứng dụng công nghệ này bao gồm :
- Tiết kiệm vật liệu, một yếu tố quan trọng trong việc giảm giá thành sản phẩm
- Rút ngắn thời gian lên khuôn, tạo điều kiện giảm chi phí cho thời gian sản
xuất, tăng số lần lên khuôn, giảm chi phí khấu hao và cũng làm góp phần giảm giá thành sản phẩm, đem lại lợi ích to lớn cho người tiêu dùng.
- Cải thiện bề mặt sản phẩm, tạo ra độ bóng tương đối cao, tăng tính thẩm mỹ và độ chính xác cho các sản phẩm đòi hỏi độ chính xác cao như các thiết bị nhựa trong y tế, hay các thiết bị cơ khí chính xác. Với những ưu điểm trên, việc ứng dụng công nghệ Gas-injection khi chế tạo sản phẩm nhựa trong ngành công nghiệp sản xuất khuôn mẫu là điều thực sự cần thiết. Bên cạnh đó, để đáp ứng nhu cầu sản xuất ngày càng cao, với số lượng sản phẩm ngày càng lớn thì việc ứng dụng công nghệ này sẽ giúp cho các nhà sản xuất đạt được những lợi ích to lớn, đem lại lợi ích cuối cùng cho người tiêu dùng.
CHƯƠNG I. THỰC TRẠNG
Thực trạng ngành công nghiệp sản xuất khuôn mẫu:
Trên thế giới, cuộc cách mạng về máy tính điện tử đã có tác động lớn vào nền sản xuất công nghiệp. Đặc biệt, trong ngành công nghiệp chế tạo khuôn mẫu hiện đại, công nghệ thông tin (CNTT) đã được ứng dụng rộng rãi, để nhanh chóng chuyển đổi các quá trình sản xuất theo kiểu truyền thống sang sản xuất công nghệ cao (CNC); nhờ đó các giai đoạn thiết kế và chế tạo khôn mẫu từng bước được tự động hoá. (CAD/CAM Trong đó: CAD là thiết kế với sự trợ giúp của máy tính điện tử; CAM là sản xuất với sự trợ giúp của máy tính điện tử, còn được gọi là gia công điều khiển số). Các nước có nền công nghiệp tiên tiến như: Nhật Bản, Hàn Quốc, Đài Loan… đã hình thành mô hình liên kết tổ hợp, để sản xuất khuôn mẫu chất lượng cao, cho từng lĩnh vực công nghệ khác nhau:
- Chuyên thiết kế chế tạo khuôn nhựa, khuôn dập nguội, khuôn dập nóng, khuôn
đúc áp lực, khuôn ép chảy, khuôn dập tự động…
- Chuyên thiết kế chế tạo các cụm chi tiết tiêu chuẩn, phục vụ chế tạo khuôn mẫu như: các bộ đế khuôn tiêu chuẩn, các khối khuôn tiêu chuẩn, trụ dẫn hướng, lò so, cao su ép nhăn, các lo ngại cơ cấu cấp phôi tự động…
- Chuyên thực hiện các dịch vụ nhiệt luyện cho các công ty chế tạo khuôn.
- Chuyên cung cấp các loại dụng cụ cắt gọt để gia công khuôn mẫu.
- Chuyên cung cấp các phần mềm chuyên dụng CAD /CAM/CIMATRON, CAE…
- Chuyên thực hiện các dịch vụ đo lường, kiểm tra chất lượng khuôn…
Tại Việt Nam, do hạn chế về năng lực thiết kế và chế tạo, các doanh nghiệp hiện mới chỉ đáp ứng được một phần sản xuất khuôn mẫu phục vụ cho chế tạo các sản phẩm cơ khí tiêu dùng và một phần cho các công ty liên doanh nước ngoài. Với những sản phẩm có yêu cầu kỹ thuật cao (máy giặt, tủ lạnh, điều hoà, ô tô, xe máy…) hầu hết phải nhập bán thành phẩm hoặc nhập khuôn từ nước ngoài vào sản xuất. Một trong những nguyên nhân cần được đề cập đến là các doanh nghiệp sản xuất khuôn mẫu trong nước hiện đa phần hoạt động ở tình trạng tự khép kín, chưa có s ự phối hợp, liên kết với nhau để đi vào thiết kế và sản uất chuyên sâu vào một hoặc một số mặt hàng cùng chủng loại; trang thiết bị ở hầu hết các cơ sở thuộc trình độ công nghệ thấp; hoặc có nơi đã đầu tư trang thiết bị công nghệ cao, nhưng sự đầu tư lại trùng lặp do chưa có sự hợp tác giữa các doanh nghiệp trong sản xuất. Bên cạnh đó, nguồn nhân lực thiết kế, chế tạo và chuyển giao công nghệ cũng bị phân tán. Cũng do sản xuất nhỏ lẻ nên ngay cả việc nhập thép hợp kim làm khuôn mẫu cũng phải nhập hẩu với giá thành cao. Những điều này giải thích vì sao chi phí sản xuất khuôn mẫu của các doanh nghiệp Việt Nam luôn lớn, dẫn đến hiệu quả sản xuất bị hạn chế
Quy hoạch phát triển ngành cơ kim khí Hà Nội giai đoạn 2006-2010 đã xác định: Tập trung phát triển các nhóm sản phẩm: Thiết bị đồng bộ; sản phẩm máy công nghiệp; sản phẩm thiết bị kỹ thuật điện; công nghiệp ô tô xe máy; sản phẩm cơ kim khí tiêu dùng. Trong số đó, nhóm sản phẩm cơ bản có liên quan đến sử dụng khuôn mẫu là: sản phẩm máy công nghiệp, sản phẩm ô tô xe máy và một số ngành sản xuất khác như: sản xuất sản phẩm từ cao su, plastic phục vụ công nghiệp và gia dụng. Kết quả khảo sát thực tế về nhu cầu khuôn mẫu đến 2010, đơn cử riêng về khuôn dập, của một số Cty như sau: Cty Cơ khí Thăng Long: Khuôn dập là 1.500 bộ; Cty Điện cơ Thống Nhất: Khuôn dập là 75 bộ; Cty chế tạo máy điện VN HGR: Khuôn dập là 150 bộ; Cty Xích líp Đông Anh: Khuôn dập là 500 bộ; … Cùng với đó là nhu cầu rất lớn về các loại khuôn nhựa, khuôn đúc áp lực… Như vậy, ngay trên sân nhà, nhu cầu của thị trường về các loại khuôn mẫu là rất cao. Vấn đề đặt ra cho các cơ quan quản lý Nhà nước là: cần phải tiến hành công tác quy hoạch để định hướng phát triển công nghiệp sản xuất khuôn mẫu; thực hiện công tác tổ chức, điều phối, hợp tác, liên kết sản xuất gia các cơ sở ra sao, nhằm đầu tư và phát triển công nghiệp sản xuất khuôn mẫu đạt hiệu quả tối đa.
