THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỠ BƠM H30 ĐHSPKT HƯNG YÊN



NỘI DUNG ĐỒ ÁN
PHẦN I : PHÂN TÍCH CHI TIẾT THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỠ BƠM H30 ĐHSPKT HƯNG YÊN
I. Phân tích chức năng LÀM VIỆC :
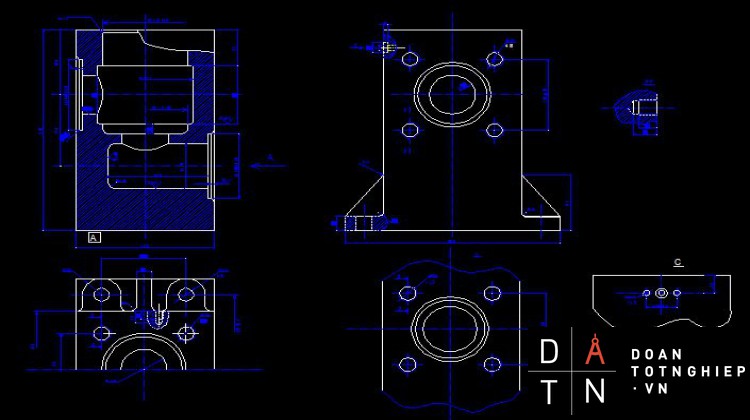
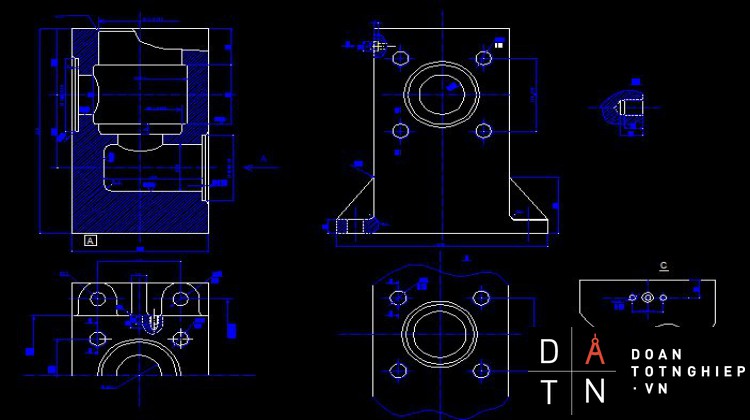
+ Chi tiết cần yêu cầu thiết kế thuộc họ chi tiết dạng hộp, chi tiết này có thể được sử dụng trong thân đồ gá
+ ở chi tiết này được thiết kế với các lỗ được sử dụng để có thể lắp các trục, tại mặt bên của mỗi lỗ có khoan lỗ bắt vít được sử dụng để hạn chế bậc dịch chuyển dọc trục của chi tiết lắp vào lỗ của nó.
+ Chi tiết thân H30 này còn có thể được sử dụng để xác định vị trí tương quan giữa các chi tiết lắp vào lỗ , ví dụ như khi cần đỡ (hoặc xác định vị trí) của 3 trục dài trong máy thì có thể dùng chi tiết dạng càng này để nâng cao độ cứng vững mà vẫn không ảnh hưởng đến khả năng làm việc của máy.
+ Trên chi tiết C18 có những mặt không cần gia công lại nhưng có những mặt cần gia công đạt độ chính xác cao. Các kích thước cần đảm bảo là khoảng cách giữa các lỗ.
+ Để chế tạo chi tiết thân H30 này người ta có thể dùng các loại vật liệu khác nhau như : thép 40X, thép 45, gang… ở đây có thể chọn dùng vật liệu chế tạo chi tiết là thép 55 có thành phần hóa học như sau :

|
C |
Si |
Mn |
S |
P |
|
3,0 ¸ 3,7 |
1,2 ¸ 2,5 |
0,25 ¸ 1,00 |
<0,12 |
0,05 ¸ 1,00 |
II. PHÂN TÍCH TÍNH NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT :
Bề mặt làm việc chủ yếu của chi tiết là các lỗ và zen. Cụ thể ta cần đảm bảo các điều kiện kỹ thuật sau đây:
+ Các đường tâm của ba lỗ I, II và III phải song song với nhau và cùng vuông góc với mặt trên của thân. Hai đường tâm của hai lỗ II và III phải đảm bảo khoảng cách 110, hai đường tâm của hai lỗ I và II phải đảm bảo vuông góc.Các lỗ :
I-phải đạt kích thước 110 H9
II,III-phảI đạt kích thước 100 H10
+ Độ bóng của các lỗ phải đạt Rz40
Qua các điều kiện kỹ thuật trên ta có thể đưa ra một số nét công nghệ điển hình gia công chi tiết tay biên như sau:
+ Chi tiết dạng khối hộp có đủ độ cứng vững để khi gia công không bị biến dạng dưới tác dụng của lực cắt, lực kẹp, do đó có thể dùng chế độ cắt cao, đạt năng suất cao.
