ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THIẾT KẾ THÂN DƯỚI MÁY NGHIỀN ĐẠI HỌC CÔNG NGHIỆP HÀ NỘI

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THIẾT KẾ THÂN DƯỚI MÁY NGHIỀN ĐẠI HỌC CÔNG NGHIỆP HÀ NỘI
LỜI MỞ ĐẦU
Công nghệ chế tạo máy là một ngành then chốt , nó đóng vai trò quyết định trong sự nghiệp công nghiệp hóa hiện đại hóa đất nước.Nhiệm vụ của công nghệ chế tạo máy là chế tạo ra các sản phẩm cơ khí cho mọi lĩnh vực của ngành kinh tế quốc dân, việc phát triển ngành công nghệ chế tạo máy đang là mối quan tam đặc biệt của Đảng và nhà nước ta.
Phát triển ngành công nghệ chế tạo máy phải được tiến hành đồng thời với việc phát triển nguồn nhân lực và đầu tư trang bị hiên đại.Việc phát triển nguồn nhân lực là nhiệm vụ trọng tâm của các trường Đại học và Cao đẳng .
Hiện nay trong các ngành kinh tế nói chung và ngành cơ khí nói riêng đòi hỏi kĩ sư cơ khí và cán bộ kỹ thuật phải biết ứng dụng những thành quả của khoa học kỹ thuật để giải quyết những vấn đề cụ thể thường gặp trong sản xuất góp nâng cao hiệu quả sản xuất
Môn học công nghệ chế tạo máy có vị trí quan trọng trong chương trình đào tạo kĩ sư và cử nhân kỹ thuật về thiết kế , chế tạo các loại máy và các thiết bị phục vụ công cuộc công nghiệp hóa hiện đại hóa đất nước .Đồ án này giúp cho em có cơ hội nắm vững hơn các kiến thức cơ bản của các môn , hệ thống lại toàn bộ những kiến thức đã học được qua các bài giảng và thực hành . Và làm quen với nhiệm vụ thiết kế và sau một thời gian làm tìm hiểu với sự chỉ bảo nhiệt tình và hướng dẫn của thầy Đào Ngọc Hoành đến nay em đã hoàn thành nội dung đồ công nghệ chế tạo máy .Trong quá trình thiết kế và tính toán có những sai xót do thiếu kinh nghiệm và kiến thức thực tế ,em rất mong được sự chỉ báu của các thầy cô trong khoa và sự đóng góp ý kiến của các bạn để đồ án của em hoàn thiện hơn.
CHƯƠNG I: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1.Phân tích chức năng làm việc của chi tiết gia công
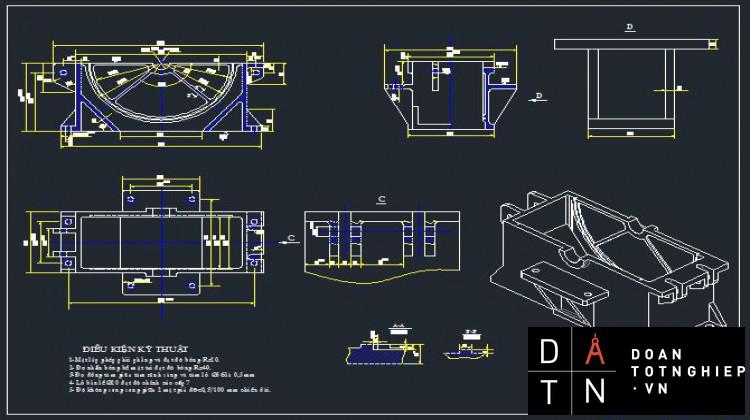
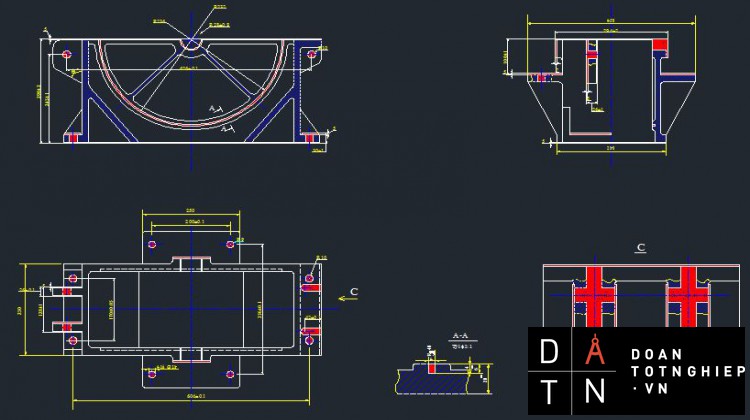
-Chi tiết gia công là: thân dưới máy là một phần của vỏ máy nghiền , nó có tác dụng che chắn cho các chi tiết cơ khí bên trong của máy ,nậng đỡ trục lắp trên trục, lắp ghép với phần nắp để tạo thành một bộ vỏ máy hoàn chỉnh. Chi tiết này làm việc ở 2bề mặt chính đó là : bề mặt bích , bề mặt lỗ Ø56. Ngoài ra còn có một số bề mặt làm việc khác như : bề mặt lỗ bản lề Ø20 , mặt giá đỡ ..