Vậy nên, trong xu thế hội nhập và hợp tác kinh tế quốc tế, muốn tồn tại và phát triển bền vững, ngành công nghiệp sản xuất khuôn mẫu của Việt Nam cần phải có các giải pháp đúng, phù hợp. Nếu cứ để sản xuất khuôn mẫu trong tình trạng hoạt động khép kín, một đơn vị khó có thể đảm bảo có những sản phẩm khuôn mẫu chất lượng cao, giá thành hạ. Thời gian tới, cần phải thành lập Hiệp hội của ngành sản xuất khuôn mẫu. Đây sẽ là nơi các doanh nghiệp gặp gỡ, trao đổi thông tin trong và ngoài nước, quảng bá hình ảnh của doanh nghiệp mình cũng như tìm kiếm đối tác và liên kết làm ăn. Hiệp hội còn là nơi có quan hệ chặt chẽ với Chính phủ, Bộ ngành; với các viện và trường đại học; với các cơ quan quản lý Nhà nước, từ đó cung cấp thông tin về chủ trương, chính sách, về cơ chế quản lý, về các công nghệ và thiết bị tiên tiến, về xây dựng thống nhất bộ tiêu chuẩn công nghiệp và tiêu chuẩn an toàn cho ngành khuôn mẫu… giúp các doanh nghiệp nhanh chóng nắm bắt được mọi vấn đề liên quan đến sự tồn tại và phát triển của mình. Theo kiến nghị của Đề tài “Khảo sát thực trạng công nghệ và sự biến đổi năng lực chế tạo máy trong vùng kinh tế trọng điểm để xây dựng những luận cứ khoa học và đề xuất giải pháp về liên kết sản xuất các sản phẩm cơ khí chủ lực”
Có được một tổ chức Hiệp hội như vậy, ngành sản xuất khuôn mẫu trong nước mới có thể khắc phục được những yếu kém và tồn tại; vững vàng làm chủ thị trường trong nước cũng như vươn ra chiếm lĩnh thị trường ngoài nước trong giai đoạn tới.
CHƯƠNG II. GAS INJECTION
1.Khái niệm
Gas injection là kỹ thuật ép phun đặc biệt, ứng dụng khí để tạo kết cấu rỗng trong quá trình tạo sản phẩm nhựa. Khí được phun vào chi tiết nhờ một hệ thống dẫn khí riêng biệt. khí sử dụng thường dùng là khí nitrogen. Trong những điều kiện đặc biệt có thể dùng chất lỏng để tạo phần rỗng cho chi tiết.
2.Tổng quan về Gas assist injection molding
a, Lịch sử hình thành
Kỹ thuật nghiên cứu tạo các chi tiết nhựa rỗng đã được nghiên cứu từ nhiều năm về trước. Năm 1944, Opavsky đã phát minh ra kỹ thuật phun khí hoặc chất lỏng vào trong nhựa. Kỹ thuật này dùng một kim phun đặc biệt để phun khí. Tuy nhiên, kỹ thuật này ban đầu không thành công do áp suất phun quá cao. Ép phun có sự hỗ trợ của khí ( Gas assist injection molding ), như chúng ta biết ngày nay đã được phát triển từ đầu giữa những năm 1970. Có 2 dòng phát triển kỹ thuật này bao gồm : một dòng được nghiên cứu và phát triển bởi Freiderich at Rohm, người Đức. Ông phát minh kỹ thuật này vào năm 1976. Một kỹ thuật khác xuất phát từ quá trình tạo lỗ khí trong ngành kỹ thuật khuôn mẫu. Kỹ thuật nghiên cứu của Freiderich là quá trình nghiên cứu tạo ra biên dạng rỗng bên trong sản phẩm bằng cách sử dụng một quá trình ép phun đặc biệt. Trước đấy, có 2 cách tạo kết cấu rỗng đã tồn tại. Một là kỹ thuật tạo liên kết từ 2 nửa chi tiết để tạo nên sản phẩm bằng kỹ thuật phun ép. Quá trình hàn có thể tạo nên liên kết hoặc tạo ra đường hàn. Hai là kỹ thuật sử dụng phương pháp đùn, bao gồm kỹ thuật ép thổi hoặc đùn thổi. Trong kỹ thuật thổi, một phôi mẫu “ Preform ” được tạo trong khuôn. Phôi mẫu được đặt trong một lõi rỗng, được gia nhiệt tới một nhiệt độ thích hợp sau đó khí được phun vào tạo nên biên dạng như mong muốn của chi tiết.
Chương trình này cũng có những hạn chế nhất định. Nếu kết cấu không đối xứng, khuôn riêng lẻ, phải tiến hành gia công từng kết cấu riêng. Sự liên kết trong kết cấu của khuôn ép phun đòi hỏi phải kẹp chặt để đảm bảo cố định tại những vị trí xác định cho tới khi sự kết dính hoàn tất. Quá trình hàn cũng yêu cầu những dụng cụ đặc biệt giống như sóng siêu âm hoặc dao động để tạo sự kết dính. Phát minh của Friederich ( bằng sáng chế cuả Đức, 2501314, 1975 ) bao gồm những ý tưởng sau:
Một hệ thống tạo biên dạng rỗng trong chi tiết từ nhựa nhiệt dẻo bằng
khuôn ép phun, cung cấp một lượng nhựa lỏng vừa đủ để chuẩn bị cho quá trình tạo kết cấu rỗng từ một cổng phun nhựa tới khuôn qua một lỗ phun vào khuôn, khí phun với áp suất thấp qua một cổng phun khí và kênh dẫn, phân bố nhựa dẻo lên bề mặt trong của khuôn. Kết cấu rỗng của sản phẩm được tạo khi cổng phun khí mở ra. Khi kết cấu chi tiết nguội dần và được định hỉnh, một phần khí torng kết cấu rỗng mở ra để tạo sự cân bằng với áp suất môi trường khi chi tiết mềm lại. Và cuối củng khuôn mở ra để lấy chi tiết. Bằng phát minh của Freiderich được công nhận bằng phát minh của Mỹ, ngày 18, tháng 7, năm 1978, số hiệu 4,101,617.
Hướng nghiên cứu thứ hai khi tạo kết cấu rỗng được phát triển ở Union Carbide. Một trong những yếu tố cơ bản ảnh hưởng tới kỹ thuật này là không đạt tính thẩm mỹ trên bề mặt sản phẩm do có những lỗ khí trên bề mặt sản phẩm. Olabisi đã tiếp tục nghiên cứu và phát riển kỹ thuật này sau những năm 1970.
Đầu những năm 1980, Hunerberg ở Hoover Universal đã nhận thấy những tiềm năng của ứng dụng này và cùng hợp tác với Olabisi tiếp tục nghiên cứu như một chương trình hợp tác, kéo dài suốt những năm 1980 và tới đầu năm 1990. Sau đó nhiều năm, những lợi ích của kỹ thuật Gas assist injection molding ngày càng phát triển. Quá trình nghiên cứu tạo kết cấu rỗng trong chi tiết đã được thế giờ nghiên cứu từ những năm 1980. Không chỉ ở Đức mà cả ở Mỹ cũng đã có những hướng phát triển kỹ thuật này. Hai công ty lớn của Mỹ đã hợp tác như Hoover Universal là KMMCO ở United States và Peerless Foam Molders ở United Kingdom đã đạt được những thành công trong việc nghiên cứu vả phát triển các kết cấu rỗng khá phức tạp mà vẫn ổn định được chất lượng bề mặt sản phẩm. Một số tên tuổi nổi tiếng trong lĩnh vực nghiên cứu này như Jim Hendry, Inder Baxi, Eric Erikson, and Steve Jordan đã cùng nahu làm việc từ lâu. Nổi bật nhất là Jim Hendry, người đã nghiên cứu kỹ thuật này tại KMMCO với Baxi và Erikson đầu những năm 1980. Sau đó ông đã bắt đầu tư vấn cho Peerless ở United Kingdom, và hợp tác lam việc với Steven Jordan ở đấy. Hendry tiếp tục làm việc với Baxi ở Sajar vào giữa những năm 1980, và tiếp tục nghiên cứu tiếp về “ Gas assist injection molding ”.
