THIẾT KẾ CHẾ TẠO MÔ HÌNH KHUÔN ÉP NHỰA ĐH spk

NỘI DUNG ĐỒ ÁN
Thiết kế khuôn ép nhựa, quy trình sản xuất, bản vẽ nguyên lý, thiết kế, các chi tiết trong khuôn, kết cấu, động học máy ép nhựa, ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ KHUÔN ÉP NHỰA, THIẾT KẾ CHẾ TẠO MÔ HÌNH KHUÔN ÉP NHỰA
KHOA CƠ KHÍ MÁY – BỘ MÔN CÔNG NGHỆ TỰ ĐỘNG
NHIỆM VỤ ĐỒ ÁN TỐT NGHIỆP
Họ và tên: MSSV:
MSSV:
Ngành: Công Nghệ Tự Động Niên khóa:2008-2012
Tên đồ án : THIẾT KẾ- CHẾ TẠO MÔ HÌNH KHUÔN ÉP NHỰA
- Số liệu cho trước :
- Phần mềm Pro/Engineer2001.
- Tài liệu về khuôn mẫu, máy ép phun và công nghệ chế tạo khuôn.
-
Các loại máy móc công cụ (máy vạn năng, máy CNC…)
- Nội dung tính toán :
- Giới thiệu công nghệ ép phun.
- Tìm hiểu về máy ép pun và các thông số gia công.
- Tìm hiểu quy trình thiết kế khuôn ép phun.
- Tìm hiểu các lỗi thường gặp trên khuôn, chỉ ra nguyên nhân và hướng khắc phục.
- Sử dụng phần mềm Pro/E2001 để thiết kế sản phẩm và thiết kế khuôn.
-
Chế tạo mô hình khuôn ép phun cho sản phẩm thiết kế
- Các bản vẽ :
- Các bản vẽ chi tiết dùng đểgia công các thành phần trong khuôn.
- Ngày giao nhiệm vụ : 18/05/2012
- Ngày hoàn thành nhiệm vụ : 16/07/2012
- Giáo viên hướng dẫn : Ths. Phạm Sơn Minh
|
CHƯƠNG IV.
- Vấn đề thiết kế hình học cho sản phẩm nhựa.
- Bề dày.
-
Hiệu quả thiết kế .
- Rút ngắn thời gian chu kỳ ép phun và chế tạo khuôn.
- Giảm giá thành sản phẩm và khuôn.
- Tiết kiệm vật liệu nhựa mà vẫn mang lại hiệu quả sử dụng cho sản phẩm.
- Tránh được một số hỏng hóc trên sản phẩm như : cong vênh, vết lõm, lỗ rỗng và đường hàn…
- Một số điều cần chú ý:
Tùy thuộc vào từng loại sản phẩm mà bề dày sẽ khác nhau, thường từ 0.5mm đến 4mm. tuy nhiên trong một số trường hợp đặc biệt sản phẩm cần đạt được các tính chất như cách điện, chịu nhiệt… thì độ dày có thể dày hơn. Thực tế cho thấy bề mặt dày của sản phẩm được làm càng mỏng khi có thể và càng đồng đều càng tốt. Bằng cách này, sự điền đầy lòng khuôn và sự co rút của nhựa lỏng sẽ đạt được tốt nhất. Ứng suất trong cũng giảm đi đáng kể.
Một khi nhận thấy sản phẩm không đủ bền ta có thể:
- Tăng bề dày (nếu sự thật nó không quá dày).
- Dùng vật liệu khác có tính bền cao hơn.
- Tạo các gân tăng cứng hoặc các góc lượn để tăng bền.
Việc đảm bảo sản phẩm có bề dày đồng đều là rất quan trọng vì thời gian đông cứng của nhựa lỏng là khác nhau ở những phần có bề dày khác nhau. Khi không thể đảm bảo những điều này thì hỏng hóc trên bề mặt rất có khả năng xảy ra. Tuy nhiên, ta có thể hạn chế các hỏng hóc bằng cách thiết kế các đoạn chuyển tiếp
Hình 4.4: Sự ưu tiên dòng chảy khi bề dày khác nhau gây đường hàn và lỗ khí.
Hình 4.5: Cong vênh.
- Góc bo.
Hình4.6: Góc bo.
-
Hiệu quả thiết kế :
- Sản phẩm được làm nguội không đều.
- Giảm khả năng sản phẩm bị cong vênh.
- Giảm sự cản dòng.
- Nhựa lỏng dễ điền đầy vào lòng khuôn.
- Giảm sự tập trung ứng suất.
- Một số điều cần lưu ý :
Bán kính bo (bán kính trong) nên nằm trong phạm vi từ 25-60% bề dày sản phẩm nhưng tốt nhất nên là 50%. Bán kính ngoài nên bằng bán kính trong cộng thêm bề dày sản phẩm.
Hình 4.7: Kích thước thiết kế góc bo.
Một khi điều này không thỏa mãn thì sản phẩm dễ bị cong vênh bởi sự nguội giữa phần nhựa bên trong và bề mặt ngoài sản phẩm khiến sự co rút không đều. Thêm vào đo, ứng suất tập trung cũng tăng lên.
Hình 4.8: Đường cong thể hiện quan hệ giữa tỉ số R/T và ứng suất tập trung.
Các khuyết tật thường gặp phải:
Hình 4.9:a) Vết nứt; b) Vết khía hình V; c) Nếp gấp bề mặt.
- Gân.
-
Hiệu quả thiết kế :
- Tăng bền.
- Tăng khả năng chống uốn.
Bề dày sản phẩm không nên vượt quá ½ bề dày đặt gân nhưng ở những chỗ vật liệu ít co rút và không ảnh hưởng đến tính thẩm mỹ của sản phẩm thì có thể để dày hơn một chút. Tuy nhiên ta nên cân nhắc khi thiết kế vì điều này dễ đưa đến những vết lõm trên bề mặt đối diện đặt gân. Thêm vào đó, bề dày gân cũng có tác động đến sự ưu tiên dòng chảy trong quá trình ép phun – nguyên nhân đưa đến các khuyết tật đường hàn lỗ khí.
Hình 4.11: Thông số hình học của gân.
Chiều cao gân không nên vượt quá 3 lần bề dày. Độ nghiêng mỗi bên nên từ 1-1,50 và nhỏ nhất là 0,50. bán kính chuyển tiếp tại nơi đặt gân nên bằng 25-50% bề dày. Bán kính này sẽ loại trừ khả năng tập trung ứng suất và cải thiện dòng chảy cũng như sự làm nguội quanh gân. Khi bán kính lớn hơn sẽ làm tăng nguy cơ tạo ra vết lõm trên bề mặt đối diện với bề mặt đặt gân.
Các gân nên được thiết kế song song và khoảng cách giữa các gân nên ít nhất là bằng hai lần bề dày. Điều này giúp làm giảm bớt hệ thống làm nguội và các rãnh thoát khí trong khuôn.
Các gân nên đặt dọc theo một hướng để đạt độ cứng vững tốt. Ta có thể đặt ngang nhưng điều này không mang lại hiệu quả bằng cao bằng đặt dọc.
Hình 4.12: Các kiểu đặt gân.
Bên cạnh việc thiết kế gân tăng bền ta có thể thiết kế các nếp gấp để thay thế. Các nếp gấp này cũng mang lại hiệu quả không kém gì các gân và ta cũng không phải tốn kém nhiều vật liệu và thời gian làm nguội.
Hình 4.13: Các kiểu nếp gấp.
Khi thiết kế các gân chéo nhau thì chỗ chuyển tiếp nên là một điểm vì có như vậy mới đảm bảo được độ cứng và khả năng chống lại ứng suất cho sản phẩm.
- Gân tăng cứng :
Dùng để tăng cứng các góc, mặt bên và các vấu lồi của sản phẩm.
Hình 4.15: Các thông số để thiết kế gân tăng cứng.
- Vấu lồi.
Các vấu lồi thường được dùng để bắt vít hay các chốt để lắp ráp các chi tiết lại với nhau.
Bề dày của vấu nên nhỏ hơn 75% bề dày đặt vấu, lưu ý khi mà bề dày vấu vượt quá 50% thì dễ đưa đến các vết lõm trên bề mặt vì ứng suất tập trung tăng.
Hình 4.17: Các thông số thiết kế vấu lồi.
Bán kính ngoài chuyển tiếp nên bằng 25% bề dày đặt vấu hay ít nhất cũng là 0,4mm để giảm tập trung ứng suất. Một khi ta tăng chiều sâu vấu nên làm bán kính chuyển tiếp để giảm bớt chuyển động hỗn loạn của vật liệu trong quá trình ép phun và giữ ứng suất ở mức nhỏ nhất. Tuy nhiên điều này dễ đưa đến một hệ quả là bề mặt đối diện dễ bị khuyết tật.
Các góc côn ngoài ở mặt bên nên nhỏ nhất là 0,50 và góc côn trong nhỏ nhất nên là 0,250 để đảm bảo sự thoát khuôn.
Hình 4.18: Vết lõm ở mặt đối diện.
Để bền hơn các vấu lồi đặt cách xa thành sản phẩm nên thiết kế thêm các gân tăng cứng. Các vấu này nên đặt cách thành ít nhất là 3mm để tiết kiệm vật liệu và giảm thời gian chu kỳ. Khoảng cách giữa hai gân nên bằng ít nhất hai lần bề dày thành sản phẩm vì nếu đặt gần quá sẽ khó nguội.
Hình 4.19: Thiết kế vấu kết hợp với gân tăng cứng.
Hình 4.20: Các thông số thiết kế gân tăng cứng.
- Lỗ trên sản phẩm.
- Lỗ không thông :
Chiều sâu của lỗ không vượt quá 3 lần đường kính lỗ. Đối với các lỗ có đường kính nhỏ hơn 5mm(xấp xỉ 3/16 inch) thì tỉ lệ này là 2. Bề dày của phần vật liệu dưới cùng nên lớn hơn 20% đường kính lỗ để loại trừ khuyết tật cho mặt đối diện.
Một thiết kế tốt là bề dày của thành lỗ luôn đồng đều và không có các góc sắc cạnh nơi mà có sự tập trung của ứng suất.
Hình 4.21: Các thông số thiết kế lỗ không thông.
- Lỗ thông suốt :
Khoảng cách giữa 2 lỗ hoặc giữa các lỗ với mép ngoài cảu sản phẩm nên bằng hai lần bề dày hoặc bẵng hai lần kích thích lớn nhất được đo theo chu vi của lỗ.
Kích thước thiết kế được chỉ ở hình 4.22.
Hình 4.22: Các phương án thiết kế lỗ thông suốt.
Nên thiết kế để hướng của dòng chảy dọc xuống theo lỗ để tránh đường hàn.
Nếu đường hàn ở mức không chấp nhận được thì ta không nên thiết kế lỗ mà sẽ khoan lỗ cho sản phẩm sau khi ép phun. Bên trong thành lỗ nên nhẵn bóng để tăng khả năng điền đầy.
Hình 4.23: Các kiểu bề mặt lỗ.
- Góc vát thoát khuôn ( góc thoát khuôn).
Đối với các sản phẩm có gân, vấu lồi, rãnh sâu…hay có bề mặt vát thì ta nên thiết kế góc vát theo hướng mở của khuôn để chắc rằng sản phẩm sẽ thoát khỏi một cách dễ dàng.
Ta có thể dựa vào đồ thị sau để thiết kế góc thoát khuôn thích hợp :
Hình 4.24: Góc vát và chiều cao vát.
Giá trị góc thoát khuôn phụ thuộc vào tính co rút của nhựa và chiều cao vát. Thông thường giá trị này nằm trong khoảng 0,25-30 cho mỗi mặt bên. Tuy nhiên đối với sản phẩm có chiều cao cần vát từ 5mm trở xuống thì ta có thể không cần tạo góc thoát khuôn vì ma sát giữa mặt sản phẩm và thành khuôn là không lớn do việc xử lý bề mặt trong quá trình làm nguội nên sản phẩm sẽ được đẩy ra khỏi lòng khuôn dễ dàng.
Khi thiết kế góc thoát khuôn hay thiết kế không đúng thì ma sát giữa bề mặt sản phẩm và mặt khuôn sẽ rất lớn. Khi đó sản phẩm sẽ bị kẹt lại trong khuôn hoặc nếu được đẩy ra ngoài đi chăng nữa thì bề mặt sản phẩm cũng sẽ bị lỗi bởi lực chốt đẩy quá lớn làm thụn bề mặt.
- Sản phẩm bị kẹt lại trong khuôn.
- Sản phẩm thoát khuôn dễ dàng.
-
Thiết kế khuôn ép phun.
- Các vấn đề cần quan tâm khi thiết kế :
Một thiết kế mới được bắt dầu khi nhà thiết kế nhận được một bản vẽ hay mẫu sản phẩm. Các thông tin cơ bản lúc này sẽ là : máy gia công khuôn thuộc loại nào?, có bao nhiêu lòng khuôn trong một khuôn?, loại nhựa dùng cho sản phẩm?, nhận thấy rằng những thông tin này thật sự quan trọng nhưng ta cũng cần lưu ý những vấn đề sau:
- Các tính chất của nhựa dùng làm sản phẩm.
- Số lượng sản phẩm cần sản xuất là bao nhiêu để ta có thể tính toán sơ bộ tuổi bền của khuôn.
- Chu kỳ ép phun mất bao nhiêu thời gian?
- Nơi sản phẩm được sử dụng và dụng vào việc gì?
- Dung sai lắp ghép giữa các sản phẩm(nếu có).
- Độ co rút của nhựa.
- Góc thoát khuôn bao nhiêu thì phù hợp?
- Loại hệ thống kênh dẫn nào là phù hợp? Kênh dẫn nguội, kênh dẫn nóng hay cả hai loại?
- Vị trí miệng phun, dòng chảy, đường hàn, nơi lói sản phẩm
- Kích thước và kiểu miệng phun ?
- Trên khuôn có khắc hoa văn hay ký tự không ?
- Các chi tiết thay thế cho khuôn khi cần thiết.
- Các thông số của máy ép phun : kích cỡ, kích thước đầu phun, công suất làm dẻo?