+ Bề mặt chuẩn có đủ diện tích và đủ độ cứng vững đảm bảo chi tiết không bị biến dạng. Đồng thời cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo quá trình gá đặt nhanh.
+ Kết cấu của chi tiết phải thuận lợi cho việc gia công nhiều chi tiết cùng một lúc.
+ Kết cấu của chi tiết phải thuận lợi cho việc chọn chuẩn thô và chuẩn tinh thống nhất.
Với chi tiết này, nguyên công đầu tiên là gia công hai mặt đầu để đảm bảo độ song song của 2 mặt đầu và để làm chuẩn cho các nguyên công sau ( gia công 3 lỗ chính ) nên chọn chuẩn thô là các mặt thân không gia công.
III. Xác định dạng sản xuất :
+ Có 3 dạng sản xuất trong chế tạo máy :
- Sản xuất đơn chiếc
- Sản xuất hàng loạt (loạt lớn, loạt vừa và loạt nhỏ)
Mỗi dạng sản xuất có đặc điểm riêng, phụ thuộc vào nhiều yếu tố khác nhau, tuy nhiên ở đây ta không đi sâu nghiên cứu những đặc điểm của từng dạng sản xuất mà ta chỉ nghiên cứu phương pháp xác định chúng theo tính toán.
Muốn xác định dạng sản xuất thì trước hết ta phải biết sản lượng hàng năm của chi tiết gia công. Sản lượng hàng năm của chi tiết được xác định theo công thức sau : N = N1.m.(1 + )
Trong đó:
N : Số chi tiết được sản xuất trong một năm;
N1 : Số sản phẩm (số máy) được sản xuất trong một năm; N1 = 6000 ch/năm
m : Số chi tiết trong một sản phẩm; m = 1
b : Số chi tiết được chế tạo thêm để dự trữ (5% đến 7%) , lấy b = 6%
a : Phế phẩm trong phân xưởng đúc a = 3% ¸ 6%, lấy a = 4%
Như vậy ta có :
N = 6000. 1. (1 + ) =6600 (chi tiết/năm).
+ Sau khi có sản lượng hàng năm của chi tiết N = 5500 (chi tiết/năm) ta xác định trọng lượng của chi tiết. Trọng lượng của chi tiết được xác định theo công thức sau :
Q1 = V.g (kg)
ở đây :
Q1 : trọng lượng của chi tiết (kg)
g : trọng lượng riêng của vật liệu; chi tiết làm bằng thép nên có gthép = 7,825 kg/dm3
V : thể tích của chi tiết
V = Vthân+ Vphụ - Vtrụ
Trong đó :
Vphụ : thể tích của Tai
Vphụ » 4.Vtai ngoài+2Vgân
+{50.180.22) - 4(p.102..22)}+(39,12.80,43.20)=233296,432 mm3
Vthân : thể tích phần thân là khối hộp
Vthan = 180.180.310 =10044000 mm3
Vtrụ : thể tích phần trụ là các lỗ bên trong
Vtrụ = Vtrụ1 + Vtrụ2 +Vtrụ3 +Vtrụ4 +Vtrụ5 +Vtrụ6
Vtrụ1 = 8.(p.122.30)= 108518.4 mm3
Vtrụ2 = 2.p.502.8 = 125600mm3
Vtrụ3 = p.552.(55+15)= 664895 mm3
Vtrụ4 = p.62,52.90= 1103906,25 mm3
Vtrụ5 = p.302.(16+20)= 101736 mm3
Vtrụ6 = p.352.130= 500045 mm3
Þ Vtrụ = 108518.4 + 125600 + 664895 + 1103906,25 + 101736 +500045 =
= 2604700,29 mm3
Þ V = 10044000 +233296.432 -2604700.29= 7672569,142 mm3 » 7,67 dm3
Suy ra : Q1 = V.g = 7,67.7,825 = 60,01 (kg)
+ Sau khi có N, Q1 dựa vào bảng 2 (Thiết kế đồ án công nghệ chế tạo máy) ta có dạng sản xuất là : Hàng khối
|
Dạng sản xuất |
Q1 trọng lượng |
||
|
> 200 Kg |
(4¸200) Kg |
< 4 Kg |
|
|
Sản lượng hàng năm trong chi tiết . |
|||
|
Đơn chiếc |
< 5 |
< 10 |
< 100 |
|
Hàng loạt nhỏ |
55 ¸100 |
10 ¸ 200 |
100 ¸ 500 |
|
Hàng loạt vừa |
100 ¸ 300 |
200 ¸ 500 |
500 ¸5000 |
|
Hàng loạt lớn |
300 ¸ 1000 |
500 ¸ 5000 |
5000 ¸50000 |
|
Hàng khối |
> 1000 |
> 5000 |
>50000 |
IV. CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI :
+ Chọn phôi tức là chọn phương pháp chế tạo phôi, xác định lượng dư, kích thước và dung sai của phôi, có nhiều dạng phôi thường dùng như : phôi thép thanh, phôi dập, phôi, phôi rèn tự do, phôi đúc.