Peerless đã phát minh ra Cinpres I ( Controlled Internal Pressure Molding ) vào năm 1983, và năm 1984 bắt đầu ứng dụng trong sản xuất. Mike Ladney, chủ tịch của Detroit Plastic Molding ( DPM ) đã chú ý tới kỹ thuật này khi kỹ thuật “Cinpres” của Peerless được chứng minh được suốt hội chợ quốc tế Messe Kunststoff und Kautschuk in Dusseldorf, Germany, năm 1986. Tới năm 1987, Ladney đã mua bằng phát mih của Freiderich và sử dụng trên toàn châu Âu. Ngay lúc này, Hendry cũng đã làm việc cho DPM để phát triển hơn nữa kỹ thuật “Gas assist injection molding” , và tạo ra kỹ thuật GAIM ( Gas assist injection molding ).
Ngày nay các công ty trên toàn thế giới đều ứng dụng kỹ thuật này trong ngành sản xuất khuôn mẫu và thu được những giá trị rất to lớn. Kéo theo đó là sự ra đời của các công ty chế tạo máy móc chuyên dùng trong lĩnh vực này như : Battenfeld, Ferromatik, Stork, Engel, và Johnson Controls. Các công ty này cũng đã tập trung phát triển những ứng dụng khác của kỹ thuật này.
Trong ngành sản xuất sản phẩm nhựa, Gas injection là một kỹ thuật tương đối mới, mang lại rất nhiều kinh nghiệm và có đà phát triền rất nhanh chóng. Đôi khi nó cũng có những khuyết điểm đòi hỏi phải được khắc phục một cách nhanh chóng cho những lỗi do quá trình này gây ra. Mặc dù nó là một ngành riêng biệt trong kỹ thuật phun ép, tuy nhiên đôi khi nó cũng gây ra sự lẫn lộn với kỹ thuật thổi. Bởi vì cả hai kỹ thuật trên đều tạo nên chi tiết có kết cấu rỗng. Điều khác nahu cơ bản là tiết diện rỗng mà hai kỹ thuật tạo nên. Chi tiết của kỹ thuật GAIM có bề dày lớn hơn ( một cách tương đối ) so với độ lớn của phần lõi rỗng. Thông thường chi tiết của GAIM thường bé hơn 10% khối lượng so với phần tiết diện rỗng. Mặt khác, trong khuôn thổi kết quả có thể lên tới 80% hoặc hơn nữa. Tức là bề dày chi tiết trong khuôn thổi thường rất bé. GAIM bao gồm 2 quá trình: ¾ Đầu tiên là quá trình phun nhựa đã được hóa dẻo vào khuôn ¾ Tiếp đó là khí được đưa vào bên trong lớp vật liệu nhựa đã được hóa dẻo đó. Khí đưa vào sẽ di chuyển tới những nơi có sức bền nhỏ nhất với áp suất thấp và nhiệt độ cao. Khi dòng khí di chuyển trong chi tiết, nó sẽ tạo lõi bằng cách thay thế chỗ vật liệu nhựa dẻo vừa đi qua.
Hai nguyên lý cơ bản của GAIM khi điều khiển khí là: thể tích không đổi và áp suất không đổi. Để tạo thể tích không đổi, người ta sử dụng một xylanh được cài đặt trước một áp suất để chuẩn bị cho quá trình phun khí. Piston đẩy khí ra khỏi xylanh vào chi tiết. Áp suất trong chi tiết phụ thuộc vào tỉ lệ giữa thể tích của chi tiết với thể tích của xylanh. Áp suất khí, thời gian, và tốc độ piston sẽ quyết định biên dạng dòng khí. Sau mỗi chu kỳ, áp suất phải được cài dặt lại trước khi tiến hành phun tiếp. Hệ thống tạo áp suất khí không đổi, đặc trưng là dùng một máy nén khí để nén khí Nito với một áp suất cố định ban đầu. Bình chứa này cung cấp một áp suất khí không đổi tới hệ thống các van. Biên dạng khí đạt được bằng cách điều chỉnh áp suất khí tới van và mở các van này.
Có hai phương án cơ bản để điều khiển khí trong khuôn. Điểm khác biệt giữa hai phương pháp này là cách thiết đặt hệ thống của chúng trong khuôn. Khí có thể được phun qua cổng hay là trực tiếp vào lòng khuôn, hoặc khí có thể phun qua kênh dẫn hay là trực tiếp vào chi tiết.
Khi phun khí trực tiếp vào khuôn, hệ thống cổng phun khí phải được thiết kế riêng biệt, việc lắp đặt các bạc dẫn hướng phải được lưu ý trước tiên cho quá trình phun khí.
Biểu diễn quá trình phun khí trực tiếp vào khuôn thôngqua cổng phun
- Quá trình phun nhựa vào khuôn
- Quá trình phun khí váo khuôn
- Quá trình di chuyển của khí trong chi tiết
- Quá trình khí điền đầy vật liệu trong lòng khuôn
Khi nhựa nguội đi, một cổng rút khí cho phép khí được rút ra ngoài.
b, Đối với khuôn nhiều miệng phun
Trong các bộ khuôn nhiều tấm hay những khuôn đòi hỏi nhiều miệng phun do chi tiết lớn thì cũng tượng tự như trong các kỹ thuật khuôn rỗng khác. Việc điền đầy chi tiết lớn với nhiều cổng phun sẽ cho phép giảm chiều dài dòng chảy, giảm áp suất phun và áp suất trong khuôn. Hệ thống miệng phun trong trường hợp khuôn nhiều tấm có thể bố trí trên cùng một tấm, hoặc trên mỗi tấm khuôn có thể bố trí một hoặc nhiểu cổng riêng lẻ tùy theo yêu cầu về kích thước và chiều dài kênh dẫn.
Hinh 2.36 Biểu diễn khuôn sử dụng nhiều miệng phun.
Quá trình khí vào và ra trong hệ thống nhiều miệng phun
Trong các khuôn nhiều tấm với hình dạng và khối lượng chi tiết khác nhau thì trong cùng một chu kỳ phun sẽ rất khó khi sử dụng một cổng phun để có thể kiểm soát sự mất cân bằng dòng chảy và quá trình điền đầy chi tiết
c, Đặc điểm của Gas injection
- Ưu điểm :
¾ Giảm khối lương chi tiết mà vẫn đảm bảo độ bền
¾ Giảm sự cong vênh, co ngót so với những chi tiết đặc cùng loại
¾ Thiết kế khe hở lớn hơn
¾ Tăng tính đa dạng của sản phẩm
¾ Cải tiến chất lượng bề mặt
¾ Dễ điền đầy chi tiết hơn, kênh dẫn dài hơn, độ bền chi tiết cao hơn
¾ Giảm thời gian lên khuôn so với chi tiết đặc cùng loại do mất thời
gian làm nguội.
¾ Giảm lực kẹp khuôn, giảm áp suất hun
¾ Giảm giá thành gia công khi thay thế các hệ thống kênh dẫn nóng
bằng hệ thống gas injection
- Nhược điểm :
¾ Chi phí ban đầu hơi cao
¾ Cấu tạo của cụm phun phức tạp hơn ( trường hợp miệng phun nhựa
với miệng phun khí chung nhau )
d, Các sản phẩm ứng dụng kỹ thuật Gas injection
Sản phẩm ứng dụng Gas injection chủ yếu là các sản phẩm dòi hỏi độ bóng bề mặt tương đối cao, tính thẩm mĩ, chủ yếu ở các sản phẩm có tính cao cấp.
