LUẬN VĂN TỐT NGHIỆP Đánh giá năng suất cắt gọt và chất lượng bề mặt khi gia công bằng dụng cụ cắt có góc cắt đặc biệt (wiper)
NỘI DUNG ĐỒ ÁN
MỤC LỤC Đánh giá năng suất cắt gọt và chất lượng bề mặt khi gia công bằng dụng cụ cắt có góc cắt đặc biệt (wiper)
Trang
Chương I : TỔNG QUAN VỀ DỤNG CỤ CẮT
I.1/ Thực trạng về sử dụng dụng cụ cắt ở Việt Nam 1
- 2/ Tình hình sử dụng dụng cụ cắt trên thế giới 1
- 3/ Một số giải pháp nghiên cứu trên thế giới 12
Chương II: ĐẶC TRƯNG CƠ BẢN CỦA DỤNG CỤ CẮT VÀ VẬT LIỆU LÀM DỤNG CỤ CẮT 19
II.1 Các đặc tính cơ bản của vật liệu làm dụng cụ cắt 19
II.2 Các loại vật liệu làm dụng cụ cắt 20
Chương III: NGHIÊN CỨU HÌNH DÁNG HÌNH HỌC CỦA DỤNG CỤ CẮT TRUYỀN THỐNG VÀ HIỆN ĐẠI( CÔNG NGHỆ WIPER) 25
III.1 Hình dáng kết cấu dụng cụ cắt truyền thống 25
III.2 Hình dáng kết cấu dụng cụ cắt hiện đại 29
III.3 Cơ sở lý thuyết nghiên cứu sự ảnh hưởng của các thông số hình học của dụng cụ cắt và chế độ cắt lên độ nhám bề mặt 32
Chương IV: TÌM HIỂU VỀ CÁC LOẠI THÉP VÀ WIPER 38
IV.1 Khái niệm về thép 38
IV.2 Thành phần nguyên tố hoá học trong thép và công dụng của chúng 38
IV.3 Phân loại thép 38
IV.4 Các thông số của wiper 39
IV.5 Trình tự tra chế độ cắt 42
Chương V: ĐÁNH GIÁ CHẤT LƯỢNG BỀ MẶT VÀ NĂNG SUẤT BẰNG THỰC NGHIỆM. 43
V.1 Vật liệu gia công 43
V.2 Dụng cụ cắt và máy cắt 43
V.3 Tìm hiểu về quy hoạch thực nghiệm Box và Hunter 44
V.4 Trình tự thực hiện thí nghiệm 48
V.5 Kết quả thí nghiệm và đánh giá kết quả 51
Chương VI: KẾT LUẬN 56
VI.1 Những vấn đề đạt được 56
VI.2 Kiến nghị và hướng phát triển của đề tài 57
Kết luận 58
Tài liệu tham khảo 60
Phụ lục
CHƯƠNG I: TỔNG QUAN VỀ DỤNG CỤ CẮT
I.1 Thực trạng về sử dụng cụ cắt ở Việt Nam:
- Trong điều kiện nền kinh tế phát triển hiện nay với tốc độ tăng trưởng về mặt sản xuất và xuất khẩu trong tất cả các ngành nghề nói chung và ngành cơ khí của chúng ta nói riêng. Như vậy để sản phẩm của chúng ta có thể đủ sức để cạnh tranh trên thương trường quốc tế thì bên cạnh chất lượng mẫu mã chúng ta còn phải có giá thành thấp. Chính vì thế việc nghiên cứu vật liệu làm dụng cụ cắt và thay đổi kết cấu hình học của dụng cụ cắt là một việc làm thiết thực và mang tính chiến lược.
- Như tôi được biết trước nay dụng cụ cắt của chúng ta chỉ chế tạo theo phương pháp truyền thống nghĩa là dụng cụ cắt có kết cấu rất đơn giản mà nhà máy chế tạo dụng cụ cắt đó là nhà máy chế tạo dụng cụ cắt Hà Nội. Tuy nhiên với những dụng cụ mà nhà máy chế tạo ra chỉ có độ cứng tương đương thep gió chưa có hợp kim cứng và hơn nữa là chưa có loại vật liệu có lớp phủ. Do đó tuổi bền của dụng cụ rất thấp chất lượng bề mặt gia công không cao và còn phụ thuộc nhiều vào kỹ năng tay nghề mài dao của người thợ.
- Chính vì thế với những dụng cụ mà ngành cơ khí chúng ta có thể chế tạo được thì rất khó mà có thể cạnh tranh với các nước trên thế giới. Vì vậy việc nghiên cứu qui trình chế tạo dụng cụ cắt và nghiên cứu ảnh hưởng của thông số hình học lên chất lượng bề mặt, năng suất gia công là một điều rất cấp bách.
I.2 Tình hình sử dụng dụng cụ cắt trên thế giới:
Để đương đầu với những vấn đề gặp phải như chúng ta đã trình bày ở trên, các nước trên thế giới nói chung và các nước khu vực đông nam á nói riêng đã có những bước nghiên cứu đột phá về vật liệu làm dụng cụ cắt thay đổi kết cấu hình học của dụng cụ và đặc biệt là công nghệ chế tạo dụng cụ đã đạt được độ chính xác rất cao.
Sự phát triển vượt bậc đó là sự cho ra đời các dụng cụ cắt có một lớp phủ, nhiều lớp phủ với độ chính xac của lớp phủ tính bằng đơn vị micromet. Sự ra đời của loại dụng cụ này đã góp phần đáng kể trong việc nâng cao năng suất cắt gọt, kéo dài được tuổi bền của dao, nâng cao độ chính xác của quá trình gia công.
Tuy nhiên, bên cạnh việc giải quyết vấn đề về năng suất chúng ta còn phải quan tam đến chất lượng bề mặt gia công. Đó là một vấn đề còn khá mới mẻ trong ngành dụng cụ cắt và hiện nay đang được nghiên cứu và đưa ra thử nghiệm.
Theo thông tin được biết trên thế giới đang có rất nhiều hãng đang nghien cứu và đưa ra ứng dụng các giải pháp nêu trên như hãng dụng cụ cắt SANVIK, NACHI, SECO, MISUBISHI…
I.2.1/ Dụng cụ cắt của công ty Sandvik (www. sandvik Coromant.com)
a/ Các loại dụng cụ cắt được chế tạo theo phương pháp truyền thống không có lớp phủ: CD10, H10 và CD1810
- CD10: đây là loại kim cương đa tinh thể bao gồm các hạt tinh thể mịn với đường kính trung bình 7 mm. Nó được dùng để gia công tinh và bán tinh kim loại màu và vật liệu không kim loại.
- H10: đây là một loại carbide hạt mịn là loại dụng cụ kết hợp tốt tính chịu mài mòn và các cạnh cắt sắc nhọn. Dùng cho tiện thô và tiện tinh hợp kim nhôm. Cũng thích hợp cho tiện tinh hợp kim Titanium.
- CD1810: Là loại insert CBN (cubic Boron Nitride) tinh khiết có khả năng chịu mài mòn cao và độ dai cao. Nó có lớp phủ PVD TiN được dùng gia công hợp kim màu rất tốt.
b/ Vật liệu có lớp phủ:
- GC2015:
-GC2015 được chế tạo để chịu dựng tốc độ cắt cao để tăng năng suất mà không mất đi tính bền và sự an toàn. Một vài cải thiện đã được chế tạo như sau:
+Chất nền: Sức chịu đựng tốt để chống lại biến dạng dẻo và tăng độ cứng nóng để cho phép gia công với tốc độ cao.
+Lớp phủ: Được thiết kế với độ dai chắc chắn “chất nền cứng”. TiCN- có sự bám chặt tốt với chất nền và độ chịu mòn tốt. TiN/Al2O3 (nhiều lớp)-bảo vệ nhiệt, cải thiện khả năng chịu va đập. TiN- lớp phủ vàng dễ dàng phát hiện mòn.
- GC4005
-GC4005 dùng cho gia công tốc độ cao, gia công khô (không tưới nguội) có thể thực hiện với sự chịu đựng của lớp phủ dày Alumina. Khi sử dụng GC4005 thì nên dùng gia công cac bộ phận lớn trên máy với đồ gá kẹp phôi vững chắc và ổn định. GC4005 được sử dụng cho bước tiến và tốc độ cao, nhiệt độ vùng cắt cao. Dùng để gia công thép.
- GC3205:
-Là một mãnh dao phủ carbide CVD bao gồm một lớp phủ dày, trơn nhẳn và lớp phủ chịu mài mòn và phần đầu là một chất nền rất cứng. Vật liệu phủ này có độ chịu mòn tốt nhất khi gia công gang xám ở tốc độ cao.
- GC3210 :
- Là một mãnh dao carbide phủ CVD bao gồm một lớp phủ đầu tiên có chiều dày giống như GC3205 là chất nền rất cứng. Sự khác nhau chủ yếu giữa hai chế độ phủ trong chiều dày của các lớp phủ riêng biệt. GC3210 được đánh giá là cân bằng tốt nhất giữa độ chịu mòn và độ chịu bong tróc khi gia công gang xám ở tốc độ cao.
- GC3215:
- Là một mãnh dao carbide phủ CVD bao gồm chiều dày lớp phủ trung bình, lớp phủ chịu bong tróc tốt được phủ phần đầu là một chất nền rất cứng. Mức độ phủ này có thể chịu đựng các điều kiện cắt thô từ tốc độ cắt thấp đến tốc độ cắt trung bình và dùng để gia công gang xám.
c/. Công nghệ Wiper cho dụng cụ gia công có kết cấu đặc biệt:
- Sự phát triển của các mãnh dao (insert) Wiper của Sandvik Coromant đã có từ những năm trước đây với các mãnh dao Carbide thiêu kết T-Max P. Ngày nay được phân loại bao gồm mãnh dao Coro Turn 107 dùng cho tiện và mãnh dao CoroCut 1 cạnh cắt và CoroCut với 2 cạnh cắt và các mãnh dao cắt rãnh.
- Sự ra đời của loại dao này là sự kết hợp của công nghệ phủ đồng với sự thay đổi về kết cấu hình học mũi dao nhằm đạt được năng suất và chất lượng bề mặt.
Thành phần cấu tạo:
- Hình dạng của các loại dao được chế tạo theo công nghệ wiper có góc mũi dao cũng như hình dạng hình học rất đa dạng để phù hợp với từng điều kiện cắt cụ thể và phù hợp với từng loại vật liệu.
- Các mảnh dao này co mũi dao rất đặc biệt, mũi dao không phải chỉ là một điểm hay một cung tròn mà nó gồm hai cung tròn nối tiếp nhau với bán kính rất nhỏ.
Vật liệu làm dụng cụ:
- Hiện tại các mãnh dao Wiper gồm có ceramics, cubic boron Nitride (CBN)
- Ngoài ra để nâng cao tuổi bền của dao người ta còn kết hợp ngoài lớp vật liệu nền như trên ta còn phủ lên lớp vật liệu nền đó một lớp vật liệu phủ kim cương hay Ti-CN để tăng khả năng chống mài mòn và giảm ma sát giữa phoi và mặt trước của dụng cụ.
Ưu điểm và nhược điểm:
- Đối với dao được chế tạo theo công nghệ này ta cóthể gia công đạt được năng suất gấp đôi với chất lượng bề mặt không đổi và ngược lại.
- Tuy nhiên công nghệ chế tạo loại dụng cụ này tương đối phức tạp vì vừa kết hợp công nghệ phủ vừa thay đổi kết cấu hình học mũi dao.
-Các mãnh dao CoroTurn 107 có kích thước nhỏ và bán kính mũi dao nhỏ.
+Có thể áp dụng tốt cho không gian hẹp
+Với kỹ thuật Wiper thì bán kính mũi dao lớn sẽ cho chúng ta chất lượng bề mặt tốt, theo đó bước tiến cao hơn.
+CoroTurn 107 ứng dụng cho cả tiện trong và tiện ngoài.
Negative T-MAX P Wiper inserts
-Các mãnh dao T-Max P với mức độ CB7015 (Cubic Boron Nitride) được sử dụng cho tiện thép đã tôi. Nó cũng cho năng suất cao cùng với chất lượng bề mặt trong quá trình tiện.
Trên đây là hình mũi dao của các loại dụng cụ được chế tạo theo công nghệ wiper .
I.2.2/ Dụng cụ cắt của tập đoàn Mitsibishi (www.Mitsubishicarbide.com)
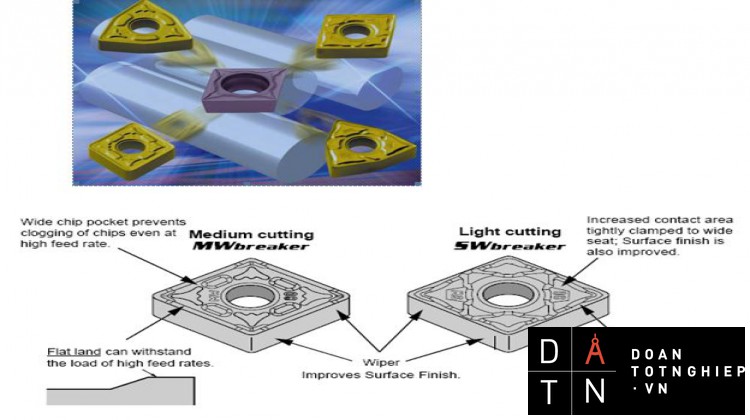
Hiệu quả cao nhất mà phương pháp wiper mang lại đó là chất lượng bề mặt được nâng lên trong gia công tinh. Đối với gia công thô và bán tinh thì wiper giúp cho chúng ta tăng lượng chạy dao lên gấp đôi. Do đó năng suất tăng lên gấp đôi.
Trên hình chúng ta thấy có hai loại wiper là MW và SW.
MW được sử dụng trong gia công thô và gia công bán tinh
SW được sử dụng trong gia công tinh.
Trên đây là biểu đồ so sánh khi dùng dụng cụ thông thường và dụng cụ wiper để gia công thép ANSI 1039.
Từ đồ thị ta thấy dụng cụ cắt gọt thông thường sẽ cho chất lượng bề mặt thấp hơn. Và khi cùng một yêu cầu về chất lượng bề mặt thì lượng chạy dao khi dùng insert wiper sẽ tăng gấp đôi có nghĩa là năng suất cắt gọt cũng tăng gấp đôi.
Những thuận lợi mà dụng cụ cắt dùng công nghệ wiper mang lại:
Chất lượng bề mặt được nâng lên
Có tác dụng làm gãy phoi.
Nâng cao tuổi bền của dụng cụ cắt cũng như thiết bị gia công.
Nâng cao năng suất.
I.2.3/ Dụng cụ cắt của công ty Seco ( www.secotools.com)
a/ Dụng cụ cắt có lớp phủ:
- TP1000,TP2000:
Có lớp phủ Ti(C,N) + Al2O3 +Ti(C,N) +TiN được chế tạo theo kỹ thuật CVD/ MTCVD, thích hợp gia công không tưới nguội và ở tốc độ cao, nổi bật về độ chịu mòn và độ tin cậy cao. TP1000 có mức độ carbide làm chất nền cao hơn, độ chịu mòn cao hơn, chịu nhiệt độ cao hơn và biến dạng dẻo thấp hơn so với TP2000 khi gia công ở tốc độ cao.
- TP3000:
Có độ chịu mòn và độ dai của cạnh cắt cao hơn TP1000 và TP2000, và có thể thực hiện gia công với tốc độ và bước tiến cao hơn so với TP1000 và TP2000. Phạm vi gia công rộng hơn bao gồm : thép, thép khong gỉ, gang xám. Các lớp phủ gồm có: Ti(C,N) + Al2O3 + Ti(C,N) +TiN.
Bảng so sánh các đặc tính gia công giữa TP1000, TP2000, TP3000.
b/. Các dụng cụ có kết cấu đặc biệt:
Trên đây là một mô hình so sánh năng suất bóc vật liệu bằng các insert thông thường với insert có góc cắt đặc biệt mà công ty Seco tạm gọi là wiper insert.
Từ biểu đồ ta nhận thấy với cùng một yêu cầu chất lượng bề mặt thì lượng kim loại được bóc ra bằng dụng cụ có tên gọi là wiper insert tăng gấp đôi.
Trên đây là kết cấu của một số dạng wiper insert mà công ty nghiên cứu được.
I.2.4/ Dụng cụ cắt của tập đoàn Ceratizit (www. Ceratizit.com)
a/. Dụng cụ cắt có lớp phủ:
+GM40: Tính ổn định của các cạnh cắt tốt, độ chịu mòn cao, thành phần của chất nền gồm có: 11% Co, 12% Carbide, còn lại là WC. Hệ thống lớp phủ CVD gồm có: TiN+Ti(C,N) +TiC, độ dày của lớp phủ là 5,5 mm.
GM40
+Sm 80: Hệ thống lớp phủ : CVD Ti(C+N) TiN, chiều dày lớp phủ là 5,5 mm. Thích hợp cho tốc độ cắt thấp và trung bình.
Sm 80
+ AMZ (K10): Hệ thống lớp phủ PVD / Ti Al N – Al2O3, độ dày là 3mm . Giảm độ mòn và khuynh hướng dính. Được dùng gia công ở tốc độ cao và gia công hợp kim có khuynh hướng dính.
I.3 Một số giải pháp trên thế giới:
I.3.1/ Các giải pháp cải thiện năng suất theo nghiên cứu của công ty Sanvik Coromant:
-Trong gia công cắt gọt, năng suất được xác định bằng tỷ lệ giữa đầu vào và đầu ra. Đầu vào của quá trình gia công có thể bao gồm các yếu tố sau: người thợ máy, thiết bị, vật liệu phôi, phòng lưu trữ dụng cụ và những chi phí thường lệ có liên quan đến hoạt động của doanh nghiệp (tiền lương nhân viên, tiền thuế, tiền thuê…). Đầu ra thì về cơ bản là những gì đã làm và đạt được trong thời gian sản xuất.
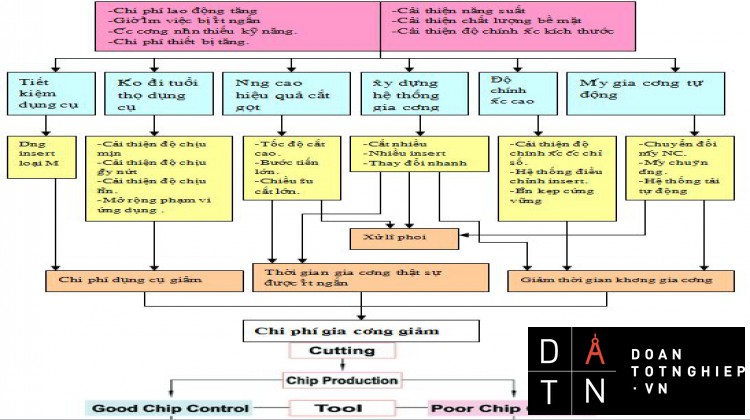
Trên đây là một mô hình mà công ty Sanvik đưa ra cho chúng ta thấy ảnh hưởng của các yếu tố cắt gọt đến đến chi phí gia công sản phẩm khi chỉ tiêu chất lượng được coi như không đổi. Các dụng cắt hiện đại được áp dụng phù hợp và thông số cắt gọt tối ưu có ảnh hưởng lớn đến việc tiết kiệm phần lớn chi phí.
Từ mô hình đó chúng ta có thể thấy được chi phí cho dụng cụ cắt chiếm khoảng 3% trong tổng chi phí gia công. Và với xu thế cạnh tranh ngày nay con số 3% chiếm một tỉ trọng khá lơn chính vì thế mà chúng ta đang tìm cách giảm đi chi phí này. Điều đó đồng nghĩa với việc kéo dài tuổi thọ của dụng cụ cắt và thay đổi thông số cắt gọt của dụng cụ cắt để đạt được giá trị tối ưu.
Như mô hình phân tích ơ trên chúng ta thấy được 2 vấn đề cơ bản sau:
Nếu tuổi thọ của dụng cụ cắt tăng lên 50% thì sẽ góp phần trực tiếp làm giảm chi phí cho dụng cụ cắt từ đó làm cho tổng chi phí gia công giảm đi 1%.
Nếu như thông số cắt gọt hay năng suất cắt gọt của dụng cụ cắt tăng lên 20% thì sẽ làm giảm thời gian chạy máy, chi phí nhân công cũng như nhà xưởng nên làm cho tổng chi phí gia công sản phẩm sẽ giảm đi 15%.
Từ 2 vấn đề được phân tích ở trên chúng ta thấy rằng yếu tố thông số cắt gọt sẽ ảnh hưởng rất lớn đến chi phí cho quá trình sản xuất cũng như khả năng cạnh tranh trên thị trường.
|
|
Hiện nay |
Giảm 30% |
Tuổi thọ dụng cụ 50% |
Thông số cắt gọt tăng 20% |
|
Dụng cụ cắt |
0,03 |
0,021 |
0,02 |
0,045 |
|
Thành phần vật liệu |
0,17 |
0,17 |
0,17 |
0,17 |
|
Máy, công cụ phụ |
0,27 |
0,27 |
0,27 |
0,216 |
|
Lao động |
0,31 |
0,31 |
0,31 |
0,248 |
|
Xây dựng |
0,22 |
0,22 |
0,22 |
0,176 |
|
Chi phí mỗi thành phần |
£1 |
£0,991 |
£0,99 |
£0,85 |
|
Tiết kiệm |
|
~1% |
1% |
15% |
I.3.2/ Các giải pháp cải thiện năng suất theo nghiên cứu của công ty Misubishi:
Qua biểu đồ so sánh trên ta thấy dụng cụ cắt có ảnh hưởng rất lớn đến năng suất gia công góp phần làm giảm chi phí cho quá trình gia công.
I.3.3/ Các giải pháp nghiên cứu để cải tiến năng suất theo nghiên cứu của công ty Nachi:
Đối với công ty Nachi thì chi phí cho việc tưới nguội chiếm 16% trong tổng chi phí cho quá trình gia công. Theo công ty này để làm giảm chi phí cho quá trình gia công một giải pháp được đưa ra đó là thực hiện gia công mà không cần tưới nguội.
Khi gia công không cần tưới nguội theo công ty phân tích sẽ có một số thuận lợi như sau:
Không tốn chi phí cho dung dịch trơn nguội
Giảm đi năng lượng tổn thất.
Chi phí cho việc làm sạch phôi.
Tuy nhiên phương án này cũng chưa phải là phương án tốt nhất vì trong quá trình gia công đối với một số trường hợp là rất cần thiết nhẵm giảm ma sát giữa phoi và dụng cụ, nhằm giúp kéo dài tuổi thọ của dụng cụ. Do đó công ty đã đưa ra phương án giảm chi phí cho sản phẩm bằng cách tăng năng suất cắt gọt nhưng vẫn tiến hành tưới nguội.
Khi dùng phương án này chúng ta được một số ưu điểm sau:
Giảm đi thời gian chạy máy cũng như thời gian dừng máy từ đó sẽ tiết kiệm được một loạt các chi phí liên quan đến vận hàh máy và điều nay đã được minh hoạ bằng biểu đồ hình bên dưới.
Để làm được điều này thì dụng cụ cắt của chúng ta phải được cải tiến để vừa đảm bảo được năng suất nhưng đồng thời cũng phải đảm bảo về chất lượng.
Đối với Nachi việc nâng cao tốc độ gia công và lượng chạy dao sẽ có ảnh hưởng quyết định đến năng suất gia công và giảm thiểu năng lượng tiêu hao cho quá trình gia công. Để làm được điều đó thì việc cải thiện kết cấu dụng cụ cắt là mot việc làm cấp thiết. Hiện nay công ty đang bắt tay vào nghiên cứu insert có kết cấu dạng wiper mà các hãng được trình bày ở trên đã đi vào nghiên cứu.
CHƯƠNG II: CÁC ĐẶC TRƯNG CƠ BẢN CỦA DỤNG CỤ CẮT VÀ VẬT LIỆU LÀM DỤNG CỤ CẮT
II.1 Các đặc tính cơ bản của vật liệu làm dụng cụ cắt:
Trong quá trình gia công phần cắt của dụng cụ sẽ luôn luôn tiếp xúc với bề mặt chi tiết gia công. Tại đây luôn xảy ra các quá trình như: sự ma sát, sự va đập, lực nén, lực uốn, sự tác động của nhiệt, và các phản ứng hoá học xảy ra giữa vật liệu làm dụng cụ và vật liệu chi tiết…. Từ các tác động tổng hợp đó sẽ làm cho dụng cụ cắt có thể xảy ra các dạng hư hỏng sau: mòn, mẻ và gãy. Chính vì thế mà vật liệu làm dụng cụ cắt phải thoã mãn các yêu cầu sau:
II.1.1/ Độ cứng:
Để đặc trưng cho khả năng cắt gọt của phôi ta dùng khái niệm độ cứng. Như chúng ta đã biết trong gia công cơ một nguyên tắc cơ bản trong gia công là muốn gia công được thì chi tiết gia công phải có độ cứng nhỏ hơn độ cứng của dụng cụ cắt.
