LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY NGHIỀN GỖ ĐH BÁCH KHOA
NỘI DUNG ĐỒ ÁN
LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY NGHIỀN GỖ ĐH BÁCH KHOA
MỤC LỤC
LỜI CẢM ƠN iii LỜI NÓI ĐẦU iv NHẬN XÉT v MỤC ĐÍCH LUẬN VĂN vii Chương 1 CHỌN PHƯƠNG ÁN 1
1.1 Khái quát về quá trình sản xuất ván dăm 1
1.2 Đặc điểm sản xuất ván dăm 1
- 2.1 Những tính chất cơ bản của ván dăm 1
- 2.2 Ảnh hưởng của yếu tố công nghệ đến tính chất ván dăm 1
1.3 Điều chế dăm tinh 3
1.4 Các phương án nghiền 3
- 4.1 Khái niệm nghiền 3
- 4.2 Tính chất không đồng nhất của gỗ 4
- 4.3 Tính chất cơ học của gỗ 4
- 4.4 Lực cắt gỗ 4
- 4.5 Các phương án nghiền 10
1.5 Các máy nghiền búa va đập tự do 15
1.6 Chọn lựa nguyên lý nghiền làm cơ sở tính máy nghiền 19
Chương 2 NGUYÊN LÝ LÀM VIỆC CỦA MÁY NGHIỀN GỖ 20
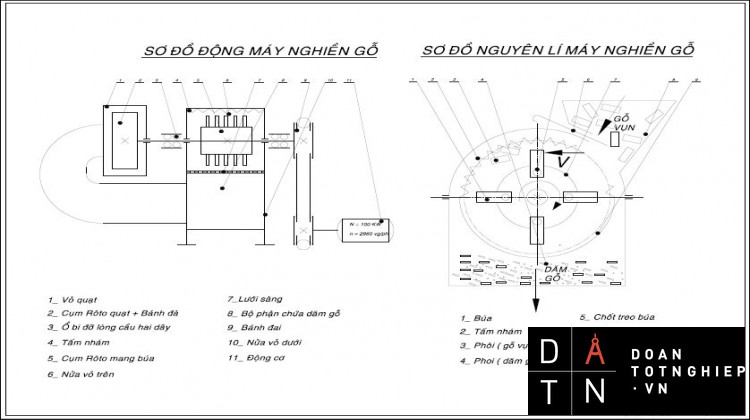
2.1 Cấu tạo máy nghiền 21
- 1.1 Nguyên lý làm việc 21
- 1.3 Động lực học quá trình nghiền 23
2.2 Sự tuần hoàn của nguyên liệu trong buồng nghiền 24
2.3 Khí động lực học máy nghiền búa 25
2.4 Các yếu tố cơ học của quá trình làm việc ở máy nghiền búa 25
2.5 Vận tốc phá vỡ hạt 26
2.6 Động lực học máy nghiền búa kiểu va đập 29
2.6.1 Các phương trình cơ bản 29
- 6.2 Hệ số động học trống máy nghiền 31
- 6.3 Các kiểu trống 32
2.7 Tính toán máy nghiền kiểu búa va đập 32
2.7.1 Các kích thước cơ bản 32
2.7.2 Năng suất máy nghiền 34
Chương 3 TÍNH TOÁN VÀ THIẾT KẾ 36
3.1 Cơ sở thiết kế máy nghiền 36
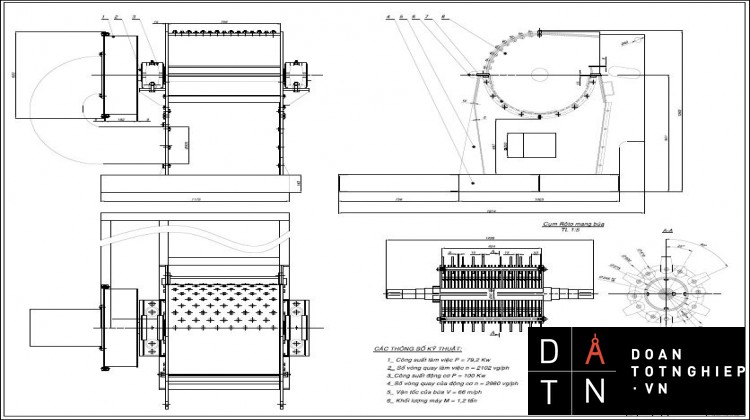
3.1.1 Số liệu thiết kế ban đầu 36
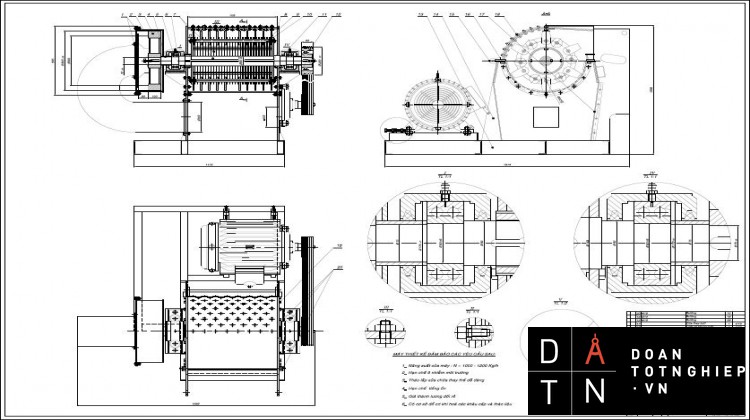
3.1.2 Yêu cầu kỹ thuật của máy thiết kế 36
3.2 Tính toán bộ phận nghiền 37
3.2.1 Tính vận tốc búa nghiền 37
3.2.2 Lựa chọn dạng buồng nghiền 39
3.2.3 Tính toán kích thước cơ bản của buồng nghiền 39
3.2.4 Xác định số vòng quay của trống 39
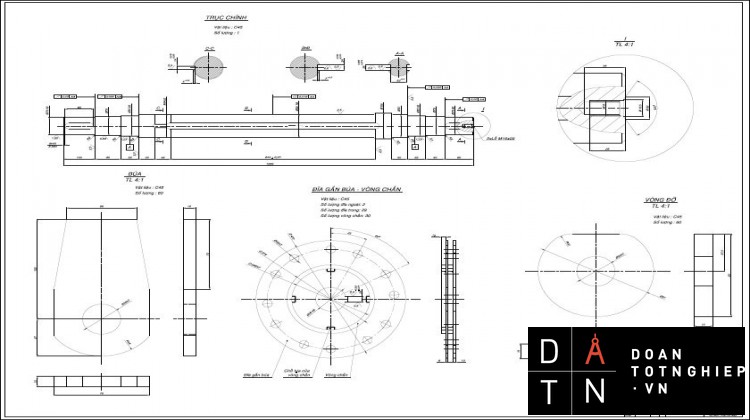
3.2.5 Tính chọn kích thước của búa nghiền 40