1.2. phân tích yêu cầu kỹ thuật
-Ta thấy mặt bích có yêu cầu lắp ghép nên gia công đạt độ chính xác cấp 7 sau khi phay thô phải tiến hành phay tinh.
-Độ nhám của những bề mặt tai không cao Rz40 nên ta chỉ cần phay thô qua một lần là được
-các lỗ bản lề Ø20 cần gia công đạt độ chính xác cấp 7 nên sau khi khoan xong ta phải tiến hành doa lại lỗ .
-Các lỗ bản lề có tham gia lắp ráp vì vậy để đảm bảo độ đồng tâm giữa các lỗ yêu cầu phải được gia công trong một lần gá đặt.
-Để đảm bảo độ song song giữa 2 mặt giá đỡ <0,03 mm/ toàn bộ chiều dài yêu cầu phải gia công trên một lần gá đặt.
-các lỗ Ø20 ở nền không cần độ chính xác cao chỉ cần gia công khoan một lần là được.
-Độ không vuông góc giữa mật đầu và tâm lỗ trên hộp lấy trong khoảng 0,01 ÷ 0,05 mm trên 100 mm bán kính.Và độ không vuông góc giữa các mặt phẳng cho trong giới hạn 0,05 ÷ 0,02 trên 100 mm chiều dài .
-Đảm bảo độ đồng tâm giữa rãnh sang và tâm lỗ Ø56 là 0,5mm.
1.3 .Vật liệu
-Vật liệu chế tạo là gang xám GX 15-32 theo tiêu chuẩn của Việt Nam .Có giới hạn bền kéo tối thiểu:≥15(KG/mm2)
Có giới hạn bền uốn tối thiểu:≥32(KG/mm2)
|
C |
Si |
Mn |
S |
P |
|
3,03,7 |
1,2 2,5 |
0,251,00 |
<0,12 |
0,050,07 |
1.4.Phân tích tính công nghệ trong kết cấu
-Ta thấy kết cấu của hộp như vậy là hợp lý nó cho phép gia công toàn bộ hộp từ một chuẩn thống nhất đó là một mặt phẳng đáy và hai lỗ Ø20 vuông góc với mặt phẳng đó.
-Các bề mặt của hộp như vậy có thể gia công được bằng các dao .các máy thông thường một cách rễ dàng.
-Trên hộp có ít kích thước lỗ ,và không có lỗ ren nào nên rất thuận tiện cho việc gia công bằng 1 dao tiêu chuẩn.
-với kết cấu như vậy ta hoàn toàn có thể ghép dao để tăng năng xuất gia công và nâng cao được độ chính xác, các bề mặt như vậy cho phép thoát dao một các rễ dàng.
-Tuy nhiên với kết cấu như vậy ta phải tiến hành chế tạo phôi trong khuôn lõi sáp như vậy mới đảm bảo được kết cấu của chi tiết.
-trên hộp không có các mặt nghiêng so với đáy vì vậy có thể gá đăt chi tiết rễ dàng ,và gia côn hiệu quả.
-Ta thấy kết cấu như vậy là tương đối hợp lý không cần sửa chữa bổ sung gì thêm.
CHƯƠNG II : XÁC ĐỊNH DẠNG SẢN XUẤT
2.1.Ý nghĩa dạng sản xuất
định hợp lý đường lối ,biện pháp công nghệ ,tổ chức sản xuất ,chế tạo ra các sản phẩm Dạng sản xuất là một khái niệm đặc trưng có tính chất tổng hợp giúp cho việc xác đạt các chỉ tiêu kinh tế kỹ thuật ,các yếu tố đặc trưng của dạng sản xuất.
sản xuất phản ánh mối quan hệ qua lại giữa các đặc trung kỹ thuật của máy và hình thức tổ chức sản xuất.Dạng sản xuất là một trong những yếu tố quan trọng trong việc thiết kế quy trình công nghệ .Vì từ đó ta biết được điều kiện co phép về vốn đầu tư và các trang thiết bị thiết kế để tổ chức sản xuất.
