THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT Thân Hộp Trung Gian CĐKT CAO THẮNG
NỘI DUNG ĐỒ ÁN
Mục lục THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT Thân Hộp Trung Gian CĐKT CAO THẮNG
A. VỀ THUYẾT MINH
PHẦN 1: PHÂN TÍCH CHI TIẾT GIA CÔNG (CTGC).
1.1. Phân tích công dụng và điều kiện làm việc của CTGC
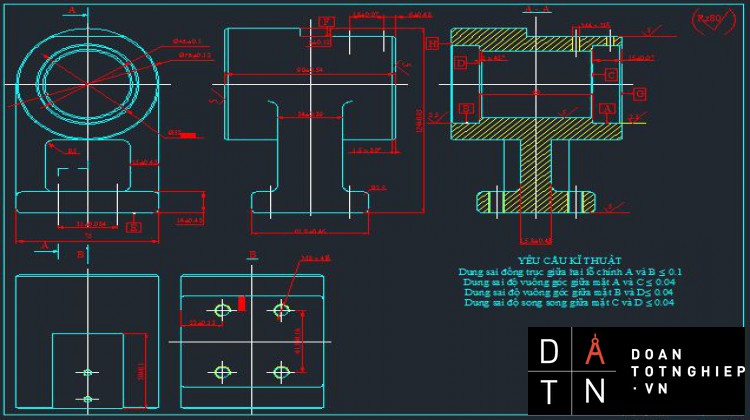
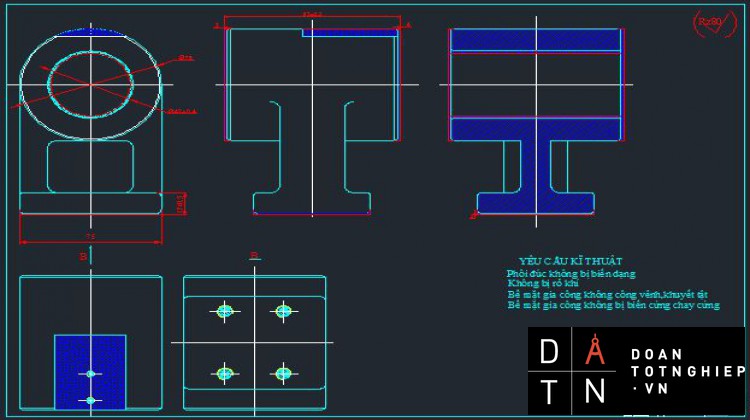
- Chi tiết được chế tạo là thân hợp trung gian. Với chi tiết này có một số lỗ cơ bản mà tâm của chúng song song với nhau. Thân hợp trung gian được sử dụng dùng để tăng bền cho khuôn trong quá trình làm việc và có nhiệm vụ là nâng đỡ khuôn, nó còn giúp chặn các lõi ghép của khuôn dương không rơi ra ngoài.
- Nên khi chế tạo cần độ chính xác cao và chịu sự tác động của tải trọng có rung động tương đối cao.
- Chi tiết gia công là tấm đỡ khuôn vì vậy các mặt, các rãnh, các lỗ gia công cần đạt độ chính xác cao.
- Chi tiết có kích thước nhỏ, kết cấu đơn giản.
- Tính công nghệ trong chi tiết ảnh hưởng đến khối lượng, hoạt động chế tạo và ảnh hưởng đến tiêu hao vật liệu. Vì vậy cần chú ý đến kết cấu chi tiết, chi tiết phải có độ cứng vững để khi gia công không bị biến dạng. Các bề mặt làm chuẩn phải có đủ diện tích nhất định, phải cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và cho phép quá trình gá đặt nhanh. Các bề mặt gia công không được lồi lõm, thuận tiện cho việc ăn dao và thoát dao, các lỗ kẹp chặt là các lỗ tiêu chuẩn.
- Tính công nghệ kết cấu:
vYêu cầu của chi tiết :
- Các bề mặt làm việc chính của chi tiết gia công là các lỗ, các rãnh cần được gia công với độ chính xác cao, độ bóng Ra = 2.5µm. Bề mặt gia công là những mặt không quá phức tạp có độ nhẵn bóng tương đối cao. Có thể dùng các máy thông thường để gia công.
