Luận văn Cơ khí-Thiết kế máy đúc nhựa Khuôn quay ĐHBK HCM
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN Thiết kế máy đúc nhựa Khuôn quay
CHƯƠNG 1 TỔNG QUAN VỀ PHƯƠNG PHÁP KHUÔN QUAY
1.1 Giới thiệu chung.
Nhu cầu sử dụng các sản phẩm làm từ nhựa ngày càng tăng cao, so với các sản phẩm tương tự làm bằng kim loại, nhựa chiếm ưu thế hơn về độ bền, không bị oxy hóa, đảm bảo được vệ sinh, đồng thời, so với các sản phẩm kim loại, sản phẩm nhựa nhẹ hơn, sản xuất đơn giản do đó tiết kiệm được thời gian và chi phí sản xuất. Trong các phương pháp sản xuất sản phẩm từ nhựa hiện nay, nổi bật lên một phương pháp đặc biệt đó là phương pháp khuôn quay.
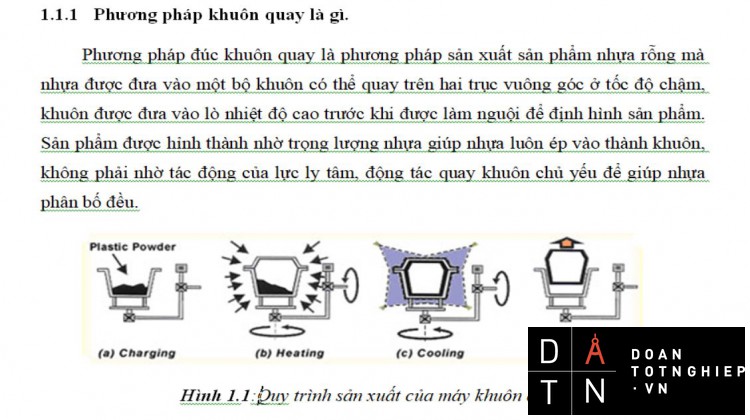
1.1.1 Phương pháp khuôn quay là gì.
Phương pháp đúc khuôn quay là phương pháp sản xuất sản phẩm nhựa rỗng mà nhựa được đưa vào một bộ khuôn có thể quay trên hai trục vuông góc ở tốc độ chậm, khuôn được đưa vào lò nhiệt độ cao trước khi được làm nguội để định hình sản phẩm. Sản phẩm được hỉnh thành nhờ trọng lượng nhựa giúp nhựa luôn ép vào thành khuôn, không phải nhờ tác động của lực ly tâm, động tác quay khuôn chủ yếu để giúp nhựa phân bố đều.
Hình 1.1:Quy trình sản xuất của máy khuôn quay
1.1.2 Các sản phẩm làm từ máy khuôn quay:
Hình 1.2: Các sản phẩm nhựa làm từ máy khuôn quay
Mặc dù các phương pháp ép phun, thổi cũng cho các sản phẩm tương tự, tuy nhiên, phương pháp khuôn quay có điểm lợi thế hơn đó là khuôn giá rẻ, giảm tối thiểu ứng suất dư. Đồng thời, ở mức độ sản xuất các sản phẩm lớn (> 2 m3 ) các sản phẩm nhựa rỗng thường dùng phương pháp khuôn quay điển hình là các thùng chứa, bể chứa ngoài ra còn có các sản phẩm y tế, gia dụng, đồ chơi,…
1.2 Các loại mô hình máy khuôn quay phổ biến.
Nguyên tắc chung của đúc quay liên quan đến nhựa nóng bên trong một khuôn rỗng quay sao cho nhựa bị nóng chảy tạo thành một lớp phủ trên bề mặt bên trong của khuôn, sau đó khuôn được làm nguội để nhựa đặc lại thành hình dạng mong muốn và được dỡ khỏi khuôn.
Dưới đây trình bày một số loại máy đúc quay thương mại được phổ biến trong ngành công nghiệp đúc nhựa.
1.2.1 Rock – and – Roll Machine.
- Đây là một loại máy chuyên để sản xuất các sản phẩm dạng dài và hẹp có tỷ lệ chiều dài/chiều rộng lớn.
- Bởi vì các buồng gia nhiệt nhỏ hơn nên sẽ tiết kiệm được chi phí gia nhiệt so với các loại máy khác.
Hình 1.3: Máy khuôn quay Rock - and -Roll
1.2.2 Clamshell Machine.
- Khuôn được lắp trên tay quay máy có nắp đóng mở như vỏ sò, quá trình gia nhiệt và làm mát khuôn được thực hiện trong cùng buồng máy.
- Loại máy này chiếm không gian ít hơn so với loại shuttle và swing arm machine nên thường được dùng trong trường học hay sản xuất sản phẩm tinh.
- Có giá thành rẻ so với kích thước sản phẩm mà máy sản xuất được.
Hình 1.4: Máy khuôn quay dạng Clamshell
Tuy nhiên, vẫn có những thiết kế mà sau khi khuôn được gia nhiệt sau đó được đưa ra ngoài lò để làm mát ở một buồng khác, nhờ đó buồng gia nhiệt có thể đúc sản phẩm tiếp theo.
1.2.3 Vertical Machine.
- Loại máy này có khu vực xếp dỡ sản phẩm nằm giữa buồng gia nhiệt và buồng làm mát.
- Lợi thế của phương pháp này là sản suất số lượng lớn các sản phẩm trên diện tích mặt sàn nhỏ.
- Ngoài ra mỗi cánh tay có thể thiết kế khác nhau để mang nhiều loại khuôn với kích thước khác nhau, vì vậy sản phẩm tạo ra có thể rất đa dạng.
Hình 1.5: Cơ cấu máy khuôn quay dạng Vertical.
1.2.4 Shuttle Machine.
- Tiết kiệm được diện tích sàn nền nhà máy.
- Năng suất máy được cải thiện khi có 2 cơ cấu giá đỡ cho tổ hợp khuôn ở hai đầu của buồng gia nhiệt, khi một tổ hợp khuôn đang được gia nhiệt trong buồng đốt thì tổ hợp khuôn kia lại đang được làm mát, nhờ đó máy có khả năng sản xuất liên tục, tiết kiệm thời gian và linh hoạt hơn so với các loại khác.
Hình 1.6: Máy khuôn quay dạng Shuttle Machine
1.3 Nhựa sử dụng trong máy khuôn quay.
1.3.1 Giới thiệu về nhựa.
Nhựa Polyethylene trong đúc quay.
Công thức hóa học của nhựa PE: CH3 - CH2 -( - CH2 - CH2 -)x - CH2 - CH3.
Khi x = 50, PE dạng sáp ở nhiệt độ cao; x = 500, polyethylene ở dạng phân tử trọng lượng thấp, nhiệt nóng chảy khoảng 1200C; x = 2500, ở dạng phân tử trọng lượng cao, nhiệt độ nóng chảy khoảng 1350C, ở nhiệt độ phòng có tỷ khối 950 kg/m3, khi x = 250000 polyethylene trọng lượng phân tử siêu cao (UHMWPE) có nhiệt nóng chảy 1370C, mật độ ở nhiệt độ phòng là 965 kg/m3.
Nhựa PE là nguyên liệu phổ biến trong đúc quay.
Dựa vào trọng lượng phân tử ta chia nhựa PE thành các loại:
- Polyethylene tỷ trọng thấp (LDPE).
LDPE có tỷ trọng tương đối thấp, 910 kg/m3 đến 925 kg/m3, khả năng kết tinh tương đối thấp khoảng 44% - 66%, khá mềm, modul uốn khoảng 0,24 - 0,35 GPa. Kháng hóa chất tốt, cứng rắn, dễ xử lý,LDPE thường dùng trong lĩnh vực thổi nhựa.
- Polyethylene tỷ trọng trung bình (MDPE).
MDPE thường được dùng trong các ứng dụng đòi hỏi độ cứng, bền. Tỷ khối trong khoảng từ 925 kg/m3 - 940 kg/m3, độ kết tinh trong khoảng 55% - 75%, so với LDPE, MDPE cứng hơn, modul uốn đạt 0,69 - 0,9 GPa, độ cứng Shore D đạt 52 - 56, thường được sử dụng trong lĩnh vực ép phun.
- Polyethylene tỷ trong cao (HDPE).
HDPE còn được gọi là PE tuyến tính hoặc PE áp suất thấp, thích hợp sản suất các thùng chứa đủ kích cỡ, có khả năng chịu từ nhiệt độ phòng cho tới nhiệt độ sôi của nước.
Modul uốn trong phạm vi 0,93 - 1,52 Gpa, độ cứng Shore D là 60 - 66. Độ kết tinh đạt 75% - 90%, tỷ khối đạt tới 960 kg/m3.