- Tính tự động hóa của máy.
- Thời gian hoàn tất
- Giá thành.
Ngoài các vấn đề trên nhà thiết kế cũng cần phải tiếp nhận thêm một số thông tin từ phía khách hàng để có một thiết kế thỏa mãn nhu cầu khách hàng.
- Chọn loại khuôn cho thiết kế :
- Khuôn hai tấm :
- Khuôn hai tấm có kênh dẫn nguội :
Khuôn hai tấm là loại khuôn phổ biến nhất. So với khuôn ba tấm thì khuôn hai tấm đơn giản hơn, rẻ hơn và chu kỳ ép phun ngắn hơn.
Đối với khuôn hai tấm có một lòng khuôn thì không cần đến kênh dẫn nhựa vì nhựa sẽ điền đầy trục tiếp vào khuôn thông qua bạc cuống phun.
Đối với khuôn hai tấm có nhiều lòng khuôn thì ta nên quan tâm nhiều đến việc thiết kế kênh dẫn và miệng phun sao cho nhựa có thể điền đầy vào các lòng khuôn cùng lúc (vấn đề cân bằng dòng chảy của nhựa). Trước khi bắt đầu thiết kế khuôn loại này ta nên dùng một mẫu để phân tích thử trên phần mềm để tìm ra vị trí đặt miệng phun thích hợp nhất. Khi xét thấy vị trí các miệng phun có thể đặt thẳng hàng với các lòng khuôn thì việc dùng khuôn hai tấm là thích hợp.
Hình 4.27: Khuôn hai tấm có kênh dẫn nguội.
Vì vấn đề cân bằng dòng và đòi hỏi các miệng phun phải được bố trí thẳng hàng với các lòng khuôn mà việc thiết kế khuôn hai tấm có nhiều lòng khuôn gặp nhiều hạn chế đối với một số loại nhựa nhất định. Do đó để khắc phục nhược điểm này người ta dùng đến khuôn ba tấm hoặc khuôn hai tấm có kênh dẫn nóng.
Hình 4.28: Kết cấu khuôn hai tấm.
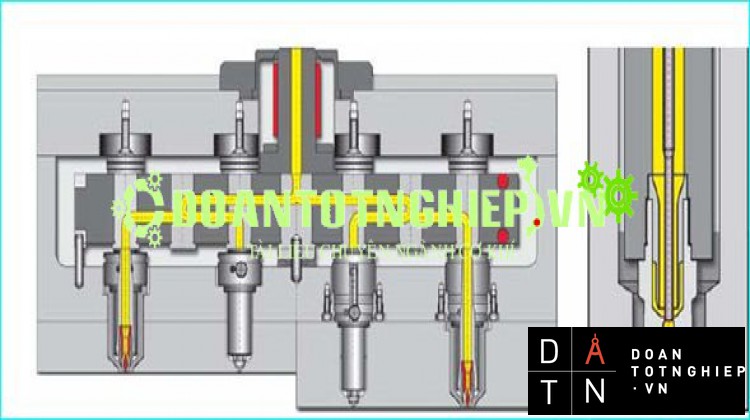
- Khuôn hai tấm có kênh dẫn nóng :
Khuôn hai tấm dùng kênh dẫn nóng luôn giữ cho nhựa chảy trong bạc cuống phun, kênh dẫn và miệng phun nhựa chỉ đông đặc khi nó chảy vào lòng khuôn. Khi khuôn mở ra thì chỉ có sản phẩm (đôi khi có kênh dẫn nguội) được lấy ra ngoài. Khi khuôn đóng lại thì nhựa trong các kênh dẫn vẫn nóng và tiếp tục điền đầy vào lòng khuôn một cách trực tiếp. Kênh dẫn trong khuôn có thể bao gồm cả kênh dẫn nguội và kênh dẫn nóng.
Hình 4.29: Khuôn hai tấm có kênh dẫn nóng.
Đối với loại khuôn này, các miệng phun phải được ở vị trí trung tâm của các lòng khuôn. Điều này có nghĩa là các kênh dẫn phải được đặt xa mặt phân khuôn. Nhưng điều này không gây bất kỳ trở ngại nào cho việc thiết kế. Lọai khuôn này cũng phù hợp với khuôn có nhiều lòng khuôn với kích thước nhỏ hay những khuôn mà hệ thống kênh dẫn phức tạp và phí nhiều vật liệu.
- Ưu điểm :
- Tiết kiệm vật liệu.
- Không có vết của miệng phun trên sản phẩm.
- Giảm thời gian chu kỳ.
- Điều khiển được sự điền đầy và dòng chảy của nhựa.
- Nhược điểm :
- Giá thành cao hơn khuôn hai tấm có kênh dẫn nguội.
- Khó đổi màu vật liệu
- Hệ thống điều khiển nhiệt độ dễ bị hỏng.
- Không thích hợp với những vật liệu chịu nhiệt kém.
- Khuôn ba tấm :
So với khuôn hai tấm thì hệ thống kênh dẫn của khuôn ba tấm được đặt trên tấm thứ hai song song với mặt phân khuôn chính. Chính nhờ tấm thứ hai này mà kênh dẫn và cuống phun có thể rời ra khỏi sản phẩm khi khuôn tự mở (tự cắt đuôi keo).
Hình 4.31: Trình tự mở các tấm khuôn trong khuôn ba tấm.
- Ưu điểm :
- Giá thành thấp hơn so với khuôn hai tấm có kênh dẫn nóng.
- Ít bị hỏng hóc hơn khuôn có kênh dẫn nóng.
- Có thể phù hợp với những vật liệu chịu nhiệt kém.
- Nhược điểm :
- Chu kỳ ép phun tăng do hành trình của dòng nhựa để đến được lòng khuôn dài.
- Lãng phí nhiều vật liệu.
- Cần áp suất phun lớn để điền đầy.
- Tính giá thành khuôn :
Sau khi chọn được loại khuôn cho thiết kế, điều quan trọng là người thiết kế phải đưa ra một giá khuôn phù hợp cho khách hàng. Thông thường giá khuôn được được tính bởi người thiết kế hay người chuyên báo giá của bộ phận kinh doanh. Khi báo giá thường dựa vào kinh nghiệm và giá của loại khuôn đã được thiết kế trước đó. Ngoài ra, người báo giá cũng có thể dựa vào tính phức tạp hay tính mới lạ của sản phẩm để báo giá. Mục đích cuối cùng của việc báo giá là đưa ra một giá hợp lývà có tính cạnh tranh trên thị trường. Do đó người báo giá và người thiết kế cần phải hiểu rõ loại khuôn sẽ được làm và họ thực sự phải ăn khớp với nhau để tránh trường hợp báo giá quá cao hay quá thấp. Tuy nhiên, có một số khách hàng đã tính sơ bộ giá khuôn trước khi đặt hàng vì thế giá khuôn cũng có cũng có thể được định hình ngay thời điểm đặt hàng.
-
Thiết kế lòng khuôn:
- Số lòng khuôn :
Ta có thể cân nhắc để chọn số lòng khuôn phù hợp với các thông tin sau :
- Kích cỡ của máy ép phun (năng suất phun lớn nhất và lực kẹp lớn nhất)
- Thời gian giao hàng.
- Yêu cầu về chất lượng sản phẩm.
- Kết cấu và kích thước khuôn.
- Giá thành khuôn.
Số lòng khuôn được thiết kế theo dãy số :2, 4, 6, 8, 12, 16, 24, 32, 48, 64, 96, 128 vì lòng khuôn sẽ dễ dàng được sắp xếp theo hình chữ nhật hoặc hình tròn.
Thông thường ta có thể tính số lòng khuôn cần thiết trên khuôn dựa vào: số lượng sản phẩm, năng suất phun và năng suất làm dẻo của máy phun, lực kẹp khuôn của máy.
- Số lòng khuôn tính theo số lượng sản phẩm trong đơn đặt hàng :
n = L x K x tc / ( 24 x 3600 x tm)
Trong đó :
n : số lòng khuôn tối thiểu trên khuôn.
L : số sản phẩm trong một lô sản xuất.
K : hệ số do phế phẩm, K=1/(1-k). với k là tỉ lệ phế phẩm.
tc : thời gian của một chu kỳ ép phun (s).
tm : thời gian hoàn tất lô sản phẩm (ngày).
- Số lòng khuôn tính theo năng suất phun của ép phun :
n = 0,8xS/W
Trong đó :
n : số lòng khuôn tối thiểu trên khuôn.
S : năng suất phun của máy (gam/một lần phun).
W : trọng lượng của sản phẩm (g).
- Số lòng khuôn tính theo năng suất làm dẻo của máy :
n = P/(X x W).
Trong đó :
n : số lòng khuôn tối thiểu trên khuôn.
P : năng suất làm dẻo của máy (g/phút).
X : tần số phun (ước lượng) trong 1 phút (1/phút).
W : trọng lượng của sản phẩm (g).
- Số lòng khuôn tính theo lực kẹp khuôn của máy :
Trong đó :
n : số lòng khuôn tối thiểu trên khuôn.
FP : lực kẹp khuôn tối đa của máy (N).
S : diện tích bề mặt trung bình của sản phẩm kể cả các rãnh dòng theo hướng đóng khuôn. (mm2)
P : áp suất trong khuôn (Mpa).
- Cách bố trí lòng khuôn.
Trên thự tế, người ta thường bố trí lòng khuôn theo kinh nghiệm mà không có bất kỳ sự tính toán hay mô phỏng nào. Nhưng nếu làm như vậy đôi khi ta gặp một số lỗi trên sản phẩm, đặc biệt đối với những khuôn có những lòng khuôn khác nhau trêm cùng một khuôn và khi ấy ta phải sửa lại khuôn (điều này rất tốn công và tốn kém thời gian và tiền bạc). Do đó để tránh việc này xảy ra ta nên mô phỏng quá trình điền đầy của từng lòng khuôn mà không có hệ thống kênh dẫn để biết chúng được điền đầy như thế nào. Khi ấy ta sẽ thiết kế hệ thống kênh dẫn để tạo sự cân bằng dòng cho từng lòng khuôn.
- Khi bố trí số lòng khuôn, ta nên bố trí các lòng khuôn theo sơ đồ sau :
Hình 4.33: Các kiểu bố trí lòng khuôn dạng hình chữ nhật.
Hình 4.34: Các kiểu bố trí lòng khuôn dạng tròn và thẳng.
- Thiết kế hệ thống dẫn nhựa.
Hệ thống nhựa trong khuôn làm nhiệm vụ đưa nhựa từ vòi phun của máy ép phun vào các lòng khuôn. Hệ thống này gồm : cuống phun, kênh dẫn và miệng phun. Thông thường trong thiết kế người ta thiết kế kênh dẫn và miệng phun trước rồi mới đến cuống phun vì kích thước của cuống phun phụ thuộc vào kích thước kênh dẫn và miệng phun.
Hình 4.35: Hệ thống dẫn nhựa.
- Cuốn phun (Sprue).
Cuống phun nối trực tiếp với vòi phun của máy ép phun để đưa nhựa vào kênh dẫn qua miệng phun vào các lòng khuôn.
Hình 4.36: Vị trí cuốn phun.
Đầu cuống phun nên càng nhỏ càng tốt nhưng vẫn phải đảm bảo sự điền đầy đồng đều giữa các lòng khuôn với nhau. Góc côn của cuống phun cần phải đủ lớn để dễ thoát khuôn nhưng đường kính cuống phun thì đừng quá lớn vì sẽ làm tăng thời gian làm nguội và tốn vật liệu.
Hình 4.37: Kích thước cuốn phun cho thiết kế.
Trên thực tế người ta ít gia công cuống phun liền trên khuôn (trừ những khuôn đơn giản) mà người ta dùng bạc cuống phun để tiện gia công và thay thế.
Hiện tại, trên thị trường có 3 loại bạc cuống phun phổ biến có các đường kính ngoài 12mm, 14mm, 20mm. tùy thuộc vào khối lượng từng sản phẩm, kích thươc kênh dẫn và đường kính của vòi phun trên máy phun mà ta dùng loại bạc cuống phun nào cho phù hợp.
Hình 4.38: Một số loại bạc cuốn phun.
Hình 4.39: Một số loại vòng định vị.
Hình 4.40: Bạc cuốn phun trên khuôn.
Trên khuôn, cuống phun sẽ được đẩy rời khỏi khuôn cùng lúc với sản phẩm. Do đó cần có một bộ phận kéo cuống phun ở lại trên tấm di động (tấm khuôn đực) khi mở khuôn để cuống phun có thể rời khỏi bạc cuống phun. Thêm vào đó, người thiết kế có thể lợi dụng phần nhựa để giữ cuống phun làm đuôi nguội chậm (cold slug well) nhờ đó mà quá trình điền đầy các lòng khuôn tốt hơn.
- Dạng cuốn phun được kéo nhờ côn ngược (tốt nhất).
|
Dạng cuốn phun chữ “Z” (tốt).
- Dạng cuốn phun được kéo nhờ rãnh vòng (ít dùng).
- Dạng cuốn phun được kéo nhờ chốt đẩy đầu bi (ít dùng).
- Kênh dẫn nhựa (runners).
Các kênh dẫn nhựa là cầu nối giữa các miệng phun và cuống phun. Chúng làm nhiệm vụ đưa nhựa vào các lòng khuôn. Vì thế khi thiết kế chúng cần phải tuân thủ một số các nguyên tắc kỹ thuật để đảm bảo chất lượng cho hầu hết sản phẩm. Sau đây là một số nguyên tắc mà ta cần phải tuân thủ :
- Giảm đến mức tối thiểu sự thay đổi tiết diện kênh dẫn.
- Nhựa kênh dẫn phải thoát khuôn dễ dàng.
- Toàn bộ chiều dài kênh dẫn nên càng ngắn nếu có thể để tránh mất áp và mất nhiệt trong quá trình điền đầy.