- Chi tiết gia công cần đảm bảo các yêu cầu kĩ thuật :
- Độ không song song giữa mặt A và mặt B ≤ 0,025/100
- Độ không song song giữa 2 đường tâm lỗ ≤ 0,06/100
- Độ không vuông góc giữa đường tâm 2 lỗ với mặt A và mặt B ≤ 0,06/100
- Độ không phẳng của 2 mặt A và mặt B ≤ 0,04/100
- Tính công nghệ của chi tiết:
-Cũng như các chi tiết khác chi tiết tấm đỡ khuôn đang tính toán thiết kế tính công nghệ có ý nghĩa quan trọng vì nó ảnh hưởng trực tiếp đến năng suất, độ chính xác gia công. Nên khi thiết kế cần phải chú ý đến kết cấu của nó như độ cứng vững, các bề mặt làm việc nằm trên 2 mặt phẳng song song với nhau.
- Vật liệu chế tạo chi tiết:
-Vật liệu được chế tạo các chi tiết tấm đỡ khuôn được chọn là thép cac bon CT3. Với các ưu điểm sau:
+ Tính dập tốt
+ Dễ gia công cắt gọt
+ Giá thành thấp.
1.2 Phân tích vật liệu chế tạo chi tiết gia công
- Vật liệu chi tiết gia công (CTGC) là gang xám GX15-32
- Thành phần của thép: GX15-32
Đơn vị:%
|
Mác thép |
C |
Mn |
Si |
P |
S |
|
CT3 |
0,12÷0,23 |
0,4÷0,65 |
0,15÷0,3 |
<0,045 |
<0,045 |
1.3 Phân tích hình dạng, kết cấu chi tiết gia công:
- Thân hợp trung gian là chi tiết dạng hộp, cò hình dạng và kết cấu tương đối đơn giản, chi tiết có các mặt phẳng đủ lớn để định vị và kẹp chăt.
- Bề mặt làm việc chính là mặt A, lỗ Ø45, lỗ Ø52-0.12 nên trong quá trình gia công các bề mặt này thì phải cần có độ chính xác cao. Do vậy công việc thiết kế đồ gá để gia công các mặt này cũng gặp không ít khó khăn.
- Còn lại các bề mặt khác không đòi hỏi độ chính xác cao nên việc chọn đường lối gia công cũng như phương pháp gia công các bề mặt này tương đối đơn giản.
1.4 Phân tích độ chính xác gia công
1.4.1 Độ chính xác về kích thước:
a. Các kích thước có dung sai chỉ dẫn:
- Kích thước: 52-0.12 (chiều sâu của lỗ ϕ15±0.07)
+ Sai lệch trên: ES= +0,035
+ Sai lệch dưới: EI= -0,035
+ Dung sai: IT=ES-EI= ±0,07
+ Tra bảng 1.4(trang 4), sách bảng tra dung sai lắp ghép (SBT-DSLG) kích thước Ø52-0.12 có CCX10.
+ Vì là kích thước khoảng cách nên lấy sai lệch cơ bản là JS10.
+ Có thể ghi: = 15JS10
- Kích thước: 42
+ Sai lệch trên: ES= +0,0165
+ Sai lệch dưới: EI= -0,0165
+ Dung sai: IT=ES-EI= ±0,033
+ Tra bảng 1.4(trang 4), sách bảng tra dung sai lắp ghép (SBT-DSLG) kích thước 25 có CCX8.
+ Vì là kích thước khoảng cách nên lấy sai lệch cơ bản là JS18.
+ Có thể ghi: Ø45±0,033 = 45JS8
- Kích thước: 5±0.12
+ Sai lệch trên 5+0,12: ES=0,12
+ Sai lệch dưới: EI=-0,12
+ Dung sai: IT=ES-EI=0,24
+ Tra bảng 1.4(trang 4), sách bảng tra dung sai lắp ghép (SBT-DSLG) kích thước Ø30+0,033 có CCX8.
+ Tra bảng1.14(trang 18, SBT-DSLG) kích thước ϕ30 có sai lệch cơ bản H8.
+ Có thể ghi: 5H8
- Kích thước: 90
+ Sai lệch trên: ES=0,039
+ Sai lệch dưới: EI=0
+ Dung sai: IT=ES-EI=0,039
+ Tra bảng 1.4(trang 4), sách bảng tra dung sai lắp ghép (SBT-DSLG) kích thước Ø36+0,039 có CCX8.
+ Tra bang 1.14(trang 18, SBT-DSLG) kích thước ϕ36 có sai lệch cơ bản H8.
+ Có thể ghi: Ø36H8
- Kích thước: 60
+ Sai lệch trên: ES= +0,06
+ Sai lệch dưới: EI= -0,06
+ Dung sai: IT=ES-EI=0,12
+ Tra bảng 1.4 (trang 4), sách bảng tra dung sai lắp ghép (SBT-DSLG) kích thước 60 có CCX10.
+ Vì là kích thước khoảng cách nên lấy sai lệch cơ bản là JS10.
+ Có thể ghi: 60±0,06 = 60JS10
- Kích thước: 120±0.07
+ Sai lệch trên: ES= +0,07
+ Sai lệch dưới: EI= -0,07
+ Dung sai: IT=ES-EI=0,14
+ Tra bảng 1.4(trang 4), sách bảng tra dung sai lắp ghép (SBT-DSLG) kích thước 120 có CCX10.
+ Vì là kích thước khoảng cách nên lấy sai lệch cơ bản là JS10.
+ Có thể ghi: 120±0,07=120JS10
b. Các kích thước có dung sai không chỉ dẫn:
- Các kích thước giữa 2 mặt gia công lấy CCX12 gồm:
- Kích thước: 20
+ Tra bảng 1.4(tr4, SBT-DSLG) kích thước 100 có dung sai IT=0,21.
+ Vì là kích thước khoảng cách nên lấy sai lệch cơ bản là JS12.
+ Có thể ghi: 20±0,105= 20JS12
- Kích thước: 100
+ Tra bảng 1.4(tr4, SBT-DSLG) kích thước 100 có dung sai IT=0,35.
+ Vì là kích thước khoảng cách nên lấy sai lệch cơ bản là JS12.
+ Có thể ghi: 100±0,175 = 100JS12
- Các kích thước giữa 2 mặt không gia công lấy CCX16 gồm:
- Kích thước: R40
+ Tra bảng 1.4, (tr4, SBT-DSLG) kích thước R40 có dung sai IT=1,9.
+ Vì là kích thước khoảng cách nên lấy sai lệch cơ bản là JS16.
+ Có thể ghi: R40±0,95= R40JS12
- Kích thước: 130
+ Tra bảng 1.4(tr4, SBT-DSLG) kích thước 130 có dung sai IT=2.5.
+ Vì là kích thước khoảng cách nên lấy sai lệch cơ bản là JS16.
+ Có thể ghi: 130±1,25 = 130JS16
- Kích thước: 200
+ Tra bảng 1.4 (tr4, SBT-DSLG) kích thước 200 có dung sai IT=2.9.
+ Vì là kích thước khoảng cách nên lấy sai lệch cơ bản là JS16.
+ Có thể ghi: 200±1,45 = 200JS16
1.4.2 Độ chính xác về hình dáng hình học:
- Độ không trụ, tròn của lỗ Ø30+0,033 ≤ 0,0125/100
- Độ không trụ, tròn của lỗ Ø36+0,039 ≤ 0,015/100
- Độ không phẳng của 2 mặt A và mặt B ≤ 0,04/100
1.4.3 Độ chính xác về vị trí tương quan:
- Độ không song song giữa mặt A và mặt B ≤ 0,025/100
- Độ không song song giữa 2 đường tâm lỗ ≤ 0,06/100
- Độ không vuông góc giữa 2 đường tâm lỗ với mặt A và mặt B ≤ ,06/100
- Độ không đồng tâm giữa các đường kính ≤ 0,08/100
1.4.4 Độ chính xác vể nhám bề mặt:
- Mặt A, lỗ Ø30+0,033, lỗ Ø36 +0,039 , rãnh có độ nhám Ra ≤ 1,25 µm. Tra bảng 2.32 trang 103, sách bảng tra dung sai lắp ghép (SBT-DSLG), ta được cấp độ nhám bề mặt là cấp 7.
- Mặt B có độ nhám bề mặt Ra 2,5µm. Tra bảng 2.32 trang 103, sách bảng tra dung sai lắp ghép (SBT-DSLG), ta được cấp độ nhám bề mặt là cấp 6.
- Các bề mặt còn lại có độ nhám bề mặt Ra 10. Tra bảng 2.32 trang 103 sách bảng tra dung sai lắp ghép (SBT-DSLG) ta được cấp độ nhám bề mặt là cấp 4.
1.5 Xác định sản lượng năm.
1.5.1 Tính trọng lượng chi tiết.
- Ta tiến hành chia chi tiết ra nhiều phần nhỏ để tính toán, sau đó tổng các thể tích đó lại, ta được trọng lượng của chi tiết.
- Gọi là tổng thể tích của các thể tích nhỏ được chia trên chi tiết. Sau đây là thể tích từng phần :
- Tính khối lượng chi tiết gia công Mct:
+ V1= 90x37.52 xπ=397607 (mm3)
+V2= 30x 262 x π = 63711 (mm3)
+ V3= 60x22.52 x π = 95425 (mm3)
+ V4 = 5 x 50 = 250 (mm3)
+ V5 = 4x 18 xπ +4 x 25 =540(mm3)
+ V6 =(75x 14 x 61.8)-(42 x 14 x π )=62575 (mm3)
+ V7 =40 x 35 x 30 = 42000 (mm3)
= V1 - V2 + V3 + V4 + V5 +V6+V7 = (mm3)
+ Thể tích của chi tiết:
V = 397607 – (63711 + 95425+ 250 + 540) = 237680 (mm3)
V= 237680 + 6275 + 42000 = 341756 (mm3) =0.34 (dm3)
- Khối lượng riêng của thép = 7kg/dm3
Mct = V = 0,34 x 7 = 2.1 kg
- Với dạng sản SX hàng loạt vừa.
- Khối lượng CTGC Mct= 2.1kg. Sản lượng năm 500-5000 CTGC/năm.
1.6 Vẽ bản vẽ CTGC.
PHẦN 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ
2.1. Chọn phôi:
- Trong gia công cơ khí các dạng phôi có thể là: phôi đúc, rèn, dập, cán.
- Xác định loại và phương pháp chế tạo phôi phải nhằm mục đích bảo đảm hiệu quả kinh tế – kỹ thuật chung của quy trình chế tạo chi tiết, đồng thời tổng phí tổn chế tạo chi tiết kể từ công đoạn chế tạo phôi cho tới công đoạn gia công chi tiết phải thấp nhất.
- Khi xác định loại phôi và phương pháp chế tạo phôi cho chi tiết ta cần phải quan tâm đến đặc điểm về kết cấu và yêu cầu chịu tải khi làm việc của chi tiết (hình dạng, kích thước, vật liệu, chức năng, điều kiện làm việc…)
- Sản lượng hàng năm của chi tiết.
- Điều kiện sản xuất thực tế xét về mặt kỹ thuật và tổ chức sản xuất (khả năng về trang thiết bị, trình độ kỹ thuật chế tạo phôi…)
- Mặc khác khi xác định phương án tạo phôi cho chi tiết ta cần quan tâm đến đặc tính của các loại phôi và lượng dư gia công ứng với từng loại phôi. Sau đây là một vài nét về đặc tính quan trọng của các loại phôi thường được sử dụng:
2.1.1 Phôi rèn dập:
- Phôi tự do và phôi rèn khuôn chính xác thường được áp dụng trong ngành chế tạo máy. Phôi rèn tự do có hệ số dung sai lớn, cho độ bền cơ tính cao, phôi có tính dẻo và đàn hồi tốt. Ở phương pháp rèn tự do, thiết bị, dụng cụ chế tạo phôi là vạn năng, kết cấu đơn giản, nhưng phương pháp này chỉ tạo được các chi tiết có hình dạng đơn giản,năng suất thấp. Rèn khuôn có độ chính xác cao hơn,năng suất cao nhưng phụ thuộc vào độ chính xác của khuôn .Mặt khác khi rèn khuôn phải có khuôn chuyên dùng cho từng loại chi tiết do đó phí tổn tạo khuôn và chế tạo phôi cao. Phương pháp này khó đạt được các kích thước với cấp chính xác 7 - 8 ở những chi tiết có hình dạng phức tạp.
2.1.2 Phôi cán:
- Có prôfin đơn giản, thông thường là tròn, vuông, lục giác, lăng trụ và các thanh hình khác nhau, dùng để chế tạo các trục trơn, trục bậc có đường kính ít thay đổi, hình ống, ống vạt, tay gạt, trục then, mặt bít. Phôi cán định hình phổ biến thường là các loại thép góc, thép hình I, U, V… được dùng nhiều trong các kết cấu lắp. Phôi cán định hình cho từng lĩnh vực riêng, được dùng để chế tạo các loại toa tàu, các máy kéo, máy nâng chuyển… Phôi cán ống dùng chế tạo các chi tiết ống, bạc ống, then hoa, tang trống, các trụ rỗng… Cơ tính của phôi cán thường cao, sai số kích thước của phôi cán thường thấp, độ chính xác phôi cán có thể đạt từ 9®12. Phôi cán được dùng hợp lý trong trường hợp sau khi cán không cần phải gia công cơ tiếp theo, điều đó đặc biệt quan trọng khi chế tạo các chi tiết bằng thép và hợp kim khó gia công, đắt tiền.
=> Chi tiết giá đẫn hướng có hình dạng khá phức tạp và có một số mặt có độ chính xác kích thước khá cao (cấp 7-8), nên ta không dùng phương pháp cán để tạo phôi.
- Ngoài ra trong thực tế sản xuất người ta còn dùng phôi hàn nhưng ở quy mô sản xuất nhỏ đơn chiếc.
2.1.3 Phôi đúc:
- Khả năng tạo hình và độ chính xác của phương pháp đúc phụ thuộc vào cách chế tạo khuôn,có thể đúc được chi tiết có hình dạng từ đơn giản đến phức tạp (chi tiết của ta có hình dạng khá phức tạp) . Phương pháp đúc với cách làm khuôn theo mẫu gỗ hoặc dưỡng đơn giản cho độ chính xác của phôi đúc thấp. Phương pháp đúc áp lực trong khuôn kim loại cho độ chính xác vật đúc cao. Phương pháp đúc trong khuôn cát, làm khuôn thủ công có phạm vi ứng dụng rộng, không bị hạn chế bởi kích thước và khối lượng vật đúc, phí tổn chế tạo phôi thấp, tuy nhiên năng suất không cao. Phương pháp đúc áp lực trong khuôn kim loại có phạm vi ứng dụng hẹp hơn do bị hạn chế về kích thước và khối lượng vật đúc, phí tổn chế tạo khuôn cao và giá thành chế tạo phôi cao,tuy nhiên phương pháp này lại có năng suất cao thích hợp cho sản suất hàng loạt vừa.
vKết luận:
-Dựa vào đặc điểm của các phương pháp tạo phôi ở trên, ta chọn phương pháp đúc vì:
+ Giá thành chế tạo vật đúc rẻ
+ Thiết bị đầu tư ở phương pháp này tương đối đơn giản,cho nên đầu tư thấp
+ Phù hợp với sản xuất hàng loạt vừa
+ Độ nhám bề mặt, độ chính xác sau khi đúc có thể chấp nhận để có thể tiếp tục gia công tiếp theo.
2.2. Phương pháp chế tạo phôi:
- Trong đúc phôi có những phương pháp như sau:
2.2.1 Đúc trong khuôn cát mẫu gỗ:
- Chất lượng bề mặt vật đúc không cao, giá thành thấp, trang thiết bị đơn giản, thích hợp cho dạng sản xuất đơn chiếc và loạt nhỏ.
- Loại phôi này có cấp chính xác: IT16÷IT17
- Độ nhám bề mặt: Rz=160µm
2.2.2 Đúc trong khuôn cát mẫu kim loại:
- Nếu công việc thực hiện bằng máy thì có cấp chính xác khá cao, giá thành cao hơn so với đúc trong khuôn mẫu bằng gỗ. Loại này phù hợp với dạng sản xuất hàng loạt vừa và lớn
- Loại phôi này có cấp chính xác: IT15÷IT16
- Độ nhám bề mặt: Rz=80µm
2.2.3 Đúc trong khuôn kim loại:
- Độ chính xác cao nhưng giá thành thiết bị dầu tư lớn, phôi có hình dáng gần giống với chi tiết. Giá thành sản phẩm cao. Loại này phù hợp với dạng sản xuất hàng loạt lớn và hàng khối
- Loại phôi này có cấp chính xác: IT14÷IT15
- Độ nhám bề mặt: Rz=40µm
2.2.4 Đúc ly tâm:
- Loại này chỉ phù hợp với chi tiết dạng tròn xoay, đặc biệt là hình ống, hình xuyến
2.2.5 Đúc áp lực:
- Dùng áp lực để điền đầy kim loại trong lòng khuôn. Phương pháp này chỉ thích hợp với chi tiết có độ phức tạp cao, yêu cầu kỹ thuật cao. Trang thiết bị đắt tiền nên giá thành sản phẩm cao
2.2.6 Đúc trong vỏ mỏng:
- Loại này tạo phôi chính xác cho chi tiết phức tạp được dùng trong sản xuất hàng loạt lớn và hàng khối
vKết luận:
- Với những yêu cầu của chi tiết đã cho, tính kinh tế cũng như dạng sản xuất đã chọn ta sẽ chọn phương pháp chế tạo phôi là: “Đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy”
+ Phôi đúc đạt cấp chính xác là: II
+ Cấp chính xác kích thước: IT15÷IT16
+ Độ nhám bề mặt: Rz=80µm
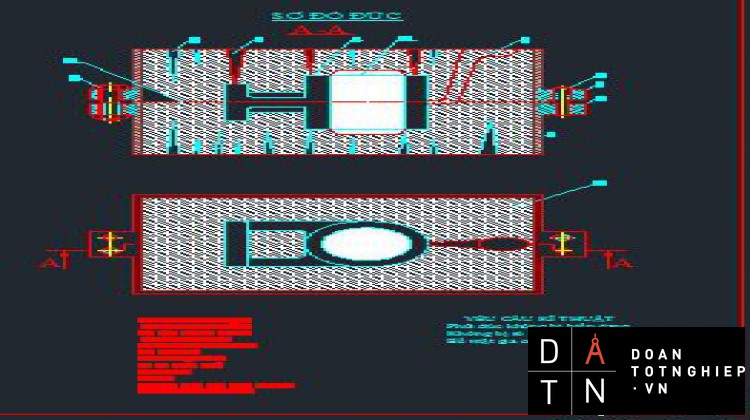
2.3 Vẽ sơ đồ đúc:
2.3.1 Xác định mặt phân khuôn:
- Mặt phân khuôn được chọn là ở giữa chi tiết
2.3.2 Xác định vị trí khi đúc:
- Khi ta chọn ở giữa là mặt phân khuôn thì mặt phẳng G nằm ở hòm khuôn trên.
2.3.3 Sơ đồ đúc:
2.4 Xác định lượng dư:
2.4.1 Xác định lượng dư:
- Với dạng sản xuất hàng loạt vừa, phôi đúc có cấp chính xác là II, tra bảng 1.34/37(tài liệu sổ tay gia công cơ của PGS.TS Trần Văn Địch), xác định lượng dư gia công tổng cộng của như sau:
................................
Kmp= 0,6
Theo bảng 15-1 (chế độ cắt) ta có:
Kσp= 0,98
Kp= Kmp× Kσp= 0,6×0,94=0,564
=> M 3,3 Kgm
Vậy Q = = 2,2 KN
Để đảm bảo an toàn ta nhân them hệ số an toàn k
Trong đó : k = k.k.k.k.k.k
k= 1,4 (hệ số đảm bảo)
k=1 (bề mặt đã qua gia công)
k=1,1 1,3 (khi khoan, khoét)
k= 1,2 (bề mặt gia công không liên tục)
k= 1,2 (cơ cấu kẹp bằng sức người)
k= 1,5 (khi định vị bình thường, không sử dụng lỗ định vị)
k= 3,9
vậy lực kẹp cần để gia công:
=kQ
3,92,2=8,58 KN
Vì gia công 2 mặt nên lực kẹp phải gấp đôi
8,58 x 2 =17,16 KN
Vậy lực kẹp cần thiết để kẹp chặt chi tiết là 17,16 KN
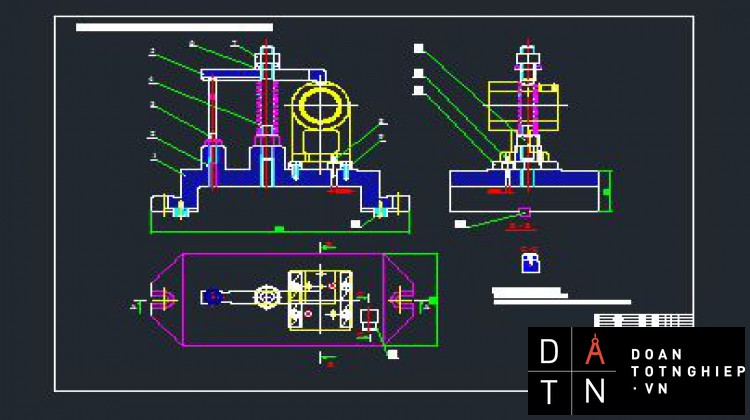
8/ Hứơng dẫn sử dụng và bảo quản đồ gá
+ Chi tiết được định vị trên 2 phím tỳ rảnh xuyên , 1chốt trụ ngắn và 1 chốt trám. Được kẹp chặt bằng cơ cấu kẹp liên động với mỏ kẹp và đai ốc giúp cho việc kẹp chặt và tháo chi tiết một cách nhanh chóng.
+ Bảo quản đồ gá: sau khi làm việc xong phải vệ sinh đồ gá sạch sẽ, bôi trơn các phần có ren tháo lắp thường xuyên. Trước khi đem vào kho bảo quản phải được bôi dầu chống sét hoặc sơn chống sét.
9/ Ý nghĩa của việc sử dụng đồ gá:
Với việc sử dụng đồ gá chuyên sẽ nâng cao năng suất lao động, độ chính xác gia công vì vị trí của chi tiết so với đồ gá đã được định sẵn công nhân không phải mất nhiều thời rà gá, định vị.
Độ chính xác gia công luôn được đảm bảo nhờ phương định vị chọn chuẩn đặt cử so dao đã được xác định sẵn trên đồ gá. Do đó không cần công nhân có tay nghề cao.
Mở rộng khả năng công nghệ nhờ đồ gá mà máy có thể đảm nhận được nhiều chức năng hơn và gia công được các hi tiết khó mà nếu không có đồ gá sẽ không gia công được.
Giảm nhẹ sức lao động và cải thiện điều kiện làm việc cho công nhân. Tóm lại sử dụng đồ gá đúng lúc đúng chỗ sẽ tạo được hiệu quả kinh tế cao.
MỤC LỤC
Trang
Lời nói đầu 1
PHẦN 1: Phân tích chi tiết gia công 2
PHẦN 2: Chọn phôi, phương pháp chế tạo phôi và xác định lượng 8
PHẦN 3: Thiết kế quy trình công nghệ gia công chi 13
PHẦN 4: Biện luận quy trình công nghệ 17
PHẦN 5: Thiết kế đồ gá 55