3.2.6 Tính chọn kích thước đĩa lắp búa, vòng đỡ 41
3.2.7 Tính số lượng búa 42
3.3 Tính máng cấp liệu 43
3.4 Chọn sàng và tấm nhám 44
3.5 Tính công suất cần thiết 44
3.5.1 Tính công suất máy nghiền 44
3.5.2 Công suất quạt hút 44
3.6 Tính cơ cấu truyền động đai 48
3.7 Tính bền trục rôto 52
- 7.1 Tính sơ bộ khối lượng cụm rôto 53
- 7.2 Tính bền trục rôto nghiền 54
3.8 Chọn ổ cho trục rôto 58
3.9 Tính bền chốt lắp búa 60
- 10 Chọn then theo đường kính trục 61
3.11 Tính chọn quạt ly tâm 62
Chương 4 VẬN HÀNH - BẢO TRÌ – KẾT LUẬN 65
4.1 Hệ thống bảo dưỡng kỹ thuật và sửa chữa 65
- 1.1 Các khái niệm chung 65
- 1.2 Bảo dưỡng kỹ thuật 65
- 1.3 Sửa chữa kỹ thuật 65
4.2 Những điểm lưu ý trong thiết kế – chế tạo, lắp ráp và vận hành
ở máy nghiền 66
- 2.1 Những điểm lưu ý trong thiết kế – chế tạo máy nghiền búa 66
- 2.2 Những điểm lưu ý trong lắp ráp vận hành máy nghiền búa 66
- 2.3 Những điểm lưu ý trong công tác vận hành và bảo trì máy nghiền 67
4.3 Kết luận 68
TÀI LIỆU THAM KHẢO 69
Em xin chân thành bày tỏ lòng biết ơn đến thầy Nguyễn Tuấn Kiệt, giáo viên trực tiếp hướng dẫn em trong suốt quá trình thực hiện luận văn. Sự tận tình hướng dẫn, giúp đỡ và động viên của thầy đã giúp em rất nhiều trong việc hoàn thành luận văn đầu tiên này.
Em xin chân thành cảm ơn quý thầy cô đã dạy dỗ chúng em trong suốt thời gian qua.
Cuối cùng là lời cảm ơn chân thành đến gia đình, người thân cùng toàn thể bạn bè, những người luôn động viên tinh thần giúp em hoàn thành nhiệm vụ được giao.
Sinh viên thực hiện
Trong công nghiệp gồ, công nghiệp sản xuất ván dăm là một loại mới phát triển về sau, nhưng tốc độ nó phát triển rất nhanh, như trong giai đoạn 1952 –
1957 sản lượng ván dăm trên thế giới tăng gấp 19 lần trong vòng 5 năm 1950 – 1970.
Ở Liên Xô ( cũ ) tốc độ phát triển của công nghiệp ván dăm cũng rất nhanh và cũng là nước có một sản lượng rất lớn.
Trong giai đoạn phát triển ban đầu của nền công nghiệp sản xuất ván dăm, thường ván dăm là một sản phẩm tận dụng gỗ, chủ yếu là tận dụng phế liệu mùn cưa phoi bào, sau đó tiến tới tận dụng gỗ cành, ngọn, tỉa thưa và đầu mẩu. Nhưng hiện nay do trình độ phát triển và nâng cao, nên phạm vi sử dụng ván dăm được mở rộng và đã trở thành một loại sản phẩm chính của nền công nghiệp gỗ nói chung và ván dăm nói riêng đã có.
Ở Việt Nam công nghiệp sản xuất ván dăm cũng được hình thành rất sớm. Tuy
nhiên mãi đến năm 1993 thị trường tiêu thụ ván Okal bắt đầu hấp dẫn và sang năm
1994 ván Okal ở xí nghiệp Tân Mai đã trở thành một mặt hàng có giá trị và hấp dẫn trong trang trí nội thất ở thành phố Hồ Chí Minh và khu vực lân cận cùng với tốc độ phát triển các khu dân cư mới, các khu khách sạn phục vụ phát triển du lịch, các công trình văn hóa mới…
Chính vì vậy, trước yêu cầu phát triển của ngành công nghiệp sản xuất ván dăm, được sự chấp thuận của của Bộ môn Thiết Kế Máy _ Khoa Cơ Khí và sự hướng dẫn của Thầy Nguyễn Tuấn Kiệt, em Vương Bá Hoàng Ân sinh viên thực hiện đề tài: “ Thiết kế máy nghiền gỗ “.
Em xin chân thành cảm ơn Thầy Nguyễn Tuấn Kiệt đã hướng dẫn em rất tận
tình trong thời gian làm luận văn. Tuy nhiên do thời gian và trình độ có hạn, luận văn này không tránh khỏi những thiếu sót. Kính mong Thầy ( Cô ) và các bạn góp ý để luận văn này tốt hơn.
CHỌN PHƯƠNG ÁN
- 1 Khái quát về quá trình sản xuất ván dăm
Ván dăm là một loại ván được chế tạo từ dăm gỗ, qua tác dụng liên kết của chất kết dính ( keo ) dưới điều kiện nhiệt độ và áp suất tạo nên.
Quá trìn h sản xu ất v án dăm có the kh ái q uát nh ư sau:
Từ nguyên liệu ( cành, ngọn, bìa bắp … ) qua khâu băm dăm để tạo nên những mẫu gỗ vụn có kích thước nhất định, sau đó chuyển qua khâu nghiền dăm để điều chế ra loại dăm có kích thước cuối cùng phù hợp với công nghệ, tiếp tục chuyển qua sấy để có độ ẩm của dăm gần bằng 10%, đảm bảo chất lượng dán dính phục vụ cho quá trình trộn keo kế tiếp, loại keo phổ biến sử dụng trong công nghệ sản xuất ván dăm là keo Phenol-Formaldehyde và keo Ure-Formaldehyde.
Dăm sau khi đã trộn keo được chuyển qua bộ phận rải dăm để tạo ván. Qua khâu ép ở áp lực gần bằng 15 kG/cm 2 với nhiệt độ đóng ván phù hợp với từng loại keo gần bằng 100 - 150 0 C ta sẽ có được sản phẩm ván dăm.
- 2 Đặc điểm tính chất của sản phẩm ván dăm
- 2.1 Những tính chất cơ bản của ván dăm
Tính chất vật lý
Màu sắc, chất lượng bề mặt của ván, độ đồng đều của bề dày ván, độ mo, khối lượng riêng, độ ẩm, độ hút nước, hút ẩm, dãn nở, cũng như tính dẫn nhiệt và cách âm của ván.
Tính chất cơ hoc
Ứng suất uốn tĩnh, ứng suất kéo ( vuông góc và song song với bề mặt ván ), ứng suất nén. Modul đàn hồi, độ cứng bề mặt, độ bám dính và bám đinh ốc của ván.
Khả n ăng bền vư ng của v án
Khả năng chống tác dụng của nấm và côn trùng phá hoại gỗ( mối, mọt ), khả năng cản lửa.