Thông thường độ cứng được đánh gia theo đơn vị HB hoặc HRC. Trong đó HRC10HB.
Thông thường độ cứng của phần cắt khoảng 60-65 HRC.
Trong trường hợp gia công các loại thép có độ cứng cao như thép không gỉ, thép chịu nhiệt.. thì độ cứng của phần cắt của dụng cụ phải lớn hơn 65 HRC.
Độ bền: Để tránh hư hỏng vật liệu dụng cụ phải có độ bền cao. Độ bền là khả năng của vật liệu có thể chịu đựng được năng lượng tác động lên mà không bị hư hỏng. Nó thông thường được đặc trưng bằng sự kết hợp giữa độ bền nén và uốn của vật liệu.
Độ cứng nhiệt: Độ cứng nhiệt là khả năng của vật liệu duy trì được độ cứng của nó ở nhiệt độ cao. Điều này được quan tâm bởi vì dụng cụ cắt luôn phải làm việc trong môi trường có nhiệt độ cao.
Khả năng chống mòn: Độ cứng là một tính chất quan trọng được đặt ra để chống lại sự mài mòn trong quá trình gia công. Tất cả dụng cụ cắt phải đạt được một độ cứng nhất định. Tuy nhiên tính chống mài mòn trong gia công kim loại phụ thuộc nhiều hơn vào vật liệu làm dụng cụ cắt bởi vì các dụng cụ khác nhau thì có khả năng chống mòn khác nhau. Bên cạnh các yếu tố ảnh hưởng đến khả năng chống mòn của dụng cụ nó còn phụ thuộc vào chất lương bề mặt của dụng cụ( bề mặt càng nhẵn thì hệ số ma sát càng thấp), tính chất hoá học của vật liệu làm dụng cụ và vật liệu gia công, và thậm chí là dụng dịch trơn nguội được sử dụng trong quá trình gia công.
II.1.2/ Đo bền cơ học:
Trong quá trình gia công dụng cụ cắt thường xuyên phải chịu tác động của va đập, bị uốn, xoắn… dưới các tác động của cơ học. Trong đó mặt trước luôn chịu một áp lực rất lớn, khoảng 2500KG. Do đó yêu cầu khong thể thiếu đối với vật liệu làm dụng cụ cắt là phải đảm bảo được độ bền cơ học.
II.1.3/ Tính chịu nhiệt:
Trong quá trình gia công do ma sát giữa mặt trước của dao với phoi và nhiệt sinh ra do biến dạng dẽo. Do đó nhiệt độ tại vùng cắt của dụng cụ cắt rất cao. Vì vậy mà vật liệu làm dụng cụ cắt phải có tính chịu nhiệt cao nếu không thì độ cứng và độ bền của dụng cụ cắt sẽ giảm rất nhanh. Khi đó dao sẽ mòn rất nhanh ảnh hưởng đến chi phí sản xuất và độ chính xác gia công.
II.1.4/ Tính chịu mài mòn:
Trong quá trình gia công dụng cụ cắt luôn chịu sự tác động đáng kể của lực ma sát đặc biệt là ma sát giữa phoi và mặt trước của dụng cụ, cọ xát giữa mặt sau với phần đã gia công của chi tiết. Đây là hai thành phần lực ma sát có ảnh hưởng làm mòn dụng cụ cắt. Do đó dụng cụ cắt cần phải có tính năng chống mài mòn tốt.
II.1.5/ Tính công nghệ:
Bên cạnh các yêu cầu ve đặc tính thuộc về bản chất của dụng cụ cắt chúng ta cũng cần phải quan tâm đến tính công nghệ của dụng cụ cắt vì bản thân dụng cụ cắt cũng là một hoặc nhiều chi tiết lắp ghép lại với nhau thì để dễ chế tạo, gia cong, nhiệt luyện thì cần phải có tính công nghệ.
II.2 Các loại vật liệu được dùng làm dụng cụ cắt:
II.2.1/ Thép các bon dụng cụ và hợp kim thấp:
Đây là hai loại dụng cụ nền tảng để phát triển thành thép gió. Tuy nhiên ngày nay những loại thép này rất ít được sử dụng trong công nghiệp. Thép cacbon dụng cụ có thể đạt được độ cứng 60HRC sau khi nhiệt luyện, tuy nhiên đối với thép hợp kim dụng cụ do hàm lượng hợp kim thấp, chúng có độ ben nhiệt thấp do đó chúng không được sử dụng trong gia công, ngoại trừ chỉ được sử dụng trong trường hợp vận tốc cắt rất thấp.
II.2.2/ Thép gió (HSS):
Thép gió là loại thép có hàm lượng hợp kim cao có khả năng duy trì đươc độ cứng ở nhiệt độ cao tốt hơn thép cacbon và hợp kim thấp. Thép gió rất đa dạng nhưng được chia thành 2 loại cơ bản sau: Loại chứa tungsten và loại chứa Molipden, cả hai loại này được phân loại bởi viện sắt và thép cua Mỹ.
Thép gió loại tungsten chứa đựng 12% đến 20% W, 4% Cr, 1% đến 2% V. Thông thường thép gió loại này được ký hiệu như sau: HSS 18-4-1 có nghĩa là thành phần chứa 18%W, 4%Cr, 1%V.
Thép gió loại M là loại hợp kim trong đó thanh phần chủ yếu là W và Mo với thành phần như sau: 6%W và 5%Mo ngoài ra còn chứa các nguyên tố khác như Co nhằm làm tăng độ cứng nhiệt của dụng cụ. Thông thường ham lượng Co khoảng 5% đến 8%, và một thành phần không the thiếu là C khoảng 0.75% đến 1.5%.
Dưới đây là bảng biểu diễn ảnh hưởng của các nguyên tố đến tính năng của dụng cụ:
|
Yếu tố hợp kim |
Các tính năng của thép gió |
|
Tungsten(W) |
Tăng độ cứng nhiệt, cải thiện tính chống mài mòn |
|
Molybdenum(Mo) |
Tăng độ cứng nhiệt, cải thiện tính chống mài mòn |
|
Chromium(Cr) |
Cải thiện tính thấm tôi, khả năng chống mài mòn cao |
|
Vanadium(V) |
Tăng khả năng kết dính cacbon để chống mòn |
|
Coban(Co) |
Giữ được độ cứng nhiệt |
|
Cacbon(C) |
Là yếu tố không thể thiếu nhằm tăng độ cứng của thép |
II.2.3/.Hợp kim Coban đúc:
Dụng cụ cắt hợp kim coban đúc chứa khoảng 40% -50%, Crom khoảng 25%-35% và Wonfram khoảng 15%-20% và một vài nguyên tố hoá học khác. Các dụng cụ cắt này được chế tạo bằng cách đúc trong khuôn sau đó dùng áp lực để ép hợp kim bột đến khi có hình dạng xác định và có lưỡi cắt sắc. Khả năng chống mòn của loại vật liệu này cao hơn thép gió nhưng không bằng hợp kim cứng.
Loại vật liệu này khắc phục được các nhược điểm của thép gió nhưng nay là loại vật liệu trung gian giữa thép gió và hợp kim cứng. Hợp kim coban đúc có thể được dùng để gia công thô ở tốc độ cao hơn thép gió. Vật liệu gia công có thể là kim loại và phi kim loại.
II.2.4/. Hợp kim bột, gốm kim và vật liệu có lớp phủ:
Gốm là loại vật liệu được hình thành từ sứ và vật liệu kim loại. Thông thường các loại gốm có thành phần chủ yếu là cacbit tungsten và Coban chủ yếu là WC-TiC-TaC-Co được xem như là một loại gốm cacbua được sử dụng rộng rãi. Thuật ngữ trong gia công cắt gọt, loại vật liệu gốm được hoá hợp từ gốm kim loại chứa TiC, TiN, và các gốm khác nhưng không bao gồm các bít stungsten. Một bước phát triển cao hơn của vật liệu làm dụng cụ cắt là vật liệu được phủ một lớp nền cacbit stungsten Coban. Những dụng cụ đó được gọi là vật liệu có lớp phu.
Hợp kim bột là nhóm vật liệu cứng được hình thành từ cacbit tungsten được nghiền thành bột rồi được kết dính bằng chất dính kết Coban. Ngoài ra còn có nhiều thành phần khác như Titan, tantan được thêm vào hợp kim bột.
Hợp kim cứng đầu tiên được làm từ tungsten và chất dính kết coban thì có thể gia công được thép đúc, vật liệu phi kim loại ở tốc độ cao hơn thép gió và hợp kim coban đúc. Tuy nhiên khi dùng loại dụng cụ này để gia công thep thì bề mặt dụng cụ sẽ mòn nhanh chóng dẫn đến hỏng dụng cụ. Nguyên nhân là do giữa bề mặt dụng cụ và thép tồn tại một phản ứng hoá học dẫn đến sự bám dính phoi trên bề mặt dụng cụ và làm dụng cụ mòn đi nhanh chóng. Chính vì thế mà hợp kim cứng không tốt để gia công thép. Để khắc phục nhược điểm này người ta phủ lên bề mặt hợp kim cứng một lớp titan hoặc tantan. Do đó loại hợp kim cứng có pha titan và tatan được dùng để gia công thép. Như vậy hợp kim cứng được chia làm hai loại cơ bản, loại1 được dùng để gia công vật liệu phi kim loại có thành phần chủ yếu là tungsten và chất dính kết coban, loại 2 dùng để gia công thép có thành phần chủ yếu ngoài hai thành phần trên còn có titan và tantan.
Gốm kim : trong kỹ thuật gốm là sự kết dính titan, titannitric, titancacbonitric với chất kết dính là niken hoặc molipden. Nói một cách khác, gốm bao gồm hỗn hợp kim loại mà thanh phần chủ yếu là WC- Co. Ứng dụng của gốm dùng để gia công tốc độ cao và gia công tinh thép, thép không rỉ và thép hợp kim. So với các dụng cụ khác gốm có thể gia công ở tốc độ cao hơn so với thép hợp kim. Có thể gia công ở lượng chạy dao nhỏ thích hợp với gia công tinh.
Vật liệu có lớp phủ: có thành phần giống với hợp kim cứng nhưng được phủ một lớp vật liệu có tác dụng nâng cao khả năng chống mài mòn. Lớp vật liệu này có the là titan, TiN hoặc nhôm oxit. Lớp phủ được thực hiện bằng cách hoá hơi lắng đọng hoá học hoặc vật lý trên nền vật liệu hợp kim cứng một lớp rất mỏng. Nghiên cứu thấy rằng nếu lớp phủ quá dày thì sẽ làm cho vật lieu phủ dễ bị nứt vỡ và tách rời khỏi vật liệu nền.
- Lớp thứ nhất là TiN là lớp bảo vệ chống mòn.
- Lớp thứ hai là Al2O3 là lớp phủ bảo vệ cách nhiệt và chống mòn. Đáp ứng được độ bền nhiệt và tính ổn định về cơ tính.
- Lớp thứ ba là TiCN dày hơn hai lớp trên, chống mòn với mạng tinh thể hình trụ đảm bảo khả năng chống mòn ở các mặt bên.
- Lớp thứ tư giàu Co có khả năng chịu được tải va đập.
- Lớp thư năm là lớp vật liệu nền có khả năng chịu được dao động cũng như biến dạng đàn hồi. Rất thích hợp cho gia công tốc độ cao, năng suất bóc vật liệu lớn và thích hợp trong gia công thô.
Vật liệu phủ đầu tiên chỉ có một lớp TiC, TiN hay Al2O3 và loại vật lieu này hiện nay vẫn dùng. Trong thời gian gần đây đã xuất hiện vật liệu có nhiều lớp phủ. Lớp đầu tiên được ứng dụng cho nền WC-Co thường dùng là TiN, TiCN vì nó tạo được sự dính kết tốt với lớp vật liệu nền và có sư hệ số giãn nở nhiệt tương tự nhau. Sau đó mới đến các lớp phủ phía ngoài.
Vật liệu có lớp phủ dùng để gia công thép hợp kim, thép trong tiện và phay. Chúng được ứng dụng tốt trong gia công tốc độ cao trong điều kiện lưc cắt và nhiệt độ biến thiên trong phạm vi rất nhỏ. Nếu như các điều kiện nêu trên bị biến động trong phạm vi lớn như quá trình cắt dừng đột ngột thì sẽ làm cho lớp phủ bị bong tróc và dụng cụ bị phá huỷ một cách nhanh chóng. Trong trường hợp này dụng cụ cắt không có lớp phủ được sử dụng, tuy nhiên tuổi thọ của dụng cụ sẽ không cao do mặt dao bị mòn nhanh chóng.
Vật liệu có lớp phủ thường được dùng để gia công cả kim loại đen và kim loại màu nhằm nâng cao năng suất và tuổi bền của dụng cụ. Các loại vật liệu phủ khác có thể là CrC, ZrN, hoặc kim cương.
II.2.5. Vật liệu gốm:
Dụng cụ cắt bằng vật liệu gốm được sử dụng ở Mỹ vào những thập niên 50. Mặc dù chúng đã được phát triển và sử dụng ở Châu Âu. Ngày nay vật liệu gốm được tổng hợp từ bột ôxit nhôm, ép và thêu kết ở nhiệt độ cao mà không cần một chất dính kết nào cả. Trong gốm thành phần chủ yếu đó là oxit nhôm chiếm 99% và còn lại có thể là Crom oxit. Kích cỡ các hạt oxit nhôm đều, mịn và tinh khiết đóng một vai trò quan trọng quyết định đến độ bền của vật liệu trong quá trình ép và thêu kết.
Dụng cụ cắt bằng vật liệu gốm thể hiện được ưu điểm trong gia công tốc độ cao thép và hợp kim. Chúng được gia công tinh bề mặt đối với thép có độ cứng lớn, bước tiến nhỏ, chiều sâu cắt lớn trong điều kiện phôi và dụng cụ được giữ chặt. Tuy nhiên dụng cụ cắt bằng gốm lại bị nhược điểm là không chịu được tải trọng động do độ bền thấp. Ngoài ra loại vật liệu này còn được dùng để làm vật liệu mài.
II.2.6. Kim cương tổng hợp và mạng tinh thể khối nitrit bo:
Kim cương là loại vật liệu cứng nhất hiện nay, kết quả thực nghiệm cho thấy độ cứng của kim cương cứng gấp 2 đến 3 lần hợp kim cứng và vật liệu gốm. Chính nhờ độ cứng cao như thế mà kim cương được dùng trong dụng cụ cắt và mài.
Ưng dụng của kim cương được dùng để gia công ở tốc độ cao vật liệu phi kim loại, mài vật liệu phi kim loại như sợi thuỷ tinh và đá.
Vật liệu có mạng tinh thể khối nitrit bo có độ cứng cũng không kém hơn kim cương và nó được dùng để chế tạo dụng cụ cắt. Nó được dùng để phủ lên nền các insert WC-Co vì nó không tham gia phản ứng hoá học với thép và hợp kim của Coban.
CHƯƠNG III: NGHIÊN CỨU HÌNH DÁNG HÌNH HỌC CỦA DỤNG CỤ CẮT TRUYỀN THỐNG VÀ HIỆN ĐẠI
Giới thiệu:
Một dụng cụ cắt phải đảm bảo khả năng định hình phù hợp với quá trình gia công. Thông thường dụng cụ cắt được phân loại theo khả năng gia công của chúng. Vì thế chúng ta có các loại dụng cụ như sau: dao tiện, dao phay, khoan, khoét, doa và tarô.
Dụng cụ cắt có thể được chia làm hai loại: loại một lưỡi cắt và nhiều lưỡi cắt.
Thông thường dao tiện thường được dùng để đặt trưng cho dụng cụ cắt có một mũi cắt và mũi khoan, mũi dao phay thì thường có nhiều mũi cắt. Để đơn giản cho quá trình nghiên cứu trong đề tài này em chỉ nghiên cứu dụng cụ cắt có một mũi cắt. Từ đó chúng ta có thể mở rộng ra nghiên cứu dụng cụ cắt có nhiều lưỡi cắt một một cách dễ dàng từ các nguyên tắc được rút ra từ dụng cắt có một mũi cắt.
III.1 Hình dáng kết cấu của dụng cụ cắt truyền thống:
III.1.1/ Các thông so đặc trưng cho dụng cụ cắt trong gia công:
Trong gia công dụng cụ cắt được đánh giá theo 7 thông số dưới đây:
Dụng cụ cắt có một lưỡi cắt: dụng cụ cắt có một mũi cắt được minh hoạ chi tiết thông qua một dao tiện truyền thống như hình vẽ dưới đây. Qua hình vẽ chúng ta dễ dàng thấy được dụng cụ có một mũi cắt được cấu tạo từ hai hai lưỡi cắt chính và lưỡi cắt phụ.
- Ở đây trong gia công chúng ta chỉ quan tâm đến các thông số sau:
- Hướng nghiêng của mặt trước( top rake)
- Góc ra của dao( end relief angle).
- Góc vào của dao(lead angle).
- Góc sát phụ( heel or clearance angle).
- Góc sát chính( side relief angle).
- Bán kính mũi dao( nose radius).
- Độ nghiêng của lưỡi cắt chính( back rake)
- Hướng nghiêng của mặt trước(top rake) là góc hợp bởi mặt thoát của dụng cụ với bề mặt vuông góc với vectơ vận tốc cắt.
- Độ nghiêng của lưỡi cắt chính (back rake) là góc hợp bởi lưỡi cắt chính với mặt phẳng vuông góc với vectơ vận tốc cắt. Hai góc và có mối quan hệ với nhau và nó sẽ ảnh hưởng quyết định đến hướng thoát phoi.
- Dụng cụ có hai mặt sau đó là mặt sau chính và mặt sau phụ. Góc hợp bởi bề mặt sau chính với mặt bên của dụng dụng cụ tạo thành góc sát chính( Side Relief Angle,SRA),
- Góc hợp bởi mặt sau phụ với mặt trước của dụng cụ tạo thành góc sát phụ(Heel Angle, HA). Các góc này thực chất chính là góc nhị diện giữa mặt sau phụ của dụng cụ với mặt phẳng chứa lưỡi cắt và vectơ vận tốc cắt.
- Lưới cắt chính của dụng cụ hợp với phương vuông góc với bề mặt chưa gia công một góc gọi là góc vào SCEA, có tác dụng làm giảm tác động va đập trong trường hợp lưỡi cắt mới tham gia vào quá trình cắt gọt.
- Phần chuyển tiếp giữa hai lưỡi cắt là một cung tròn có bán kính R gọi là bán kính mũi dao( nose radius). Bán kính mũi dao sẽ quyết định độ rộng của vết để lại trên bề mặt gia công. Mỗi vết của mũi dao sau một vòng quay sẽ để lại một vết trên bề mặt gia công. Đó là hạn chế của dụng cụ cắt được chế tạo theo phương pháp truyền thống. Kết quả là chất lượng bề mặt gia công thấp, để giảm độ nhấp nhô tế vi bề mặt hay tăng độ bóng bề mặt thì phải giảm lượng chạy dao vòng. Điều này sẽ ảnh hưởng rất lớn đến năng suất của quá trình gia công.
- Góc ra của dụng cụ ECEA chính là góc hợp bởi lưỡi cắt phụ và bề mặt đã gia công. Góc này có tác dụng làm giảm sự cọ xát và ma sát lên bề mặt đã gia công.
Như vậy dụng cụ cắt có một mũi cắt tiêu chuẩn được đặc trưng bởi 7 thông số được trình bày ở trên.
III.1.2. Các thông số đặc trưng cho dụng cụ cắt trong nghiên cứu được xác định như sau:
a/. Các mặt phẳng qui ước:
Mặt phẳng cơ bản: là mặt phẳng vuông góc với vectơ vận toc cắt và đi qua điểm đang xét. Đối với dao tiện có thân dao hình vuông thì mặt phẳng cơ bản thường song song với mặt đáy.
Mặt phẳng cắt gọt: là mặt phẳng chứa lưỡi cắt chính và vuông góc với mặt phẳng cơ bản hay là mặt phẳng chứa lưỡi cắt chính và vuông góc với vectơ vận tốc cắt.
Mặt phẳng tiết diện chính: là mặt phẳng vuông góc với hình chiếu của lưỡi cắt chính trên mặt phẳng cơ bản và đi qua điểm đang xét.
Mặt phẳng tiết diện phụ: là mặt phẳng vuông góc với hình chiếu của lưỡi cắt phụ trên mặt phẳng cơ bản.
b/. Các góc của dao:
Góc nghiêng chính : là góc hợp bởi hình chiếu của lưỡi cắt chính lên mặt phẳng cơ bản với phương của vectơ vận tốc chạy dao.
Góc nghiêng phụ : là góc hợp bởi hình chiếu của lưỡi cắt phụ trên mặt phẳng cơ bản với phương của vectơ vận tốc chạy dao.
Góc mũi dao : là góc hợp bởi hình chiếu của hai lưỡi cắt chính và phụ trên mặt phẳng cơ bản.
Góc trước :là góc hợp bởi mặt trước của dụng cụ với mặt phẳng cơ bản được đo trong mặt phẳng tiết diện chính. Góc trước có giá trị dương nếu như mặt trước thấp hơn mặt phẳng cơ bản và ngược lại.
Góc sau : là góc giữa mặt phẳng cắt gọt và mặt sau chính đo trong mặt phẳng tiết diện chính.
Góc sắc : là góc giữa mặt trước và mặt sau chính đo trong mặt phẳng tiết diện chính.
Góc cắt : là góc giữa mặt trước và mặt phẳng cắt gọt đo trong mặt phẳng tiết diện chính.
Góc nghiêng của lưỡi cắt chính : là góc hợp bởi lưỡi cắt chính và mặt phẳng cơ bản. Nếu lưỡi cắt chính nằm trên mặt phẳng cơ bản thì và ngược lại.
Bán kính mũi dao r: là một cung tròn chuyển tiếp từ lưỡi cắt chính sang lưỡi cắt phụ. Bán kính mũi dao có thể lớn hoặc bé tuỳ theo kỹ thuật mài và yêu cầu cụ thể của quá trình gia công.
III.1.3. Sự ảnh hưởng của thông số hình học của dụng cụ cắt đến năng suất chất lượng của quá trình gia công:
Góc nghiêng chính : nếu góc nghiêng chính càng nhỏ thì chiều dài lưỡi cắt tiếp xúc với phôi càng lớn. Do đó lực ma sát sinh ra giữa chi tiết và phần cắt của dụng cụ cắt càng lớn, nhiệt sinh ra nhieu, lực cắt lớn gây ra rung động sẽ ảnh hưởng đến độ chính xác gia công.
Góc nghiêng phụ càng bé thì cũng ảnh hưởng không tốt đến chất lượng bề mặt đã gia công, góc càng bé thì bề mặt gia công sẽ dễ bị cọ xước và ảnh hưởng đến điều kiện cắt và chất lượng bề mặt gia công.
Góc mũi dao càng lớn thì dao càng có độ cứng vững cao. Tuy nhiên giữa góc nghiêng chính, góc nghiêng phụ và góc mũi dao chiếu lên mặt phẳng cơ bản có mối quan hệ như sau: . Do đó nếu góc mũi dao tăng thì các góc nghiêng chính và nghiêng phụ sẽ giảm và sẽ có tác động không tốt đến quá trình gia công. Trong dụng cụ cắt hiện đại góc mũi dao thông thường khoảng 800.
Góc sau chính , góc sắc , góc thoát có mối quan hệ với nhau như sau:
.Do đó nếu góc này tăng thì góc kia sẽ giảm.
Trong gia công thô thì lực cắt lớn và chiều sâu cắt dày nên trở kháng của phoi rất lớn. Chính vì thế đòi hỏi dụng cụ cắt phải có kết cấu hợp lý nghĩa là phải có độ cứng vững cao và điều kiện thoát phoi phải dễ dàng. Do đó trong gia công thô thì góc sau của dụng cụ cắt phải nhỏ để tăng độ cứng vững và góc trước phải lớn để tạo điều kiện thoát phoi dễ dàng. Và ngược lại trong gia công tinh thì góc sau lớn và góc trước có thể lớn hoặc nhỏ cũng không ảnh hưởng lớn đến quá trình gia công.