HDPE được sử dụng trong đúc quay, thổi, đùn.
Chỉ số chảy của nhựa HDPE từ 2 -10 hoặc hơn. Căn cứ vào chỉ số chảy mà lựa chọn phương pháp sản xuất sản phẩm phù hợp nhất, ví dụ, chỉ số chảy từ 10 - 30 thường khuyến cáo dùng cho ép phun, chỉ số chảy bằng 1 dùng cho đùn, từ 0,2 - 0,8 dùng cho thổi đúc và từ 2 -10 thường dùng cho phương pháp đúc quay.
- Polyethylene tỷ trọng thấp tuyến tính (LLDPE).
LLDPE có cấu trúc tương tự với LDPE, tuy nhiên độ dài chuỗi giảm đáng kể, có tỷ khối trong phạm vi 910 kg/m3 – 940 kg/m3, độ kết tinh đạt 65% - 75% ở nhiệt độ phòng, LLDPE có độ bền kéo, độ cứng, kháng hóa chất được cải thiện hơn.
Modul uốn trong phạm vi 0,42 – 0,83 GPa, dải độ cứng Shore D từ 50 – 56. LLDPE được sử dụng trong sản suất thổi, đùn, chỉ số chảy rất lớn khoảng 20 hoặc lớn hơn. Mặc dù kháng hóa chất rất tốt, nhưng vẫn bị ảnh hưởng của hydrocacbon đặc biệt là xăng dầu, este, hydrocarbon halogen hóa.
1.4 Mục tiêu, nhiệm vụ luận văn.
1.4.1 Mục tiêu.
Thiết kế máy khuôn quay dạng với các yêu cầu sau:
- Không gian làm việc:14800 x 6600 x 4725 mm
- Năng suất 32 sản phẩm một ngày, làm việc 2 ca, mỗi ca làm việc 8 tiếng, một năm làm việc 300 ngày.
- Sản phẩm có kích thước tối đa 2500 x 2500 x 500 mm.
1.4.2 Nhiệm vụ.
+ Nghiên cứu thiết kế cánh tay quay, lò đốt, khuôn.
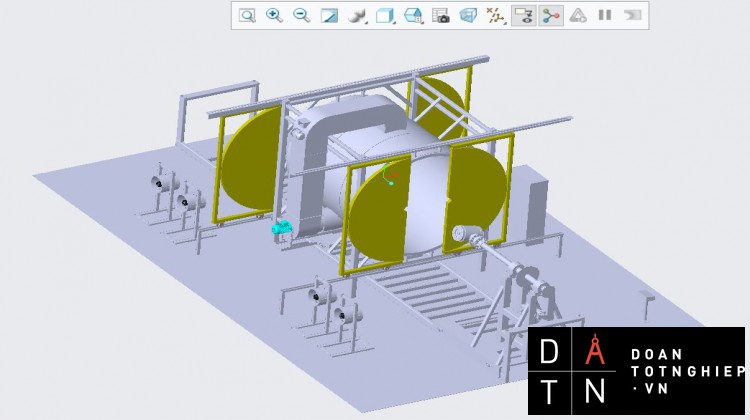
+ Mô phỏng cơ cấu máy khuôn quay trên Solidwork các bộ phận cơ bản là buồng đốt, cánh tay quay, khuôn.
+ Thiết kế bộ điều khiển nhiệt độ.
+ Thiết kế mạch điện và mạch điều khiển cơ cấu cơ khí sử dụng PLC.
+ Tính toán nhiệt, truyền nhiệt.
+ Thiết kế giải thuật điều khiển hệ thống.
1.4.3 Phương pháp nghiên cứu đề tài.
+ Tìm hiểu về hệ thống máy khuôn quay thông qua mạng internet.
+ Tìm hiểu nguyên lý hoạt động của một hệ thống gia nhiệt bằng khí đốt.
+ Nghiên cứu về PLC của hãng Mitsubishi.
+ Tìm hiểu phương pháp điều khiển PID.
1.4.4 Kết luận.
Máy khuôn quay được thiết kế bằng Solidwork với theo kết cấu như hình dưới:
CHƯƠNG 2 PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1Phương án thiết kế bộ truyền động.
2.1.1 Phương án giá đỡ khuôn cánh tay thẳng.
- Cấu tạo: Giá đỡ khuôn như hình 2.1 bao gồm hai trục quay vuông góc, một trục quay toàn bộ cơ cấu và một trục chỉ có nhiệm vụ quay bộ khuôn.
Hình 2.1:Giá đỡ khuôn tay thẳng
- Ưu điểm: Loại giá đỡ này có khả năng tải nhiều khuôn cùng một lúc, do bộ khuôn được đặt trên một đĩa tròn, do đó với việc bố trí 2 đĩa ở hai bên, số lượng khuôn tăng gấp đôi, thích hợp cho khuôn có thể tích vừa và nhỏ, hoặc có chiều dài lớn.
- Nhược điểm: Giá đỡ chỉ thích hợp với các bộ khuôn có kích thước giống nhau, hoặc phải có bộ khung khuôn cho các khuôn có kích thước khác nhau, đồng thời, loại giá đỡ này hầu như không thích hợp với các khuôn có chiều cao lớn như thùng chứa hình trụ. Do vậy loại giá đỡ này khá phức tạp.
2.1.2 Phương án giá đỡ khuôn cánh tay song song.
- Cấu tạo: Với mục tiêu tao ra hai trục quay vuông góc với nhau, một trục chính quay toàn bộ cơ cấu và trục phụ quay khuôn như hình 2.2, điểm khác so với giá đỡ tay thẳng là có thêm bộ truyền xích truyền động đến một trục song song với trục chính, từ đó làm quay trục phụ gắn với bộ khuôn. Trên thực tế, bộ khuôn sẽ được cố định cả hai đầu để tăng độ cứng vững của hệ thống.
Hình 2.2: Giá khuôn đỡ tay song song
- Ưu điểm: Thích hợp với những khuôn kích thước hình khối thể tích lớn như các thùng chứa, có thể gắn 2 - 3 khuôn hoặc nhiều hơn tùy vào kích cỡ, cơ cấu khuôn đơn giản hơn.
- Nhược điểm: Không gắn được nhiều khuôn như giá đỡ cánh tay thẳng.
- Kết luận: Tùy vào yêu cầu sản phẩm mà có cơ cấu giá đỡ phù hợp, trong phạm vi luận văn sẽ trình bày cơ cấu giá đỡ khuôn tay thẳng.
2.2Phương án thiết kế lò.
Lò hạn chế những mặt góc cạnh nhằm tạo thuận lợi cho dòng không khí di chuyển bên trong. Lò thường được bố trí với 1, 2, 3 hoặc 4 cửa ra vào. Chúng ta sẽ xem xét các phương án số cửa lò sao cho phù hợp với tính chất hoạt động và năng suất yêu cầu.
2.2.1 Phương án một cửa.
Lò một cửa ra vào thích hợp cho những cơ cấu nhỏ, chu kỳ gia nhiệt, làm lạnh rất ngắn, không yêu cầu về năng suất vì dụ như các mô hình về nghiên cứu, sản xuất đơn chiếc số lượng nhỏ.
2.2.2 Phương án hai cửa.
Lò có 2 cửa ra vào được thiết kế cho năng suất cao và tiết kiệm thời gian bởi khi một bên đang gia nhiệt trong lò thì bên kia đang trong quá trình làm lạnh và tháo dỡ sản phẩm chuẩn bị cho chu kỳ làm việc mới. Do vậy, hệ thống gia nhiệt sẽ làm việc liên tục, tránh hao phí nhiên liệu.Thích hợp với những khuôn quay có chu kỳ gia nhiệt và làm mát bằng nhau, hoặc chênh lệch không lớn.
2.2.3 Phương án ba cửa.
Lò nhiệt với 3 của ra vào thích hợp với những khuôn quay có chu kỳ gia nhiệt và làm mát khác nhau, do vậy đây sẽ là một cơ cấu khá phức tạp, không khả thi trong thực tế.
2.2.4 Phương án bốn cửa.
Lò nhiệt thích hợp với những khuôn có thời gian gia nhiệt và làm mát tương đương nhau, khi đó 2 cửa vào gia nhiệt và 2 cửa ra làm mát.Do vậy, cơ cấu này phức tạp hơn, công suất gia nhiệt lớn, thích hợp với những yêu cầu về số lượng sản phẩm lớn, sản xuất hàng loạt.
- Kết luận: Với yêu cầu sản xuất công suất không quá lớn (32 sp/giờ), cơ cấu vận hành đơn giản nhưng vẫn đảm bảo tiết kiệm nhiên liệu, chọn phương án lò 2 cửa ra vào, hình dạng trụ tròn.