- Đồ gia dụng
3, Tổng quan về công nghệ ép phun
a, Công nghệ ép phun là gì?
Một cách đơn giản nhất. công nghệ ép phun là quá trình phun nhựa nóng chảy điền đầy lòng khuôn. Một khi nhựa được làm nguội và đông cũng lại trong lòng khuôn thì khuôn được mở ra và sản phẩm được đẩy ra khỏi khuôn nhờ hệ thống đẩy. Trong quá trình này không có bất kỳ một phản ứng hóa học nào
b, Nhu cầu và hiệu quả kinh tế của công nghệ ép phun
Sản phẩm nhựa ngày nay là vô cùng phong phú và đa dạng, từ các sản phẩm đơn giản như dụng cụ học tập như: thước, viết, compa hay đồ chơi trẻ em... tới những sản phẩm phức tạp như: bàn, ghế, vỏ tivi, vi tính hay các chi tiết dùng trong ô tô và xe máy… chứng tỏ sự thân thiện và cần thiết của công nghệ ép phun trong ngành công nghiệp nhựa của chúng ta
Với các tính chất như: độ dẻo, nhẹ, có thể tái chế… vật liệu nhựa đã thay thế các loại vật liệu khác như: sắt, đồng, nhôm, gang… đang ngày càng cạn kiệt trong tự nhiên. Vì vậy trong tương lai, khả năng thay thế của nhựa đồi với các vật dụng kim loại là rất lớn và ngành nhựa có tiểm năng phát triển rất cao
Những ưu điểm của khuôn ép phun:
- Tạo ra sản phẩm có hình dáng phực tạp tùy ý
- Hình dáng giữa hai mặt có thể khác nhau
- Khả năng tự động hóa và chi tiết có tính lặp lại cao
- Sản phẩm sau khi ép có màu sắc phong phú và độ nhẵn bóng bề mặt cao nên không cần gia công lại
- Phù hợp cho sản xuất hàng khối và đơn chiếc
c, Quá trình ép phun
Quá trình ép phun là quà trình quan trọng nhất trong việc tạo các sản phẩm chấ dẻo. Tương tự như quá trình đùn, xy lanh được gia nhiệt trước tiên. Sau đó, các hạt nhựa được cấp vào vào xy lanh và cũng được gia nhiệt. Quá trình chuyển động của xylanh ép các hạt nhựa nóng chảy vào bộ phận chứa, để tạo nên áp suất phun cao. Khi áp suất phun đạt từ 70 Mpa – 200 Mpa, quá trình phun chất dẻo đã nóng chảy từ bộ phận chứa vào khuôn. Khuôn được mở ra sau thời gian làm nguội nhất định, và sản phẩm được lấy ra sau khi khuôn được mở.
d, Quy trình thiết kế khuôn
Sơ đồ quá trình thiết kế khuôn
3.1 Cấu tạo chung
Một máy ép phun cơ bản bao gồm các hệ thống sau:
- Hệ thống kẹp (cụm kẹp)
- Hệ thống khuôn (cụm khuôn)
- Hệ thống phun (cụm phun)
- Hệ thống hỗ trợ ép phun (cụm ép phun)
a, Hệ thống kẹp
Hệ thống kẹp có chức năng đóng, mở khuôn, tạo lực kẹp giữ khuôn trong
quá trình làm nguội và đẩy sản phẩm thoát khỏi khuôn khi kết thúc một chu kỳ ép phun.
Hệ thống này bao gồm các bộ phận:
- Cụm đẩy của máy (Machine ejectors) : gồm xylanh thủy lực, tấm đẩy
và cần đẩy. Chúng có chức năng tạo ra lực đẩy tác động vào tấm đẩy trên khuôn để đẩy sản phẩm rời khỏi khuôn
- Cụm kỉm (Clamp cylinders) : có hai loại chính là loại dung cơ cấu khuỷu vả loại dùng xylanh thủy lực. Chức năng chính là cung cấp lực để đóng mở khuôn và lực để giữ khuôn đóng trong suốt quá trình phun.
b, Khuôn mở
Cụm kìm dùng xylanh thủy lực
- Tấm di động (Moveble platen)
c, Hệ thống khuôn
Cấu tạo chung của một bộ khuôn gồm các thành phần sau đây:
Các chức năng chính:
- Vít lục giác: liên kết các tấm khuôn và tạo tính thẩm mỹ
- Vòng định vị: định tâm giữa bạc cuống phun và vòi phun
- Bạc cuống phun: dẫn nhựa từ máy ép phun vào các kênh dẫn nhựa
- Khuôn cái: tạo hình cho sản phẩm
- Bạc định vị: đảm bảo vị trí tương quan giữa khuôn đực và khuôn cái
- Tấm kẹp trước: giữ chặt phần cố định của khuôn vào máy ép
- Vỏ khuôn cái và vỏ khuôn đực: thưởng được làm bằng vật liệu rẻ tiền hơn so với khuôn cái nhằm đảm bảo tính kinh tế mà vẫn đảm bảo yếu tố kỹ thuật
- Chốt hồi: hồi hệ thống đẩy về vị trí ban đầu khi khuôn đóng
- Khuôn đực: tạo hình cho sản phẩm
- Chốt định vị: dẫn hướng và định vị khi khuôn đóng
- Tấm đỡ: tăng bền cho khuôn trong quá trình làm việc
- Gối đỡ: tạo khoảng trống để tấm đẩy hoạt động
- Tấm giữ: giữ các chốt đẩy
- Tấm đẩy: đẩy các chốt đẩy đề lói sản phẩm rời khỏi khuôn
- Tấm kẹp sau: giữ cố định bộ đi động của khuôn trên máy ép nhựa
- Gối đỡ phụ: tăng bền cho khuôn trong quá trình ép phun
d, Hệ thống phun:
Hệ thống phun có nhiệm vụ đưa nhựa vào khuôn thong qua các quá trình cấp nhựa, nén, khử khí, làm chảy dẻo nhựa, phun nhựa lỏng và định hình sản phẩm
CHƯƠNG III. TỔNG QUAN VỀ NGÀNH NHỰA
1, Tình hình sản xuất nhựa trên thế giới
Bước qua thiên niên kỷ mới, dựa trên nền tảng sự phát triển như vũ bão của khoa học kỹ thuật, với mong muốn thỏa mãn ngày càng tốt hơn nhu cầu về mọi mặt của con người, những công nghệ mới, những vật liệu mới, đã và đang được tìm ra và đưa vào trong sản xuất. Nổi bật trên hết là loại vật liệu polymer nhân tạo với nhiều đặc tính ưu việt như: nhẹ, bền, thích ứng tốt với điều kiên môi trường, dễ tái sinh, dễ tạo hình,…đã được sử dụng ngày càng phổ biến. Sự cạn kiệt của nguồn tài nguyên như: gỗ, kim loại…cũng là lý do thúc đẩy con người dần dần chuyển sang dung nhựa thay các loại vật liệu khác
Điều này có thể thấy rõ thông qua bảng đối chiếu chỉ số chất dẻo bình quân qua đầu người ở một số nước sau:
Bảng 1.1: Bảng đối chiếu chất dẻo bình quân đầu người ở một số nước (đơn vị tính là kg/đầu người)
|
Quốc gia |
1995 |
1999 |
|
Việt Nam |
3.79 |
9.43 |
|
Indonesia Thai Lan |
16.0 |
20.0 |
|
23.0 |
32.0 |
|
|
Malaysia |
31.0 |
48.5 |
|
Singapore |
100.0 |
105.0 |
|
Nhật Bản |
85.0 |
110.0 |
|
Mỹ |
108.5 |
120.0 |
(Nguồn: Liên Đoàn Nhựa Các nước ASIAN, Hiệp Hội Nhựa Mỹ, CIPAD)
Ngày nay, vật liệu nhựa đã tạo ra các sản phẩm những yêu cầu cao, những chi tiết máy dần dần được thay thế bằng nhựa làm cho giá thành sản xuất giảm xuống đáng kể, tiết kiệm được sức lao động và kim loại quí,trong khi khả năng làm việc của chi tiết vẫn đươc đảm bảo như:bánh răng,vỏ máy,vỏ xe,…Nhưng để tăng cường cơ lý tính người ta phải gia cường sợi thủy tinh hoặc khoáng chất vô cơ…thường mức gia cường từ 15% đến 20% sợi thủy tinh.