- Mặt cắt kênh dẫn phải đủ lớn để đảm bảo sự điền đầy cho toàn bộ sản phẩm mà không làm thời gian chu kỳ quá dài, tốn thêm nhiều vật liệu và lực kẹp lớn
-
Kênh dẫn nguội :
- Các loại tiết diện ngang của kênh dẫn nhựa :
Kênh dẫn có nhiều dạng mặt cắt ngang khác nhau nhưng phổ biến là các loại kênh dẫn có mặt cắt ngang hình tròn, hình thang hiệu chỉnh, hình thang, hình chữ nhật và hình bán nguyệt.
Hình 4.42: Tiết diện ngang của một số loại kênh dẫn.
Tùy vào từng loại khuôn mà ta thiết kế tiết diện kênh dẫn cho phù hợp. Mặc dù loại kênh dẫn có tiết diện ngang hình tròn là tốt nhất nhưng giá thành gia công rất cao nên thực tế người ta dùng kênh dẫn có tiết diện ngang hình thang hiệu chỉnh hoặc hình thang vì giá thành thấp và dễ gia công.
Loại kênh dẫn có tiết diện ngang hình thang thường dùng trong khuôn 3 tấm vì ở loại khuôn này mặt phân khuôn sẽ dễ bị lệch nếu ta dùng kênh dẫn có tiết diện ngang hình tròn.
Hình 4.43: Khó gia công kênh dẫn có tiết diện ngang hình tròn.
Để so sánh các loại kênh dẫn người ta dùng chỉ số đường kính thủy lực và sự cản dòng (Hydraulic diameter and flow resistance). Khi đường kính càng lớn thì sự cản dòng càng bé. Ta có thể tính đường kính thuỷ lực dựa vào công thức sau :
- Kích thước của kênh dẫn :
Việc tính toán để có đường kính và chiều dài kênh dẫn hợp lý là rất quan trọng vì khi một kênh dẫn quá lớn hay quá dài sẽ làm cản trở dòng và gây ta : mất áp trên chính nó, tốn nhiều vật liệu và làm tăng thời gian chu kỳ. Do đó, ta nên thiết kế kênh dẫn nhỏ mức có thể để có thể lợi dụng nhiệt ma sát trên nó gia nhiệt cho nhựa lỏng giúp quá trình điền đầy lòng khuôn thuận lợi hơn và sản phẩm ít bị quá nhiệt.Hình 4.43: Kích thước cho thiết kế kênh dẫn.
Ngoài ra ta có thể tính toán kích thước kênh dẫn theo công thức sau :
Trong đó :
D : đường kính kênh dẫn(mm).
W : khối lượng sản phẩm (g)
L : chiều dài kênh dẫn (mm)
Hoặc : D=DxfL
Trong đó :
- Kích thước kênh dẫn chính : mỗi lần rẽ nhánh thì đường kính kênh dẫn nhánh nên nhỏ hơn đường kính kênh dẫn chính một chút vì sẽ kinh tế hơn nếu ta dùng ít vật liệu. Công thức tính đường kính kênh dẫn chính :
DC =DN x N1/3
DC: đường kính kênh dẫn chính (mm).
DN: đường kính kênh dẫn nhánh (mm).
N : số nhánh rẽ.
- Đuôi nguội chậm trên kênh dẫn và cuống phun : để phần vật liệu ở chỗ rẽ nhánh không bị đông đặc sớm gây nghẽn dòng ta nên thiết kế thêm duôi nguội chậm. Đuôi nguội chậm sẽ giúp quá trình điền đầy diễn ta nhanh và tốt hơn.
Hình 4.46: Kích thước thiết kế đuôi nguội chậm.
- Ưu nhược điểm của các loại tiết diện ngang của kênh dẫn :
|
Loại kênh dẫn |
Ưu điểm |
Nhược điểm |
|
Full round |
|
Việc gia công rất khó khăn vì cần gia công trên hai nữa khuôn và phải đảm bảo sự đồng tâm của hai nửa vòng tròn. |
|
Modified Trapezoid
|
Dễ gia công hơn so với kênh dẫn tròn (full round) và chỉ cần gia công trên một tấm khuôn. |
Mất nhiệt và tốn nhiều vật liệu hơn so với kênh dẫn tròn. |
|
Trapezoid
|
Dễ gia công. |
Mất nhiệt nhiều hơn so với kênh dẫn hình thang hiệu chỉnh (Modified Trapezoid). |
|
Box section
|
Dễ gia công. |
|
|
Hafl round
|
Dễ gia công. |
|
- Kênh dẫn nóng : (khuôn không kênh dẫn)
Kênh dẫn nóng được dùng cho những sản phẩm có kích thước lớn (vỏ tivi, vi tính, các chi tiết trên xe hơi…) hoặc mỏng hoặc làm bằng loại nhựa cần được duy trì nhiệt chảy dẻo như : HDPE, LDPE, POM, PBT, PC… Bên trong kênh dẫn nhựa sẽ luôn được duy trì trạng thái chảy dẻo để đảm bảo sản phẩm được điền đầy đồng bộ.Hình 4.46: Một số hệ thống kênh dẫn nóng.
- Các loại kênh dẫn nóng :
Có hai loại kênh dẫn nóng : kênh dẫn cách ly và kênh dẫn gia nhiệt.
- Kênh dẫn cách ly (insulated runners) :
Kênh dẫn cách ly có cấu tạo gồm một lớp nhựa nguội đóng vai trò là một lớp cách ly và một lõi nhựa luôn được duy trì ở trạng thái chảy dẻo nhờ ống nhiệt điện. Bên trong ống nhiệt điện là chốt nhọn có thể di chuyển lên xuống đóng ngắt dòng phun nhựa. Như vậy, kích thước miệng phun lớn hay nhỏ sẽ tùy thuộc vào khe hở mà chốt cho dòng nhựa chạy qua.
Hình 4.47: Kênh cách ly.
-
Ưu điểm :
- Dễ thiết kế.
- Giá thành thấp.
- Tiết kiệm vật liệu do phế liệu kênh dẫn.
-
Nhược điểm :
- Thời gian chu kỳ quá ngắn để duy trì trạng thái chảy dẻo cho nhựa.
- Cần thời gian khởi động dài để ổn định nhiệt chảy dẻo.
- Đôi khi gặp một số lỗi trong quá trình điền đầy.
- Khó đổi màu vật liệu.
- Kênh dẫn có gia nhiệt (heated runners) :
Kênh dẫn có gia nhiệt gồm hai loại : loại gia nhiệt trong và gia nhiệt ngoài.
Kênh dẫn gia nhiệt ngoài có bộ gia nhiệt bao quanh lõi nhựa nóng. Còn kênh dẫn gia nhiệt trong thì có nhựa bao quanh chốt nóng. Tương tự như kênh dẫn cách ly, lưu lượng phun đều được điều khiển bởi sự di chuyển của chốt.
- Một số loại kênh dẫn gia nhiệt thường dùng :
+Loại một đầu phun :
+Loại nhiều đầu phun :
Hình 4.48: Cấu tạo kênh dẫn gia nhiệt ngoài.
- Một số loại kênh gia nhiệt thường dùng :Hình 4.49: Cấu tạo kênh dẫn gia nhiệt trong.
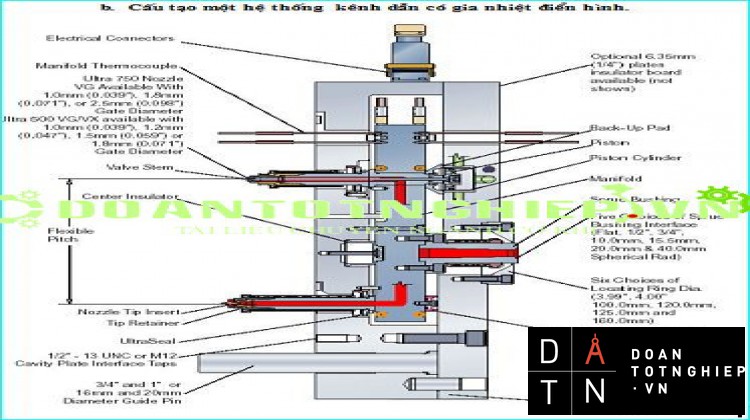
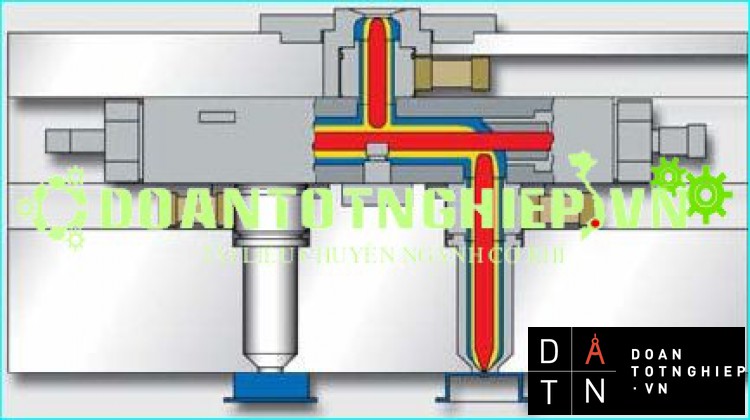
- Cấu tạo một hệ thống kênh dẫn có gia nhiệt điển hình.
Hình 4.50: Hệ thống kênh dẫn có gia nhiệt điển hình.
- Ưu nhược điểm của các kênh dẫn có gia nhiệt :
|
Loại kênh dẫn |
Ưu điểm |
Nhược điểm |
|
Gia nhiệt trong |
Cải thiện việc phân phối nhiệt độ. |
|
|
Gia nhiệt ngoài |
|
Phải tính đến sự giãn nỡ nhiệt khác nhau của các bộ phận trên khuôn. |
- Miệng phun cho kênh dẫn nguội.
Miệng phun là ngõ kết nối kênh dẫn và lòng khuôn. Miệng phun có chức năng rất quan trọng là đưa nhựa lỏng điền đầy vào lòng khuôn vì thế việc tính toán kích thước và bố trí miệng phun có ý nghĩa quyết định đến chất lượng sản phẩm.
-
Phân loại miệng phun :
- Miệng phun cắt bằng tay :
Miệng phun cắt bằng tay là loại miệng phun dính theo sản phẩm sau khi ép phun. Ta dễ dàng nhận ra các sản phâm nhựa có miệng phun cắt bằng tay qua vết cắt còn lại trên bề mặt của chúng. Do đó,với loại miệng phun này nên thiết kế kích thước nhỏ ở mức có thể để đảm bảo tính thẩm mỹ cho sản phẩm.
Một vài lý do để sử dụng kiểu miệng phun cắt bằng tay :
- Sản phẩm cần miệng phun lớn giúp điền đầy tốt.
- Sản phẩm làm bằng vật liệu ít bị biến dạng.
- Cần tiết diện rộng đểcó sự phân phối lưu lượng đồng thời, nhờ đó mà các phần tử sợi đạt được sự định hướng đặc trưng.
- Miệng phun tự cắt :
Miệng phun tự cắt là loại miệng phun từ rời ra khỏi sản phẩm sau khi khuôn mở. Điều này đạt được nhờ vào kết cấu khuôn (khuôn 3 tấm) hoặc hệ thống đảy cuống phun và sản phẩm.
Một số lý do để sử dụng miệng phun tự cắt :
- Không phải thêm nguyên công cắt để hoàn thiện sản phẩm.
- Tính thẩm mỹ của sản phẩm (sản phẩm sẽ có vết miệng phun rất nhỏ).
- Giữ thời gian chu kỳ cần thiết hầu như không đổi qua tất cả các lần phun.
-
Các loại miệng phun cắt bằng tay.
- Miệng phun trực tiếp (Sprue gate or direct gate) :
Loại miệnh phun trực tiếp thường dùng cho các khuôn có một lòng khuôn, nơi mà vật liệu được điền đầy vào lòng khuôn trực tiếp mà không qua hệ thống kênh dẫn. Chính vì không có hệ thống kênh dẫn nên việc mất áp trong quá trình điền đầy là rất bé. Tuy nhiên, nhược điểm của loại miệng phun này là để lại vết cắt rất lớn trên bề mặt sản phẩm. Sự co rút được quyết định bởi bề dày sản phẩm và đường kính miệng phun. Điển hình là sự co rút của phẩn nhựa gần miệng phun sẽ nhỏ và tại miệng phun sẽ lớn. Điều này đưa đến hậu quả là ứng suất căng gần miệng phun lớn.
- Miệng phun kiểu băng (Tab gate) :
Miệng phun kiểu băng thường được dùng để làm giảm ứng suất trong lòng khuôn và ngăn ngừa lỗi tạo đuôi cho các chi tiết phẳng và mỏng. Ứng suất sinh ra trong lòng khuôn sẽ được tập trung ở băng, mà sẽ được cắt bỏ sau khi ép phun.
Miệng phun kiểu băng phù hợp dùng cho các loại nhựa PC, Acrylic, SAN, ABS,…
Hình 4.54: Miệng phun kiểu băng và vết cắt mà nó để lại trên sản phẩm.
Kích thước khuyên dùng trong thiết kế :
Hình 4.55: Kích thước thiết kế cho miệng phun kiểu băng.
- Miệng phun cạnh (Edge gate) :
Là loại miệng phun thông dụng, có thể dùng cho nhiều sản phẩm bởi kết cấu rất đơn giản và không cần độ chính xác cao.
Miệng phun cạnh được đặt trên mặt phân khuôn và điền đầy lòng khuôn từ bên hông , trên hay dưới.
Hình 4.56: Miệng phun kiểu cạnh và vết cắt mà nó để lại trên sản phẩm.
Kích thước khuyên dùng cho thiết kế :
Hình 4.55: Kích thước thiết kế cho miệng phun kiểu cạnh.
- Miệng phun kiểu gối (Overlap gate) :
Là loại miệng phun tương tự như miệng phun kiểu cạnh, chỉ khác nhau ở chỗ là miệng phun nằm lấp trên bề mặt sản phẩm.
Hình 4.56: Miệng phun kiểu gối.
- Miệng phun kiểu quạt:
Miệng phun kiểu quạt thực chất cũng là miệng phun kiểu cạnh có bề rộng bị biến đổi. Miệng phun kiểu này tạo dòng chảy êm và cho phép điền đầy lòng khuôn một cách nhanh chóng nên rất phù hợp cho các sản phẩm lớn và dày. Thêm vào đó, miệng phun kiểu quạt cũng tạo ra dòng chảy lan tỏa nên giúp tránh được đường hàn ở nơi có bề dày mỏng trên sản phẩm.
Hình 4.56: Miệng phun kiểu quạt và vết cắt mà nó để lại trên sản phẩm.
Miệng phun kiểu quạt nên được làm côn ở cả bề rộng lẫn bề dày để có mặt cắt ngang không thay đổi. Điều này giúp đảm bảo :
- Vận tốc chảy là hằng số.
- Toàn bộ bề rộng được dùng cho lưu lượng.
- Ap suất như nhau qua toàn bộ bề rộng.
Kích thước khuyên dùng cho thiết kế :
Hình 4.57: Kích thước thiết kế cho miệng phun kiểu quạt.
- Miệng phun kiểu đĩa (Dis gate or diaphargm gate) :
Miệng phun kiểu đĩa thường dùng cho các chi tiết có dạng trụ rỗng mà có yêu cầu cao về độ đồng tâm và không có đường hàn. Miệng phun kiểu này thực chất là miệng phun màng bao vòng quanh thành sản phẩm. Khi nhựa qua cuống phun, nhờ màng phun vòng quanh thành sản phẩm mà lòng khuôn được điền đầy một cách đồng đều.Kích thước nên dùng cho thiết kế :
Hình 4.59: Kích thước thiết kế cho miệng phun kiểu đĩa.
- Miệng phun kiểu vòng (Ring gate) :
Miệng phun kiểu vòng thích hợp cho những sản phẩm có dạng trụ rỗng và giúp hạn chế vết hàn, kẹt khí trong quá trình điền đầy và giảm ứng suất tập trung quanh miệng phun. Có hai loại miệng phun kiểu vòng : kiểu vòng ngoài và kiểu vòng trong.Miệng phun kiểu vòng ngoài.
- Miệng phun kiểu vòng trong.
Kích thước khuyên dùng cho thiết k
D = S+1,5--(4/3)S +k (mm)
L = 0,5--1,5 (mm)
H =(2/3)S--2 (mm)
r = 0,2S (mm)
k = 2 (mm) với sản phẩm có độ dài dòng chảy ngắn và dày.
k = 4 (mm) với sản phẩm có độ dài dòng chảy dài và mỏng.
................................
ng khuôn, hay có kích thước lòng khuôn lớn. khi thiết kế miệng phun điểm người ta thường dùng kênh dẫn có thiết diện hình thang hay hình thang biến đổi để tiện việc gia công và lắp chốt kéo hệ thông kênh dẫn để miệng phun rời khỏi sản phẩm dễ dàng hơn. Ưu điểm chính của miệng phun điểm là giúp bố trí nhiều miệng phun vào cùng một lòng khuôn khi lòng khuôn có kích thước lớn. Điều này khiến quá trình điền đầy các vùng khác nhau trên sản phẩm diễn ra nhanh chóng và tốt hơn. Tuy nhiên, cần lưu ý khuôn có thể bị tăng nhiệt gây quá nhiệt đối với những vật liệu có cấu trúc sợi dài và độ nhớt thấp do miệng phun có kích thước nhỏ.
Hình 4.65: Miệng phun điểm và vết cắt mà nó để lại trên sản phẩm
Kích thước khuyên dùng cho thiết kế :
|
|
Hình 4.66: Kích thước thiết kế miệng phun điểm.
Hình 4.67: Các kiểu lỗ chốt kéo kênh dẫn.
- Miệng phun ngầm (tunners gate or submarine gate) :
Miệng phun ngầm thường được dùng trong khuôn 2 tấm có nhiều lòng khuôn. Khi thiết kế sản phẩm nhỏ và cần cắt keo mặt bên ta nên nghĩ đến kiểu miệng phun này.
Hình 4.68: Miệng phun ngầm và vết cắt mà nó để lại trên sản phẩm.
Có hai loại miệng phun ngầm : miệng phun ngầm dạng thẳng và miệng phun ngầm dạng cong.
- Miệng phun ngầm dạng thẳng :
Kích thước khuyên dùng cho thiết kế :
Hình 4.74: Kích thước cho thiết kế kênh dẫn và miệng phun kiểu ngầm.
Hình 4.75: Kích thước cho thiết kế miệng phun ngầm dạng cong.
- Miệng phun của kênh dẫn nóng :
Miệng phun loại này đã được tiêu chuẩn hóa cùng với hệ thống kênh dẫn và cuống phun. Do đó khi cần ta chỉ việc liên hệ với các nhà sản xuất và tiếp thu lời khuyên từ họ để có được thiết kế thích hợp.
- Kiểu không có van : miệng phun kiểu này sẽ bị ngắt khi khuôn mở ra vì nhựa ở miệng phun rất nóng. Sự định hình của sản phẩm được điều khiển bởi phần nhựa đông cứng gần miệng phun.
Hình 4.76: Miệng phun kiểu không có van.
- Kiểu có van : trong kênh dẫn có thêm một chốt, chốt này có tác dụng như một van có thể đóng miệng phun ngay trước khi nhựa gần miệng phun đông đặc. Điều này cho phép tăng cường kích thước đường kính miệng phun lớn hơn và điều khiển quá trình định hình tốt hơn.
Hình 4.77: Miệng phun kiểu có van.
- Lời khuyên cho thiết kế miệng phun trong hệ thống kênh dẫn nguội.
Lời khuyên chung để đạt được hiểu quả tốt trong việc thiết kế miệng phun là dùng phần mềm mô phỏng quá trình điền đầy lòng khuôn để thấy được các khuyết tật trên sản phẩm sau khi ép phun. Khi thiết kế miệng phun cần lưu ý một số điều sau:
-
Vị trí:
- Nếu có thể nên đặt miệng phun ở chỗ dày nhất của sản phẩm. Không nên đặt miệng phun ở những vùng chuyển tiếp từ dày sang mỏng để tránh sự ngắt dòng chảy và vết lõm hay lỗ trống trên sản phẩm.
- Nếu có thể nên bố trí miệng phun đối diện với các rãnh thoát để khí trong lòng khuôn bị đẩy ra ngoài hoàn toàn.
- Bố trí miệng phun hạn chế đường hàn ít nhất.
- Đảm bảo hướng dòng chảy tạo ra sự điền đầy đồng bộ trên toàn bộ sản phẩm. Điều này giúp tránh được hiện tượng kẹt khí trong quá trình điền đầy. Nếu khí bị kẹt thì sản phẩm sẽ dễ có những vết cháy đen.
- Không nên đặt miệng phun tại những vùng chịu lực trên sản phẩm vì vùng gần miệng phun sau khi ép phun còn tồn tại ứng suất dư nên rất dễ bị hư hỏng khi chịu lực.
- Kích thước :
- Miệng phun phải có kích thước và vị trí thích hợp để tránh hiện tượng tạo đuôi trên sản phẩm.
- Trong trường hợp khuôn có chiều lòng khuôn thí tất cả các miệng phun nên cùng kích thước (đường kính, bề dày …) để có được sự cân bằng dòng và áp.
- Tính thẩm mỹ :
- Vết miệng phun có thể ảnh hưởng đến tính thẩm mỹ của sản phẩm. Do đó, nên đặt miệng phun ở chỗ khó thấy trên sản phẩm khi có thể.
- Hệ thống dẫn hướng.
Hệ thống dẫn gồm chốt dẫn hướng và bạc dẫn hướng.
Hình 4.78: Hệ thống dẫn hướng trên khuôn.
- Chốt dẫn hướng :
- Loại trơn (không có vai) :
- Loại có vai :
-
Bạc dẫn hướng :
- Loại trơn :
- Loại không vai tự bôi trơn :
- Loại có vai tự bôi trơn :
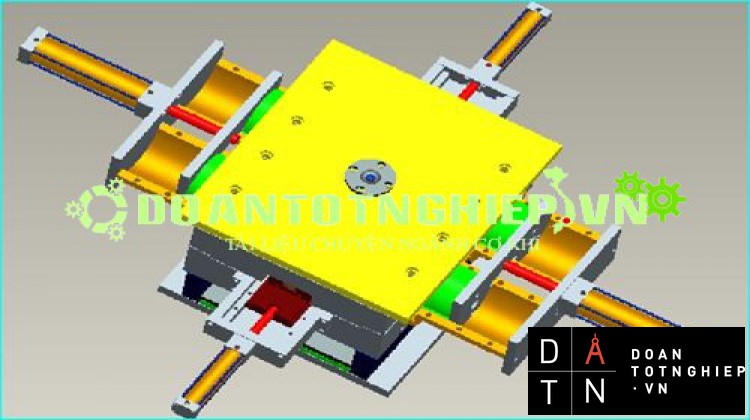
- Hệ thống lõi mặt bên: ( hệ thống trượt).
Sau khi thiết kế xong mặt phân khuôn cho sản phẩm, nhiều khi có một số phần trên sản phẩm bị vướng, không tháo được theo hướng mở khuôn. Lúc này ta cần phải có một hệ thống gọi là hệ thống lõi mặt bên để tháo ra các phần bị vướng ấy.
- Các kết cấu th
Hình 4.80: Tháo lõi mặt bên bằng cam chốt xiên kết hợp lò xo.
-
Một số kiểu chặn cử được chế tạo sẵn cho lõi mặt bên :
- Kiểu 1 :
- Kiểu 2
- Kiểu 3 : cốt sập hoặc bi sập (đôi khi để đơn giản hóa thiết kế người ta chỉ dùng một viên bi và một lò xo là đủ)
- Chốt có mặt cam :
- Chốt dẻo :
- Chốt tháo có lõi cô
- Một số kiểu đầu tháo của chốt có lõi côn :
- Trượt theo đường cam :
-
Tháo lõi mặt bên bằng xylanh-pitông:
- Kiểu có nê khóa :
- Kiểu không dùng nêm khóa :
- Hệ thống làm nguội khuôn.
Nhựa lỏng sau khi vào khuôn phải được làm nguội thật nhanh để đạt được hình dạng mà ta mong muốn. Nếu làm nguội không tốt thì nhựa nóng sẽ gia nhiệt cho khuôn và thế là quá trình định hình sẽ kéo dài và làm tăng thời gian chu kỳ ép phun. Do đó, hệ thống làm nguội khuôn có vai trò hết sức quan trọng vì nó quyết định toàn bộ chu kỳ ép phun.
- Các phương pháp làm nguội :
- Làm nguội bằng khí : khuôn được làm nguội bằng khí nhờ vào bức xạ nhiệt của thép làm khuôn ra môi trường xung quanh.
Hình 4.82: Khuôn được làm nguội bằng khí.
- Làm nguội bẵng nước hoặc hỗn hợp ethylene glycol và nước :
Đây là phương pháp được dùng rộng rãi nhất hiện nay. Theo phương pháp này, khuôn được làm nguội nhờ vào các kênh dẫn chứa chất làm nguội được bố trí trong các tấm khuôn
Hình 4.83: Khuôn được làm nguội bằng nước.
Hình 4.84: Khuôn được làm nguội bằng hổn hợp Ethylene Glycol và nước.
-
Thiết kế hệ thống kênh làm nguội:
- Các bộ phận trong hệ thống :
Hình 4.85: Hệ thống làm nguội hoàn chỉnh.
A : Bể chứa (Collection manifold).
B : Khuôn (Mold).
C : Ống phân phối nước hoặc hỗn hợp làm nguội (Supply manifold).
D : Bơm (Pump).
E : Kênh làm nguội (Regular cooling channels).
F : Ống dẫn (Hoses).
G : Vách làm nguội (Baffels).
H : Bộ điều khiển nhiệt (Temperature controllers).
Hình 4.86: Hệ thống làm nguội trên khuôn.
- Những điều cần lưu ý khi thiết kế:
Đảm bảo làm nguội đồng đều toàn sản phẩm. Do đó, cần chú ý đến việc làm nguội những phần dày nhất của sản phẩm.
|
|
Hình 4.87: Bố trí kênh dẫn nguội làm điều sản phẩm.
- Kênh làm nguội nên được đặt gần mặt lòng khuôn khi có thể để làm nguội tốt hơn.
- Đường kính kênh làm nguội (thường lớn hơn 8mm) nên không đổi trên toàn bộ chiều dài kênh để tránh cản dòng vì sự ngắt nghẽn sẽ làm trao đổi nhiệt không tốt.
- Nhiệt chênh lệch giữa đầu vào và đầu ra () nên nằm trong khoảng 2-30C. Thông thường, nhiệt độ đầu vào nên thấp hơn nhiệt độ khuôn mà ta mong muốn là 10-200C. Nhiệt chênh lệch giữa chất làm nguội và thành kênh làm nguội nên nằm trong khoảng 2-50C là tốt nhất.
- Nên chia kênh làm nguội thành nhiều dòng làm nguội. Không nên thiết kế chiều dài kênh làm nguội quá dài vì dễ dẫn đến mất áp và tăng nhiệt trên nó khiến vượt quá 30C.
Hình 4.88: Kênh dẫn nguội không nên quá dài.
- Kênh làm nguội phải được khoan để có độ nhám tạo ra sự chảy rối bên trong kênh. Dòng chảy rối sẽ trao đổi nhiệt tốt hơn dòng chảy không rối (chảy tầng) từ 3-5 lần.
a-Coolant. b-Water/ metal interface. c-Cavity wall. d-Plastic part.
Hình 4.89: Dòng chảy rối trao đổi nhiệt tốt hơn.
Dòng chảy rối được đặc trưng bởi số Reynold. Khi số Reynold >10.000 ta có dòng chảy rối. Ta có thể tham khảo bảng sau để xác định trạng thái dòng chảy.
|
Số Reynold |
Trạng thái dòng chảy |
|
Re>10.000 |
Chảy rối |
|
2300<Re<10.000 |
Chảy chuyển tiếp |
|
100<Re<2300 |
Chảy tầng |
|
Re<100 |
Ứ đọng |
Số reynold có thể được tính theo công thức sau
Trong đó :
: tỷ trọng riêng của chất làm nguội(kg/m3).
U : vận tốc trung bình của dòng chất làm nguội (m/s).
d : đường kính kênh làm nguội (m).
: hệ số nhớt của chất làm nguội(m2/s).
- Cần xem xét độ bền cơ của tấm khuôn khi khoan các kênh làm nguội.
- Kích thước kênh làm nguội cho thiết kế:
Hình 4.90: Kích thước kênh làm nguội cho thiết kế.
-
Các chi tiết khuôn cần làm nguội:
- Lõi khuôn và lòng khuôn (chày khuôn và cối khuôn) :
Trong quá trình ép phun, lõi khuôn và lòng khuôn tiếp xúc trực tiếp với dòng nhựa nóng. Do đó, nếu muốn sản phẩm nguội nhanh, thời gian làm nguội ngắn lại, giảm chu kỳ ép phun thì nhất thiết ta phải làm nguội chúng.
|
Hình 4.93:
- Chốt (hay lõi khuôn có kích thước nhỏ) :
Đối với những chốt quá nhỏ ta có thể dùng khí để làm nguội chốt hoặc dùng hẳn chốt làm bằng đồng hay đồng-beryllium (vì giải nhiệt tốt).
Hình 4.94: Làm nguội bằng khí.
Đối với những chốt lớn hơn (d≥40mm) ta có thể dùng ống dẫn nhiệt từ chốt xuống kênh làm nguội để giải nhiệt.
Hình 4.95: Làm nguội bằng ống dẫn nhiệt.
- Các kiểu bố trí kênh làm nguội:
- Bố trí theo từng kênh riêng biệt :
Hình 4.96: Kiểu bố trí kênh nguội theo từng kênh riêng biệt.
- Bố trí kiểu vòng một cấp :
Hình 4.97: Kiểu bố trí kênh nguội dạng vòng một cấp.
- Bố trí kiểu vòng nhiều cấp:
|
- Các chi tiết dùng trong hệ thống làm nguội:
- Các nút chỉnh dòng (Pressure plugs) : dùng để khóa hoặc điều khiển dòng chảy của chất làm nguội trong kênh làm nguội theo ý muốn người thiết kế.
Hình 4.99: Các nút chỉnh dòng ược lắp trên khuôn.
Hình 4.100: Một số loại nút chỉnh dòng.
- Nút và que làm chệch hướng dòng (Diverting plug and Rod) :
Hình 4.101: Nút que làm chệt hướng trên khuôn.
Hình 4.102: Một loại nút và que làm chệt hướng dòng.
- Cascade water junction : dùng để làm nguội các lõi được cấy vào khuôn hoặc ở những vùng khó thiết kế kênh làm nguội.
Hình 4.103: Làm nguội bằng Cascade water junction.
Hình 4.104: Một số loại Cascade water junction.
- Vách tròn (bubbler tube) : là loại ống dùng để làm nguội những lõi nhỏ được cấy vào khuôn.
Hình 4.105: Làm nguội bằng vách tròn.
Hình 4.106: Một số loại vách tròn.
- Vách phẳng hoặc vách xoắn (Baffle or Spiral baffle) : dùng để chia lỗ khoan làm nguội ra thành hai phần. Các vách ngăn phẳng giúp chất làm nguội chảy lên xuống bên trong các lỗ khoan và tạo ra dòng rối bên trong chúng để giúp quá trình làm nguội diễn ra nhanh hơn.
Hình 4.107: Làm nguội bằng váh phẳng và vách xoắn.
Hình 4.108: Một số loại vách phẳng và vách xoắn.
- Ống dẫn nhiệt (Thermal pin) : để làm nguội lõi cấy hoặc các lõi trượt mặt bê
Hình 4.109: Làm nguội bằng ống dẫn nhiệt.
- Đầu nối chuyển tiếp (Elbow) : dùng để nối các đoạn gấp khúc của kênh làm nguội.
Hình 4.110: Các đoạn gấp khúc của kênh làm nguội dùng đầu nối chuyển tiếp.
Hình 4.111: Một số loại đầu nối chuyển tiếp.
- Đầu nối (connector) : dùng kết nối ống dẫn chất làm nguội với kênh làm nguội.
Hình 4.112: Đầu nối trên khuôn.
Hình 4.113: Một số loại đầu nối.
- Ống phân phối chất làm nguội :
Hình 4.114: Ống phân phối được lắp trên khuôn.
Hình 4.115: Một loại ống phân phối có đồng hồ đo áp.
- Thời gian làm nguội.
Thời gian làm nguội chiếm khoảng 70-80% chu kỳ ép phun. Do đó, để giảm phần lớn thời gian chu kỳ ta cần giảm thời gian làm nguội.
Hình 4.116: Thời gian làm nguội chiếm phần lớn thời gian chu kỳ.
Thời gian làm nguội có thể tính theo công thức sau :
tnguội =
Trong đó :
|
tnguội : thời gian làm nguội (s).
Hệ số khuyết tán nhiệt : a =
K : hệ số truyền nhiệt của nhựa (WK/m)
- Hệ thống gia nhiệt.
Đối với một số loại nhựa cần nhiệt độ cao mới có thể chảy dẻo tốt trong khuôn và điền đầy toàn bộ lòng khuôn thì ta cần phải gia nhiệt thêm cho khuôn. Các môi chất gia nhiệt thường dùng là nước nóng, dầu nóng và hơi nước. Trong đó nước nóng là môi chất phổ biến để gia nhiệt cho khuôn có kênh dẫn nguội. Nguồn nhiệt do một hệ thống không nằm trên máy ép phun cung cấp (đối với khuôn cần làm nguội thì hệ thống làm nguội nằm trên máy ép phun).
- Các phương pháp gia nhiệt :
- Gia nhiệt bằng nước nóng: kênh dẫn nước nóng được khoang quanh lòng khuôn và lõi khuôn. Nước nóng được gia nhiệt và điều khiển bởi điện trở nhiệt.
Hình 4.117: Khuôn được gia nhiệt bằng nước nóng.
- Gia nhiệt bằng dầu nóng: giống phương pháp gia nhiệt bằng nước nóng nhưng môi chất được dùng ở đây là dầu.
- Gia nhiệt bằng hơi nước : phương pháp gia nhiệt này ít khi được dùng cho khuôn có kênh dẫn nguội vì khó điều khiển nhiệt độ và không an toàn.
Hình 4.119: Khuôn được gia nhiệt bằng hơi nước.
-
Các chi tiết dùng trong hệ thống:
- Băng gia nhiệt :
Có hai loại băng gia nhiệt : một loại dùng trên máy ép phun và một loại dùng trên khuôn. Cả hai loại đều có thể cấp nhiệt đến 9000F = 4820C
- Loại dùng trên máy ép phun : dùng để gia nhiệt cho khoang chứa liệu và vòi phun.
- Loại dùng trên khuôn : dùng để gia nhiệt quanh bạc cuống phun để tránh sự đông đặc sớm của nhựa nóng bên trong nó.
Hình 4.121: Các băng gia nhiệt.
- Cartridge heater :
Các cartridge heater dùng để tăng nhiệt ở một vùng nào đó trên khuôn, có thể là lòng khuôn hoặc lõi khuôn …Chúng thường được dùng để gia nhiệt cho khuôn ép nhựa nhiệt dẻo hay các khuôn có kênh dẫn nóng. Để gia nhiệt cho khuôn thì các cartridge heater được nối với một modul điều khiển nhiệt.
Hình 4.122: Cartride heater.
- Cặp nhiệt điện (Thermo-couple):
Cặp nhiệt điện dùng để đo nhiệt các vùng quanh trục vít hay vòi phun và các tấm khuôn. Đôi khi một số loại băng gia nhiệt cũng có sẵn cặp nhiệt điện bên trong để việc lắp đặt thuận tiện hơn.
Hình 4.123: Cặp nhiệt điện.
- Lớp cách nhiệt (Insulator sheet):
Lớp cách nhiệt được dùng trong khuôn cần có nhiệt độ cao để ngăn sự mất nhiệt do sự truyền nhiệt giữa tấm kẹp và tấm cố định hay giữa tấm di động và mặt đáy của tấm đẩy :
Hình 4.124: Lớp cách nhiệt trên khuôn.
- Hệ thống thoát khí.
Khi nhựa được phun vào lòng khuôn thì toàn bộ khi trong khuôn sẽ phải thoát ra ngoài. Nếu bố trí hệ thống thoát khí không tốt sẽ làm cho sản phẩm sau khi ép phun có thể bị lỗ khí, các vết cháy trên bề mặt (burn marks), không điền đầy hoàn toàn (short shot) và đường hàn. Như vậy hệ thống thoát khí rất quan trọng vì nó cũng phần nào quyết định sự định hình và tính thẩm mỹ cho sản phẩm.
Hình 4.125: Sản phẩm bị phế phẩm do thoát khí không tốt.
Hình 4.126: Lòng khuôn được điền đầy hoàn toàn.
Hệ thống thoát khí được dùng phổ biến nhất là các rãnh thoát khí trên mặt phân khuôn và mặt mà quanh ti lói(ti đẩy) sản phẩm. Ngoài ra, khí trong khuôn cũng có thể thoát ra ngoài qua các khe hở nhỏ của hệ thống trượt, phần ghép (cục cấy)…
- Thiết kế rãnh thoát khí trên mặt phân khuôn :
Hình 4.127: Kích thước cho rãnh thiết kế.
- Bảng tra chiều sâu t cho một số loại nhựa:
|
Loại nhựa |
Chiều sâu t (mm)/ (inch) |
|
Polystyrene |
0.02-0.05 / 0.001-0.0025 |
|
ABS |
0.04-0.06 / 0.0015-0.0025 |
|
PC/ABS |
0.02-0.05 / 0.001-0.002 |
|
Polycarbonate |
0.02-0.05 / 0.001-0.002 |
|
Polyethylene |
0.01-0.02 / 0.0005-0.001 |
Các rãnh thoát khí nên được bố trí ở những chỗ mà vật liệu được điền đầy sau cùng để tránh kẹt khí gây ra các vết cháy hoặc sản phẩm không được điền đầy hoàn toàn. Chiều sâu của rãnh thoát khí (t) nên tuân thủ theo kích thước khuyên dùng bên trên để tránh sản phẩm bị "bánh tráng" .
Hình 4.128: Bố trí rãnh thoát khí ở những chổ dễ gây phế phẩm.
- Mặt ngoài trên ti lói
- Hệ thống đẩy:
Sau khi sản phẩm trong khuôn được làm nguội, khuôn mở ra. Lúc này sản phẩm vẫn còn dính trên cối khuôn do sự hút chân không nên cần hệ thống đẩy để đẩy sản phẩm rớt ra.
- Các loại hệ thống đẩy thường dùng :
- Hệ thống đẩy dùng chốt đẩy :
Các chốt đẩy được gia công rất chính xác và được chọn theo tiêu chuẩn. Thông thường, các chốt đẩy chỉ được gia công chính xác ở phần dẫn hướng và được lắp theo hệ thống trục. Độ cứng của thân chốt khoảng 60÷65Rc, độ cứng của đầu chốt khoảng 30÷35Rc.
Hình 4.130 : Các phần tử trong hệ thống đẩy.
- Một số loại chốt đẩy :
- Hệ thống đẩy dùng lưỡi đẩy :
Lưỡi đẩy dùng để đẩy những sản phẩm có thành mỏng và hình dạng phức tạp. Trong trường hợp này nếu ta dùng chốt đẩy tròn sẽ không hiệu quả vì sẽ không đủ lực đẩy, nếu có đủ lực đẩy đi nữa thì bề mặt sản phẩm cũng bị lún vào.
Hình 4.131: Hệ thống đẩy dùng lưỡi đẩy.
- Hệ thống đẩy dùng ống đẩy :
Ống đẩy dùng để đẩy những sản phẩm có dạng tròn xoay hoặc tấm mỏng.
Hình 4.132: Hệ thống đẩy dùng ống đẩy.
Hình 1.133: Ống đẩy.
- Hệ thống đẩy dùng tấm tháo :
Tấm tháo dùng để tháo những sản phẩm dạng hình trụ tròn hay hình hộp chữ nhật có bề dày thành mỏng. Khuôn sử dụng hệ thống này, sản phẩm không có vết chốt đẩy nên luôn đảm bảo tính thẩm mỹ cho sản phẩm
Hình 4.134: Hệ thống đẩy dùng tấm tháo.
- Hệ thống đẩy dùng khí nén : (dùng van khí).
Đối với những sản phẩm như xô, chậu,...v...v... có lòng khuôn sâu, khi sản phẩm nguội thì độ chân không trong lòng khuôn và lõi khuôn là rất lớn nên sản phẩm khó có thể thoát khuôn. Do đó, cần có một lực đẩy lớn và phân bố đều để đẩy sản phẩm thoát khuôn. Lời khuyên là ta nên dùng khí nén kết hợp vói tấm tháo để đẩy sản phẩm.
Hình 4.135: Hệ thống đẩy dùng khí nén kết hợp tấm tháo
Nếu cảm thấy rườm rà khi thiết kế thêm tấm tháo thì ta có thể bố trí hai dòng khí qua van khí trên cả hai tấm khuôn để đẩy sản phẩm.
Hình 1.137: Thổi khí trên hai tấm khuôn để đẩy sản phẩm.
Hình 1.138: Hai kiểu van khí thường dùng cho hệ thống thổi khí trong hai nữa khuôn.
-
Điều khiển tấm đẩy :
- Gia tốc thêm cho một chốt đẩy :
Trong hệ thống đẩy nên dùng thêm cơ cấu thanh răng bánh răng để gia tốc thêm cho chốt đẩy. Hệ thống đẩy có gia tốc sẽ giúp sản phẩm rời khuôn nhanh hơn.
Hình 1.139: Hệ thống đẩy có gia tốc thêm cho một chốt đẩy
Hình 1.140: Bộ gia tốc cho chốt đẩy.
- Gia tốc thêm cho tấm đẩy trên (đẩy kép có gia tốc) :
Tương tự như hệ thống đẩy có gia tốc cho một chốt đẩy, chỉ khác là hệ thống thanh răng bánh răng sẽ điều khiển một chốt đẩy ở phía trên.
Hình 1.141: Hệ thống có gia tốc thêm cho tấm đẩy trên.
Hình 1.142: Bộ gia tốc thêm cho tấm đẩy trên.
- Tấm đẩy có đòn bẩy :
Tấm đẩy được lắp thêm đòn bẩy để tăng chiều cao đẩy ở một phía giúp sản phẩm rơi ra khỏi khuôn một cách dễ dàng.
Hình 1.143: Tấm đẩy có đòn bẩy.
Hình 1.144: Bộ đòn bẩy.
- Đẩy kép:
Đối với những sản phẩm có hình dạng phức tạp, cần phải đẩy tuần tự thì ta dùng hệ thống đẩy kép. Hình dưới đây thể hiện một hệ thống đẩy kép dùng lò xo rất đơn giản.
Hình 1.145: Các giai đoạn đọan đẩy trong hệ thống đẩy hai tầng dùng lò xo.
- Các hệ thống đẩy dặc biệt :
- Hệ thống đẩy kênh dẫn trong khuôn ba tấm :
Cơ cấu hoạt động nhờ hệ thống điều khiển bằng khí nén giúp đưa kênh dẫn rơi ra khỏi khuôn một cách dễ dàng.
Hình 1.150: Cơ cấu đẩy kênh dẫn trong khuôn ba tấm.
Hình 1.151: Nguyên lý hoạt động của cơ cấu.
- Một số điều cần lưu ý khi thiết kế hệ thống đẩy :
- Tấm đẩy hầu như luôn được lắp ở nửa khuôn di động. Trừ một số trường hợp đặc biệt, tấm đẩy được đặt ở nửa khuôn cố định.
- Các chốt đẩy hay lưỡi đẩy nên bố trí ở góc, cạnh, gân của sản phẩm.
- Hành trình đẩy nên bằng chiều sâu lớn nhất của sản phẩm theo hướng mở khuôn cộng thêm 5÷10mm.
- Các đỉnh chốt đẩy nên nằm ngang mức so với mặt phân khuôn để đảm bảo không để lại vết trên bề mặt sản phẩm. Tuy nhiên trên thực tế, một số sản phẩm có các vết chốt đẩy trên bề mặt nhưng vẫn chấp nhận được vì chúng nằm ở mặt khuất của sản phẩm. Khoảng chênh lệch giữa đỉnh chốt và mặt phân khuôn có thể chấp nhận được là khoảng 0.05÷0.1mm.
- Độ dày tấm đẩy có thể chọn theo diện tích mặt sản phẩm. Tham khảo bảng sau :
|
Diện tích mặt sản phẩm (cm2) |
Độ dày tấm đẩy (cm2) |
|
5 |
12 |
|
10 |
15 |
|
25 |
20 |
|
50 |
30 |
|
100 |
50 |
- Hệ thống hồi:
Hệ thống hồi có chức năng đẩy tấm đẩy lùi về phía sau và giữ cố định tấm đẩy trước khi khuôn đóng hoàn toàn. Để hồi tấm đẩy về ta có thể dùng chốt hồi hoặc chốt khuỷu (Toggle-lock).
- Hệ thống hồi dùng chốt hồi :
Hình 1.153: Hình dạng ngoài của chốt hồi tiêu chuẩn.
Nguyên lý hoạt động :
Hình 1.154: Chốt hồi tiêu chuẩn trên khuôn.
-
Hệ thống hồi dùng chốt khuỷu :
- Kiểu chữ X :
Hình 1.155: Cấu tạo chốt khuỷu kiểu chữ X.
Nguyên lý hoạt động :
- Kiểu chữ Y :
Hình 1.156: Cấu tạo chốt khuỷu kiểu chữ Y.
- Kiểu chữ Z :
Hình 1.157: Cấu tạo chốt khuỷu kiểu chữ Z.
- Đánh bóng khuôn: (hay làm nguội khuôn).
Đánh bóng khuôn là công đoạn sau cùng trước khi lắp ráp khuôn. Việc đóng bóng khuôn hết sức quan trọng vì nó quyết định sự thoát khuôn và tính thẩm mỹ của sản phẩm.
-
Một số dụng cụ dùng trong quá trình làm nguội :
- Máy mài tay : dùng để mài thô các mặt của lòng khuôn.
- Các kiểu đầu đá mài :
- Giũa bản lớn:
- Giũa nhỏ dạng thẳng :
- Giũa nhỏ dạng cong, móc :
- Bánh đánh bóng :
- Đá mài tay :
- Hợp chất chứa hạt mài :
- Giấy nhám và chổi quét :
MỤC LỤC
Đề mục Trang
TRANG BÌA--------------------------------------------------------------------------------- i
NHIỆM VỤ ĐỒ ÁN TỐT NGHIỆP-------------------------------------------------------- ii
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN-------------------------------------------- iii
NHẬN XÉT CỦA GIÁO VIÊN PHẢN BIỆN---------------------------------------------- iv
LỜI NÓI ĐẦU------------------------------------------------------------------------------ v
LỜI CẢM ƠN------------------------------------------------------------------------------ vi
MỤC LỤC--------------------------------------------------------------------------------- vii
DANH SÁCH CÁC HÌNH VẼ------------------------------------------------------------ xii
CHƯƠNG 1. DẪN NHẬP
- Đặt vấn đề------------------------------------------------------------------------------ 1
- Giới hạn đề tài-------------------------------------------------------------------------- 1
- Phạm vi nghiên cứu-------------------------------------------------------------------- 1
- Thể thức nghiên cứu------------------------------------------------------------------- 2
1.4.1. Thời gian nghiên cứu--------------------------------------------------------------- 2
1.4.2. Phương pháp nghiên cứu----------------------------------------------------------- 2
1.4.3. Phương tiện nghiên cứu và thực hiện---------------------------------------------- 2
CHƯƠNG 2. GIỚI THIỆU CÔNG NGHỆ ÉP PHUN
2.1. Giới thiệu công nghệ ép phun---------------------------------------------------------- 3
2.2. Nhu cầu thực tế và hiệu quả kinh tế mà công nghệ ép phun mang lại----------------- 3
2.3. Khả năng công nghệ------------------------------------------------------------------- 4
2.4. Quy trình sản xuất khuôn mẫu ép nhựa------------------------------------------------ 5
2.5. Quy trình thiết kế khuôn mẫu ép nhựa------------------------------------------------- 5
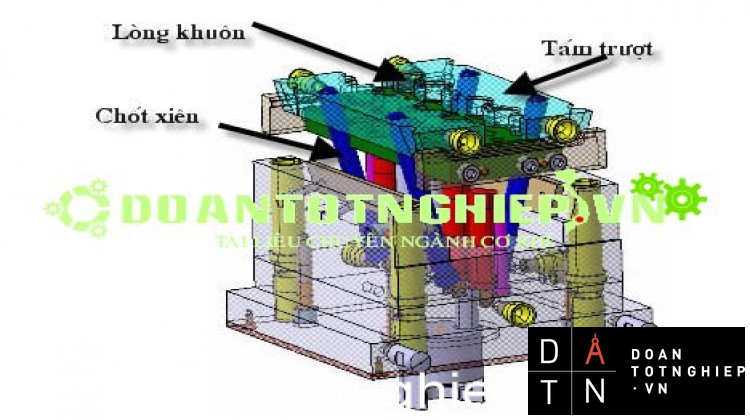
2.6. Các thành phần cơ bản trong một bộ khuôn ép phun---------------------------------- 5
2.6.1. Các thành phần cơ bản------------------------------------------------------------- 5
2.6.2. Chức năng của các thành phần cơ bản--------------------------------------------- 6
2.7. Một số loại nhựa dùng trong công nghệ ép phun-------------------------------------- 7
2.7.1. Phân loại --------------------------------------------------------------------------- 7
2.7.2. Các thông số cần quan tâm về vật liệu nhựa--------------------------------------- 8
2.7.3. Vài loại nhựa thông dụng---------------------------------------------------------- 8
CHƯƠNG 3. MÁY ÉP PHUN VÀ CÁC THÔNG SỐ GIA CÔNG
3.1. Các kiến thức cơ bản về máy ép phun------------------------------------------------- 9
3.1.1. Cấu tạo chung--------------------------------------------------------------------- 9
3.1.1.1. Hệ thống hổ trợ ép phun---------------------------------------------------- 9
3.1.1.2. Hệ thống phun------------------------------------------------------------- 11
3.1.1.3. Hệ thống khuôn------------------------------------------------------------ 15
3.1.1.4. Hệ thống kẹp--------------------------------------------------------------- 15
3.1.1.5. Hệ thống điều khiển-------------------------------------------------------- 20
3.1.2. Chu kỳ ép phun------------------------------------------------------------------ 22
3.1.2.1. Giai đoạn kẹp--------------------------------------------------------------- 23
3.1.2.2. Giai đoạn phun-------------------------------------------------------------- 24
3.1.2.3. Giai đoạn làm nguội--------------------------------------------------------- 24
3.1.2.4. Giai đoạn đẩy--------------------------------------------------------------- 25
3.1.3. Thời gian chu kỳ ép phun và cách rút ngắn thời gian chu ky-------------------- 25
3.1.3.1. Thời gian chu kỳ ép phun--------------------------------------------------- 25
3.1.3.2. Cách rút ngắn thời gian chu kỳ--------------------------------------------- 26
3.2. Các thông số gia công---------------------------------------------------------------- 28
3.3. Đo và điều khiển nhiệt độ trong quá trình ép phun----------------------------------- 28
3.4. Khắc phục các lỗi thường gặp trong quá trình ép phun------------------------------ 30
3.5. Một số loại máy ép phun-------------------------------------------------------------- 31
CHƯƠNG 4. QUY TRÌNH THIẾT KẾ KHUÔN ÉP PHUN
4.1. Vấn đề thiết kế hình học cho sản phẩm nhựa ------------------------------------------ 32
4.1.1. Bề dày---------------------------------------------------------------------------- 32
4.1.2. Góc bo---------------------------------------------------------------------------- 34
4.1.3. Gân-------------------------------------------------------------------------------- 35
4.1.4. Vấu lồi---------------------------------------------------------------------------- 38
4.1.5. Lỗ trên sản phẩm------------------------------------------------------------------ 40
4.6. Góc vát thoát khuôn---------------------------------------------------------------- 42
4.2. Thiết kế khuôn ép phun----------------------------------------------------------------- 43
4.2.1. Các vấn đề cần quan tâm khi thiết kế--------------------------------------------- 43
4.2.2. Chọn loại khuôn cho thiết kế----------------------------------------------------- 45
4.2.2.1. Khuôn hai tấm-------------------------------------------------------------- 45
4.2.2.1.1. Khuôn hai tấm có kênh dẫn nguội------------------------------------- 45
4.2.2.1.2. Khuôn hai tấm có kênh dẫn nóng-------------------------------------- 46
4.2.2.2. Khuôn ba tấm--------------------------------------------------------------- 47
4.2.3. Tính giá thành khuôn------------------------------------------------------------- 50
4.2.4. Thiết kế lòng khuôn--------------------------------------------------------------- 50
4.2.4.1. Số lòng khuôn--------------------------------------------------------------- 50
4.2.4.2. Cách bố trí lòng khuôn------------------------------------------------------ 52
4.2.5. Thiết kế hệ thống dẫn nhựa------------------------------------------------------- 53
4.2.5.1. Cuốn phun (Sprue)--------------------------------------------------------- 54
4.2.5.2. Kênh dẫn nhựa (Runners)-------------------------------------------------- 57
4.2.5.3. Miệng phun cho kênh dẫn nguội------------------------------------------- 69
4.2.6. Hệ thống dẫn hướng-------------------------------------------------------------- 86
4.2.6.1. Chốt dẫn hướng------------------------------------------------------------ 86
4.2.6.2. Bạc dẫn hướng------------------------------------------------------------- 87
4.2.7. Hệ thống lõi mặt bên-------------------------------------------------------------- 88
4.2.7.1. Các kết cấu tháo lõi mặt bên nhờ hướng mỡ khuôn----------------------- 88
4.2.7.2. Tháo lõi mặt bên bằng xylanh-pitông--------------------------------------- 94
4.2.8. Hệ thống làm nguội khuôn-------------------------------------------------------- 95
4.2.8.1. Các phương pháp làm nguội------------------------------------------------ 95
4.2.8.2. Thiết kế hệ thống kênh làm nguội------------------------------------------ 97
4.2.8.3. Thời gian làm nguội------------------------------------------------------- 110
4.2.9. Hệ thống gia nhiệt--------------------------------------------------------------- 111
4.2.9.1. Các phương pháp gia nhiệt------------------------------------------------ 111
4.2.9.2. Các chi tiết dùng trong hệ thống------------------------------------------ 112
4.2.10. Hệ thống thoát khí------------------------------------------------------------- 114
4.2.10.1.Thiết kế rãnh thoát khí trên mặt phân khuôn----------------------------- 116
4.2.10.2. Mặt ngoài trên ti lói------------------------------------------------------ 117
4.2.11. Hệ thống đẩy------------------------------------------------------------------- 117
4.2.11.1. Các loại hệ thống đẩy thường dùng-------------------------------------- 117
4.2.11.2. Điều khiển tấm đẩy------------------------------------------------------- 121
4.2.11.3. Các hệ thống đẩy đặc biệt------------------------------------------------ 126
4.2.11.4.Một số điều cần lưu ý khi thiết kế hệ thống đẩy-------------------------- 128
4.2.12. Hệ thống hồi------------------------------------------------------------------- 129
4.2.12.1. Hệ thống dùng chốt hồi-------------------------------------------------- 129
4.2.12.2. Hệ thống hồi dùng chốt khủy-------------------------------------------- 131
4.2.13. Đánh bóng khuôn-------------------------------------------------------------- 133
CHƯƠNG 5. KHUÔN ÉP PHUN CHO CÁC SẢN PHẨM CÓ REN
5.1. Những điều cần lưu ý khi thiết kế sản phẩm có ren------------------------------- 136
5.2. Khuôn sản phẩm có ren trong----------------------------------------------------- 138
5.2.1. Tháo ren cưỡng bức--------------------------------------------------------- 138
5.2.2. Tháo ren bằng chốt gập----------------------------------------------------- 139
5.2.3. Tháo ren bằng thanh răng-bánh răng---------------------------------------- 140
5.2.4. Tháo ren bằng tay----------------------------------------------------------- 142
5.3. Khuôn cho sản phẩm có ren ngoài------------------------------------------------ 142
5.3.1. Chế tạo khuôn hai nữa nếu đường ren trên sản phẩm
đối xứng qua mặt phân khuôn---------------------------------------------- 142
5.3.2. Tháo ren cưỡng bức-------------------------------------------------------- 142
5.3.3.Tháo ren bằng chốt nhả----------------------------------------------------- 143
5.3.4.Tháo ren bằng bộ truyền bánh răng----------------------------------------- 144
CHƯƠNG 6. XỬ LÝ KHUYẾT TẬT TRÊN SẢN PHẨM
6.1. Lỗ khí------------------------------------------------------------------------------ 145
6.2. Sản phẩm bị giòn------------------------------------------------------------------ 146
6.3. Các đốm cháy---------------------------------------------------------------------- 147
6.4. Vết rạng nứt----------------------------------------------------------------------- 149
6.5. Chốc bề mặt----------------------------------------------------------------------- 149
6.6. Sản phẩm bị hụt------------------------------------------------------------------- 150
6.7. Sản phẩm bị đổi màu -------------------------------------------------------------- 151
6.8. Mắt cá----------------------------------------------------------------------------- 153
6.9. Bavia------------------------------------------------------------------------------- 154
6.10. Vết dòng chảy-------------------------------------------------------------------- 155
6.11. Sản phẩm không đựơc điền đầy hoàn toàn--------------------------------------- 156
6.12. Vết lõm và lỗ trống (bọng)------------------------------------------------------- 158
6.13. Sản phẩm bị cong vênh----------------------------------------------------------- 160
6.14. Những vết bẩn và sọc đen-------------------------------------------------------- 161
6.15. Sự tạo đuôi----------------------------------------------------------------------- 162
6.16. Đường hàn hay đường nối------------------------------------------------------- 163
CHƯƠNG 7. ỨNG DỤNG PHẦN MỀM PRO/ENGINEER2001 TRONG THIẾT KẾ SẢN PHẨM VÀ THIẾT KẾ KHUÔN
7.1. Thiết kế sản phẩm----------------------------------------------------------------- 165
7.2. Tách khuôn cho sản phẩm--------------------------------------------------------- 167
7.3. Tạo vỏ khuôn cho sản phẩm------------------------------------------------------- 169
7.3.1. Vỏ khuôn đực--------------------------------------------------------------- 169
7.3.2. Vỏ khuôn cái---------------------------------------------------------------- 170
7.3.3. Tấm kẹp trước--------------------------------------------------------------- 170
7.3.4. Tấm kẹp sau----------------------------------------------------------------- 170
7.3.5. Gối đỡ----------------------------------------------------------------------- 171
7.3.6. Tấm đẩy---------------------------------------------------------------------- 171
7.3.6. Tấm giữ---------------------------------------------------------------------- 171
7.4. Các phụ kiện kèm theo------------------------------------------------------------ 172
7.4.1. Vòng định vị----------------------------------------------------------------- 172
7.4.2. Bạc cuốn phun--------------------------------------------------------------- 172
7.4.3. Bạc dẫn hướng-------------------------------------------------------------- 172
7.4.4. Chốt dẫn hướng------------------------------------------------------------- 173
7.4.5. Chốt hồi và lò xo------------------------------------------------------------ 173
7.4.6. Chốt đẩy sản phẩm---------------------------------------------------------- 173
7.4.6. Các loại vít lục giác---------------------------------------------------------- 174
7.5. Lắp thành khuôn hoàn chỉnh------------------------------------------------------ 174
CHƯƠNG 8. GIA CÔNG MÔ HÌNH KHUÔN
------------------------------------------------------------------------------------ 177
CHƯƠNG 9. KẾT LUẬN
9.1. Kết luận---------------------------------------------------------------------------- 178
9.2. Hướng phát triển đề tài------------------------------------------------------------ 178
Phụ lục A : Kích thước tiêu chuẩn GUIDE PIN
Phụ lục B : Kích thước tiêu chuẩn SPRUE BUSHING
Phụ lục C : Kích thước tiêu chuẩn LOCATING RING
.............................................
DANH MỤC CÁC HÌNH VẼ
Hình 2.1 Các linh kiện trong xe gắn máy--------------------------------------------------
Hình 2.2 Khay đựng thức ăn---------------------------------------------------------------
Hình 2.3 Ghế nhựa ------------------------------------------------------------------------
Hình 2.4 Khay cắm bút--------------------------------------------------------------------
Hình 2.5 Dao cắt giấy ---------------------------------------------------------------------
Hình 3.1 Máy ép phun---------------------------------------------------------------------
Hình 3.2 Hệ thống hổ trợ ép phun--------------------------------------------------------
Hình 3.3 Hệ thống thủy lực---------------------------------------------------------------
Hình 3.4 Hệ thống điện--------------------------------------------------------------------
Hình 3.5 Hệ thống làm nguội -------------------------------------------------------------
Hình 3.6 Hệ thống phun-------------------------------------------------------------------
Hình 3.7 Băng nhiệt------------------------------------------------------------------------
Hình 3.8 Cấu tạo trục vít-------------------------------------------------------------------
Hình 3.9 Non-return assembly-------------------------------------------------------------
Hình 3.10 Các loại bộ hồi tự hở-------------------------------------------------------------
Hình 3.11 Vị trí vòi phun trong hệ thống phun---------------------------------------------
Hình 3.12 Vòi phun-------------------------------------------------------------------------
Hình 3.13 Hệ thống kẹp---------------------------------------------------------------------
Hình 3.14 Cụm đẩy--------------------------------------------------------------------------
Hình 3.15 Cụm kìm dùng cơ cấu khủy------------------------------------------------------
Hình 3.16 Cụm kìm dùng xy lanh thủy lực-------------------------------------------------
Hình 3.17 Tấm di động và vị trí của nó trên tấm ép phun-----------------------------------
Hình 3.18 Tấm cố định và vị trí của nó trên tấm ép phun----------------------------------
Hình 3.19 Vị trí thanh nối trên máy--------------------------------------------------------
Hình 3.20 Hệ thống điều khiển------------------------------------------------------------
Hình 3.21 Một trang hiển thị các thông số ép phun trên máy------------------------------
Hình 3.22 Bảng điều khiển điển hình trên máy ép phun-----------------------------------
Hình 3.23 Các bộ phận bên trong hệ thống điều khiển trên khuôn và trên máy-----------
Hình 3.24 Các công tắc hành trình trên máy ép phun--------------------------------------
Hình 3.25 Chu kỳ ép phun -----------------------------------------------------------------
Hình 3.26 Diễn biến giai đoạn kẹp---------------------------------------------------------
Hình 3.27 a) Quá trình phun nhanh-------------------------------------------------------
b) Quá trình định hình và quá trình giữ----------------------------------------
Hình 3.28 Giai đoạn làm nguội khuôn -----------------------------------------------------
Hình 3.29 Giai đoạn đầy-------------------------------------------------------------------
Hình 3.30 Thời gian chu kỳ----------------------------------------------------------------
Hình 3.31 Nhựa dễ chảy qua vùng có bề dày lớn-----------------------------------------
Hình 3.32 Nhiệt độ khuôn tăng làm thời gian chu kỳ tăng--------------------------------
Hình 3.33 Đồng hồ và một số loại cảm biến đo nhiệt độ cao------------------------------
Hình 4.1 Các cách thiết kế phần chuyển tiếp---------------------------------------------
Hình 4.2 Vết lõm-------------------------------------------------------------------------
Hình 4.3 Lỗ trống------------------------------------------------------------------------
Hình 4.4 Sự ưu tiên dòng chảy khi bề dày khác nhau qua đường hàn và lỗ khí---------
Hình4.5 Cong vênh----------------------------------------------------------------------
Hình 4.6 Góc bo--------------------------------------------------------------------------
Hình 4.7 Kích thước thiết kế góc bo-----------------------------------------------------
Hình 4.8 Đường cong thể hiện quan hệ giữa tỉ số R/T và ứng suất tâp trung-----------
Hình 4.9 a) Vết nứt; b) Vết khía hình; c) Nếp gấp bề mặt-------------------------------
Hình 4.10 Tác dụng của gân---------------------------------------------------------------
Hình 4.11 Thông số hình học của gân-----------------------------------------------------
Hình 4.12 Các kiểu đặt gân----------------------------------------------------------------
Hình 4.13 Các kiểu nếp gấp---------------------------------------------------------------
Hình 4.14 Các kiểu gân chéo giao nhau---------------------------------------------------
Hình 4.15 Các thông số để thiết kế gân tăng cứng----------------------------------------
Hình 4.16 Vấu lồi--------------------------------------------------------------------------
Hình 4.17 Các thông số thiết kế vấu lồi---------------------------------------------------
Hình 4.18 Vết lõm ở mặt đối diện---------------------------------------------------------
Hình 4.19 Thiết kế vấu kết hợp với gân tăng cứng---------------------------------------
Hình 4.20 Các thông số thiết kế gân tăng cứng-------------------------------------------
Hình 4.21 Các thông số thiết kế lỗ không thông------------------------------------------
Hình 4.22 Các phương án thiết kế lỗ thông suốt------------------------------------------
Hình 4.23 Các kiểu bề mặt lỗ--------------------------------------------------------------
Hình 4.24 Góc vát và chiều cao vát-------------------------------------------------------
Hình 4.25 a) Sản phẩm bị kẹt lại trong khuôn---------------------------------------------
b) Sản phẩm thoất khuôn dễ dàng---------------------------------------------
Hình 4.26 Kết cấu khuôn điển hình-------------------------------------------------------
Hình 4.27 Khuôn hai tấm có kênh dẫn nguội---------------------------------------------
Hình 4.28 Kết cấu khuôn hai tấm---------------------------------------------------------
Hình 4.29 Khuôn hai tấm có khuôn dẫn nóng--------------------------------------------
Hình 4.30 Khuôn ba tấm------------------------------------------------------------------
Hình 4.31 Trình tự mở các tấm khuôn trong khuôn ba tấm-------------------------------
Hình 4.32 Cách bố trí lòng khuôn thường gặp--------------------------------------------
Hình 4.33 Các kiểu bố trí lòng khuôn dạng hình chữ nhật--------------------------------
Hình 4.34 Các kiểu bố trí lòng khuôn dạng tròn và thẳng--------------------------------
Hình 4.35 Hệ thống dẫn nhựa-------------------------------------------------------------
Hình 4.36 Vị trí cuốn phun ---------------------------------------------------------------
Hình 4.37 Kích thước cuốn pun cho thiết kế----------------------------------------------
Hình 4.38 Một số loại bạc cuốn phun-----------------------------------------------------
Hình 4.39 Một số loại vòng định vị-------------------------------------------------------
Hình 4.40 Bạc cuốn phun trên khuôn-----------------------------------------------------
Hình 4.41 a) Dạng cuốn phun được kéonhờ côn ngược----------------------------------
b) Dạng cuốn phun chữ “Z”----------------------------------------------------
c) Dạng cuốn phun được kéo nhờ rãnh vòng----------------------------------
d) Dạng cuốn phun được kéo nhờ chốt đẩy đầu bi----------------------------
Hình 4.42 Tiết diện ngang của một số loại kênh dẫn--------------------------------------
Hình 4.43 Khó gia công kênh dẫn có tiết diện ngang hình tròn--------------------------
Hình 4.44 Kích thước cho thiết kế kênh dẫn----------------------------------------------
Hình 4.45 Quan hệ giữa khối lượng, bề dày danh nghĩa của thành sản phẩm với đường kính kênh
Hình 4.46 Quan hệ giữa hệ số chiều dài và chiều dài kênh dẫn---------------------------
Hình 4.47 Kích thước thiết kế đuôi nguội chậm------------------------------------------
Hình 4.48 Một số hệ thống kênh dẫn nóng-----------------------------------------------
Hình 4.49 Kênh cách ly-------------------------------------------------------------------
Hình 4.50 Cấu tạo kênh dẫn gia nhiệt ngoài-----------------------------------------------
Hình 4.51 Cấu tạo kênh dẫn gia nhiệt trong----------------------------------------------
Hình 4.52 Hệ thống kênh dẫn có gia nhiêt điển hình-------------------------------------
Hình 4.53 Miệng phun trên khuôn--------------------------------------------------------
Hình 4.54 Miệng phun trực tiếp và vết cắt mà nó để lại trên sản phẩm-------------------
Hình 4.55 Kích thước cho thiết kế miệng phun trực tiếp---------------------------------
Hình 4.56 Miệng phun kiểu băng và vết cắt mà nó để lại trên sản phẩm------------------
Hình 4.57 Kích thước cho thiết kế miệng phun kiểu băng -------------------------------
Hình 4.58 Miệng phun kiểu cạnh và vết cắt mà nó để lại trên sản phẩm
Hình 4.59 Kích thước cho thiết kế miệng phun kiểu cạnh--------------------------------
Hình 4.60 Miệng phun kiểu gối-----------------------------------------------------------
Hình 4.61 Miệng phun kiểu quạt và vết cắt mà nó để lại trên sản phẩm------------------
Hình 4.62 Kích thước cho thiết kế miệng phun kiểu quạt--------------------------------
Hình 4.63 Sản phẩm với miệng phun kiểu đĩa---------------------------------------------
Hình 4.64 Kích thước cho thiết kế miệng phun kiểu đĩa----------------------------------
Hình 4.65 a) Miệng phun kiểu vòng ngoài------------------------------------------------
b) Miệng phun kiểu vòng trong------------------------------------------------
Hình 4.66 a) Kích thước thiết kế cho miệng phun kiểu vòng ngoài-----------------------
b) Kích thước thiết kế cho miệng phun kiểu vòng trong-----------------------
Hình 4.67 Miệng phun kiểu nan hoa------------------------------------------------------
Hình 4.68 Miệng phun kiểu màng và vết cắt mà nó để lại trên sản phẩm-----------------
Hình 4.69 Kích thước cho thiết kế miệng phun kiểu màn---------------------------------
Hình 4.70 Miệng phun điểm và vết cắt mà nó để lại trên sản phẩm
Hình 4.71 Kích thước cho thiết kế miệng phun điểm-------------------------------------
Hình 4.72 Các kiểu lỗ chốt kéo kênh dẫn-------------------------------------------------
Hình 4.73 Miệng phun ngầm và vết cắt mà nó để lại trên sản phẩm----------------------
Hình 4.74 Loại miệng phun ngầm dạng thẳng--------------------------------------------
Hình 4.75 Quá trình cắt miệng phun ngầm dạng thẳng----------------------------------
Hình 4.76 Kích thước cho thiết kế miệng phun ngầm tiêu chuẩn-------------------------
Hình 4.77 Kích thước cho thiết kế miệng phun ngầm hiệu chỉnh-------------------------
Hình 4.78 Quá trình cắt miệng phun ngầm dạng cong-----------------------------------
Hình 4.79 Kích thước cho thiết kế kênh dẫn và miệng phunkiểu ngầm------------------
Hình 4.80 Kích thước cho thiết kế miệng phun ngầm dạng cong-------------------------
Hình 4.81 Miệng phun kiểu không có van------------------------------------------------
Hình 4.82 Miệng phun kiểu có van--------------------------------------------------------
Hình 4.83 Hệ thống dẫn hướng trên khuôn-----------------------------------------------
Hình 4.84 Tháo lõi mặt bên bằng cam chốt xiên------------------------------------------
Hình 4.85 Tháo lõi mặt bên bằng cam chốt xiên kết hợp lò xo---------------------------
Hình 4.86 Khuôn dùng chốt xiên kép-----------------------------------------------------
Hình 4.87 Khuôn được làm nguội bằng khí-----------------------------------------------
Hình 4.88 Khuôn được làm nguội bằng nước---------------------------------------------
Hình 4.89 Khuôn được làm nguội bằng hổn hợp Ethylen Glycol và nước---------------
Hình 4.90 Hệ thống làm nguội hoàn chỉnh------------------------------------------------
Hình 4.91 Hệ thống làm nguội trên khuôn------------------------------------------------
Hình 4.92 Bố trí kênh dẫn nguội làm đều sản phẩm--------------------------------------
Hình 4.93 Kênh dẫn nguội không nên quá dài--------------------------------------------
Hình 4.94 Dòng chảy rối trao đổi nhiệt tốt hơn-------------------------------------------
Hình 4.95 Kích thước kênh làm nguội cho thiết kế---------------------------------------
Hình 4.96 Làm nguội lòng khuôn---------------------------------------------------------
Hình 4.97 Làm nguội lòng lõi-------------------------------------------------------------
Hình 4.98 a) Làm nguội lõi khuôn và lòng khuôn bằng kênh làm nguội xoắn ốc kết hợp với vách làm nguội dạng tròn
b) Làm nguội lõi khuôn và lòng khuôn bằng kênh làm nguội xoắn ốc---------
Hình 4.99 Làm nguội bằng khí------------------------------------------------------------
Hình 4.100 Làm nguội bằng ống dẫn nhiệt-------------------------------------------------
Hình 4.101 Kiểu bố trí kênh nguội theo từng kênh riêng biệt -----------------------------
Hình 4.102 Kiểu bố trí kênh nguội dạng vòng một cấp------------------------------------
Hình 4.103 Kiểu bố trí kênh nguội dạng vòng nhiều cấp-----------------------------------
Hình 4.104 Các nút chỉnh dòng được lắp trên khuôn--------------------------------------
Hình 4.105 Một số loại nút chỉnh dòng-----------------------------------------------------
Hình 4.106 Nút que làm chệt hướng trên khuôn-------------------------------------------
Hình 4.107 Một loại nút que làm chệt hướng dòng----------------------------------------
Hình 4.108 Làm nguội bằng Cascade water junction--------------------------------------
Hình 4.109 Một số loại Cascade water junction--------------------------------------------
Hình 4.110 Làm nguội bằng vách tròn------------------------------------------------------
Hình 4.111 Một số loại vách tròn-----------------------------------------------------------
Hình 4.112 Làm nguội bằng vách thẳng vàvách xoắn--------------------------------------
Hình 4.113 Làm nguội bằng ống dẫn nhiệt------------------------------------------------
Hình 4.114 Các đoạn gấp khúc của kênh làm nguội dùng đầu nối chuyển tiếp -----------
Hình 4.115 Một số loại đầu nối chuyển tiếp------------------------------------------------
Hình 4.116 Đầu nối trên khuôn-------------------------------------------------------------
Hình 4.117 Một số loại đầu nối-------------------------------------------------------------
Hình 4.118 Ống phân phối được lắp trên khuôn-------------------------------------------
Hình 4.119 Một loại ống phân phối có đồng hồ đo áp--------------------------------------
Hình 4.120 Thời gian làm nguội chiếm phần lớn thời gian chu kỳ.
Hình 4.121 Khuôn được gia nhiệt bằng nước nóng----------------------------------------
Hình 4.122 Khuôn được gia nhiệt bằng dầu------------------------------------------------
Hình 4.123 Khuôn được gia nhiệt bằng hơi nước------------------------------------------
Hình 4.124 Các băng gia nhiệt trên máy ép phun và trên khuôn---------------------------
Hình 4.125 Các băng gia nhiệt--------------------------------------------------------------
Hình 4.126 Cartridge heater----------------------------------------------------------------
Hình 4.127 Cặp nhiệt điện------------------------------------------------------------------
Hình 4.128 Lớp cách nhiệt trên khuôn-----------------------------------------------------
Hình 4.129 Sản phẩm bị phế phẩm do thoát khí không tốt---------------------------------
Hình 4.130 Lòng khuôn được điền đầy hoàn toàn------------------------------------------
Hình 4.131 Kích thước cho rãnh thiết kế---------------------------------------------------
Hình 4.132 Bố trí rãnh thiết kế ở những chỗ dẽ gây phế phẩm----------------------------
Hình 4.133 Kích thước mặt ngoài khuyên dùng trên ty lói--------------------------------
Hình 4.134 Các phần tử trong hệ thống đẩy------------------------------------------------
Hình 4.135 Hệ thống đẩy dùng lưỡi đẩy ---------------------------------------------------
Hình 4.136 Hệ thống đẩy dùng ống đẩy----------------------------------------------------
Hình 4.137 Ống đẩy------------------------------------------------------------------------
Hình 4.138 Hệ thống đẩy dùng tấm tháo---------------------------------------------------
Hình 4.139 Hệ thống đẩy dùng khí nén kết hợp tấm tháo---------------------------------
Hình 4.140 Cấu tạo van khí-----------------------------------------------------------------
Hình 4.141 Thổi khí trên hai tấm khuôn để đẩy sản phẩm----------------------------------
Hình 4.142 Hai kiểu van khí thường dùng cho hệ thống thổi khí trong hai nữa khuôn----
Hình 4.143 Hệ thống đẩy có gia tốc thêm cho một chốt đẩy-------------------------------
Hình 4.144 Bộ gia tốc cho chốt đẩy--------------------------------------------------------
Hình 4.145 Hệ thống có gia tốc thêm cho tấm đẩy trên -----------------------------------
Hình 4.146 Bộ gia tốc thêm cho tấm đẩy trên----------------------------------------------
Hình 4.147 Tấm đẩy có đòn bẩy------------------------------------------------------------
Hình 4.148 Bộ đòn bẩy---------------------------------------------------------------------
Hình 4.149 Các giai doạn đẩy trong hệ thống đẩy hai tầng dùng lò xo--------------------
Hình 4.150 Quá trình đẩy của chốt hai tầng kiểu 1-----------------------------------------
Hình 4.151 Chốt hai tầng kiểu 1------------------------------------------------------------
Hình 4.152 Quá trình đẩy của chốt hai tầng kiểu 2-----------------------------------------
Hình 4.153 Chốt hai tầng kiểu 2------------------------------------------------------------
Hình 4.154 Cơ cấu đẩy kênh dẫn trong khuôn ba tấm--------------------------------------
Hình 4.155 Nguyên lý hoạt động của cơ cấu------------------------------------------------
Hình 4.156 Chốt hồi trên khuôn-------------------------------------------------------------
Hình 4.157 Hình dạng ngoài của chốt hồi tiêu chuẩn---------------------------------------
Hình 4.158 Chốt hồi tiêu chuẩn trên khuôn-------------------------------------------------
Hình 4.159 Cấu tạo chốt khuỷu kiểu chữ X-------------------------------------------------
Hình 4.160 Cấu tạo chốt khuỷu kiểu chữ Y-------------------------------------------------
Hình 4.161 Cấu tạo chốt khuỷu kiểu chữ Z ------------------------------------------------
Hình 5.1 Một số profile ren thường được dùng để thiết kế cho sản phẩm nhựa---------
Hình 5.2 Làm tròn đoạn hết ren----------------------------------------------------------
Hình 5.3 Ren côn-------------------------------------------------------------------------
Hình 5.4 Giải pháp không dùng ren côn--------------------------------------------------
Hình 5.5 Thiết kế ren ngoài cho chi tiết nhựa--------------------------------------------
Hình 5.6 Ren phi tiêu chuẩn--------------------------------------------------------------
Hình 5.7 Tháo ren bằng lực cưỡng bức---------------------------------------------------
Hình 5.8 Cấu tạo của chốt gập và vị trí của nó trên khuôn-------------------------------
Hình 5.9 Lắp chốt gập trên khuôn--------------------------------------------------------
Hình 5.10 Nguyên lý hoạt động của chốt gập trên khuôn---------------------------------
Hình 5.11 Tháo ren bằng thanh răng - bánh răng được truyền lực bằng cơ---------------
Hình 5.12 Tháo ren bằng thanh răng - bánh răng được truyền bằng thủy lực khí nén----
Hình 5.13 Nguyên lý họat động của hệ thống tháo ren bằng thanh răng - bánh răng được truyền bằng thủy lực khí nén ------------------------------------------------------------------------
Hình 5.14 Tháo ren bằng tay---------------------------------------------------------------
Hình 5.15 Một sản phẩm có ren ngoài-----------------------------------------------------
Hình 5.16 Khuôn hai nửa cho sản phẩm có đường ren đối xứng qua mặt phân khuôn----
Hình 5.17 Tháo ren ngoài bằng phương pháp cưỡng bức---------------------------------
Hình 5.18 Tháo ren bằng chốt nhả---------------------------------------------------------
Hình 5.19 Tháo ren bằng tay---------------------------------------------------------------
Hình 6.1 Các lỗ khí trên bề mặt sản phẩm------------------------------------------------
Hình 6.2 Nguyên nhân gây ra lỗ khí------------------------------------------------------
Hình 6.3 Sản phẩm bị gãy----------------------------------------------------------------
Hình 6.4 Các đốm cháy trên sản phẩm---------------------------------------------------
Hình 6.5 Hiện tượng kẹt khí--------------------------------------------------------------
Hình 6.6 Vết rạn nứt trên sản phẩm------------------------------------------------------
Hình 6.7 Các mảng chốc trên bề mặt sản phẩm------------------------------------------
Hình 6.8 Sản phẩm bị hụt-----------------------------------------------------------------
Hình 6.9 Sản phẩm bị đổi màu------------------------------------------------------------
Hình 6.10 Các mắt cá trên bề mặt sản phẩm----------------------------------------------
Hình 6.11 Sản phẩm bị bavia---------------------------------------------------------------
Hình 6.12 Các vết dòng chảy trên sản phẩm-----------------------------------------------
Hình 6.13 a) Dòng chảy không gây gợn sóng ---------------------------------------------
b) Dòng chảy gây gợn sóng-----------------------------------------------------
Hình 6.14 Các sản phẩm không điền đầy hoàn toàn--------------------------------------
Hình 6.15 Dòng nhựa bị hạn chế-----------------------------------------------------------
Hình 6.16 Dòng nhựa bị nghẽn------------------------------------------------------------
Hình 6.17 Ap ngược do khí không thoát ra ngoài được-----------------------------------
Hình 6.18 Vết lõm và lỗ trống trên sản phẩm---------------------------------------------
Hình 6.19 Khoảng đệm--------------------------------------------------------------------
Hình 6.20 Sản phẩm bị cong vênh---------------------------------------------------------
Hình 6.21 Thời gian nhựa trên dưới nguội khác nhau gây cong vênh---------------------
Hình 6.22 Các vết bẩn và sọc đen trên sản phẩm-----------------------------------------
Hình 6.23 Sự tạo đuôi----------------------------------------------------------------------
Hình 6.24 Dùng miệng phun kiểu gối khắc phục sự tạo đuôi------------------------------
Hình 6.25 Miệng phun kiểu băng và quạt giúp nhựa lan tỏa tốt---------------------------
Hình 6.26 Biểu đồ hiệu chỉnh tốc độ ram-------------------------------------------------
Hình 6.27 a) Đường nối -------------------------------------------------------------------
b) Đường hàn-------------------------------------------------------------------
TÀI LIỆU THAM KHẢO
[1] PTS Vũ Hoài Ân, 1994. Thiết kế khuôn cho sản phẩm nhựa, Viện Máy Và Dụng Cụ Công Nghiệp Trung Tâm Đào Tạo Và Thực Hành CAD/CAM.
[2] Huỳnh Sáu, 1997. Sổ tay kỹ thuật công nghệ ép phun, Trung tâm kỹ thuật chất dẻo, Sở Công Nghiệp – TP. HCM.
[3] Kỹ thuật viên ngành nhựa-Nhà quản lý, Hiệp hội nhựa TP. Hồ Chí Minh-Tạp Chí Nhựa Việt Nam.
[4] Mold – Making Handbook.
[5] Design formulas for plastics engineers.
[6] Plastic Injection Molding and Mold Design.
[7] FUTABA, Catalog Standard Plastic Mold Base.
[8] Một số tài liệu do KS Đoàn Huy Phúc soạn.
Các trang Web tham khảo:
www.Nhom3C.com
www.Thuviencongdong.net
www.4Share.com
www.DMEuniversity.net
www.dme.net
www.dsmep.com
www.ewikon.com
www.RTPCOMPANY.com
www.Psc-company.com
www.honeywell-plastics.com