2.3Phương án gia nhiệt trong lò.
Có một số phương pháp gia nhiệt thường dùng như: đối lưu không khí nóng, dẫn chất lỏng nóng qua khuôn, bức xạ hồng ngoại, hoặc dùng lửa phun trực tiếp.
2.3.1 Phương án đối lưu không khí nóng.
Phương pháp này rất thông dụng cho việc gia nhiệt cho hệ khuôn quay, hệ thống gia nhiệt sử dụng khí đốt, dầu đốt hoặc lò điện để làm nóng không khí. Nguồn nhiệt này đặc biệt thích hợp cho các loại khuôn thành mỏng.
Nhiệt độ lò dao động trong phạm vi 2050C – 4900C, trong phạm vi nhiệt độ này, nhiệt độ lò càng cao, chu kỳ gia nhiệt càng ngắn.
Điều quan trọng nhất của phương pháp này đó là quỹ đạo của luồng không khí trong lò, ta có thể sử dụng máy thổi khí để xử lý. Điều quan trọng thứ hai đó là vận tốc và sự đồng đều nhiệt độ không khí trong lò. Thông thường, vận tốc không khí tối thiểu cần thiết cho mỗi 1 m3 thể tích lò là 0,4 m3/s.
2.3.2 Phương án dẫn chất lỏng nóng qua khuôn.
Phương pháp này dùng bơm để chuyển chất lỏng nóng qua khuôn, phương pháp này được sử dụng khá nhiều.
Phạm vi nhiệt độ lò: 2300C – 2900C. Sử dụng các hỗn hợp muối vô cơ làm trung gian truyền nhiệt. Làm nóng chất lỏng bằng khí đốt hoặc thanh nhiệt điện trở trong các thùng chứa, thời gian làm nóng khoảng 2,5h tùy thuộc vào khối lượng chất lỏng cần làm nóng đề đạt tới nhiệt độ yêu cầu. Sau đó sẽ được bơm dẫn tới các vị trí xịt chất lỏng quanh khuôn quay.
Điều quan trọng của phương pháp này là phải đảm bảo công suất duy trì lượng chất lỏng của thùng chứa để duy trì nhiệt độ hoạt động trong suốt chu kỳ gia nhiệt. Nhiệt độ thùng chứa không được giảm quá 5,50C – 8,50C trong chu kỳ gia nhiệt làm nóng khuôn.
Phương pháp này truyền nhiệt bằng sự dẫn, do đó, so với phương pháp đối lưu, nhiệt được truyền nhanh hơn so với không khí nóng. Trước khi rời khỏi lò, các khuôn được rửa sạch những chất lỏng nóng bằng nước.
Tuy nhiên, hạn chế của phương pháp này là sự ăn mòn của muối trong chất lỏng làm nóng ảnh hưởng đến hệ thống khuôn, lò, hệ thống dẫn nước nóng, do đó cần chi phí bảo trì lớn.
Để khắc phục những mất mát nhiệt năng, người ta sử dụng một loại khuôn rỗng 2 lớp để bơm dầu nóng vào đó, hệ thống này cho phép gia nhiệt nhanh và chính xác, giảm công suất tiêu hao nhiệt.
2.3.3 Phương án bức xạ hồng ngoại.
Hệ thống gia nhiệt bằng hồng ngoại rất nhanh và hiệu quả cao nhưng nguồn nhiệt được giới hạn trong đúc các hình dạng đơn giản và trên một khuôn mẫu duy nhất.
Khuôn phức tạp không thể dùng gia nhiệt hồng ngoại bởi bức xạ nhiệt không thể tác động vào từng bộ phận khác nhau trên khuôn do đó nhiệt độ trên khuôn sẽ không đều. Bức xạ hồng ngoại được tạo ra từ máy gia nhiệt bức xạ, hoặc khí gas hoặc bằng điện. Phương pháp này sử dụng với các mục đích đặc biệt trên các nguyên mẫu thiết bị đúc quay.
2.3.4 Phương án đốt trực tiếp.
Phương pháp này thường gây rắc rối đặc biệt là phải đúc một loạt các sản phẩm bởi vì hệ thống gia nhiệt phải được thiết kế tùy theo hình dạng khuôn để đảm bảo nhiệt đồng đều xung quanh khuôn. Những bất lợi này tương tự như gia nhiệt điện trở và cảm ứng nhiệt.
- Kết luận: Chọn phương án gia nhiệt trong lò bằng phương pháp đối lưu không khí nóng.
2.4 Phương án làm lạnh khuôn.
Khuôn được làm mát bằng không khí, nước hoặc dầu. Phun nước là phương pháp phổ biến nhất đối với các khuôn quay. Máy thổi khí hoặc khí nén, phun nước trong lò cũng được sử dụng. Nước và không khí làm mát sẽ thổi liên tục trên bề mặt khuôn hoặc bên trong các loại khuôn có thành rỗng.
Tuy nhiên làm mát quá nhanh dễ làm cho khuôn bị phá hủy, do đó phải kết hợp làm mát bằng nước và không khí theo một chu kỳ làm mát thích hợp.
- Kết luận: Chọn phương án kế hợp làm mát bằng nước và không khí.
2.5 Phương án lựa chọn cảm biến.
Hiện nay trên thị trường có nhiều loại cảm biến nhiệt độ, cho nên chọn cảm biến phải đáp ứng các tiêu chí:
+ Nhiệt độ cao nhất tối thiểu 3500C.
+ Dễ thay thế, sửa chữa.
+ Thời gian đáp ứng tối đa 2s.
+ Giá cả cạnh tranh.
2.5.1 Phương án cảm biến cặp nhiệt điện.
+ Cấu tạo: gồm 2 chất liệu kim loại khác nhau và được hàn dính một đầu.
+ Nguyên lý hoạt động: nhiệt độ thay đổi làm cho sức điện động thay đổi (mV).
+ Ưu điểm: bền, đo được nhiệt độ cao.
+ Khuyết điểm: sai số dễ bị ảnh hưởng, độ nhạy không cao, cho nên chỉ thích hợp cho các lò luyện nhiệt độ cao, môi trường khắc nghiệt, đo nhiệt nhớt máy nén.
+ Dải đo: -10 – 18000C.
Khi sử dụng cảm biến cặp nhiệt điện cần chú ý:
+ Tùy vào nhu cầu sử dụng mà có nhiều loại cặp nhiệt điện khác nhau như E, J, K, R, S, T, và B …được cấu tạo từ các chất liệu khác nhau do đó dải nhiệt, độ nhạy, sai số cũng khác nhau.
+ Dây nối từ đầu đo đến bộ điều khiển càng ngắn càng tốt để hạn chế sai số, đồng thời phải cài đặt giá trị bù nhiệt để bù lại tổn thất mất mát trên đường dây.
+ Không để các dây nối tiếp xúc với môi trường cần đo nhiệt.
+ Phải đấu đúng đầu âm – dương cho đầu đo nhiệt.
2.5.2 Phương án cảm biến nhiệt điện trở.
+ Cấu tạo: gồm có dây kim loại làm từ Đồng, Nikel, Platinum,… được quấn tùy hình dáng của đầu đo.
+ Nguyên lý hoạt động: khi nhiệt độ thay đồi, điện trở giữa hai đầu dây kim loại sẽ thay đổi, và tùy chất liệu kim loại sẽ có độ tuyến tính trong khoảng nhiệt độ nhất định.
+ Ưu điểm: độ chính xác cao hơn cặp nhiệt điện, dễ sử dụng, chiều dài dây không hạn chế.
+ Khuyết điểm: dải đo thấp hơn và giá thành cao hơn cặp nhiệt điện.
+ Dải đo: - 200 – 7000C.
+ Ứng dụng trong các ngành công nghiệp chung, công nghiệp hóa chất, gia công vật liệu…Hiện nay phổ biến nhất của cảm biến nhiệt điện trở là cảm biến Pt, làm từ Platinum. Platinum có điện trở suất cao, chống ô xy hóa, độ nhạy cao, dải nhiệt đo dài. Thường có các loại: 100, 200, 500, 1000 ohm, điện trở càng cao thì độ nhạy nhiệt càng cao. Nhiệt điện trở có loại 2, 3, 4 dây, trong đó 4 dây cho kết quả chính xác nhất.
2.5.3 Phương án cảm biến điện trở oxit kim loại.
+ Cấu tạo: làm từ hỗn hợp các oxit kim loại như mangan, nickel, coban.
+ Nguyên lý làm việc: khi nhiệt độ thay đổi, điện trở thay đổi.