Các sản phẩm nhựa cũng khẳng định được tính đa dạng và khả năng thông dụng trong cuộc sống như: keo dán, vỏ bọc cách điện, vật liệu cách ly, vật liệu làm sàn, ống lắp ráp, các thiết bị phòng tắm, dây cáp, phần lớn các sản phẩm đúc, …trong dân dụng vật liệu nhựa đã đi tận sâu vào trong mọi ngóc nghách nhỏ nhất như: chậu,xô,bàn, ghế,..
Tình hình nhựa ở các nước ASIAN trong những năm gần đây:
Sau sự kiện khủng bố nước Mỹ ngày 11/9/2001, sự khủng hoảng trầm trọng của nền kinh tế Mỹ ảnh hưởng đến nền kinh tế toàn cầu trong đó khu vực ASIAN có tác động đến nghành công nghiệp nhựa ở các nước ASIAN.Tuy nhiên tiến độ tăng trưởng của nghành nhựa trong khu vực này vẩn đảm bảo tốc độ tăng trưởng 6% mỗi năm trong 5 năm (1999-2003), cụ thể là từ 6,55 triệu tấn lên 9,44 triệu tấn giá trị tổng sản lượng từ năm 2004 trở đi
Bảng 1.2: Tốc độ phát triển chất dẻo ở các nước ASIAN từ 1999-2003 (triệu tấn/năm) (Nguồn liên đoàn nhựa ở các nước ASIAN)
Ở Thái Lan công nghiệp nhựa giữ một vị trí quan trọng trong việc phát triển công nghiệp quốc gia. Sản xuất nguyên nhiên liệu trong nước đạt 2 tỷ usd cho quốc gia và gia công sản phẩm nhựa đạt 4,5 tỷ usd trong tổng số 15 tỷ tổng sản phẩm công nghiệp của Thái Lan
Cùng với Thái Lan, Singapore là một trụ cột của AFPI (Liên đoàn nhựa các nước ASIAN). Công nghệ tri thức phát triển đã thúc đẩy kinh tế nói chung và sản xuất nhựa Singapore nói riêng luôn giữ vi trí hàng đầu và là trung tâm xuất khẩu nhựa của ASIAN ra thế giới
2, Tình hình sản xuất nhựa ở Việt Nam
Theo hiệp hội nhựa Việt Nam, nền công nghiệp nhựa Việt Nam có kim nghạch xuất khẩu trong năm 2006 là 500 triệu usd ,tăng 380 triệu usd so với năm 2005 và hướng tiêu thụ trong nước tăng theo đầu người từ 23kg trong năm 2006 đến 38-40kg vào năm 2010(khoảng 28-30% năm)
Trong xu hướng sự tăng trưởng này sẽ có sự phát triển ngày càng nhiều nghành công nghệ sản xuất giá trị cộng thêm trong sản phẩm, tập trung vào các công ty chuyên xuất khẩu, các công ty trong lãnh vực có giá trị gia tăng cao của nền kinh tế. Bên cạnh đó việc gia nhập WTO đang kích thích các doanh nghiệp nhựa Việt Nam nâng cao khả năng cạnh tranh, cập nhật công nghệ mới, …
Tuy nhiên, tất cả những yêu cầu đó phát triển đó lại dựa vào việc phải nhập khẩu từ 85-90% nguồn nguyên liệu thô. Vì thế nền công nghiệp nhựa Việt Nam đang và sẽ là thị trường lý tưởng cho các doanh nghiệp, các tập đoàn quốc tế hoạt động liên quan đến lĩnh vực nhựa trên thế giới
Trong năm 2007, kim nghạch xuất khẩu sản phẩm nhựa của nước ta tới thị trường Châu âu đạt 212,6 triệu usd. Dự báo với tốc độ tăng trưởng trên, kim nghạch xuất khẩu nhựa của nước ta sang các nước châu âu sẽ đạt xấp xỉ 300usd trong năm nay, tăng 80 triệu usd so với năm ngoái
Xuất khẩu sản phẩm nhựa của Việt Nam tới thị trường châu Âu hiện đang tăng trưởng khá. Nửa đầu năm 2008, kim nghạch xuất khẩu sản phẩm nhựa tới thị trường này đạt 130,9 triệu usd, chiếm 30% tổng giá trị kim nghạch xuất khẩu sản phẩm nhựa, tăng 39% so với cùng kỳ năm ngoái. Trong số các nước châu Âu, chủ yếu bạn hàng là các nước EU (chiếm 89% tổng kim nghạch). So với năm ngoái, xuất khẩu sang các thị trường đều tăng trưởng khá do giá xuất khẩu ngày càng tăng và sản phẩm nhựa của nước ta cũng ngày càng đáp ứng nhu cầu của khách hàng vốn được coi là khó tính này
Trong cơ cấu thị trường xuất khẩu nhựa tới châu Âu mửa đầu năm 2008, do tăng trưởng tốt nên Hà Lan đã vươn lên dẫn đầu với 25,6 triệu usd, chiếm 21% tổng kim nghạch tăng tới 72,8% so với cùng kỳ năm ngoái. Hà Lan là một trong những thị trường tăng trưởng mạnh nhất. Đức đứng thứ 2 chiếm gần 18 triệu usd, cũng chiếm 14% tỷ trọng. Đứng ngay sau đó là Pháp với 16 triệu usd, chiếm 12% tỷ trọng tăng tới 38,9% so với cùng kỳ năm 2007. Một số thị trường tuy kim nghạch xuất khẩu chưa cao, từ 12 triệu usd nhưng lại có tốc độ tăng trường xuất khẩu rất mạnh là các thị trường sec (tăng 339,4%), Nauy (tăng 152,65%), Hungari (tăng 147,3%), Thụy Sỹ (tăng 132,3%)
Về chủng loại, các sản phẩm nhựa được xuất khẩu nhiều nhất tới thị trường châu Âu là các sản phẩm dùng trong vận chuyển, đóng gói, vải bạt, phụ liệu may mặc, tượng nhỏ, chậu hoa và các các đô trang trí khác, tấm, phiến, màng nhựa và các sản phẩm nhựa gia dụng khác. Trong đó, được thị trường tiêu thụ nhiều nhất là các sản phẩm dung trong vận chuyển, đóng gói (chiếm 42% về tỷ trọng kim nghạch), các chủng loại còn lại chiếm 8-13% về tỷ trọng kim nghạch