Góc nghiêng của lưỡi cắt chính: góc nghiêng của lưỡi cắt chính đóng vai trò quan trọng trong sự định hướng hướng thoát phoi. Tuy nhiên điều này trong thời đại CNC thì toàn bộ trong quá trình gia công đều được điều khiển tự động trong buồng kín nên hướng thoát phôi cũng không được quan tâm nhiều. Đặc biệt trong các loại insert mà em nghiên cứu có góc nghiêng của lưỡi cắt chính bằng không.
Bán kính mũi dao r: có ảnh hưởng rất lớn đến độ chính xác gia công cũng như độ bóng bề mặt và trong thực nghiệm nghiên cứu công ty sanvik cũng đã đưa ra hệ thức liên hệ cho thấy bán kính mũi dao có ảnh hưởng rất lớn đến độ nhấp nhô tế vi bề mặt như sau:
III.2 Hình dáng kết cấu của dụng cụ cắt hiện đại:
III.2.1. Các thông số đặc trưng cho dụng cụ cắt:
Có hai loại insert, một loại chuyên dùng cho gia công bán tinh(WM), một loại được dùng cho gia công tinh(WF).
Các thông số đặc trưng cho dụng cụ cắt hiện đại cũng giống như dụng cụ cắt truyền thống. Trong đó có điểm khác nhau cơ bản đó là mũi dụng cụ cắt không phải là một điểm mà là các cung tròn nối tiếp nhau như hình vẽ bên dưới.
III.2.2. Công dụng của từng thông số:
Đối với wiper insert ngoài các thông số đặc trưng chung cho dụng cụ cắt còn có thêm các thông số sau nhằm góp phần nâng cao tính ưu việt của loại dụng cụ này.
Các thông số đó bao gồm:
Hình dạng và giá trị góc mũi dao đã được tiêu chuẩn hoá như sau:
Tuy nhiên trong thực tế góc mũi dao được sử dụng phổ biến nhất là 800
Bán kính của các cung tròn chuyển tiếp r1, r2
Khoảng cách tâm giữa hai cung tròn chuyển tiếp bs
|
r1 |
r2 |
bs |
|
0.38 |
0.4 |
0.39 |
|
0.59 |
0.4 |
0.56 |
|
0.97 |
0.4 |
0.69 |
Các kích thước trên đã được tiêu chuẩn hoá, trong đó hai bán kính r1 và r2 có thể bằng nhau.
Khoảng cách bs rất quan trọng và việc chọn giá trị bs còn phụ thuộc vào bước tiến s của dụng cụ.
Đoạn thẳng giữa hai cung tròn chuyển tiếp có tác dụng san bằng các nhấp nhô tế vi trên bề mặt gia công góp phần làm cho độ nhám bề mặt gia công giảm.
Trên mặt trước của dụng cụ có thể có các rãnh đóng vai trò cắt đứt phoi trong quá trình gia công.
Đối với dao tiện vai góc nghiêng chính được tiêu chuẩn hoá là 30.
Đối với dao gia công tinh thì góc nâng thường âm với giá trị tiêu chuẩn là 200
III.2.3. Chất lượng và năng suất gia công:
Từ các thông số đặc trưng nêu trên của wiper insert kết hợp với lý luận dựa trên cơ sở hình học tạo hình ta có được một số nhận xét mang tính định tính như sau:.
Khi ta cố định năng suất gia công như nhau hay lượng chạy dao giống nhau thì độ nhấp nhô bề mặt chênh lệch nhau rất rõ rệt, cụ thể là bề mặt gia công bằng wiper thì có độ nhấp nhô sẽ giảm đi 2 lần.
Khi ta tăng lượng chạy dao khi gia công bằng dụng cụ wiper lên gấp đôi thì độ nhấp nhô trên 2 bề mặt gia công lại giống nhau. Từ đó cho thấy wiper insert có ý nghĩa rất quan trọng trong việc cải thien chất lượng bề mặt gia công cũng như góp phần nâng cao năng suất gia công.
Tuy nhiên đây chỉ là lý luận trên cơ sở hình học tạo hình, nhưng trong thực tế thì quá trình gia công còn chịu sự chi phối bởi rất nhiều yếu tố co liên quan khác như độ cứng vững của hệ thống công nghệ, máy , đồ gá… Do đó kết quả cụ thể sẽ được làm rõ trong phần thực nghiệm của đề tài.
III.3 Cơ sở lý thuyết để nghiên cứu sự ảnh hưởng của các thông số hình học của dụng cụ cắt và chế độ cắt lên độ nhám bề mặt:
III.3.1 Vai trò của chất lượng bề mặt chi tiết và các yếu tố ảnh hưởng:
Chất lượng bề mặt không những chỉ ảnh hưởng đến độ chính xác của kích thước chi tiết gia công mà còn ảnh hưởng đến tính chất vật lý cũng như tuổi thọ của của chi tiết. Chất lượng bề mặt mô tả các đặc tính hình học của bề mặt mà điều này lại được quyết định chủ yếu bởi bề mặt tạo ra nó. Các yếu to ảnh hưởng đến độ hoàn thiện của bề mặt bao gồm nhiệt sinh ra trong quá trình gia công, ứng suất dư, quá trình chế tao phôi, biến dạng đàn hồi, sự nứt phôi trong đó yếu tố đặc biệt được quan tâm đó là mối quan hệ giữa chế độ cắt và thông số hình học của dụng cụ gia công sẽ đóng vai trò ảnh hưởng quyết định đến chất lượng bề mặt gia công.
Hiện tượng lẹo dao cũng là nguyên nhân làm cho chất lượng bề mặt xấu đi là do có nhiều lưỡi cắt tham gia cắt gọt, trong đó có một lưỡi cắt chính các lưỡi cắt còn lại là do hiện tượng lẹo dao gây ra. Nói một cách tổng quát chỉ có dụng cụ cắt bằng vật liệu sứ và kim cương thì mới hạn chế được hiện tượng lẹo dao( the built up edge).
Một dụng cụ cắt không sắc có bán kính mũi dao lớn, giống như một con dao cùn. Khi mũi dao có bán kính lớn mà chiều sâu cắt lớn thì chiều dài cung tiếp xúc giữa dụng cụ và chi tiết gia công càng lớn, điều này sẽ làm cho dụng cụ cọ xát với bề mặt gia công rất mãnh liệt và có thể đây là nguyên nhân gây ra phá huỷ bề mặt gia công.
Như đã trình bày ở trên, bán kính mũi dao có ảnh hưởng rất lớn đến chất lượng bề mặt gia công.
Trong phương pháp tiện cũng như các phương pháp gia công khác dụng cụ sẽ để lại vết xoắn vít – vết do chạy dao gây ra trên bề mặt gia công khi dụng cụ cắt di chuyển ngang trên bề mặt này. Nhìn hình vẽ bên dưới chúng ta sẽ thấy rằng khi tăng lượng chạy dao S và bán kính mũi dao nhỏ thì sẽ có nhiều vết nhấp nhô trên bề mặt gia công hơn. Mặc dù đặc điểm này không quan trọng trong gia công thô nhưng trong gia công tinh thì đây là nguyên nhân rất quan trọng ảnh hưởng đến chất lượng bề mặt gia công cũng như độ nhám bề mặt.
III.3.2. Các thông số đặc trưng cho chất lượng bề mặt:
Chất lượng bề mặt được đánh giá dựa vào chỉ tiêu độ nhám. Nhám bề mặt được chia thành 14 cấp.
Ba thông số chiều cao nhấp nhô Ra, Rz, và Rmax.
Hai thông số bước nhấp nhô S và Sn
Một thông số chiều dài tựa Tp
Nhám bề mặt làm cho chi tiết máy kém bền vì nó tạo ra ứng suất tập trung tại những điểm lồi lõm, là nơi chứa bụi bẩn, dung dịch bôi trơn gây ra mòn chi tiết một cách nhanh chóng.
Đối với những bề mặt lắp ghép, nhám bề mặt cho làm cho mối ghép kém bền, chóng mòn, làm cho độ hở tăng nhanh( đối với mối lắp lỏng).
Để xác định chiều cao nhấp nhô Rz, ta có thể sử dụng công thức sau:
Rz = C.tx.Sy.K
Trong đó: Rz là chiều cao nhấp nhô của prôfin theo mười điểm
C: Hệ số phụ thuộc vật liệu gia công.
x, y là số mũ của t và S
K: hệ số phụ thuộc vào vận tốc v, góc thoát, góc sau,…
Ngoài ra còn có một nhân tố hưởng rất quan trọng đến chất lượng bề mặt và năng suất của quá trình gia công đó là kết cấu hình học của dao đặc biệt là kết cấu và bán kính mũi dao.
Trong quá trình tiện, chi tiết thực hiện chuyển động quay tròn còn dao chuyển động tịnh tiến nên trên bề mặt gia công xuất hiện vết nhấp nhô dạng răng lược nếu chúng ta phóng to lên. Như vậy để nâng cao chất lượng bề mặt thì phải làm cho chiều cao nhấp nhô của vết răng lược phải thấp đi và bước nhấp nhô phải nhỏ. Để đạt được điều đó thì chúng ta phải giảm lượng chạy dao và giảm chiều sâu cắt. Như thế năng suất gia công sẽ giảm đi rất nhiều trong nền sản xuất hàng khối.
Để minh hoạ cho sự ảnh hưởng của bán kính dao đen chất lượng bề mặt ta tìm hiểu mô hình toán học sau:
Trong quá trình gia công dao thực hiện chuyển động tịnh tiến đong thời chi tiết quay. Do đó dao sẽ để lại trên bề mặt chi tiết vết hình xoắn vít nên bề mặt sau khi gia công xong không phải là một bề mặt nhẵn như tính toán trên lý thuyết. Thật ra trên bề mặt sau khi gia công tồn tại một lượng nhấp nhô tế vi do lượng dư chưa được lấy hết trong quá trình gia công.
Như vậy nếu lượng dư còn lại trên bề mặt đã gia công càng nhiều thì chất lượng bề mặt gia công càng kém. Để minh hoạ cho điều đó ta xem mô hình dưới đây:
Diện tích tính toán để cắt: ( trong trường hợp góc thoát và góc nâng bằng không).
Diện tích cắt thực tế là: Fc = Ftt – Fdư
Chính phần diện tích dư còn lại trên chi tiết sẽ hình thành vết răng lược.
Khi bán kính mũi dao bằng không: R = 0
Diện tích dư
Trong đó BC = S (S lượng chạy dao)
Xét tam giác ABC ta có:
Cotgư = HB/AH (1)
Cotgư1 = HC/AH (2)
từ (1) và (2) suy ra Cotgư + Cotgư1= BC/AH
suy ra AH = BC/( Cotgư + Cotgư1) = S/( Cotgư + Cotgư1)
→ Fd = SxS/2(Cotgư + Cotgư1) = S2/2(Cotgư + Cotgư1)
Tóm lại lượng răng lược còn lại trên chi tiết gia công trong trường hợp bán kính mũi dao bằng không thì chỉ phụ thuộc vào góc nghiêng chính và góc nghiêng phụ và tỉ lệ thuận với bình phương lượng chạy dao.
Hay: Fd = S2/2(Cotgư + Cotgư1)
Khi R thì diện tích dư chính là hình tam giác cong CAB và một cách gần đúng chúng ta giả sử hai cung tròn nhỏ đó như là hai đoạn thẳng nên tam giác cong CAB suy biến trở thành tam giác CAB, nhưng chiều cao của tam giác lúc này không phải là AH mà là AH’. Để minh hoạ cho trường hợp này ta xem hình dưới đây:
diện tích phần dư được tính như sau:
Trong đó BC = S (S lượng chạy dao)
Mà A’H = AH – AA’
Mà AA’ =
Hay
Ngoài ra trong thực nghiệm của công ty thiết kế và chế tạo dao cụ cũng đã công nhận công thức sau:
Trong đó:
- Rmax: lượng nhấp nhô tối đa trên bề mặt gia công
- f: lượng chạy dao vòng( m/vòng)
- r: bán kính mũi dao( mm).
Qua các công thức được chứng minh bằng lý thuyết và được rút ra từ thực nghiệm cho chúng ta thấy độ nhấp nhô bề mặt tỉ lệ với lượng chạy dao và bán kính mũi dao.
Như vậy để nâng cao chất lượng bề mặt thì ta phải giảm góc nghiêng chính và góc nghiêng phu. Tuy nhiên điều này không khả thi vì khi góc nghiêng chính và góc nghiêng phụ giảm thì ma sát giữa dao và bề mặt chi tiết sẽ tăng gây ra nhiệt và biến dạng trong quá trình gia công dẫn đến năng lượng tổn hao cho quá trình gia công tăng.
Giảm lượng chạy dao thì chất lượng bề mặt tăng nhưng năng suất gia công giảm.
Chính vì thế nhu cầu đặc ra là phải có một kết cấu dao với bán kính mũi dao thích hợp sẽ giúp cho chúng ta nâng cao chất lượng bề mặt được gia công nhưng năng suất không đổi.
CHƯƠNG IV: TÌM HIỂU VỀ CÁC LOẠI THÉP VÀ WIPER
IV.1/ Khái niệm chung về thép:
Trong tất cả các loại vật liệu mà chúng ta được biết thì thép là loại vật liệu có cơ tính tổng hợp cao nhất. Thép được dùng làm các chi tiết chịu được tải trọng cao và làm việc trong các điều kiện đặc biệt, tuổi thọ cao. Đặc biệt trong ngành cơ khí chúng ta thì thép là một loại vật liệu không thể thiếu trong các bộ phận máy móc. Chính vì thế tìm hiểu về đặc điểm, thành phần cấu tạo và cơ tính của thép là một vấn đề cần được quan tâm trong đề tài này và đây cũng là đối tương được chọn làm mẫu gia công trong phần thực nghiệm của đề tài.
IV.2/ Các thành phần các nguyên tố hoá học trong thép và công dụng của chúng:
Trong thành phần chính của thép là sắt và cacbon, ngoài ra còn chứa các chat khác như:
Mangan và silic:góp phần nâng cao cơ tính của thép, thông thường hàm lượng của chúng như sau: Mn và Si
Photpho và lưu huỳnh: hai nguyên tố này có hại cho cơ tính của thép nên trong thành phần cuả thép thì tỉ lệ photpho và lưu huỳnh không được vượt quá 0.05%.
Như vậy trong thép chứa các nguyên tố sau:
Trong các nguyên tố trên thì cacbon là nguyên tố quan trọng nhất có ảnh hưởng mang tính quyết định đến tổ chức và cơ tính của thép.
Khi thành phần cacbon tăng lên độ bền độ cứng cũng tăng lên còn độ dẽo, độ dai sẽ giảm đi. Tuy nhiên độ bền chỉ tăng tỉ lệ thuận khi thành phần cacbon nằm trong giới hạn 0.8-1%, nếu vượt quá giới hạn này thì độ bền giảm đi.
IV.3/ Phân loại thép cacbon:
IV.3.1/ Thép cacbon chất lượng thường:đối với loại thép này chỉ được qui định về cơ tính nhưng không được qui định về thành phần hoá học. Đặc tính của thép loại này được trình bày trong bảng thông số sau:
|
Số hiệu thép |
Số hiệu thép |
||
|
CT0 |
CT4 |
420-540 |
|
|
CT1 |
320-420 |
CT5 |
500-640 |
|
CT2 |
340-440 |
CT6 |
|
|
CT3 |
380-490 |
|
|
Từ bảng thông số trên ta thấy số hiệu thép tăng lên thì giới hạn bền và giới hạn chảy cũng tăng theo nhưng độ dẽo giảm. Ngoài ra cơ tính của thép còn phụ thuộc vào tiết diện, tiết diện càng nhỏ thì độ bền càng lớn, độ dẽo càng thấp.
IV.3.2/ Thép cacbon chất lượng tốt:
Nhóm thép này có chất lượng cao hơn so với nhóm thép chất lượng thường thể hiện ở lượng tạp chất có hại nhỏ hơn: S, P. Thành phần hoá học của loại thép này được qui định chặt chẽ nên nhóm thép này chủ yếu được dùng để làm các chi tiết máy.
Theo tiêu chuẩn Việt Nam loại thép này được ký hiệu 1050. Theo TCVN thép này được ký hiệu bởi hai chữ số 08, 15, …,85 cho biết tỉ lệ phần nghìn cacbon trung bình.
Bảng thông số thành phần hoá học và cơ tính của thép cacbon chất lượng tốt được cho trong bảng dưới đây:
|
Số hiệu thép |
Thành phần các nguyên tố |
Cơ tính sau khi thường hoá |
|||
|
|
Cacbon |
Mangan |
Độ cứng |
||
|
C8 |
0.05-0.12 |
0.35-0.65 |
320 |
200 |
131 |
|
C10 |
0.07-0.14 |
0.35-0.65 |
340 |
210 |
143 |
|
C15 |
0.12-0.19 |
0.35-0.65 |
380 |
230 |
149 |
|
C20 |
0.17-0.24 |
0.35-0.65 |
420 |
250 |
103 |
|
C25 |
0.22-0.3 |
0.5-0.8 |
460 |
280 |
170 |
|
C30 |
0.27-0.35 |
0.5-0.8 |
500 |
300 |
179 |
|
C35 |
0.32-0.40 |
0.5-0.8 |
540 |
320 |
207 |
|
C40 |
0.37-0.45 |
0.5-0.8 |
580 |
340 |
217 |
|
C45 |
0.42-0.5 |
0.5-0.8 |
610 |
360 |
229 |
|
C50 |
0.47-0.55 |
0.5-0.8 |
640 |
380 |
241 |
|
C55 |
0.52-0.6 |
0.5-0.8 |
660 |
390 |
255 |
|
C60 |
0.57-0.65 |
0.5-0.8 |
690 |
410 |
229 |
|
C65 |
0.62-0.7 |
0.5-0.8 |
710 |
420 |
229 |
|
C70 |
0.67-0.75 |
0.5-0.8 |
730 |
430 |
229 |
|
C75 |
0.72-0.8 |
0.5-0.8 |
1100 |
900 |
241 |
|
C80 |
0.77-0.85 |
0.5-0.8 |
1100 |
950 |
241 |
|
C85 |
0.82-0.9 |
0.5-0.8 |
1150 |
1100 |
255 |
IV.4 Các thông số của wiper:
Wiper được phân loại như sau:
Theo phương pháp gia công:
- Wiper dùng để tiện
o Tiện ngoài
o Tiện trong
- Wiper dùng để phay
- Wiper dùng để cắt đứt
- Wiper dùng để gia công định hình
- Wiper dùng để khoan
Theo chế độ cắt:
- Wiper dùng để gia công thô
- Wiper dùng để gia công bán tinh
- Wiper dùng để gia công tinh.
Theo khả năng gia công:
- Wiper gia công một mặt
- Wiper gia công hai mặt
- Wiper có dạng hình thoi, hình tam giác hoặc hình tam giác bầu co góc mũi 800.
- Wiper có chức năng bẻ phoi hay không.
Theo vật liệu gia công:
- Wiper dùng cho gia công thép, hợp kim thấp có HB<180, ký hiệu P
- Wiper dùng cho gia công thép không gỉ, ký hiệu M
- Wiper dùng cho gia công sắt hợp kim, ký hiệu K
- Wiper dùng cho gia công hợp kim nhôm, ký hiệu N
- Wiper dùng cho gia công hợp kim chịu nhiệt, ký hiệu S
- Wiper dùng cho gia công vật liệu cứng trên 60HRC, ký hiệu H
Chèn một số hình ảnh về các phương pháp và các loại insert.
Ký hiệu:
CNMG
|
C |
N |
M |
G |
|
1 |
2 |
3 |
4 |
|
09 |
03 |
08 |
PF |
|
5 |
6 |
7 |
8 |
1: - hình dạng insert
C: insert dạng hình thoi có góc mũi dao 800.
D: insert dang hình thoi có góc mũi dao 550
R: insert dạng hình tròn
S: insert dạng hình vuông
V: insert dạng hình thoi có góc mũi dao 350
T: insert hình dạng tam giác
W: insert hình dạng tam giác cong
2: - góc sau của insert:
B: góc sau 50
C: góc sau 70
N: góc sau 00
3: - dung sai đối với wiper dung sai qui định 0.3
4: - kiểu insert:
A: dạng insert có góc thoát bằng 00, gia công 2 được cả 2 mặt
M: dạng insert có góc thoát dương, gia công chỉ một mặt
G: dạng insert có góc thoát dương, gia công cả 2 mặt
T: dạng insert này giống loại M nhưng có lỗ lắp ghép với thân dao có dạng hình côn.
5: - kích thước insert: chính bằng khoảng cách giữa hai đỉnh của insert, các kích thước này đã được tiêu chuẩn hoá theo kích thước của cán dao.
6: - chiều dày của insert tính theo đơn vị mm.
7: - bán kính mũi dao, bán kính mũi dao có các bán kính tiêu chuẩn sau 0.4, 0.8, 1.2, 1.6, 2.4.
8: - hình dạng hình học của dao: nhà chế tạo con chia insert thành 2 loại cơ bản để mô tả đặc trưng hình học của dụng cụ như sau:
PF: dao chuyên dùng cho gia công tinh
MR: dao chuyên dùng cho gia công thô.
IV.5 Trình tự tra chế độ cắt:
Bước 1: Từ mác thép đã chọn C45 ta tra được mác vật liệu làm dụng cụ cắt để gia công loại thép này là 01.2
Bước 2: từ thông số 01.2 ta tra được ký hiệu cấp độ dao GC4025
Bước 3: từ ký hiệu GC4025 ta sẽ lựa chọn được hình dáng mãnh insert phù hợp với cán dao, cụ thể ta có thể chọn là CNMG 12 04 08-WF
Giải thích ký hiệu: insert có dạng hình thoi góc mũi dao 800, góc sát bằng không, dung sai chế tạo dao 0.3 , góc thoát dương gia công được cả 2 mặt insert, kích thước bề rộng 12mm, chiều dày insert 4mm, bán kính mũi dao 0.8mm, loại insert dùng cho gia công tinh.
Bước 4: từ số hiệu cụ thể của dao ta tra chế độ cắt như sau:
Tốc độ cắt: vc= m/phút()m/phút
Lượng chạy dao vòng:fn = 0.3mm/vòng (0.1 – 0.5)mm/vòng.
Chiều sâu cắt: ap = 1mm (0.2 – 3)mm.
CHƯƠNG V: ĐÁNH GIÁ CHẤT LƯỢNG BỀ MẶT VÀ NĂNG SUẤT BẰNG THỰC NGHIỆM
V.1 Vật liệu gia công:
Mác thép: trong đề tài này thép C45 được chọn làm vật liệu gia công với thành phần hoá học như sau:
|
C= 0.42-0.5 |
Mn= 0.5-0.8 |
=610 |
360 |
19 |
HB=229 |
Kích thước phôi thanh:
Chiều dài 150mm,
Đường kính 60,
Số lượng: 08 mẫu
Khối lượng riêng:7800kg/m3
Độ cứng:HB=229
Qui cách gá đặt: phôi đã được khoã đầu, vát mép và khoan tâm hai đầu:
V.2 Dụng cụ cắt:
V.2.1 Dụng cụ cắt truyền thống:
a/.Số hiệu dao: CNMG 12 04 08-PM
b/.Thông số hình học của dao:
Dao có dạng hình thoi, góc mũi dao 800, góc sát bằng không, dung sai chế tạo dao 0.3micromet, cắt được 2 mặt và có góc thoát dương.
Chiều dài cạnh hình thoi 12, chiều dày 4, bán kính mũi dao và bán kính mũi dao bằng 0.8.
V.2.2 Dụng cụ cắt wiper:
a/. Số hiệu dao:CNMG 12 04 08-WF
b/. Thông số hình học của dao:
Dao có dạng hình thoi, góc mũi dao 800, góc sát bằng không, dung sai chế tạo dao 0.3 micromet, cắt được 2 mặt và có góc thoát dương. Đặc biệt dao này được chế tạo bằng công nghệ wiper như đã trình bày ở phần trước.
Chiều dài cạnh hình thoi 12, chiều dày 4, bán kính mũi dao và các cung nối tiếp ở mũi dao bằng 0.8.
V.3.Tìm hiểu về quy hoạch thực nghiệm bằng phương pháp quay bậc hai của Box và Hunter:
Như chúng ta đã biết có nhiều phương pháp quy hoạch thực nghiệm để giải quyết các bài toán trong thực nghiệm. Tuy nhiên trong đề tài này em chọn phương pháp quy hoạch thực nghiệm bằng hàm bậc hai và áp dụng phương pháp quay bậc hai của Box và Hunter vì dựa trên cơ sở các nghiên cứu trước đây của các tài liệu cho thấy chế độ cắt ảnh hưởng đến độ nhám bề mặt là hàm bậc hai.
Ưu điểm của phương pháp quay bậc hai của Box và Hunter so với các phương pháp bậc hai khác là số thí nghiệm cần phải thực hiện nhiều hơn. Do đó lượng thông tin ta có được từ các kết quả thí nghiệm nhiều hơn. Khi đó phương trình hồi qui tìm được có tính thực tiễn và đạt độ tin cậy cao hơn.
Thuật toán của phương pháp quay bậc hai của Box và Hunter như sau:
Ngày nay đa thức bậc hai được sử dụng rộng rãi nhất. Giả sử xét ảnh hưởng của k yếu tố vào thông số tối ưu hoá y, phương trình hồi qui bậc hai có dạng:
Số hệ số trong đa thức bậc hai được xác định theo công thức:
m= k+1+k+= 2k+1+=
Để xác định các hệ số trong phương trình hồi qui số thí nghiệm N trong phương án thực nghiệm không nhỏ hơn hệ số cần xác đinh trong phương trình. Vì vậy, để ước lượng tất cả các hệ số của đa thức bậc hai, mỗi yếu tố trong phương án có số mức không nhỏ hơn ba. Nhưng khi dùng thực nghiệm yếu tố (TYT) 3k, ta phải thực hiện số thí nghiệm tương đối lớn, lớn hơn nhiều so với số hệ số cần được xác định khi k>2. Giả sử có k yếu tố thì số thí nghiệm N=3k và hệ số m được cho trong bảng sau:
|
k |
2 |
3 |
4 |
5 |
6 |
|
3k |
9 |
27 |
81 |
243 |
729 |
|
m |
6 |
10 |
15 |
21 |
28 |
Số thí nghiệm giảm xuống một cách đáng kể nếu dùng những phương án cấu trúc có tâm Box và Wilson đề ra. Ta nhận được phương án cấu trúc có tâm bằng cách thêm một số điểm vào nhân. Nhân là một phương án tuyến tính.
Khi k<5, nhân là phương án TYT 2k.
Khi k, nhân là nửa lời giải của phương án TYT 2k. Cách dùng nhân như vậy sẽ đảm bảo nhận được những ước lượng không lẫn lộn giữa các hiệu ứng tuyến tính và hiệu ứng tương tác đôi.
Theo phương pháp chung trong quy hoạch từng bước, nếu phương trình hồi qui tuyến tính không tương thích với thực nghiệm thì cần thiết:
a/. Bổ sung 2k điểm (*) nằm trên các trục toạ độ của không gian yếu tố. Các toạ độ của các điểm (*) là: (, 0,…0); (0, , 0, …, 0), …(0, 0, …), là khoảng cách từ tâm của phương án đến các điểm (*), được gọi là cánh tay đòn sao.
b/. Làm thêm n0 thí nghiệm ở tâm phương án.
Số thí nghiệm của phương án cấu trúc có tâm cấp hai k yếu tố được tính:
N=2k+2k+n0 với k<5
N=2k-1+2k+n0 với k
Canh tay đòn sao và số thí nghiệm n0 ở tâm được chọn phụ thuộc vào tiêu chuẩn tối ưu, thường là phương án trực giao hay là phương án quay.
Phương án quay bậc hai của Box và Hunter:
Tiêu chuẩn trực giao không phải là tiêu chuẩn đủ mạnh để tối ưu hoá các phương án cấu trúc có tâm bậc hai vì tin về mặt đáp ứng nhận được trong phương án trực giao bậc hai khác nhau ở những hướng khác nhau. Khi yếu tố lớn hơn những mặt có tin bằng nhau, có đặc tính rất phức tạp.
Người nghiên cứu lúc bắt đầu thực nghiệm không biết hướng nào là hướng cần quan tâm nhất, Box và Hunter đã đề nghị xem phương án quay bậc hai là phương án tối ưu.
Số thí nghiệm n0 ở tâm phương án quay có một ý nghĩa quan trọng, nó xác định đặc tính phân bố tin trên bề mặt đáp ứng. Phương án được gọi là quay đồng đều nếu lượng tin không đổi trong khoảng , bán kính đường viền tin.
Tính quay đồng đều đạt được khi chọn hằng không vượt quá đơn vị.
Bảng ma trận QHTN phương án quay bậc hai, ba yếu tố:
Trong đó x1: đại lượng mã hoá cho vận tốc v
x2: đại lượng mã hoá cho lượng chạy dao s
x3: đại lượng mã hoá cho chiều sâu cắt t
|
Stt |
x0 |
x1 |
x2 |
x3 |
x1x2 |
x1x3 |
x2x3 |
x12 |
x22 |
x32 |
y |
|
1 |
+ |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
2 |
+ |
+ |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
|
|
3 |
+ |
- |
+ |
- |
- |
+ |
- |
+ |
+ |
+ |
|
|
4 |
+ |
+ |
+ |
- |
+ |
- |
- |
+ |
+ |
+ |
|
|
5 |
+ |
- |
- |
+ |
+ |
- |
- |
+ |
+ |
+ |
|
|
6 |
+ |
+ |
- |
+ |
- |
+ |
- |
+ |
+ |
+ |
|
|
7 |
+ |
- |
+ |
+ |
- |
- |
+ |
+ |
+ |
+ |
|
|
8 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
9 |
+ |
-1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
0 |
0 |
|
|
10 |
+ |
+1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
0 |
0 |
|
|
11 |
+ |
0 |
-1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
0 |
|
|
12 |
+ |
0 |
+1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
0 |
|
|
13 |
+ |
0 |
0 |
-1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
|
|
14 |
+ |
0 |
0 |
+1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
|
|
15 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
16 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
17 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
18 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
19 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
|
20 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
“+” tượng trưng cho mức cao của đại lượng
“-“ tượng trưng cho mức thấp của đại lượng
“0” tượng trưng cho mức cơ sở.
Các hệ số trong phương trình hồi qui được tính theo các công thức sau:
j=1:k
Phương sai của các hệ so được tính theo các công thức sau:
; ;
Trong đó:
với n0 là số thí nghiệm ở tâm
: giá trị thu được khi tiến hành thí nghiệm ở tâm phương án
: giá trị trung bình của các giá trị nhận được khi làm thí nghiệm ở tâm phương án.
Kiểm định tính ý nghĩa của các hệ số trong phương trình hồi qui theo tiêu chuẩn student , ,
Sau đó ta tra bảng , với p=0.05; f=N-l-(n0-1)=20 – 10 – (6-1) = 5
Ta được kết quả sau: = 2,57.
Nếu các giá trị nhỏ hơn giá trị tp(f) thì các hệ số của phương trình hồi qui tương ứng sẽ bị loại khỏi phương trình hồi qui.
Nếu giá trị bị loại ra có các hệ số thì ta phải tính lại các hệ số có ý nghĩa theo phương pháp bình phương nhỏ nhất.
Sau khi giải phương trình trên ta nhận lại được các hệ số b0 và các hệ số bjj mới, kết hợp với các hệ số bjl còn lại đã được tính ở phần trước ta lập được phương trình hồi qui thực nghiệm
Để kiểm định sự tương thích của phương trình hồi qui với thực nghiệm ta tìm
Trong đó tổng bình phương độ lệch Sdu được tính:
Tổng tái hiện Sth:
Giá trị tính được của tiêu chuẩn F như sau:
Tra bảng với p=5%, f1=N – l – (n0 – 1), f2 = n0 – 1
Nếu giá trị tính được F nhỏ hơn giá trị tra bảng thì phương trình hồi qui tương thích với thực nghiệm.
Sau đó chuyển kết quả tìm được từ phương trình dạng mã hoá x1, x2, x3 sang dạng toạ độ tự nhiên (v, s, t).
Trong đó:
Trong đó v0, s0, t0 là các giá trị ở mức cơ sở.
V.4. Trình tự thực hiện thí nghiệm:
Thí nghiệm 1:
Bước 1: gia công chuẩn bị phôi, phôi được gá trên hai mũi chống tâm và gia công thô đạt kích thước đường kính 60mm( chế độ cắt chọn theo mức cơ sở).
Bước 2: gia công tinh
Phôi được gá trên mâm cặp và được chống tâm một đầu
Mỗi phôi gia công 4 thí nghiệm và tiến hành trên 5 phôi theo thứ tự như sau:
Mẫu 1: gia công các thí nghiệm 2, 4, 20, 9
Mẫu 2: gia công các thí nghiệm 3, 7, 17, 10
Mẫu 3: gia công các thí nghiệm 5, 16, 11, 14
Mẫu 4: gia công các thí nghiệm 6, 12, 8, 1
Mẫu 5: gia công các thí nghiệm 15, 13, 18, 19
Sau mỗi thí nghiệm( chế độ gia công) các bề mặt gia công được cách nhau bằng một vết cắt để thuận tiện trong quá trình kiểm tra độ nhám, chiều dài bề mặt cắt được chia đều theo kích thước bản vẽ.
Trong bảng số liệu thực nghiệm trình bày ở trên ta có:
+: ứng với giá trị lớn nhất của yếu tố làm thí nghiệm
-: ứng với giá trị nhỏ nhất của yếu tố làm thí nghiệm
0: ứng với giá trị trung bình(max+min)/2
Công thức tính số vòng quay: ( vòng/ phút) Cách chọn các chế độ v, s, t như sau:
Do đó ta chọn các giá trị của vc trong thí nghiệm như sau:
Trong đó
, ,
Trong đó:
, ,
Trong đó:
Thí nghiệm được thực hiện bằng dụng cụ wiper.
Thí nghiệm 2: được thực hiện trên hai loại dụng cụ:
Bước 1: gia công thô chuẩn bị phôi giống như thí nghiệm 1.
Bước 2: gia công tinh
Chiều sâu cắt và vận tốc cắt v=330m/p, chiều sâu cắt t=1mm và lượng chạy dao lấy theo bảng bên dưới:
|
S(mm/phút) Dụng cụ |
0.1 |
0.125 |
0.15 |
0.2 |
|
Tiêu chuẩn(mẫu 6) |
|
|
|
|
|
Wiper insert(mẫu 7) |
|
|
|
|
Thí nghiệm 3: được tiến hành trên dụng cụ wiper:
Chiều sâu cắt và vận tốc cắt được chọn theo giá trị ở thí nghiệm 2 và lượng chạy dao được chọn theo bảng dưới đây:
|
S(mm/phút) Dụng cụ |
0.2 |
0.25 |
0.3 |
0.4 |
|
Wiper insert(mẫu 8) |
|
|
|
|
Tổng cộng có 32 bề mặt đươc gia công theo các chế độ gia công khác nhau.
V.5 Kết quả thí nghiệm và đánh giá kết quả thực nghiệm:
V.5.1 Ma trận QHTN được cho trong bảng dưới đây:
|
Stt |
x0 |
x1 |
x2 |
x3 |
x1x2 |
x1x3 |
x2x3 |
x12 |
x22 |
x32 |
y |
|
1 |
+ |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
1.2 |
|
2 |
+ |
+ |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
1.6 |
|
3 |
+ |
- |
+ |
- |
- |
+ |
- |
+ |
+ |
+ |
1.6 |
|
4 |
+ |
+ |
+ |
- |
+ |
- |
- |
+ |
+ |
+ |
1.7 |
|
5 |
+ |
- |
- |
+ |
+ |
- |
- |
+ |
+ |
+ |
0.55 |
|
6 |
+ |
+ |
- |
+ |
- |
+ |
- |
+ |
+ |
+ |
0.6 |
|
7 |
+ |
- |
+ |
+ |
- |
- |
+ |
+ |
+ |
+ |
1.6 |
|
8 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
1.8 |
|
9 |
+ |
-1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
0 |
0 |
1.6 |
|
10 |
+ |
+1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
0 |
0 |
1.7 |
|
11 |
+ |
0 |
-1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
0 |
0.4 |
|
12 |
+ |
0 |
+1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
0 |
2.3 |
|
13 |
+ |
0 |
0 |
-1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
1.2 |
|
14 |
+ |
0 |
0 |
+1,682 |
0 |
0 |
0 |
0 |
0 |
2,828 |
1.5 |
|
15 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1.1 |
|
16 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1.0 |
|
17 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0.8 |
|
18 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1.1 |
|
19 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1.0 |
|
20 |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0.65 |
Thông qua chương trình tính toán đã được lập trình bằng phần mềm maple 9.0 ta thu được phương trình hồi quy như sau:
Y= 1.11 + 0.435x2 + 0.219x2x3 + 0.198x12
Sau khi thay thế các giá trị mã hoá x1, x2, x3 bằng các giá trị v, s, t ta thu được phương trình sau:
Hay
Đây là phương trình hồi qui thể hiện sự ảnh hưởng của chế độ cắt v, s, t đến độ nhám bề mặt.