+ Ưu điểm: bền, rẻ, dễ chế tạo.
+ Khuyết điểm: dãy tuyến tính hẹp hơn so với nhiệt điện trở.
+ Dải đo: 0 – 500C.
+ Ứng dụng: làm bảo vệ cuộn dây động cơ, mạch điện tử.
+ Có hai loại điện trở dương và điện trở âm.
2.5.4 Phương án cảm biến nhiệt bán dẫn.
+ Cấu tạo: được làm từ chất bán dẫn.
+ Nguyên lý: sự phân cực của các chất bán dẫn bị ảnh hưởng bởi sự thay đổi nhiệt độ.
+ Ưu điểm: giá rẻ, độ nhạy cao, chống nhiễu tốt, mạch xử lý đơn giản.
+ Khuyết điểm: không chịu được nhiệt độ cao, kém bền.
+ Dải đo: -500C – 1500C.
+ Ứng dụng: đo nhiệt độ không khí, bảo vệ các mạch điện tử.
+ Các loại cảm biến điển hình: LM35, LM335, LM45.
2.5.5 Phương án nhiệt kế bức xạ (Hỏa kế).
+ Cấu tạo: làm từ mạch điện tử, quang học.
+ Nguyên lý: đo bức xạ năng lượng từ môi trường mang nhiệt có bước sóng nhất định, hỏa kế thu bước sóng này để cho ra nhiệt độ của vật cần đo.
+ Ưu điểm: dùng trong môi trường khắc nghiệt, không cần tiếp xúc trực tiếp với môi trường đo.
+ Khuyết điểm: độ chính xác không cao, đắt tiền.
+ Dải đo: -97 – 18000C.
+ Ứng dụng: làm các thiết bị đo lò nung.
+ Hỏa kế có các loại như hỏa kế bức xạ, hỏa kế cường độ sáng, hỏa kế màu sắc.
- Kết luận: chọn phương án cảm biến nhiệt điện trở Pt100 loại 3 dây
CHƯƠNG 3 THIẾT KẾ BỘ TRUYỀN ĐỘNG MÁY KHUÔN QUAY
3.1Mục tiêu.
- Thiết kế bộ truyền động xích tải, trục chịu tải trọng tối đa mà các khuôn có thể lắp đặt trên hệ tay đỡ thẳng: 100 kg.
- Tốc độ quay tối đa của khung đỡ: 1m/s.
3.2Thiết kế bộ truyền động quay trục chính của cơ cấu giá đỡ.
3.2.1 Lựa chọn động cơ.
+ Tốc độ quay tối đa của tay quay: 1 m/s.
+ Đường kính tang quay: 1100 mm.
+ Tốc độ góc:
Sau 10 giây, tốc độ quay tăng lên 1.82 rad/s, ta có gia tốc góc: g = 0,182 rad/s2. Momen quán tính sinh ra khi quay tổ hợp khuôn nặng 100 kg giả sử không gian tạo thành hình cầu, ta có:
Vậy momen cản do quán tính của tổ hộp khuôn là: M1 = Ig = 1210.182 = 22Nmm.
Vậy công suất cần thiết để quay tổ hợp khuôn là:
Sử dụng hộp giảm tốc đồng trục. Hiệu suất chung:
Công suất cần thiết của động cơ:
Số vòng quay của tang quay:
Chọn loại động cơ điện 3 pha – hộp giảm tốc dạng H2LM-22R-10-T020A của NISSIN.
Tỷ số truyền của bộ truyền xích:
Công suất đầu vào của bộ truyền xích:
Bảng 3.3: Thông số động cơ – hộp giảm tốc
|
Pn (kW) |
nđc (vg/ph) |
Vòng quay đầu ra n2 (vg/ph) |
Momen hộp giảm tốc Ma (Nmm) |
Tỉ số truyền uh |
Tmax/Tdn |
|
0.2 |
1420 |
142 |
50000 |
10 |
1.1 |
3.2.2 Tính toán bộ truyền xích của trục chính.
Thông số đầu vào:
Công suất P1 = 0.053 W; tỉ số truyền u = 2; Momen xoắn T1 = 50000 Nmm, số vòng quay n = 34.72 vg/ph. Quay một chiều, tải trọng êm, bôi trơn nhỏ giọt, trục đĩa xích điều chỉnh được, làm việc 3 ca.
Chọn xích tải là xích ống con lăn.
Số răng đĩa xích chủ động, theo bảng 5.4 tài liệu 1 tr.80 với tỷ số truyền u = 2 ta chọn số răng z1 = 15. Số răng đĩa xích lớn được tính theo công thức: z2 = uz1 = 215 = 30 răng.
Các hệ số điều kiện sử dụng xích K được tính theo công thức:
K = KrKaKoKdcKbKlv = 1111.25111.45 = 1.81
Trong đó:
Kr: hệ số tải trọng động: dẫn động bằng động cơ điện, tải trọng ngoài tác động lên bộ truyền êm.
Ka: hệ số ảnh hưởng tới khoảng cách trục a = (30 ÷ 50)pc.
Ko: hệ số ảnh hưởng của cách bố trí bộ truyền khi đường nối hai tâm đĩa xích hợp với đường nằm ngang một góc trên 60o.
Kdc: hệ số điều chỉnh lực căng xích: điều chỉnh được.
Kb: hệ số điều kiện bôi trơn: bội trơn nhỏ giọt.
Klv: chế độ làm việc: 3 ca.
Ngoài ra còn có các hệ số sau:
Công suất tính toán Pt:
Với n01 = 200 vg/ph, theo bảng 5.5 tài liệu 1 tr.80 ta chọn bước xích là: pc = 25.4 mm thỏa mãn điều kiện bền mòn Pt < [P] = 11 kW
Số vòng quay tới hạn tương ứng bước xích pc: nth = 800 vg/ph nên điều kiện n < nth được thỏa.
Xác định vận tốc trung bình của xích dẫn:
Lực vòng có ích:
Tính toán kiểm nghiệm bước xích pc với [p0] chọn được là 35 MPa:
Do pc = 24.5 nên thỏa điều kiện bền.
Chọn khoảng cách trục sơ bộ a = (30 ÷ 50)pc = 4025.4 = 1016 mm, số mắt xích X được tính theo công thức:
Chọn X = 134 mắt xích, làm tròn tới số chẵn gần nhất. Chiều dài xích L = pcX = 25.4134 = 3403.6 mm
Tính chính xác khoảng cách trục:
Chọn a = 1013 mm (giảm a một khoảng = (0,002 ÷ 0,004)a )
Số lần va đập xích trong 1s:
Kiểm tra xích theo hệ số an toàn:
Lực tác dụng lên trục: Fr = Km.Ft = 12811.6 = 2811.6 N.
Đường kính đĩa xích:
Bảng 3.4: Thông số bộ truyền xích trục quay chính
|
|
Đĩa xích chủ động z1 |
Đĩa xích bị động z2 |
|
Công suất P, kW |
1.94 |
1.82 |
|
Số vòng quay n, vg/ph |
71 |
20.5 |
|
Tỷ số truyền |
3.5 |
|
|
Momen xoắn T, Nmm |
260943.7 |
847853.7 |
|
Bước xích |
25.4 |
|
|
Số dãy xích |
1 |
|
|
Số răng đĩa xích z |
23 |
81 |
|
Đường kính vòng chia, mm |
186 |
655 |
|
Số mắt xích |
134 |
|
|
Chiều dài xích, mm |
3403.6 |
|
|
Tốc độ xích, m/s |
0.69 |
|
|
Lực vòng, lực tác dụng lên trục, N |
2811.6 |
|
|
Khoảng cách trục, mm |
1013 |
|
3.3.3 Tính toán trục và ổ đỡ.
vThông số đầu vào.
Chọn vật liệu thép C45 thường hóa, độ cứng 200 HB, giới hạn bền: sb = 600 MPa, giới hạn chảy sch = 340 MPa, ứng suất cho phép: [s] = 70 MPa, [τ] = 25 MPa. Công suất P = 1.82 kW; Momen xoắn T = 847853.7 Nmm, số vòng quay n = 20.5 vg/ph. Tuổi thọ Lh = 21600h.
Trục thuộc loại trục rỗng.
+ Khoảng cách giữa hai gối đỡ: lAB = 1000 mm.
+ Khoảng cách từ gối đỡ A đến điểm đặt lực tập trung của giàn khuôn trên trục: l1 = 1500 mm.
+ Khoảng cách từ đĩa xích tới gối đỡ A: l2 = 300 mm.
Lực tác dụng lên trục: F = 12000 N; Frx = 2811.6 N;
vPhân tích lực tác dụng lên trục.