Trong tháng 6/2008 vừa qua, các sản phẩm nhựa gia dụng của Việt Nam, được xuất khẩu mạnh, kim nghạch đạt tới 5,5triệu usd, tăng 75,2% so với tháng trước. Hộp nhựa là chủng loại được nhiều thị nhập khẩu ưa chuộng nhất. Điều này chứng tỏ nhóm sản phẩm này đã khai thác được thế mạnh của mình, và đáp ứng được yêu cầu của thị trường nhập khẩu nên kim nghạch xuất khẩu tăng mạnh. Như vậy kim nghạch xuất khẩu sản phẩm nhựa gia dụng hiện chỉ còn đúng sau kim nghạch xuất khẩu các sản phẩm nhựa dung trong vận chuyển, đóng gói và các sản phẩm nhựa dạng tấm, màng, phiến. Trong cơ cấu sản phẩm nhựa gia dụng xuất khẩu tháng 6/2008, hộp nhựa vẩn được xuất khẩu nhiều nhất, đạt kim nghạch 1,1 triệu usd, chiếm 20% tỷ trọng xuất khẩu, khay nhựa đứng thứ hai đạt kim nghạch 465,9 nghìn usd, chiếm 8% tỷ trọng, tiếp đến là chậu nhựa chiếm 6%, ống hút chiếm 5% tỷ trong, móc áo, hũ cùng chiếm 4% tỷ trọng, muỗng nhựa, ly nhựa, tô nhựa, …chiếm 23% tỷ trọng, còn lại là các loại khác
Bên cạnh việc khai thác mới và xuất khẩu trở lại một số thị trường như: Honduras, Nauy, Đan Mạch, Nigeria, Áo, Cooet, …xuất khẩu sang các thị trường chính đều tăng khá đã khiến xuất khẩu sản phẩm nhựa gia dụng trong tháng 6/2008 này đạt mức tăng trưởng cao
Kim nghạch xuất khẩu sang các thị trường chính là Hoa Kỳ, Đài Loan và Campuchia đều tăng trên 50% trong khi xuất khẩu sang Nhật Bản, thị trường xuất khẩu lớn nhất-kim nghạch xuất khẩu còn tăng gấp 2 lần (đạt gần 1 triệu usd). Xuất khẩu sang một số thị trường châu Âu là Hà Lan, Đức, Anh, Nga, Ucraina cũng tăng khá. Hiện nay, kim nghạch xuất khẩu sản phẩm nhựa sang Nhật Bản chiếm 17% tổng kim nghạch. Hộp nhựa là chủng loại được xuất khẩu nhiều nhất sang thị trường này (chiếm tới 68,2% tổng kim nghạch), tiếp đến là bình nước lạnh, khay, móc áo, ống hút, linh kiện nhựa kệ bếp, xô nhựa, bình tưới hoa, … Trong số các loại hộp, hộp nhựa nắp vặn (dung tích từ 250-1000ml) với giá xuất khẩu từ 0,46-0,57 usd/cái được thị trường Nhật Bản ưa chuộng nhất. Đối với thi trường Hoa Kỳ hũ nhựa được ưa nhập khẩu hơn cả, tiếp đến mới đến hộp nhựa, thau nhựa, rổ nhựa, miếng lót, khai nhựa, chậu nhựa, dĩa nhựa. Trong đó hũ nhựa và nắp protein là chủng loại xuất khẩu rất nhiều, tới gần hơn 70 nghìn bộ, cao nhất la loại hũ PVC 7,0 kg (No.442) với giá xuất khẩu 0,59usd/cái, FOB Cát Lái
Riêng đối với hai thị trường xuất khẩu hàng đầu Châu Âu là Hà Lan và Anh, tiêu dung tăng cao khiến thị trường đóng gói cũng tăng theo các loại túi nhựa được xuất mạnh sang thị trường này và kim nghạch xuất khẩu chiếm tới 50-65% tổng kim nghạch xuất khẩu các mặt hang nhựa nói chung. Hiện giá xuất khẩu túi nilon sang Hà Lan lên tới 0.7usd/kg, túi xốp EPI 330×480×580MM sang Anh giá 2,3usd/kg.
Mục tiêu của nghành nhựa Việt Nam đến năm 2010 là phát triển thành một nghành kinh tế mạnh. Sử dụng tối đa nguyên liệu trong nước, sử dụng công nghệ vật liệu mới, phát triển sản xuất các sản phẩm chất lương cao, đa dạng hóa về chủng loại, mẫu mã, nâng cao khả năng cạnh tranh, đáp ứng nhu cầu trong nước, và tăng sản lượng xuất khẩu, tăng nguồn thu ngân cho ngân sách, hội nhập vững chắc vào kinh tế khu vực và thế giới. Đầu tư phát triển nguyên liệu là hướng phát triển ưu tiên hang đầu của nghành. Hiện Việt Nam có hai dự án đầu tư nhà máy sản xuất PVC ReSin lớn tịa tỉnh Đồng Nai và Bà Rịa Vũng Tàu với công suất của hai nhà máy lên tới 108.000 tấn; hai dự án sản xuất nguyên liệu PS và hai dự án DOP. Ngoài ra còn nhiều dự án sản xuất khác như:PE, PP, màng BOPP để làm bao bì, tấm PS, PVC, PMMA, tơ sợi tổng hợp đang đợi nghiên cứu
Nghành công nghiệp nhựa Việt Nam khi hội nhập kinh tế quốc tế, bên cạnh những thời cơ, thuận lợi thì thách thức đặt ra cũng không nhỏ. Đó là, hằng năm số nguyên liệu phải nhập khẩu, 70% số công nhân không thạo nghề, 80% số doanh nghiệp vừa và nhỏ chậm đổi mới công nghệ
3, Thực trạng nghành công nghệ sản xuất khuôn mẩu
Trên thế giới cuộc cách mạng về máy tính điện tử đã có tác động lớn vào nền sản xuất công nghiệp. Đặc biệt,trong nghành sản xuất khuôn mẫu hiên đại.công nghệ thông tin đã được ứng dụng rông rãi,để nhanh chóng chuyển đổi các quá trình sản xuất kiểu truyền thống sang sản xuất công nghệ cao(CNC)nhờ đó các giai đoạn thiết kế và chế tạo khuôn mẫu từng bước được tự động hóa(CAD/CAM trong đó CAD là phần mềm để thiết kế với sự trợ giúp của máy tính điên tử,CAM là sản xuất với sự trợ giúp của máy tính điện tử ,còn được gọi là gia công điều khiển số).
Các nước có nền công nghiệp tiên tiến như; Nhật Bản, Đài Loan, …đã hình thành mô hình liên kết tổ hợp, để sản xuất khuôn mẩu chat lượng cao cho từng lĩnh vực công nghệ khác nhau:
Achuyên thiết kế khuôn nhựa, khuôn dập nguội, khuôn dập nóng, khuôn đúc áp lực, khuôn ép chãy, khuôn dập tự động
Achuyên thiết kế các cụm chi tiết tiêu chuẩn, phục vụ chế tạo khuôn mẫu như: các bộ đế khuôn tiêu chuẩn, các khối khuôn tiêu chuẩn, trụ dẫn hướng, lò xo, keo ép nhăn, các loại cơ cấu cấp phôi tự động
Achuyên thực hiện các nhiệm vụ nhiệt luyện cho các công ty chế tạo khuôn
A chuên cung cấp các phần mềm chuyên dụng: CAD/CAM/CIMATRON,
Achuyên thực hiên các nhiệm vụ đo lường, kiểm tra chất lượng khuôn.