- 2.2 Ảnh hưởng của các yếu tố công nghệ đến tính chất của ván dăm
Các tính chất cơ lý của ván dăm được quyết định bởi quá trình công nghệ sản xuất ván dăm, tức là quá trình công nghệ quyết định tính chất của ván. Muốn tổ chức quá trình sản xuất ván dăm một cách hợp lý, ta phải hiểu và nắm vững ảnh hưởng của các yếu tố công nghệ cơ bản đến các chỉ tiêu cơ lý của ván. Đấy là những yếu tố: khối lượng riêng của ván, loại keo và liều lượng keo sử dụng, hình dạng và kích thước của dăm gỗ, loại gỗ, tỷ lệ hỗn hợp của vỏ cây, hàm lượng bụi và độ ẩm trong dăm đã trộn keo trước khi ép ván, nhiệt độ ép, thời gian ép và cấu trúc của ván …
Khối lượng riêng của ván có tác dụng ảnh hưởng đáng kể đến các tính chất của ván dăm. Với sự tăng lên của khối lượng riêng, độ bền ( ứng suất ) của ván tăng lên rất mạnh và độ hút nước thì giảm đi, trong lúc đấy tỷ lệ giãn nở tăng lên. Tốc độ hút nước và giãn nở tiến triển trong hai giờ đầu ngâm trong nước đặc biệt rất mãnh liệt, sau đó cường độ hút nước sẽ giảm dần. Khi khối lượng riêng của ván lớn lên thì độ bám đinh và đinh ốc của tăng lên rất mạnh, đặc biệt đối với ván dăm có khối lượng riêng trên 600 kg/m 3 .
Tuy vậy, việc tăng tính chất cơ lý của ván qua việc tăng khối lượng riêng không
phải bao giờ cũng có thể thực hiện được và cũng không phải là biện pháp hữu hiệu nhất, bởi vì khi ấy một mặt chi phí của nguyên liệu gỗ sẽ tăng lên và mặt khác trọng lượng của ván dăm sẽ tăng lên, như vậy sẽ không kinh tế và tiện lợi trong sử dụng.
Điều tốt hơn hết là sản xuất ra ván dăm có khối lượng riêng tương đối thấp mà có được các chỉ tiêu cơ học và vật lý tốt. Những yêu cầu ấy tương ứng với loại ván có khối lượng riêng từ 600 – 650 kg/m 3 . Do vậy phần lớn xưởng ván dăm của các xưởng sản xuất ra thường có khối lượng riêng ở khoảng như vậy.
Loại k o v à hàm lương keo :
Loại keo sử dụng trong sản xuất ván dăm chủ yếu là keo Ure-Formaldehyde và thỉnh thoảng cũng sử dụng keo Phenol-Formaldehyde.
Khi sử dụng một liều lượng keo như nhau đối với các loại keo đó ta đều có những chỉ tiêu cơ học như nhau.
Nếu sử dụng càng nhiều keo trộn với dăm ( trong thời hạn nhất định ) thì tính chất cơ lý của ván sẽ càng lớn. Giá keo ( chi phí keo ) chiếm từ 25 – 30% giá thành sản phẩm, do vậy khi tăng chi phí keo, sẽ dẫn đến việc làm tăng giá thành sản phẩm.
Hình dạng v à k ích thư ớc dăm:
Để sản xuất ván dăm người ta có thể sử dụng dăm có hình dạng và kích thước khác nhau. Muốn có được ván dăm chất lượng tốt thì nên sử dụng loại dăm băm đặc biệt. Chiều dài dăm tăng đến 50 mm, ứng suất của ván tăng lên nếu tiếp tục tăng chiều dày dăm thì mức độ ứng suất sẽ giảm đi rất mạnh. Tuy vậy, nhưng khi sử dụng dăm dài sẽ dẫn đến một loạt hó khăn trong vận chuyển, trong khâu trộn keo cũng như trong khâu định hình ván ( rải dăm lên khuôn bánh dăm ), do vậy trong thực tế sản xuất không nên sử dụng dăm có chiều dài hơn 20 – 40 mm. Bề rộng của dăm tăng sẽ làm giảm ứng suất của ván, do vậy cho nên người ta quy định bề rộng của dăm tối đa chỉ đến 12 mm.
Anh hưởng lớn nhất đến tính chất cơ học của ván dăm phải nói là bề dày của dăm, nó quyết định tỷ lệ diện tích giữa bề mặt dăm và khối lượng dăm. Do chi phí keo quy định theo khối lượng dăm cho nên lượng keo bám trên đơn vị bề mặt dăm, cũng sẽ phụ thuộc vào bề dài dăm.
Khi giảm bề dày dăm thì diện tích riêng của mỗi đơn vị khối lượng dăm sẽ lớn
lên và khi đấy lượng keo tráng trên mỗi đơn vị bề mặt dăm sẽ giảm và tuy vậy ứng suất uốn tĩnh của ván cũng vẫn tăng. Khi giảm bề dày dăm từ 1 mm xuống 0,1 mm thì
diện tích riêng của mỗi đơn vị khối lượng dăm tăng từ 0,47 m 2 lên đến 4,7 m 2 tính cho 100 g, qua đó chi phí keo riêng sẽ giảm đi từ 17,2 g/ m 2 xuống còn 1,17 g/ m 2 ( khi sử dụng tỷ lệ keo trộn là 8% ).
Từ những cơ sở của các kết luận có tính chất quy luật trên ta có thể sử dụng các chỉ tiêu về kích thước dăm sau đây trong sản xuất ván dăm.
Bảng 1: Kích thước dăm dùng trong sản xuất ván dăm
|
Loại ván dăm |
Kích thước dăm (mm ) |
||
|
Dài |
Rộng |
Dày |
|
|
Ván dăm 3 lớp : Lớp mặt Lớp giữa |
|
|
|
|
20 |
Đến 3 |
0,15 – 0,25 |
|
|
40 |
Đến 12 |
0,35 – 0,45 |
|
|
Ván dăm 1 lớp |
20 |
2 – 6 |
0,25 – 0,35 |
|
Ván dăm nhiều lớp |
30 |
2 – 6 |
0,25 – 0,35 |
|
Ván dăm ép dảy |
20 |
1 – 3 |
0,6 – 0,7 |
Để sản xuất ván dăm ta nên sử dụng dăm có tỷ lệ kích thước sau : dày: rộng:dài = 1:10:100, tức là ví dụ nếu chọn bề dày dăm cho lớp mặt là 0,2 mm thì bề rộng của dăm là 2 mm và bề dài dăm là 20 mm.
1.3 Điều chế dăm tinh
Dăm băm thu được từ các máy băm thường có kích thước lớn phụ thuộc vào nguyên liệu khi băm, do vậy cần phải bổ xẻ nhỏ bề rộng của dăm ra. Để làm được việc đó trong sản xuất thường phải tiến hành thêm vào khâu nghiền dăm. Các máy nghiền dăm thường được bố trí trực tiếp ngay sau máy băm dăm.
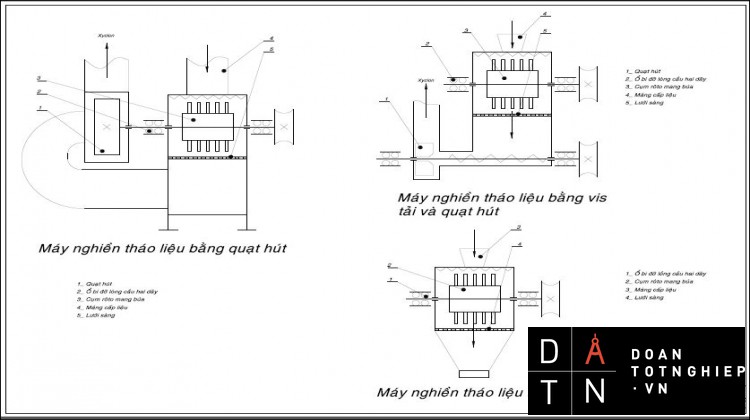
Hiện nay để nghiền dăm người ta thường sử dụng các loại máy nghiền kiểu búa và kiểu cánh quạt để xé nhỏ dăm theo bề rộng của dăm. Còn đối với dăm thô thì người ta sử dụng loại máy nghiền kiểu trống để nghiền thành dăm mịn
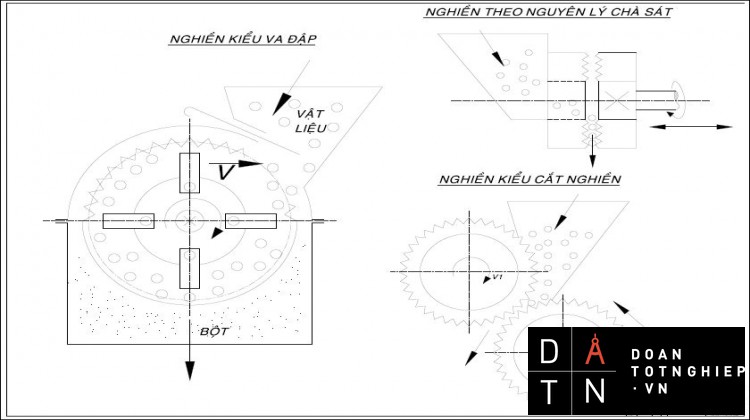
- 4 Các phương án nghiền
1.4.1 Khái niệm nghiền
Nghiền là quá trình phá huỷ vật thể rắn bằng lực cơ học thành các phần tử, nghĩa là bằng cách đặt vào vật thể rắn các ngoại lực mà các lực này lớn hơn lực hút phân tử của vật thể rắn đó.
Kết quả của quá trình nghiền là tạo nên nhiều phần tử cũng như hình thành nên nhiều bề mặt mới.
Trước khi đưa ra các phương án nghiền ta tìm hiểu sơ lược về các tính chất của gỗ.
- 4.2 Tính chất không đồng nhất của gỗ
Tính chất cơ học của gỗ biến động rất nhiều. Tuỳ theo khối lượng thể tích khác nhau mà cường độ khác nhau. Gỗ nặng có khả năng chịu tải lớn hơn gỗ nhẹ. Gỗ li
xanh c
18
0,93 g/cm3 , sức chịu ép dọc thớ là 763.10 5 N/m 2. Gỗ sung có
18 0,35 g/cm
, sức chịu ép dọc thớ là 156.10 5
N/m 2. Khối lượng thể tích chênh
nhau 3 lần thì cường độ chênh nhau gần 3 lần.
Cùng một loại cây, tuỳ điều kiện sinh trưởng mà cường độ gỗ khác nhau. Ngay trong một cây ở các vị trí khác nhau cũng làm cho cường độ chênh lệch. Ví dụ: gỗ xoan đào lấy ở 3 địa phương : Hoà Bình, Yên Bái, Lạng Sơn.
+ Phần gốc có ứng suất ép dọc là 542.10 5 N/m2.
+ Phần ngọn có ứng suất ép dọc là 468.10 5 N/m2 chênh lệch nhau 74.10 5 N/m 2, gần 16%.
Trong thân cây: đại bộ phận tế bào xếp dọc thân cây. Trong mỗi tế bào đại bộ phận mixen xếp song song với trục dọc tế bào. Do đó trong thân cây hầu hết các mixen xenlulô xếp song song với trục trục dọc thân cây Vì vậy cường độ theo chiều dọc thớ lớn hơn rất nhiều so với chiều ngang thớ.
Loại gỗ có thớ càng thẳng thì chênh lệch cường độ giữa 2 chiều càng rõ. Theo chiều ngang thớ do sự tồn tại của tia go, gỗ sớm và gỗ muộn làm cho cường độ chiều xuyên tâm và tiếp tuyến chênh lệch nhau…
- 4.3 Tính chất cơ học của gỗ
Tùy theo phương thức tác dụng của ngoại lực, chiều thớ của gỗ và nội lực sản sinh trong gỗ, người ta chia ứng lực của gỗ làm ba nhóm chính sau:
- 4.3.1 Các ứng lực đơn giản
Trong gỗ chỉ sản sinh một ứng lực duy nhất chống lại. Loại ứng lực này gồm có: ứng lực ép dọc và ngang thớ, ứng lực kéo dọc thớ và ngang thớ, ứng lực trượt dọc thớ, ngang thớ, cắt đứt thớ vuông góc.
- 4.3.2 Các ứng lực phức tạp
Thuộc ứng lực này khi lực bên ngoài tác dụng lên gỗ, trong gỗ sản sinh ít nhất hai loại ứng lực tác dụng chống lại. Loại lực này có ứng lực uốn tĩnh, uốn va đập ( xung kích ), uốn dọc, sức chịu xoắn ( vặn ).
- 4.3.3 Các ứng lực có tính chất công nghệ
Thuộc loại này gồm có độ cứng tĩnh, độ cứng va đập, sức chịu tách và lực bám đinh. Trong đó hai yếu tố quan trọng nhất là độ cứng va đập và sức bám đinh.
1.4.4 Lực cắt gỗ
VẬN HÀNH - BẢO TRÌ – KẾT LUẬN
Trang thiết bị sản xuất là thành phần quan trọng, là tài sản cố định của xí nghiệp. Tổ chức bảo dưỡng kỷ thuật và sửa chữa tốt sẽ nâng cao được tuổi thọ, khả năng làm việc của máy móc. Với việc sử dụng trang thiết bị một cách hợp lý, không phải dừng máy để sửa chữa sẽ góp phần tăng năng suất lao động.
Trong quá trình vận hành máy và thiết bị sẽ xảy ra sự hao mòn và phá huỷ các chi tiết. Vì vậy phỉa thực hiện các biện pháp kỷ thuật nhằm duy trì và phục hồi khả năng làm việc của máy móc như định ra điều kiện vận hành, chu kỳ sửa chữa thích hợp.
4.1 Hệ thống bảo dưỡng kỹ thuật và sửa chữa
- 1.1 Các khái niệm chung
Hệ thống bảo dưỡng kỹ thuật và sửa chữa là tập hợp các công cụ có liên hệ với công việc thực hiện, các quy định về bảo dưỡng và sửa chữa máy móc, các phương pháp hồi phục chất lượng làm việc các chi tiết máy.
Hệ thống bảo dưỡng kỹ thuật và sửa chữa nhằm dự kiến bảo dưỡng kỹ thuật, sửa chữa nhỏ, trung bình và lớn các thiết bị.
Tất cả các dạng sửa chữa và bảo dưỡng kỹ thuật đều mang tính chất kế hoạch và dự phòng.
- 1.2Bảo dưỡng kỹ thuật
Bảo dưỡng kỹ thuật là tổ hợp các nguyên công nhằm duy trì khả năng làm việc ổn định của trang thiết bị, khi vận hành cũng như khi bảo quản, vận chuyển trong thời kỳ giữa hai lần sửa chữa. Thời kỳ giữa hai lần sửa chữa là thời gian giữa hai lần sửa chữa trang thiết bị kế tiếp nhau
Bảo dưỡng kỹ thuật bao gồm các thao tác đã được quy định trong các tài liệu thiết
kế để duy trì khả năng làm việc của máy hay thiết bị trong suốt thời hạn phục vụ. Trong từng công đoạn bảo dưỡng kỹ thuật, mỗi công nhân tiến hành một cách nghiêm túc, trọn vẹn phần việc của mình theo một chuyên môn nhất định. Bảo dưỡng kỹ thuật trang thiết bị bao gồm các công đoạn : rửa trang thiết bị, kiểm tra tình trạng kỹ thuật, bôi trơn, xiết chặt các mối ghép bulông, thay thế một vài chi tiết thành phần, điều chỉnh.
- 1.3 Sửa chữa kỹ thuật
Sửa chữa là tổ hợp các nguyên công nhằm phục hồi khả năng làm việc và nâng cao tuổi thọ của trang thiết bị.
Phương pháp sửa chữa thông thường là phương pháp sửa chữa không sử dụng lại các chi tiết bị hư hỏng.
Phương pháp sửa chữa phục hồi là phương pháp sửa chữa có sử dụng lại các chi tiết bị hư hỏng đã được phục hồi khả năng làm việc của nó.
Phương pháp sửa chữa tổ hợp là phương pháp sửa chữa thông dụng khi mà các tổng thành bị hư hỏng được thay thế mới hoặc được phục hồi trở lại. Ở đây đơn vị lắp
ghép có tính lắp lẫn hoàn toàn không phụ thuộc vào cách lắp ghép và được thực hiện độc lập theo một chức năng xác định trong các trang thiết bị tuỳ theo mục đích khác nhau, thí dụ như động cơ điện, bộ truyền động, bơm, … Áp dụng thay thế tổng thành các chi tiết bị hư hỏng sẽ đảm bảo rút ngắn được đáng kể thời gian ngừng máy để sửa chữa.
4.2 Những điểm lưu ý trong thiết kế – chế tạo, lắp ráp và vận hành ở máy nghiền gỗ
- 2.1 Những điểm lưu ý trong thiết kế – chế tạo máy nghiền búa
- Việc bố trí quạt hút ngoài buồng nghiền hay quạt đẩy trong buồng nghiền đều làm gia tăng khả năng cho qua của sàng. Vì vậy năng suất của máy có thể tăng 15 –
25% và chi phí năng lượng riêng để nghiền giảm.
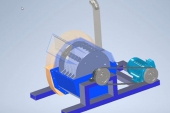
- Rôto của máy nghiền búa là cụm chi tiết làm việc quan trọng nhất. Cần lưu ý đến các quan hệ kích thước của rôto để tránh hiện tượng cộng hưởng. Khi thiết kế nên theo công thức tính đã nêu để phát huy khả năng va đập của búa vào vật liệu, tránh được hiện tượng cộng hưởng.
- Việc sử dụng ổ bi lồng cầu khắc phục được một phần những sai sót trong chế tạo do kết cấu.
- Sàng máy nghiền búa nên chọn chiều dày 1,5 – 2 mm nhằm đảm bảo độ bền
trong quá trình làm việc và khả năng phân ly của sàng. Sàng được chế tạo bằng phương pháp dập hay khoan.
- Khi thiết kế vỏ máy, cần chú ý độ bền vững của hệ thống nhằm tăng tuổi thọ của các chi tiết, hạn chế dao động và tiếng ồn phát sinh.
- Đối với các máy có năng suất cao hay bề rộng buồng nghiền lớn phải có trục
cung cấp để phân đều vật liệu nghiền và tạo điều kiện cho bộ phận thu kim loại cứng
( sắt – thép, gang …) làm việc có hiệu quả hơn.
- Trong trường hợp thu hồi bột kiểu khí động thì nên dùng thiết bị lọc bụi kiểu xyclon kết hợp với lọc túi vải.
- Nhất thiết phải cân bằng rôto khi chế tạo. Lắp búa trên rôto phải thoả mãn điều
kiện cân bằng và phân bố đều vết búa.
- Bố trí các cửa đảm bảo tháo lắp rôto, búa nghiền dễ dàng, nhưng khi máy hoạt động các cửa này không làm ô nhiễm môi trường, đồng thời về kết cấu không làm giảm độ bền chung của máy.
- Có các cơ cấu tháo, lắp sàng thuận tiện. Cần lưu ý rằng sau một thời gian hoạt
động bề mặt sàng bị biến dạng gây khó khăn cho việc tháo lắp.
- 2.2 Những điểm lưu ý trong lắp ráp vận hành máy nghiền búa
- Những máy nghiền búa có khối lượng nhỏ hơn 10 tấn thì thường được lắp sẵn ở nhà máy chế tạo. Những máy lớn hơn thì được lắp từng chi tiết ở nơi sử dụng. Trước khi đặt máy lên bệ bê tông cần phải kiểm tra độ chính xác của bệ theo mặt đứng và mặt ngang bằng nivô, sau đó đặt thân máy lên bệ và tiến hành lắp các bộ phận tiếp theo. Kết thúc lắp ráp và tra dầu mỡ vào các vị trí cần thiết thì tiến hành chạy thử : thời gian chạy thử từ 1 – 2 giờ.
- Khi máy làm việc thì mở máy cho chạy không tải từ 2 -3 phút sau đó mới nạp liệu. Tốc độ nạp liệu phải phù hợp với tốc độ quay của máy và phải đồng đều theo thời gian và chiều dài rôto. Khi vận hành máy phải có các bao che các chi tiết chuyển động. Các thiết bị điều khiển động cơ điện phải đúng quy định an toàn điện. Khi có sự cố phải nhanh chóng ngưng máy để tìm nguyên nhân khắc phục hay mời cán bộ kỹ thuật đến xem xét, quyết định. Khi búa mòn phải trở vị trí đầu đập hay thay búa khác
- Sửa chữa nhỏ: sau khi máy làm việc từ 200 – 800 giờ. Công việc là kiểm tra toàn bộ trục rôto, các thanh ghi, bộ phận treo ghi, trạng thái của các tấm lót, điều chỉnh ốc tăng vòng ghi, xem xét lại các búa đập, nếu đã mòn nhiều thì đắp thêm kim loại, kiểm tra chốt treo búa với các búa. Thời gian ngừng máy để sửa chữa khoảng 10 giờ.
- Sửa chữa vừa: sau khi máy đã làm việc được từ 4000 – 6000 giờ. Công việc gồm có thay búa và thay các thanh ghi, thay các tấm lót đã quá mòn ( đã mòn hơn 30% khối lượng của tấm ). Thay bạc của trục nếu là ổ trượt và thay ổ lăn. Thời gian dừng máy để sửa chữa khoảng 2 -3 ngày.
- 2.3 Những vấn đề lưu ý trong công tác vận hành và bảo trì máy nghiền gỗ
Sau đây là những vấn đề cần lưu ý trong công tác vận hành và bảo trì máy nghiền:
1_ Máy làm việc trong điều kiện bụi bặm nhiều ( mạc cưa, dăm gỗ, xơ gỗ,…) nên mỗi khi vận hành máy phải kiểm tra xem có vướng vật dụng gì hay bất cứ vật nào khác, nhất là không để xơ gỗ vướng vào ổ đỡ và cả bộ truyền đai sẽ làm máy bị kẹt dẫn đến máy không hoạt động được.
2_ Điều thuận lợi là máy được chôn dưới đất nên không cần phải che chắn bộ truyền đai, tuy nhiên phải có công tác kiểm tra và bảo trì tốt cho máy như tra dầu mỡ đầy đủ cho ổ đỡ, thay búa, khi thấy sản phẩm ra không còn được đúng yêu cầu. Thời gian thay búa khoảng sau mỗi ca làm việc.
3_ Khung, vỏ máy , cánh quạt, đường ống làm bằng thép dày nên khá chắc chắn nhưng phải chịu mài mòn rất lớn, sau thời gian dài hoạt động ta phải chú ý đến điều này.
4_ Các bulông trên máy phải xiết chặt, không để thiếu hay lung lay.
5_ Đai bị gãy, nứt phải thay.
6_ Người đưa gỗ vào phải thực hiện một cách an toàn, tránh đưa vào quá nhiều và dồn dập. Khoảng cách giữa người và máy phỉa đảm bảo an toàn để tránh cuốn vào máy.
Trong sửa chữa cần lưu ý:
1_ Khi tháo máy phải đảm bảo tháo được các chi tiết máy hay các đơn vị lắp ghép theo yêu cầu sửa chữa.
2_ Rửa và làm sạch các chi tiết, các đơn vị lắp ghép đã được tháo rời.
3_ Thay thế các gối đỡ và các ống lót bị hư hỏng.
4_ Sửa chữa các thiết bị che chắn, các thiết bị bảo vệ, hệ thống hút.
4.3 Kết luận
Đề tài “ Thiết kế Máy nghiền gỗ “ là một đề tài tương đối mới và lớn đối với sinh viên sắp ra trường. Tuy các loại máy nghiền loại này đã xuất hiện từ rất lâu trên thị trường, nhưng tài liệu viết về nó thì rất ít, do đó trong quá trình thực hiện đã gặp
nhiều khó khăn.
Các mô hình tính toán thiết kế được xây dưng trên cơ sở đồng dạng, được tổng hợp từ nhiều tài liệu khác nhau cho nên kết quả tính toán chỉ mang tính gần đúng, nhiều công thức và số liệu phải dựa vào kinh nghiệm của thầy hướng dẫn.
LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY CẮT THÁI RAU, CỦ, QUẢ VẠN NĂNG ĐH BÁCH KHOA