Phản lực trên 2 gối đỡ theo phương x coi như bị triệt tiêu, ở đây ta xét lực tạo momen uốn trong mặt phẳng yOz.
Chiếu lên mặt phẳng yOz:
- ∑MA(y) = 0
F.l1 – Frx.l2 + RBy.lAB = 0
Þ 120001500 – 2811.6300 + RBy1000 = 0
Þ RBy = -17156 N
- ∑F(y) = 0
F + Frx – RAy – RBy = 0.
Þ 12000 + 2811.6 – RBy = RAy
Þ RAy = 31968 N.
Hình 3.1:Biểu đồ momen trục chính
vTính toán kích thước trục:
Tiết diện nguy hiểm tại vị trí A.
Momen tương đương tại A:
Đường kính tại tiết diện A:
Theo tiêu chuẩn chọn đường kính tại A và B: dA = dB = 160 mm, đường kính lắp đĩa xích d = 150 mm.
vLựa chọn ổ trượt.
Trục với đường kính lớn, chịu tải trọng và va đập mạnh, kết cấu trục đòi hỏi tháo lắp thuận tiện nên ta tiến hành chọn loại ổ trượt ghép 2 nửa.
Vật liệu sử dụng: với vận tốc quay của trục khá thấp, dùng gang xám làm lót ổ, tráng lên lót ổ lớp vật liệu babit là hợp kim có tính giảm ma sát, giảm mòn và chống dính.
Lực hướng tâm tác động lên ổ A và B lần lượt:
;
Lực dọc trục Fa = 0. Tuy nhiên, do quá trình di chuyển của giàn khuôn quay ra vào lò đốt, ta chọn ổ bi đỡ chặn với đường kính ngõng trục d = 160 mm. Vì FrA > FrB, nên ta tính toán để chọn ổ A.
Tỉ số l/d = 1.5 với d = 160 mm, chọn l = 240 mm, với tỉ số này, đỏi hỏi nâng cao độ chính xác chế tạo.
Chọn độ hở tương đối: với v = 0.2 m/s. Từ độ hở tương đối, ta xác định độ hở . Tra bảng P4.1 và P4.2 tập II [Trịnh Chất] chọn kiểu lắp H7/f7 đây là kiểu lắp lỏng. Sai lệch giới hạn lỗ: +0.040 và 0; sai lệch giới hạn trục: - 0.043 và – 0.083 như vậy Smin = 0.043 mm và Smax = 0.123 mm. Do đó, độ hở trung bình: Từ đó suy ra độ hở tương đối: . Chọn loại mỡ bôi trơn trực tiếp TCVN.
Kiểm nghiệm ổ trượt:
Tiến hành theo áp suất trung bình p và tích số áp suất p và vận tốc v: và pv ≤ [pv] với [p] = 4 Mpa, p = 0.83 Mpa thảo điều kiện bền mòn, do vận tốc nhỏ, bỏ qua hệ số [pv].
vTính toán then.
Trục đường kính 160 mm, có then b×h = 40×22, chiều sâu rãnh then trên trục: t1 = 13, chiều sâu rãnh then trên lỗ t2 = 9.4.
Trục quay nên ứng suất uốn thay đổi theo chu kỳ đối xứng:
Momen cản uốn:
Ứng suất xoắn:
Momen cản xoắn:
Khi ứng suất xoắn thay đổi theo chu kỳ mạch động: . Tại tiết diện lắp đĩa xích có sự tập trung ứng suất rãnh then. Theo bảng 10.8 chọn . Theo bảng 10.3 ta có . Hệ số . Hệ số tăng bề mặt β = 1.7 theo trường hợp phun bi.
Xác định hệ số an toàn theo công thức:
Hệ số an toàn:
Do đó điều kiện mỏi của trục tại tiết diện lắp then được thỏa.
Bảng 3.5: Thông số then bằng lắp đĩa xích của trục chính
|
Đường kính (mm) |
Then (mm) |
Chiều dài then l (mm) |
Chiều dài làm việc của then lt (mm) |
Momen T (Nmm) |
σd (MPa) |
τd (MPa) |
|
|
b×h |
t2 (mayo) |
||||||
|
160 |
40×22 |
9.4 |
220 |
180 |
847853.7 |
6.7 |
1.6 |
Then thỏa điều kiện bền cắt và bền dập.
3.4 Thiết kế bộ truyền động quay trục phụ của cơ cấu giá đỡ.
3.4.1 Lựa chọn động cơ.
+ Tốc độ quay của tang quay: 3 m/s.
+ Đường kính tang quay: 2800 mm.
+ Tốc độ góc: .
Sau 10 giây, tốc độ quay tăng lên 2.14 rad/s, ta có gia tốc góc: g = 0.214 rad/s2. Momen quán tính sinh ra khi quay tổ hợp khuôn bao gồm khung đỡ khuôn nặng 400 kg, khuôn khối lượng tối đa 800 kg, bộ khung đỡ khuôn lúc này coi như đĩa tròn đồng chất, các khuôn đặt trên khung, ta có:
Momen cản do quan tính của tổ hộp khuôn là: M1 = I.g = 19600.214 = 419440 Nmm. Giả sử bỏ qua ma sát ổ lăn. Vậy công suất lực cần thiết để quay tổ hợp khuôn là:
Sử dụng hộp giảm tốc trục vít – bánh vít, hiệu suất chung của bộ truyền: .
Công suất cần thiết của động cơ:
Số vòng quay của tang quay:
Trên thực tế còn có lực ma sát tại các ổ lăn, nên ta chọn loại động cơ điện 3 pha 2,2 kW dạng SK20 – 100L/4.
Bảng 3.6: Thông số động cơ –hộp giảm tốc quay trục phụ
|
Pn (kW) |
nđc (vg/ph) |
n1 (vg/ph) |
Ma (Nmm) |
uh |
Tmax/Tdn |
|
2.2 |
1420 |
119 |
79832 |
11.6 |
1.1 |
Tỷ số truyền của bộ truyền xích và bánh răng côn:
, Chọn ux = 2.5; ubrc = 2.32;
Momen xoắn trục công tác.
Công suất bộ truyền bánh răng côn và bộ truyền xích lần lượt.
3.4.2 Tính toán bộ truyền xích của trục phụ.
Thông số đầu vào:
Công suất P1 = 1 kW; tỉ số truyền u = 2.5; Momen xoắn T1 = 79832 Nmm, số vòng quay n = 119 vg/ph. Quay 1 chiều, tải trọng êm, bôi trơn nhỏ giọt, trục đĩa xích điều chỉnh được, làm việc 3 ca.
Chọn xích tải là xích ống con lăn.
Số răng đĩa xích chủ động: Theo bảng 5.4 tài liệu 1 tr.80 với tỷ số truyền u = 2.5 ta chọn số răng đĩa xích nhỏ z1 = 25. Số răng đĩa xích lớn được tính theo công thức: z2 = uz1 = 2.525 = 62.5 răng, chọn z2 = 63 răng.
Các hệ số điều kiện sử dụng xích K được tính theo công thức:
K = KrKaKoKdcKbKlv = 111.25111.45 = 1.81
Trong đó:
Kr: hệ số tải trọng động: dẫn động bằng động cơ điện, tải trọng ngoài tác động lên bộ truyền êm.
Ka: hệ số ảnh hưởng tới khoảng cách trục a = (30 ÷ 50)pc.
Ko: hệ số ảnh hưởng của cách bố trí bộ truyền khi đường nối hai tâm đĩa xích hợp với đường nằm ngang một góc trên 60o.
Kdc: hệ số điều chỉnh lực căng xích: điều chỉnh được.
Kb: hệ số điều kiện bôi trơn: bội trơn nhỏ giọt.
Klv: chế độ làm việc: 3 ca.
Ngoài ra còn có các hệ số sau:
Công suất tính toán Pt:
Với n01 = 200 vg/ph, theo bảng 5.5 tài liệu 1 tr.80 ta chọn bước xích là: pc = 19.05 mm thỏa mãn điều kiện bền mòn Pt < [P] = 4.8 kW
Số vòng quay tới hạn tương ứng bước xích pc: nth = 900 vg/ph nên điều kiện n < nth được thỏa.
Xác định vận tốc trung bình của xích dẫn:
Lực vòng có ích:
Tính toán kiểm nghiệm bước xích pc với [p0] chọn được là 30 MPa:
Do đó pc = 19.05 thỏa mãn điều kiện bền.