Tại Việt Nam, do hạn chế về năng lực thiết kế và chế tạo, các doanh nghiệp hiên mới chỉ đáp ứng sản xuất khuôn mẫu phục vụ cho chế tạo các sản phẩm cơ khí tiêu dung và một phần cho các công ty liên doanh nước ngoài. Với những sản phẩm có yêu cầu kĩ thuật cao (máy giặt, tủ lạnh, điều hòa, ô tô…) phải nhập bán thành phẩm hoặc nhập khuôn từ nước ngoài vào sản xuất
Một trong những nguyên nhân cần đề cập đến là thực trạng sản xuất của các doanh nghiệp khuôn mẩu ở trong nước là đang hoạt động ở tình trạng tự khép kín, chưa có sự phối hợp, liên kết với nhau để đi vào thiết kế và sản xuất chuyên sâu vào một, hoặc một số mặt hàng cùng chủng loại, trang thiết bị ở các cơ sở hầu hết ở trình độ công nghệ thấp, hoặc có nơi đã đầu tư thiết bị công nghệ cao, nhưng sự đầu tư lại trùng lặp do chưa có sự hợp tác giữa doanh nghiệp trong sản xuất. Bên cạnh đó, nguồn nhân lực thiết kế, chế tạo và chuyển giao công nghệ cũng bị phân tán. Do sản xuất nhỏ lẽ nên ngay cả việc nhập thép hợp kim làm khuôn mẫu cũng phải nhập khẩu với giá thành cao. Những điều này giải thích vì sao chi phí sản xuất khuôn mẫu của Việt Nam luôn lớn, dẫn đến hiệu quả sản xuất bị hạn chế
Quy phát triển nghành co khí Hà Nội giai đoạn 2006-2010 đã xác định: Tập trung phát triển các nhóm sản phẩm: Thiết bị đồng bộ, sản phẩm máy công nghiệp, thiết bị kỉ thuật điện, công nghệ ô tô xe máy, sản phẩm cơ khí tiêu dùng. Trong số đó, nhóm sản phẩm cơ bản có liên quan đến sử dụng khuôn mẫu: sản phẫm máy công nghiệp, sản phẩm ô tô xe máy và một số nghành sản xuất khác: sản xuất từ cao su và plastic phục vụ công nghiệp và gia dụng
Kết quả khảo sát thực tế về nhu cầu khuôn mẫu đến năm 2010, đơn cử riêng về khuôn dập, của một số cong ty như sau: Công Ty cơ khí Thăng Long: khuôn dập là 1.500 bộ; Công Ty cơ điện Thống Nhất: khuôn dập là 75 bộ; Cty chế tao máy điện VN HGR: khuôn dập là 150 bộ, Cty xích líp Đông Anh; khuôn dập là 500 bộ, …Cùng với đó là nhu cầu rất lớn về khuôn nhựa, khuôn đúc áp lực…Như vậy ngay cả trên sân nhà nhu cầu về khuôn mẫu là rất cao. Vấn đề dặt ra cho các cơ quan nhà nước là: cần tiến hành công tác quy hoạch để định hướng phát triển công nghệ sản xuất khuôn mẫu; thực hiện công tác tổ chức, điều phối, hợp tác, liên kết sản xuất với các cơ sở ra sao nhằm đầu tư và phát triển công nghiệp sản xuất khuôn mẫu đạt hiệu quả tối cao
Vậy nên trong xu thế hội nhập và hợp tác kinh tế quốc tế, muốn tồn tại và phát triển bền vững, ngành công nghiệp khuôn mẫu của Việt Nam cần phải có các giải pháp đúng đắn và phù hợp. Nếu cứ để sản xuất khuôn mẫu trong tình trạng hoạt động khép kín, một đơn vị khó có thể đảm bảo có những sản phẩm khuôn mẫu chất lượng cao, giá thành hạ. Thời gian tới, cần phải thành lập Hiệp Hội của nghành sản xuất khuôn mẫu.Đây sẽ là nơi các doanh nghiệp gặp gỡ, trao đổi thông tin trong và ngoài nước, quảng bá hình ảnh thương hiệu mình cũng như tìm đối tác làm ăn. Hiệp hội còn là nơi có quan hệ chặt chẽ với chính phủ.; Bộ Nghành, với các viện, các trường đại học; với các cơ quan nhà nước, từ đó cung cấp thông tin về chủ trương chính sách , về các cơ chế quản lý, về công nghệ và thiết bị tiên tiến, về xây dựng thống nhất bộ tiêu chuẩn công nghiệp và tiêu chuẩn an toàn cho nghành khuôn mẫu…giúp các doanh nghiệp nhanh chóng nắm bắt được vấn đề liên quan đến tồn tại và phát triển của mình
CHƯƠNG IV. VẬT LIỆU NHỰA VÀ SẢN PHẨM THIẾT KẾ
1, Phân loại vật liệu nhựa
Trong sản xuất vật liệu nhựa được chia thành hai loại: nhựa nhiệt dẻo và nhựa phản ứng nhiệt (nhựa nhiệt rắn)
Nhựa phản ứng nhiệt ít dùng trong sản xuất. Khi nung nóng lúc đầu nhựa phản ứng nhiệt chảy dẻo ra nhưng sau đó thì đông cứng lại và không có khả năng tái sinh như nhiệt nhựa dẻo
Theo trạng thái pha chúng ta có thể chia nhựa nhiệt dẻo thành hai loại: nhựa có cấu trúc vô định hình và nhựa có cấu trúc tinh thể. Ngoài ra, theo phạm vi sử dung chúng ta có thể chia nhựa nhiệt dẻo thành 2 loại: nhựa gia dụng và nhựa kỹ thuật.
Nhựa có cấu trúc vô định hình (PS, PC, …)dễ dàng nhận thấy bỡi tính chất cứng và trong suốt. Màu sắc tự nhiên của loại này là trong như nước, hoặc gần như màu cát vàng hoặc màu mờ đục. Loại nhựa này có độ co rút rất nhỏ từ 0,5-0,8%.
Nhựa có cấu trúc tinh thể (PP, PE, PA) loại nhựa này thường cứng và bền dai, nhưng không trong suốt thường được dùng trong làm đồ gia dụng.
Nhựa gia dụng dùng để chế tạo các chi tiết hay sản phẩm có độ chính xác, có cơ tính không có yêu cầu cao như vỏ boc dây điện, dép nhựa, thau giặt đồ, ống nước …
Nhựa kỹ thuật dùng để chế tạo các chi tiết máy, các chi tiết lắp hay sản phẩm có yêu cầu về độ chính xác và cơ tính cao như: bánh răng, bu lông, vỏ máy, đai ốc, …
2, Một số loại nhựa thông dụng
a) Các loại nhựa gia dụng
PA (Poly Amide)
Còn gọi là nylon, có cấu trúc tinh thể, màu từ trắng đục đến vàng xám, độ bền cao, chống va đập tốt, nhưng lão hóa bởi ánh sáng, các loại tia.