2.2.Xác định dạng sản xuất
Để xác định dạng sản xuất người ta dựa vào các yếu tố sau:
-sản lượng chi tiết cần chế tạo trong một năm
-trọng lương của chi tiết
2.2.1. Tính số lượng chi tiết cần chế tạo tổng cộng trong một năm theo công thức
N = N.m.( 1 + )
Trong đó:
+N: số lượng chi tiết sản xuất trong một năm
+N1: số lượng sản phẩm cần chế tạo trong một năm theo kế hoạch
+m: số lượng chi tiết trong một sản phẩm m=1.+:lượng sản phẩm dự phòng do sai hỏng khi tạo phôi (đúc hoặc rèn gây ra) =3 ÷ 5 chọn =4
+:lượng sản phẩm dự trù cho hỏng hóc phế phẩm trong quá trình gia công cơ =5÷7 chọn=6
Thay vào công thức ta được:
N = 8000.1.( 1 +) = 8800(chiếc /năm)
2.2.2. Tính khối lượng chi tiết theo công thức :
Q = V . ( KG )
Trong ®ã : Q – Träng l¬ng cña chi tiÕt
V - ThÓ tÝch cña chi tiÕt
- Träng lîng riªng cña vËt liÖu , trôc cÊu t¹o tõ thÐp nªn = 7,852 (KG/dm)
+tính thể tích của chi tiết như sau:
Ta có :
-V0=3,14.92.20=5086 (mm3)
-V1=556.280.250-(3,14 .282 .20)=38870764 (mm3)
-V2=524.280.218=31984960 (mm3)
-V3=55.250.20=275000 (mm3)
-V4=70.55.16-(0,5.tg30.55)=60726 (mm3)
-V6=120.75.16-(0,5.tg30.75)=142376 (mm3)
-V7=3,14.102.16=5024 (mm3)
-V8=250.90.20=450000 (mm3)
-V9=0,5.49.16.70=27440 (mm3)
-V10=250.49.20=245000 (mm3)
-V11=3,14.102.20=6280 (mm3)
-V12=0,5.145.90.16=104400 (mm3)
V13=140.15.20=42000 (mm3)
-V14=129/sin40.250.16=802753 (mm3)
-V15=3,14.(482-282).35=167048 (mm3)
-V16=86130 (mm3)
ðVct=(V1+V2+V3+V4+V6++V8+V9+V10+V12+V13+V14+V15)-(V0+V11+V16+V7)=11381554 (mm3)
Thay vào công thức ta được:
Q=11,38 . 6,8 =77,4 (kg)
|
Dạng sản xuất |
Khối lượng chi tiết |
||
|
<4 |
4÷200 |
>200 |
|
|
|
|
|
|
|
Đơn chiếc |
<100 |
<10 |
<5 |
|
Loạt nhỏ |
100 ÷ 500 |
10÷ 200 |
55 ÷10 |
|
Loạt vừa |
500 ÷ 5000 |
200 ÷ 500 |
100 ÷ 300 |
|
Loạt lớn |
5000 ÷ 50000 |
500 ÷ 5000 |
300 ÷1000 |
|
Hàng khối |
>5000 |
>5000 |
>1000 |
Dựa vào bảng trên và giá trị của Q và N ta xác định được dạng sản xuất là hàng khối
CHƯƠNG III:XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
VÀ BẢN VẼ LỒNG PHÔI
3.1. Chọn phôi
Với vật liệu chi tiết gia công là gang xám GX15-32 có thể có nhiều phương pháp chế tạo phôi là : dập ,đúc , hàn..
Với dạng sản xuất là hàng loạt vừa và chi tiết gia công là dạng hộp , có kích cỡ lớn như vậy có thể thấy phương pháp hàn , dập phôi không thích hợp. Do đó có thể chọn phương pháp đúc phôi là hợp lý nhất. Sau đây ta sẽ lần lượt đi tìm hiểu ưu nhược điểm của từng phương pháp.
3.1.1.Phôi dập
- Ưu điểm:
+phôi có cơ tính tốt đồng đều
+phôi có độ chính xác về hình dáng ,kích thước và chất lượng bề mặt cao
+độ nhẵn bề mặt cao hơn phôi rèn
+năng suất cao hơn so với phôi rèn
+lượng dư nhỏ hơn so với phôi rèn
-Nhược điểm :
+thiết bị lớn cồng kềnh , đắt tiền
+khó chế tạo các phôi có hình dạng phức tạp
+hệ số sử dụng vật liệu còn thấp
+Nếu số lượng chi tiết không đủ lớn thì không bù lại được chi phí đầu tư thiết bị.
3.1.2.Phôi đúc
-Ưu điểm :
+Có thể đúc được các chi tiết từ vài chục gam tới vài chục tấn
+Có thể chế tạo được những phôi có hình dạng và kết cấu phức tạp
+Tùy theo mức độ đầu tư công nghệ mà chi tiết thu được có thể đạt được độ chính xác cao hay thấp.
+Thực hiện dễ dàng hơn phương pháp trên.
+Năng suất cao , giá thành thấp
-Nhược điểm
+cơ tính của phôi không được cao , không đồng đều
+Tốn kim loại cho đậu ngót, đậu rót.