Chọn khoảng cách trục sơ bộ: a = (30 ÷ 50)pc = 4019.05 = 762 mm. Số mắt xích X được tính theo công thức:
Chọn X = 126 mắt xích, (làm tròn số chẵn gần nhất). Chiều dài xích L = pcX = 19.05126 = 2400.3 mm
Tính chính xác khoảng cách trục:
Chọn a = 771 mm (giảm a một khoảng = (0,002 ÷ 0,004)a)
Số lần va đập xích trong 1s:
Kiểm tra xích theo hệ số an toàn:
Lực tác dụng lên trục: Fr = Km.Ft = 11052.6 = 1052.6 N.
Đường kính đĩa xích:
Bảng 3.7: Thông số bộ truyền xích trục quay phụ
|
|
Đĩa xích chủ động z1 |
Đĩa xích bị động z2 |
|
Công suất P, kW |
1 |
0.94 |
|
Số vòng quay n, vg/ph |
119 |
47.6 |
|
Tỷ số truyền |
2.5 |
|
|
Momen xoắn T, Nmm |
79832 |
187605 |
|
Bước xích |
19.05 |
|
|
Số dãy xích |
1 |
|
|
Số răng đĩa xích z |
25 |
63 |
|
Đường kính vòng chia, mm |
151.6 |
382 |
|
Số mắt xích |
126 |
|
|
Chiều dài xích, mm |
2400.3 |
|
|
Tốc độ xích, m/s |
0.95 |
|
|
Lực vòng, lực tác dụng lên trục, N |
1052.6 |
|
|
Khoảng cách trục, mm |
711 |
|
3.4.3 Thiết kế cặp bánh răng côn răng thẳng.
Thông số đầu vào:
Công suất P2 = 0.94 kW; tỉ số truyền u = 2.32; Momen xoắn T2 = 187605 Nmm, số vòng quay n = 47.6 vg/ph. Tuổi thọ Lh = 21600h.
Ta tính toán theo độ bền tiếp xúc vì điều này rất quan trọng cho bánh răng quay tốc độ chậm và chịu tải trọng.
Chọn vật liệu làm bánh răng: chọn vật liệu nhóm I có độ rắn HB < 350, bánh răng thường được tôi cải thiện hoặc thường hóa vì bánh răng chịu công suất nhỏ và trung bình. Đồng thời để tăng khả năng chạy mòn của răng, nhiệt luyện bánh răng lớn đạt độ rắn thấp hơn bánh răng nhỏ từ 10 đến 15 đơn vị.
Vật liệu 2 bánh răng tra theo bảng 6.1 tài liệu tập 1 Trịnh Chất:
Chọn thép C45 được tôi cải thiện. Độ rắn trung bình bánh dẫn HB1 = 250HB, giới hạn bền sb = 850 MPa, giới hạn chảy sch = 580MPa; Độ rắn trung bình bánh bị dẫn HB2 = 235HB, giới hạn bền sb = 750 MPa, giới hạn chảy sch = 450MPa;
Hệ số an toàn tương ứng: sH = 1.1; sF = 1.75.
Số chu kỳ làm việc cơ sở:
Số chu kỳ làm việc tương đương, tải trọng lúc làm việc không thay đổi: NFE = NHE;
Số giờ làm việc tương đương:
Lh = LnămLngàyLcaLgiờ = 330038= 21600 giờ.
NFE1 = NHE1 = 60ncLh = 6047.6121600 = 6.75107 chu kỳ.
NFE2 = NHE2 = 60ncLh = 6020.5121600 = 2.56107 chu kỳ.
NHE1 > NHO1; NHE2 > NHO2; NFE1 > NFO1; NFE2 > NFO2; KHL1 = KHL2 = KFL1 = KFL2 = 1.
Từ vật liệu được chọn, ta có công thức tính giới hạn mỏi tiếp xúc và uốn:
Ứng suất tiếp xúc cho phép sơ bộ:
Ứng suất cho phép tính toán:
Khi quá tải:
Ứng suất uốn cho phép:
Ứng suất uốn khi quá tải cho phép:
Các thông số hình học của bánh răng côn
+ Chiều dài côn ngoài:
Với KR = 0,5Kd = 0.5.100 = 50 MPa1/3, Kbe = 0.28, tra bảng 6.21 tài liệu 1 [Trịnh Chất], KHb = 1.08.
+ Thông số ăn khớp:
- Đường kính vòng chia ngoài sơ bộ bánh nhỏ:
Tra bảng 6.22 tài liệu 1 [Trịnh Chất] chọn sơ bộ số răng z1p = 24 răng, với độ cứng mặt răng < HB 350 nên z1 = 1.6z1p = 1.6.24 = 38.4 răng, chọn z1 = 39 răng.
- Góc côn chia:
- Đường kính trung bình:
- Modun trung bình:
- Modun của cặp bánh răng:
Theo tiêu chuẩn chọn từ bảng 6.8 tài liệu 1 [Trịnh Chất] ta chọn modun tiêu chuẩn của cặp bánh răng là 4 mm.
- Tính lại modun trung bình và đường kính trung bình bánh răng thứ 1:
- Số răng bánh côn thứ 2:
, làm tròn đến số nguyên: z2 = 91 răng.
- Đường kính trung bình của bánh răng thứ 2:
- Tính lại tỷ số truyền:
- Góc côn chia tính lại:
+ Kiểm nghiệm răng về độ bền tiếp xúc: [Trịnh Chất tr115 tập 1]
- Điều kiện ứng suất tiếp xúc phải thỏa mãn:
Ta có:
Thỏa mãn điều kiện bền tiếp xúc.
+ Kiểm nghiệm răng về độ bền uốn: [Trịnh Chất tr116 tập 1]
Ta có:
Thỏa mãn điều kiện bền uốn.
+ Tính toán lực tác dụng lên trục:
- Lực vòng:
- Lực hướng tâm và dọc trục:
- Momen uốn tạo ra bởi lực dọc trục của bánh răng dẫn và bánh răng bị động:
Bảng 3.8: Thông số bộ truyền bánh răng côn răng thẳng
|
|
Bánh răng chủ động z1 |
Bánh răng bị động z2 |
|
Công suất P, kW |
0.94 |
0.9 |
|
Số vòng quay n, vg/ph |
47.6 |
20.5 |
|
Tỷ số truyền |
2.33 |
|
|
Chiều dài côn ngoài Re, mm |
198 |
|
|
Mô đun vòng ngoài m |
4 |
|
|
Chiều rộng vành răng bw, mm |
55.44 |
|
|
Góc nghiêng của răng, b |
0 |
|
|
Số răng bánh răng |
39 |
91 |
|
Đường kính trung bình dm, mm |
134.2 |
313 |
|
Đường kính chia ngoài de, mm |
156 |
364 |
|
Đường kính đỉnh răng ngoài dae, mm |
165.3 |
366.33 |
|
Góc côn chia |
23.2 |
66.8 |
|
Chiều cao răng ngoài he, mm |
8.8 |
|
|
Chiều cao đầu răng ngoài hae, mm |
5.04 |
2.96 |
|
Chiều cao chân răng ngoài hfe, mm |
3.76 |
5.84 |
|
Khoảng cách từ đỉnh côn tới mặt răng B, mm |
180 |
68.84 |
3.4.4 Tính toán trục và chọn ổ lăn trục phụ.
vThông số tính toán sơ bộ.
Chọn vật liệu thép C45 thường hóa, độ cứng 200 HB, giới hạn bền: sb = 600 MPa, giới hạn chảy sch = 340 MPa, ứng suất cho phép: [s] = 50 MPa, [τ] = 25 MPa. Công suất P2 = 0.94 kW; Momen xoắn T2 = 187605 Nmm, số vòng quay n = 47.6 vg/ph. Tuổi thọ Lh = 21600h. Đường kính sơ bộ của trục: . Chọn đường kính trục sơ bộ d = 40 mm, bề rộng ổ lăn: b = 23 mm.
Tính toán nối trục:
Trục quay liên tục, chọn hệ số chế độ làm việc k = 1.5. Momen xoắn tính toán Tt = 1.5187605 = 281407.5 Nmm. Dựa vào momen xoắn tính toán, đường kính trục sơ bộ, lựa chọn nối trục ống dùng then hoa, theo bảng 16.2 Tài liệu 2 – Trịnh Chất: d = 40 mm, D = 60 mm, L = 120 mm.
vTính toán then hoa khớp nối.
Trục truyền momen xoắn 187605 Nmm, chọn loại then hoa định tâm theo đường kính trong đảm bảo độ định tâm cao.
Chọn then hoa răng chữ nhật cỡ trung, kích thước danh nghĩa: Z×d×D là 8×46×54.
Đường kính trung bình mối ghép then: dtb = 50 mm; chiều cao then: h = 3 mm; bề rộng then b = 9 mm, chiều dài làm việc của then l = 100 mm.