Nhựa PA dùng để chế tạo bánh răng, ổ lăn, ổ trượt, đai ốc, …. các chi tiết trong máy dệt, ống dẫn xăng, vật liệu trong các sợi dệt, dây cước, độn với cao su làm vỏ xe, …
PC (poly cacbonat)
Có cấu trúc phân tử, độ cứng cao nên khó gia công, ổn định kích thước khá cao, lão hóa chậm, độ dãn dài cao, chịu va đập tốt, nhưng tính chịu tải có chu kì yếu, tính cách điện ở nhiệt độ cao tốt
Nhựa PC dùng để chế tạo các chi tiết giống như nhựa PA
PE (poly etylen)
Không màu, độ cứng không cao, dạng tinh thể, oxy hóa chậm ở nhiệt độ thấp nhưng tương đối nhanh ở nhiệt độ cao. PE bền trong nước, chống thấm khí tốt
Do độ bền không cao nên dùng chế tạo các chi tiết dạng màng, các sợi, dây bọc điện, các ống dẫn nước chịu áp lực không cao, chế tạo các chai lọ bằng phương pháp thổi…
PP (poly propylen)
Trong suốt, không màu, dạng tinh thể, độ dai va đập kém, có độ bền kéo và độ ổn định nhiệt cao, khó dán
Nhựa PP, dùng làm nắp chai, vỏ bút, chai lọ trong y tế, bao bì dùng trong nghành dệt, giả da, dây bọc điện, …
PS (poly styren)
Không màu, dạng vô định hình có độ cứng khá tốt, độ dai va đập kém, dể gia công bằng phương pháp ép phun hoặc đúc áp lực, chịu ăn mòn hóa học tốt.
Nhựa PS dùng làm các sản phẩm gia dụng, bàn ghế ly tách hoặc kết hợp với cao su làm vỏ ruột xe có tính đàn hồi cao, …
PVC (poly vinynclorid)
Màu trắng, dạng vô định hình, độ bền thấp, kháng thời tiết tốt, ổn định kích thước, độ bền sử dụng cao, dể tạo màu sắc
Nhựa PVC có thể cán mỏng từ 0,01mm-0,05mm, làm ống nước bằng phương pháp đùn liên tục, các sản phẩm dạng tấm, cách điện có thể cán lên vải…
PET (poly etylen terephatale)
Có cấu trúc tinh thể, trong suốt, khá bền. Thường dùng để tạo màng mỏng, kéo dài thành các sợi có tính co giãn như len, tơ, …
b) Các loại nhựa kỹ thuật
PA6(polyamide 6, hay nylon 6, hay polycaprolactam)
Phân tử gồm các nhóm amide(CONH), có độ bền, độ cứng cao, chịu nhiệt tốt. Được sử dụng làm khung, dầm, các giá đỡ cần độ bền, độ cứng vững cao
PA 66(polyamide hay nylon 6,6)
Có độ bền và độ cứng cao, là một trong các loại nhựa có độ nóng chảy cao nhất, hấp thụ độ ẩm trong quá trình ép phun. Thủy tinh là chất thêm vào thông dụng nhất, để tăng cơ tính vật liệu, ngoài ra còn thêm các chất đàn hồi như; EPDM, SBR để tăng độ bền, có độ nhớt thấp, dễ dàng chảy vào lòng khuôn, do đó cho phép tạo các vật có thành mỏng. Độ co rút từ 1%-2%
Nhựa PA 66 dùng để chế tạo các chi tiết trong xe hơi, dùng làm vỏ các thiết bị máy móc, …
POM (poly acetatic)
Nhựa Acetals có 2 loại Homopolymers và copolymers. Hopolymers có độ bền kéo tốt, độ bền mỏi cao, nên cứng, khó gia công. Copolymers ổn định nhiệt tốt ít bị ảnh hưởng hóa chất, dễ gia công. Có hai nhựa Hopolymers và Polymers là nhựa tinh thể hút ẩm kém. Nhựa Acetals có hệ số ma sát và ổn định kích thước tốt, nên thích hợp cho việc chế tạo bánh răng và trục. Nhựa Acetals chiu nhiệt tố nên được sử dụng chế tạo các chi tiết trong máy bơm, van…
ABS (Acrylonitrile-Butadiene-Styrene)
Được tạo từ 3 đơn phân tử: a crylonitrle, butediene va styrene. Mỗi đơn phân tử có tính chất khác nhau như: tính cứng, bền, với nhiệt độ và hóa chất là của acrylonitrile, dễ gia công, độ bền của styrene và độ dẻo dai va đập của butadiene
Nhựa ABS dùng để chế tạo các chi tiết trong xe hơi (nắp của các ngăn chứa, vỏ của bánh xe, …) tủ lạnh, các thiết bị trong gia đình (máy sấy tóc, các thiết bị chế biến thực phẩm, điện thoại, bàn máy tính, ván trượt tuyết)
PMMA (polymethyl methacylate)
Có tính chất quang học rất đặc biệt, có thể truyền ánh sáng trắng cao đến 92%, các chi tiết đúc có thể có tính lưỡng chi tiết rất thấp, do đó rất lý tưởng để chế tạo các đĩa hát.
Nhựa PMMA dùng trong xe hơi (các thiết bị báo hiệu, các bảng dụng cụ, công nghệ (đĩa hát, các kệ trưng bày, …), y tế, …
PBT (Polybutylene Terephthalates)
Là một trong những nhựa nhiệt dẻo có cơ tính rất cao.PBT là một loại nhựa bán tinh thể, có tính kháng hóa chất rất tốt, hút ẩm rất ít, có tính trở nhiệt, và trở điện cao ổn định dưới các điều kiện môi trường
Nhựa PBT dùng để chế tạo các thiết bị, dụng cụ trong gia đình và công nghiệp (lưỡi trong các thiết bị chế biến thực phẩm, các chi tiết trong máy hút bụi, quạt, máy sấy tóc, cửa, vỏ máy trong các chi tiết xe hơi, …) các thiết bị trong nghành điện (công tắc, vỏ cầu, bàn phím, đầu nối, …)
.....
Yêu cầu kỹ thuật
- Ngoài tính thẩm mỹ cần phải có cho sản phẫm thì khuôn còn đòi hỏi độ chính xác cao, đảm bảo kín khít, hạn chế tạo bavia trên sản phẩm tạo thành.
- Trên khuôn có các lỗ dẫn hướng yêu cầu phải gia công đạt độ chính xác cao để đảm bảo khuôn đóng mở dễ dàng, chính xác.
- Các lỗ dẫn hướng cần được gia công đạt độ chính xác cấp 5-6, độ nhám bề mặt Ra = 1,25 μ m.
- Bề mặt khuôn được tạo thành bằng phương pháp phay cần đạt độ chính xác cấp 9, độ nhám Ra = 3,2 μ m.
- Bề mặt lòng khuôn sau khi gia công cần được đánh bóng để có thể đạt độ nhám bề mặt Ra = 1,25 μm.
- Dạng sản xuất đơn chiếc. Phôi dùng để gia công tấm khuôn là các tấm khuôn đã qua các bước xử lý cắt gọt bề mặt. Thông thường chúng ta mua các tấm khuôn này từ các nhà cung cấp tấm khuôn.
- Vật liệu sử dụng để gia công tấm khuôn là thép P20 với các thông số liên quan:
- Mác thép: 40CrMnMo7 (DIN 1.2311)
- Giới hạn bền: b = 67,5 KG/mm2
- Độ cứng: 300HB