Công thức này chỉ đúng trong trường hợp gia công trên thép C45 với dụng cụ cắt là mảnh insert wiper và được gia công trên máy CNC18T của nhà máy MTD.
Từ phương trình thực nghiệm nhận được ở trên cho chúng ta thấy nếu cố định chiều sau cắt t thì lượng chạy dao có ảnh hưởng quyết định đen độ bóng bề mặt thông qua các hệ số đứng trước s trong phương trình hồi quy. Bên cạnh đó chúng ta cũng không thể bỏ qua sự ảnh hưởng của vận tốc cắt và sự mối quan hệ tương tác đôi giữa chiều sâu cắt với lượng chạy dao. Điều này rất có ý nghĩa trong gia công tinh, bởi vì trong gia công tinh thì chiều sâu cắt t nhỏ nhưng để tăng năng suất thì phải tăng lượng chạy dao. Tuy nhiên đối với những dụng cụ cắt trước đây khi tăng lượng chạy dao thì độ nhám tăng lên rất nhanh nhưng đối với dụng cụ mới wiper thì sao? Để đánh giá được điều đó em tiến hành thực hiện thí nghiệm 2 như bên dưới.
Qua thí nghiệm này đã giúp cho chúng ta tìm được phương trình hồi qui thể hiện sự ảnh hưởng của chế độ cắt lên độ nhám bề mặt. Theo em đây làm một công thức đáng tin cậy để thông qua đó ta có thể dự đoán được kết quả về độ nhám bề mặt sau khi gia công nằm trong phạm vi nào? Có thể chấp nhận được hay không? Mặt khác khi ta đã có đựơc yêu cầu về độ bóng bề mặt thì dựa vào công thức này chúng ta có thể chọn được chế độ cắt hợp lý.
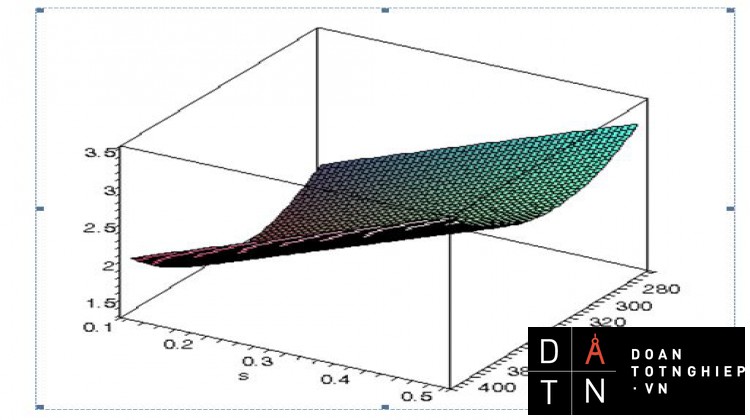
Mặc khác từ công thưc thực nghiệm thu được cho thấy độ nhám bề mặt chịu sự ảnh hưởng của chế độ cắt v, s, t do đó để có thể minh hoạ cho sự ảnh hưởng này lên không gian ba chiều em thực hiện bằng cách gán cho lần lượt các biến v, s, t các giá trị ở mức cơ sở. Từ đó em sẽ mô phỏng được sự ảnh hưởng của các thông số còn lại lên độ nhám bề mặt trong không gian ba chiều.
Trường hợp 1:chọn s=s0 = 0.3mm/p
Khi đó ta thu được đồ thị sau:
Trường hợp 2: chọn V= 335m/p
Ta được đồ thị như sau:
Trường hợp 3: chọn t=0.75
Ta thu được đồ thị sau:
Tuy nhiên do những yếu tố khách quan mà đặc biệt là do kinh phí thí nghiệm quá cao nên công thức thu được bị hạn chế ở chỗ là chỉ đúng trong trường hợp gia công bằng phương pháp tiện trên vật liệu thép C45. Công thức này được kiểm chứng lại các kết quả độ nhám ở thí nghiệm 2:
V.5.2.So sánh độ nhám bề mặt khi gia công bằng hai loại dụng cụ truyền thống và hiện đại:
|
S(mm/phút) Dụng cụ |
0.1 |
0.125 |
0.15 |
0.2 |
|
Tiêu chuẩn(mẫu 7) |
1.0 |
1.2 |
1.0 |
1.1 |
|
Wiper insert(mẫu 8) |
0.55 |
0.55 |
0.45 |
0.55 |
Dựa vào kết quả thực nghiệm cho chúng ta thấy khi gia công cùng một chế độ cắt cùng lượng chạy dao thì chất lượng bề mặt khi gia công bằng wiper insert sẽ có độ bóng cao hơn cụ thể như bảng số liệu.
Mặc khác qua thí nghiệm này cho chúng ta thấy lượng chạy dao tối ưu nằm trong vùng từ 0.1 đến 0.2. Tuy nhiên trong đề tai này em không đánh giá chế độ cắt tối ưu mà chỉ cung cấp công thức thực nghiệm tính toán độ nhám bề mặt, bời vì chất lượng bềmặt và năng suất là hai đại lượng tỉ lệ nghịch nên nếu tối ưu chất lượng bề mặt thì năng suất sẽ thấp.
Chính vì thế trong đề tài này em không xác định được chính xác giá trị tối ưu của chế độ cắt mà chỉ khoanh vùng tối ưu của chế độ cắt mà thôi. Khi đó tuỳ theo điều kiện cụ thể mà chúng ta quan tâm đến chỉ tiêu nào.
Kiểm định lại thông qua công thức được xây dựng ở thí nghiệm 1
Thông số đầu vào
V=350m/p
S=0.2mm/vòng
T=1mm
( giá trị đo được Ra= 0.55)
Tính sai số:
Sai số tương đối:
Tương tự
V=350m/phút
S=0.15mm/vòng
T=1mm
( giá trị đo được 0.45)
Tính sai số:
Sai số tương đối:
Từ hai kết quả đánh giá sai số tương đối cho thấy sự khác biet từ sự tính toán bằng thực công thức thực nghiệm với giá trị đo được trong thực tế là không đáng kể. Do đó một lần nữa cho chúng ta thấy công thức thực nghiệm tìm được có độ tin cậy cao.
V.5.3 Đánh giá chất lượng bề mặt khi tăng lượng chạy dao gấp đôi:
|
S(mm/phút) Dụng cụ |
0.2 |
0.25 |
0.3 |
0.4 |
|
Wiper insert(mẫu 6) |
0.42 |
0.49 |
0.67 |
1.1 |
Nhận xét:
Căn cứ vào kết quả thu được ở thí nghiệm này đã chứng minh cho chúng ta thấy tính ưu việt của dụng cụ cắt wiper.
So với gia công của dụng cụ cắt thông thường khi cho lượng chạy dao tăng gấp đôi thì độ nhám bề mặt sẽ tăng nhưng lại xấp xỉ với độ nhám đạt được khi gia công bằng dụng cụ truyền thống với lượng chạy dao chỉ bằng ½. Điều đó cho thấy trong gia công tinh khi gia công bằng dụng cụ cắt wiper sẽ cho năng suất gấp đôi.
CHƯƠNG VI: KẾT LUẬN
VI.1. Những vấn đề đạt được
6.1.1 Về phần lý thuyết:
- Tìm hiểu được các loại vật liệu đang thịnh hành để chế tạo dụng cụ cắt.
- Dụng cụ cắt có lớp phủ.
- Nghiên cứu hình dáng hình học của dụng cu cắt hiện đại được chế tạo theo công nghệ wiper.
- Xây dựng đươc chương trình tính toán được viết trên phần mêm maple 9.0 giúp cho chúng ta tìm được phương trình hồi qui bằng phương pháp quay bậc hai của Box và Hunter một cách nhanh chóng.
6.1.2 Về phần thực nghiệm:
Sau khi tiến hành gia công trên mẫu thép C45 với insert wiper em đã xây dựng được phương trình hồi qui thực nghiệm cho thấy mối quan hệ và sự ảnh hưởng của chế độ cắt mà đặc biệt là lượng chạy dao đến chất lượng bề mặt.
Qua thực nghiệm cho ta thấy dụng cụ cắt chế tạo theo công nghệ wiper mang lại năng suất gần gấp đôi khi gia công cùng một loại vật liệu so với dụng cụ cụ cắt thông thường. Qua đó khẳng định được tính ưu việt của loại dụng cụ mơi này.
Thiết lập được phương trình tính đo nhám bề mặt khi gia công bằng dụng cụ wiper dùng để cắt C45.
VI.2. Kiến nghị về hướng phát triển của đề tài:
Theo em đây là một đề tài rất thú vị cần được phát triển ở mức độ cao hơn.
Qua đề tài này em đã tìm ra được phương trình thể hiện mối quan hệ giữa độ nhám và các thông số của chế độ cắt. Tuy nhiên phương trình này bị hạn chế vì chỉ đúng trong điều kiện gia công cụ thể là gia công trên vật liệu thép C45 và trên máy tiện 18T một đầu chống tâm.
Do đó đề tài này chỉ mang tính gợi mở một phương pháp khảo sát ảnh hưởng của chế độ cắt đến chất lượng bề mặt. Từ đó ta có thể tổng quát hoá bằng cách trong nền sản xuất hàng loạt vừa và hàng khối thì ta có thể tiến hành 20 thí nghiệm trên một máy điển hình của nhà máy. Sau đó thông qua phần mềm tính toán đã được trình bày ở trên chúng ta có thể xác định được phương trình hồi quy trong điều kiện gia công cụ thể. Thông qua phương trình đó chúng ta có thể xác định được vùng gia công tối ưu.
Theo em chúng ta nên tiến hành mở rộng đối tượng thí nghiệm ra ở một mức độ lớn hơn, đó là gia công trên nhiều loại vật liệu khác nhau và nhiều máy khác nhau. Sau đó ta tìm được phương trình hồi quy thực nghiệm ứng với từng trường hợp cụ thể và có thể đưa nó vào sổ tay công nghệ phục vụ cho quá trình sản xuất. Bởi vì trong điều kiện nền khoa học kỹ thuật phát triển như hiện nay thì việc tìm ra một phương pháp tính như đề tài này là một việc làm thiết thực.
KẾT LUẬN
Sự phát triển của dụng cắt không chỉ dừng lại ở các dụng cắt dành cho việc gia công kim loại mà trong tương lai dụng cụ cụ cắt còn được phát triển rộng rãi sang gia công các loại vật liệu khác như composite, nhựa dụng cụ cắt dành riêng cho công nghệ làm khuôn, những dụng cắt dùng gia công các bộ phận nhỏ…. Song song với việc nghiên cứu về kết cấu của dụng cụ cắt để tăng năng suất và chất lượng bề mặt chúng ta cần cũng phải nghiên cứu giải pháp để nâng cao tuổi bền của dụng cụ.
Đề tài này mang tính chất là một sự gợi mở hướng nghiên cứu cho các đề tài tiếp theo về nghiên cứu về dụng cụ cắt, một vấn đề tương đối mới đối với nước ta. Qua đề tài này tôi hy vọng Đảng và Nhà nước ta có những chủ trương chính sách đầu tư vào lĩnh vực dụng cụ cắt để đề tài nghiên cứu của em mang tính khả thi và được ứng dụng một cách có hiệu quả.
Vì trình độ, thời gian và kinh phí có hạn nên quá trình thực hiện luận văn chắc chắn sẽ không tránh khỏi những thiếu sót nhất định. Rất mong được sự đóng góp ý kiến của các Thầy (Cô) và các bạn học viên cùng lớp để đề cương được hoàn thiện hơn.