Kiểm nghiệm độ bền dập:
Kiểm nghiệm độ bền mòn:
Vậy mối ghép then hoa nối trục thỏa mãn điều kiện bền dập và bền mòn.
Lực vòng trên nối trục:
+ Chiều dài mayo đĩa xích: lx = 1.340 = 52 mm.
+ Chiều dài mayo nửa khớp nối: lnt = 60 mm.
+ Khoảng cách từ mặt mút chi tiết quay (đĩa xích, nối trục) tới nắp ổ: k3 = 20 mm.
+ Chiều cao nắp ổ và đầu bulong: hn = 20 mm.
- Khoảng cách từ nối trục tới gối đỡ:
l1 = 0.5(b + lnt) +k3 + hn = 0.5(23 +60) +20 +20 = 80.5 mm.
- Khoảng cách từ đĩa xích tới gối đỡ:
l3 = 0.5(b + lx) +k3 + hn = 0.5(23 +52) +20 +20 = 77.5 mm
- Khoảng cách giữa hai gối đỡ: l2 = 2523 mm.
vPhân tích lực tác dụng trên trục.
Chiếu lên mặt phẳng yOz và mặt phẳng xOz:∑MA(y) = 0
Frx(2523 + 77.5) – RBy.2523 = 0
Þ 1052.6(2523 + 77.5) – RBy.2523 = 0 Þ RBy = 1085 N.
- ∑F(y) = 0
RAy + RBy – Frx = 0
Þ RAy = -32.3 N
- ∑MA(x) = 0
Fnt 80.5 + RBx2523 = 0
Þ 9380.2580.5 + RBx2523 = 0
- ∑F(x) = 0
RAx + RBx – Fnt = 0
Þ RAx = 9679.54 NÞ RBx = - 299.3 N
Biểu đồ momen:
Hình 3.2:Biểu đồ momen trục phụ
vTính toán kích thước trục:
Tiết diện nguy hiểm tại vị trí A.
Momen tương đương tại A:
Đường kính tại tiết diện A:
Theo tiêu chuẩn chọn đường kính lắp ổ lăn tại A và B: dA = dB = 55 mm, đường kính lắp đĩa xích d = 50 mm.
vLựa chọn ổ lăn.
Đường kính ngõng trục: d = 55 mm, số vòng quay n = 47.6 vg/ph.
Phản lực tác động lên ổ A và B:
Lực dọc trục Fa = 0. Vì FrA > FrB, nên ta tính toán theo ổ A. Các hệ số: Kσ = 1.5 – đăc tính tải trọng máy làm việc liên tục, Kt = 1.65 (nhiệt độ 3500C), V chọn bằng 1. Do không có lực dọc trục nên hệ số X = 1 và Y = 0.
Tải trọng quy ước:
Thay ổ 1 lần, tính lại thời gian làm việc:
Khả năng tải động tính toán:
Vậy ta chọn ổ bi đỡ một dãy cỡ nặng với đường kính ngõng trục d = 55 mm, ký hiệu ổ 411, D = 140 mm, B = 33 mm, r = 3.5 mm, C = 78.7 kN, C0 = 63 kN.
Bảng 3.9: Thông số ổ bi đỡ một dãy của trục phụ
|
Kí hiệu ổ |
d (mm) |
D (mm) |
B (mm) |
r (mm) |
C ( kN ) |
Co ( kN ) |
|
411 |
55 |
140 |
33 |
3.5 |
78.7 |
63 |
3.4.5 Tính toán trục và ổ lăn của hộp truyền động bánh răng côn.
3.4.5.1 Trục bánh răng côn chủ động.
Chọn vật liệu thép C45 thường hóa, độ cứng 200 HB, giới hạn bền: sb = 600 MPa, giới hạn chảy sch = 340 MPa, ứng suất cho phép: [s] = 50 MPa, [τ] = 25 MPa. Công suất P2 = 0.94 kW; Momen xoắn T2 = 187605 Nmm, số vòng quay n = 47.6 vg/ph. Tuổi thọ Lh = 21600h.
+ Chiều dài mayo bánh răng côn: lbr1 = 56 mm
+ Chiều dài mayo nửa khớp nối: lnt = 60 mm.
+ Khoảng cách giữa mặt mút bánh răng côn tới thành trong của hộp: k1 = 10 mm.
+ Khoảng cách giữa mặt mút ổ lăn tới thành trong của hộp: k2 = 10 mm.
+ Khoảng cách từ mặt mút chi tiết quay (nối trục) tới nắp ổ: k3 = 20 mm.
+ Chiều cao nắp ổ và đầu bulong: hn = 20 mm.
- Khoảng cách từ nối trục tới gối đỡ:
l1 = 0.5(b + lnt) +k3 + hn = 0.5(23 +60) +20 +20 = 80.5 mm.
- Khoảng cách từ bánh răng côn tới gối đỡ:
l3 = 0.5(b + lbr1) +k1 + k2 = 0.5(23 +56) +10 +10 = 59.5 mm
- Khoảng cách giữa hai gối đỡ: l11 = 120 mm.
vPhân tích lực tác dụng trên trục.
Chiếu lên mặt phẳng yOz:
- ∑MA(y) = 0
Fr159.5 + RBy.120 – Ma1 = 0
935.459.5 + RBy.120 – 26900.34 = 0.
Þ RBy = 7157.9 N.
- ∑F(y) = 0
RAy + RBy – Fr1 = 0
Þ RAy = 1175 N.
Chiếu lên mặt phẳng xOz:
- ∑MA(x) = 0
Ft159.5 + RBx.120 + Fnt(80.5 + 120) = 0
279659.5 + RBx.120 + 9380.25(80.5 + 120) = 0.
Þ RBx = -17059 N
- ∑F(x) = 0
RAx + RBx + Fnt – Ft1 = 0
Þ RAx = 10475 N
Biểu đồ momen:
Hình 3.3:Biểu đồ momen trục bánh răng côn 1
vTính toán kích thước trục:
Tiết diện nguy hiểm tại vị trí A. Momen tương đương tại A:
Đường kính tại tiết diện A:
Theo tiêu chuẩn chọn đường kính lắp ổ lăn tại A và B: dA = dB = 50 mm, đường kính lắp bánh răng côn d = 45 mm.
vLựa chọn ổ lăn.
Đường kính ngõng trục: d = 50 mm, số vòng quay n = 47.6 vg/ph. Vì có nối trục, ta tính toán lại các lực tác động lên ổ lăn A và B.
Lực dọc trục Fa = 400.9 N. Vì tải trọng dọc trục Fa nhỏ, Fa/Fr = 400.9/2415 = 0.17. Ta chọn loại ổ đũa côn 1 dãy đáp ứng được yêu cầu cố định chính xác vị trí trục. Vòng trong quay, V = 1, góc tiếp xúc α = 11.17, e = 0.3. Gối đỡ A: Fa/VFrA = 0.16 < e, hệ số tải trọng hướng tâm và dọc trục: XA = 0.4; YA = 2.03. Gối đỡ B: Fa/VFrB = 0.03 < e, hệ số tải trọng hướng tâm và dọc trục: XB = 1; YB = 0.
Kiểm nghiệm khả năng tải của ổ:
- Lực dọc trục phụ:
S1 = 0,83e.FrA = 0.830.32415 = 601.34 N.
S2 = 0,83e.FrB = 0.830.314288.5 = 3557.84 N.
Vì S1 < S2, Fa > 0, lực dọc trục:
Fa1 = S2 – Fa = 3156.94 N.
Fa2 = S1 + Fa = 601.34 + 400.9 = 1002.24 N.
Vậy lực dọc trục tính toán: Fa1 = 3156.94 N; Fa2 = 3557.84 N.
- Tải trọng động quy ước:
Kσ = 1.5: đăc tính tải trọng máy làm việc liên tục, Kt: hệ số kể đến ảnh hưởng của nhiệt độ.
- Thời gian làm việc tính bằng triệu vòng quay:
- Khả năng tải động tính toán theo gối B:
Vậy ta chọn ổ đũa côn một dãy cỡ trung rộng với đường kính ngõng trục d = 50 mm, ký hiệu ổ 7610.
Bảng 3.10: Thông số ổ đũa côn một dãy của trục bánh răng côn 1
|
Kí hiệu ổ |
d (mm) |
D (mm) |
B (mm) |
T (mm) |
r (mm) |
C ( kN ) |
Co ( kN ) |
|
7610 |
50 |
110 |
40 |
42.25 |
3 |
122 |
108 |
3.4.5.2 Trục bánh răng côn 2.
Chọn vật liệu thép C45 thường hóa, độ cứng 200 HB, giới hạn bền: sb = 600 MPa, giới hạn chảy sch = 340 MPa, ứng suất cho phép: [s] = 50 MPa, [τ] = 25 MPa. Công suất P2 = 0.9 kW; Momen xoắn T2 = 419440 Nmm, số vòng quay n = 20.5 vg/ph. Tuổi thọ Lh = 21600h.
Đường kính sơ bộ của trục:
Chọn đường kính trục sơ bộ d = 60 mm, bề rộng ổ lăn: b = 31 mm.
+ Chiều dài mayo bánh răng côn bị động: lbr2 = 84 mm.
+ Chiều dài mayo tấm đỡ khung: lđế = 84 mm.
+ Khoảng cách giữa mặt mút bánh răng côn tới thành trong của hộp: k1 = 10 mm.
+ Khoảng cách giữa mặt mút ổ lăn tới thành trong của hộp: k2 = 10 mm.
+ Khoảng cách từ mặt mút chi tiết quay tới nắp ổ: k3 = 20 mm.
+ Chiều cao nắp ổ và đầu bulong: hn = 20 mm.
- Khoảng cách từ tấm đế đỡ khuôn tới gối đỡ:
l33 = 0.5(b + lđế) +k3 + hn = 0.5(31 + 84) +20 +20 = 97.5 mm.
- Khoảng cách từ bánh răng côn tới gối đỡ gần nhất:
l3 = 0.5(b + lbr2) +k1 + k2 = 0.5(31 + 84) +10 +10 = 77.5 mm.
- Khoảng cách giữa hai gối đỡ:
l21 = lm22 + lm23 + b + 3k1 + 2k2 = 84 + 84 + 31 + 3.10 + 2.10 = 249 mm
vPhân tích lực tác dụng trên trục.
F1 = F2 = 6000 N: Tải trọng của tổ hợp khuôn.
Chiếu lên mặt phẳng yOz:
- ∑MA(y) = 0
77.5Fr2 – 249RBy - Ma2 = 0
Þ 400.977.5 – 249RBy – 146390.1 = 0 Þ RBy = - 463 N.
- ∑F(y) = 0
RAy + RBy – Fr2 = 0
Þ RAy = 864 N
Chiếu lên mặt phẳng xOz:
- ∑MA(x) = 0
Ft277.5 + RBx.249 + F197.5 – F2(97.5 + 249) = 0
Þ 279677.5 + RBx249 + 600097.5 - 6000(97.5 + 249) = 0
Þ RBx = 5129.8 N
- ∑F(x) = 0
RAx + RBx - F1 - F2 + Ft2 = 0
Þ RAx = 4074.2 N
Biểu đồ momen:
Hình 3.4:Biều đồ momen trục bánh răng côn 2
vTính toán kích thước trục:
Tiết diện nguy hiểm tại vị trí lắp bánh răng côn.
Momen tương đương tại vị trí lắp bánh răng:
Đường kính tại tiết diện:
Theo tiêu chuẩn chọn đường kính lắp bánh răng côn: d = 80 mm, đường kính lắp ổ lăn d = 70, đường kính lắp tấm đế lắp tổ hợp khuôn: d = 60 mm.
vLựa chọn ổ lăn.
Đường kính ngõng trục: d = 70 mm, số vòng quay n = 20.5 vg/ph.
Phản lực tác động lên ổ A và B:
Lực dọc trục Fa = 12935.3 N. Fa/Fr = 12935.3/4164.8 = 3.11. Ta chọn loại ổ đũa côn 1 dãy đáp ứng được yêu cầu độ cứng vững cao, cố định chính xác vị trí trục. Vòng trong quay, V = 1, góc tiếp xúc α = 13.17, e = 0.35
Kiểm nghiệm khả năng tải của ổ:
- Lực dọc trục phụ:
S1 = 0.83e.FrA = 0.830.354164.8 = 1209.9 N.
S2 = 0.83e.FrB = 0.830.355150.65 = 1496.3 N.
Vì S1 < S2, Fa > 0, lực dọc trục:
Fa1 = S2 – Fa = - 11439 N.
Fa2 = S1 + Fa = 14145.2 N.
Vậy lực dọc trục tính toán: Fa1 = 1209.9 N; Fa2 = 14145.2 N.
Gối đỡ A: hệ số tải trọng hướng tâm và dọc trục: XA = 1; YA = 0. Gối đỡ B: hệ số tải trọng hướng tâm và dọc trục: XB = 0.4; YB = 1.71.
- Tải trọng động quy ước:
- Thời gian làm việc tính bằng triệu vòng quay:
- Khả năng tải động tính toán theo gối B:
Vậy ta chọn ổ đũa côn một dãy cỡ trung rộng với đường kính ngõng trục d = 70 mm, ký hiệu ổ 7614.
Bảng 3.11: Thông số ổ đũa côn một dãy của trục bánh răng côn 2
|
Kí hiệu ổ |
d (mm) |
D (mm) |
B (mm) |
T (mm) |
r (mm) |
C ( kN ) |
Co ( kN ) |
|
7614 |
70 |
150 |
51 |
54 |
3.5 |
204 |
186 |
3.5 Mô phỏng bền trục quay khuôn.
Sử dụng Solidwork Simulation ta có kết quả sau:
Ứng suất:
Chuyển vị trục:
.........
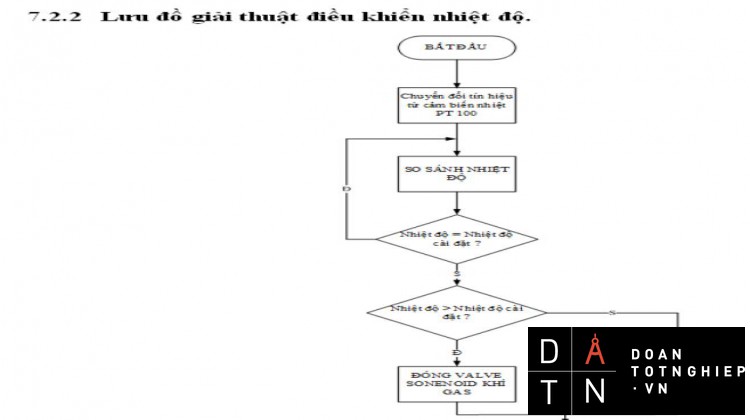
Phạm vi phân tích trong khu vực lò đốt, nhiệt độ lò được kiểm soát nhờ vào điều chỉnh lưu lượng khí đốt và không khí vào lò đốt. Tỉ lệ không khí/ nhiên liệu là 10/1 và được điều chỉnh nhờ tín hiệu phản hồi từ cảm biến.
Khi nhiệt độ trong lò lệch so với nhiệt độ mong muốn, tỉ lệ hỗn hợp không khí và nhiên liệu trong lò sẽ được điều chỉnh nhờ vào sự thay đổi áp suất không khí vùng đốt. Việc giảm áp suất không khí vùng đốt sẽ làm giảm sự cung cấp nhiên liệu, từ đó giảm nhiệt độ. Ngược lại, việc tăng áp suất không khí vùng đốt sẽ làm tăng lượng nhiên liệu cung cấp, từ đó tăng nhiệt độ lò.
7.1Thiết kế giao diện mô phỏng hoạt động của máy.
Sử dụng phần mền GT Designer 3, thiết kế giao diện mô phỏng hoạt động của máy khuôn quay ở hai chế độ: chế độ điều khiển bằng tay và chế độ hoạt động tự động:
Hình 7.5: Giao diện điều khiển máy khuôn quay ở hai chế độ.
Nhận xét: chương trình điều khiển các thiết bị hoạt động theo đúng thuật toán điều khiển đặt ra ở hai chế độ.
CHƯƠNG 1 KẾT QUẢ, HẠN CHẾ VÀ HƯỚNG PHÁT TRIỂN
8.1 Kết quả đề tài.
+ Thiết kế được bộ phận truyền động khuôn quay và lò đốt.
+ Thiết kế được hệ thống điện cung cấp cho hệ thống.
+ Thiết kế được hệ thống điều khiển hệ thống.
8.2 Hạn chế.
+ Nghiên cứu chưa sâu về sự truyền nhiệt và nhiệt động học trong lò đốt.
+ Chưa có mô hình thật để mô phỏng máy khuôn quay.
+ Chưa có giao diện nhập các thông số thời gian và nhiệt độ.
8.3 Hướng phát triển.
+ Tiếp tục nghiên cứu hoàn thiện quá trình truyền nhiệt và nhiệt động học của hệ thống.
+ Thiết kế thêm phần giao diện điều khiển HMI, điều khiển vô cấp tốc độ nhập trên màn hình và các thông số thời gian, nhiệt độ.
+ Thiết chế chế tạo mô hình thật.