Tuy nhiên phương pháp đúc có nhiều ưu điểm dễ thực hiện.Có các phương pháp đúc: Sau đây là một số phương pháp đúc:
- Phương pháp đúc áp lực: Đúc được các chi tiết có kết cấu phức tạp, vật liệu phức tạp, có thành mỏng, đúc được các lỗ nhỏ có kích thước khác nhau, có độ nhẵn bóng cao, cơ tính vật liệu tốt, năng suất cao. Nhưng khuôn lại chóng bị mòn do kim loại nóng bào mòn khi được dẫn dưới áp lực lớn.
- Phương pháp đúc ly tâm: đúc được cácvật tròn rỗng mà không cần dùng lõi do đó tiết kiệm được vật liệu và công làm lõi. Vật đúc có tổ chức kim loại nhỏ mịn, chặt không tồn tại rỗ xỉ khi co ngót. Nhưng khuôn đúc cần có độ bền cao do phải làm việc ở nhiệt độ và lực ép của kim loại lớn. Độ chính xác của lỗ thấp, chất lượng bề mặt lỗ kém.
- Đúc trong khuôn kim loại: Đúc được các vật đúc phức táp, vật đúc có chất lượng tốt, tuổi bền cao, độ chính xác và độ nhẵn bóng bề mậtco. Tổ chức kim loại nhỏ mịn, năng suất cao, hạ được giá thành sản phẩm
- Đúc trong khuôn mẫu chảy: Vật đúc có độ chính xác, độ bóng cao, đúc được ác vật đúc có hình dạng phức tạp. Nhưng năng suất thấp, dùng để đúc các kim loại quý, cần tiết kiệm vật liệu.
- Đúc liên tục: Thích hợp với các vật đúc dài, đúc các tấm kim loại cho cán. Vật đúc không có rỗ co, rỗ khí, rỗ xỉ, ít bị thiên tích.Chi tiết được làm từ gang xám, gam xám là vật liệu dòn tính chảy loãng điền đầy khuôn tốt nên phương pháp chế tạo là phương pháp đúc. Các lỗ F10, F9 và lỗ ta rô ren F8 có kích thước nhỏ hơn 30mm nên ta đúc liền. - Theo sổ tay công nghệ chế tạo máy tập 1, trên các vật đúc nhỏ và vừa có rãnh sâu > 6 mm bậc > 25mm thì được tạo ngay từ khi đúc. Chiều dày của chi tiết = 7mm, đối chi tiết làm bằng gang xám có m < 2kg thì chiều dày thành vật đúc nhỏ nhất của vách chi tiết 3 ¸ 4(mm), cấp chính xác của vật đúc là cấp 1 với sai lệch cho phép 0,4(mm). Chi tiết sản xuất loạt lớn 25000 chiếc/năm nên ta có thể đúc được rãnh 14x22(mm). Theo điều kiện sản xuất của Việt Nam đối với sản xuất hàng khối ta chọn phương pháp đúc trong khuôn kim loại.
Tuy nhiên, điều cơ bản khi chọn phương pháp chế tạo phôi là sao cho hình dáng của phôi gần với hình dáng của chi tiết.
+ Vật liệu chi tiết gia công là thép 55 .