+Kiểm tra chất lượng của chi tiết khó khăn.
+Khó đúc các chi tiết có thành mỏng.
3.2. Chọn phương pháp chế tạo phôi
Ta thấy trong dạng sản xuất hàng loạt vừa và hàng loạt lớn thì phôi vỏ hộp thường được chế tạo bằng phương pháp dập. Khi đó chi tiết sẽ được chế tạo rễ dàng tăng năng suất giá thành giảm.
Kết luận: Căn cứ vào khối lượng hình dạng của chi tiết gia công , căn cứ vào yêu cầu kỹ thuật của chi tiết gia công và ưu nhược điểm của các phương pháp như đã phân tích ở trên ta chọn phương pháp chế tạo phôi là phôi đúc với độ chính xác cấp II.
....................
Trong trường hợp gia công cụ thể này ta chọn : K = 2.34
Pz =407 KG
Py= (0,3 ÷ 0,4 )Pz =122 KG
Px = (0,3 ÷ 0,4)Pz =122 KG
Hệ số ma sát của bề mặt mỏ kẹp ( phụ thuộc vào diện tích tiếp xúc và chất lượng bề mặt. chọn f = 0,4
Vậy : từ (1) Ta có
W =2,34 . = 122 KG
Từ (2) ta có
W = 2,34. = 1337 KG
Vậy ta chọn chọn W =1360 KG do dùng mỏ kẹp lien động nên Wtt = 668.5 KG
Theo sổ tay công nghệ tập II ta bảng 8 -30 ta chọn thanh kẹp kiểu trượt IV
Có L =125 mm ; A =56 ; l=56
Ta có phương trình momen tại ecu đỡ :
Q.56 = W.112 => Q = W.2 = 1337 KG
- tính đường kính bu lông kẹp chặt:
Trong đó : C=1,4 ( ren hệ met )
s =8 ÷10 (KG/mm2)
Q là lực xiết bu lông : Q= 1360 (KG)
d=1,4=16.18 (mm)
vậy ta chọn d =20 mm
9.3.tính sai số chế tạo
Theo công thức sai số gá đặt ta có :
egd = ( trang 92 hướng dẫn thiết kế đồ án )
sai số chuẩn. ec =0
sai số kẹp chặt ek =0,012 ( bảng 24 hướng dẫn thiết kế đồ án côn nghệ chế tạo máy )
ect là sai số chế tạo
em là sai số mòn, em = ( trang 93 hướng dẫn thiết kế đồ án )
Với N=8800 là số lượng chi tiết gia công.
b=0,2¸0,4 chọn b= 0,2
khi đó em =0,2.10-3=0,017 mm
eđc là sai số điều chỉnh, eđc =5÷10µm .Vậy chọn eđc = 0,008 mm ( trang 93)
egđ là sai số gá đặt, [egđ ]=
d là dung sai của nguyên công 0,05 mm .
[egđ ]==0,026 mm
Þ Sai số :
ect =
ect ==0,065 mm
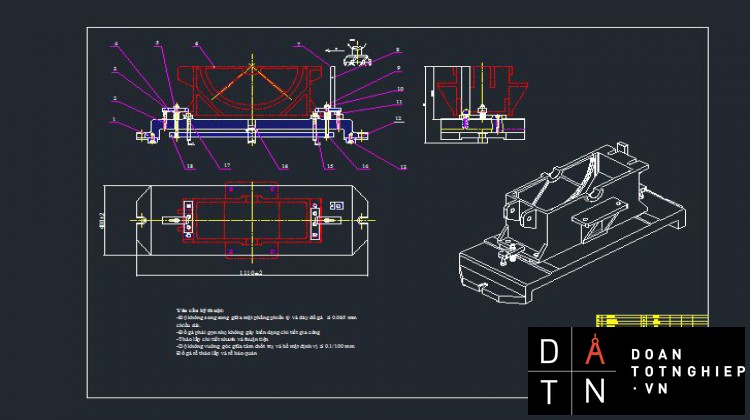
Từ kết quả tính toán sai số chế tạo cho phép trên ect =0,025 mm ta có thể nêu được những yêu cầu kỹ thuật sau của đồ gá: (trang 94 hướng dẫn đồ án công nghệ )
üĐộ không song song giữa mặt phiến tỳ và đáy đồ gá ≤ 0,065
üĐộ không vuông góc giữa đáy đồ gá và then dẫn hướng ≤ 0,065
üBề mặt làm việc nhiệt luyện đạt HRC 40 ÷60
üBề mặt làm việc của các chốt nhiệt luyên đạt HRC 50 ÷ 55
üBề mặt làm việc của phiến tỳ nhiệt luyện đạt HRC 55 ÷ 60