+ Kết hợp với dạng sản xuất là hàng khối, hình dạng chi tiết đơn giản nên tra bảng 3 - 1 [1] chọn phương pháp chế tạo phôi là phương pháp đúc trong khuôn cát ,chi tiết đúc đạt độ chính xác cấp II.
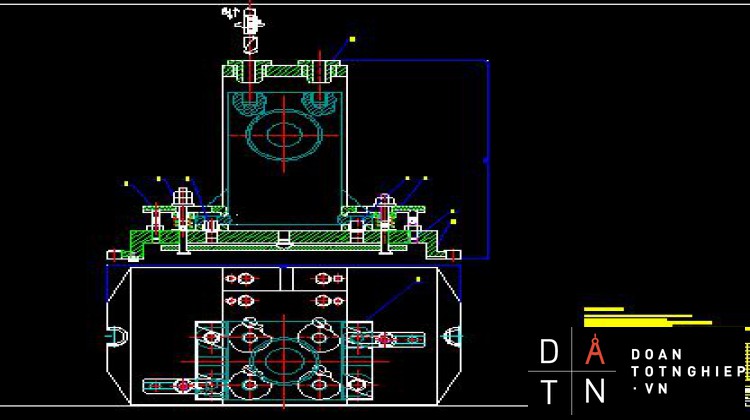
+ Mặt phân khuôn được thể hiện như hình vẽ sau :
V. CHỌN PHƯƠNG PHÁP GIA CÔNG :
2.1 Phương án 1:
-Nguyên công 1 : Phay mặt A
-Nguyên công 2 : Phay mặt B.
-Nguyên công 3 : Tiện lỗ f 110 H9.
-Nguyên công 4 : Tiện lỗ f 100 H10 mặt C.
-Nguyên công 5 : Tiện lỗ f 100 H10 mặt D.
-Nguyên công 6 : Khoan và taro cỏc lỗ M24 mặt C.
-Nguyên công 7 : Khoan và taro cỏc lỗ M24 mặt D.
-Nguyên công 8 : Khoan 4 lỗ f20 ở tai.
-Nguyên công 9 : Khoan và taro cỏc lỗ M24 mặt B.
-Nguyên công 10 : Khoan lỗ f 15 trờn mặt C(Lỗ chốt).
-Nguyên công 11 : Khoan và taro lỗ M10 mặt C.
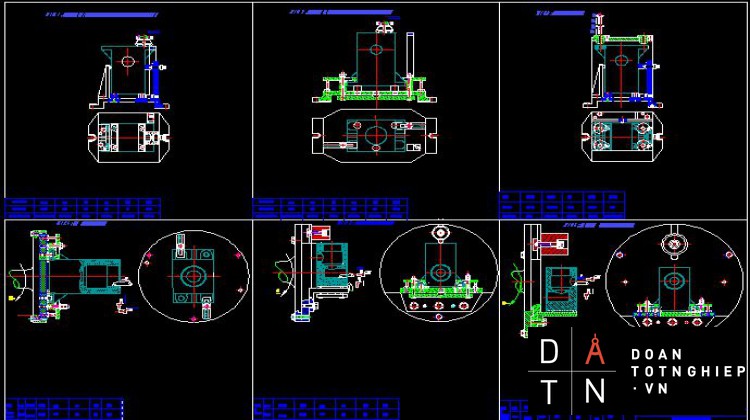
2.2 Phương án 2 :
-Nguyên công 1 : phay mặt đầu thứ nhất đạt kích thước 312,5mm.
-Nguyên công 2 : phay mặt đầu thứ hai đạt kích thước 310mm.
-Nguyên công 3 : Khoan + doa f20
-Nguyên công 4 : lỗ f110 H9, f125,f60
-Nguyên công 5: Tiện lỗ f110 H10, f60
-Nguyên công 6 : Tiện lỗ f110 H10, f70
-Nguyên công 7: Khoan +taro cỏc lỗ M24
-Nguyên công 8 : Khoan +taro cỏc lỗ M24
-Nguyên công 9 : Khoan +taro cỏc lỗ M24
-Nguyên công 10 : Khoan lỗ bậc f 8, f 15
-Nguyên công 11 : Khoan và taro lỗ M10
So sánh 2 phương án trên ta thấy phương án 2 ưu điểm hơn phương án 1 ở những yếu tố sau: -Thứ nhất là quá trình định vị tối ưu hơn
- Thứ hai là thiết kế đồ gá dễ dàng và đơn giản hơn phương án 1
Þ Ta chọn phương án gia công là phương án 2.
....................................................................................................
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK










