Thiết kế cơ cấu hợp thành vận tốc máy phay lăn răng
NỘI DUNG ĐỒ ÁN
TÍNH TOÁN Thiết kế cơ cấu hợp thành vận tốc máy phay lăn răng, thuyết minh Thiết kế cơ cấu hợp thành vận tốc máy phay lăn răng, quy trình sản xuất , bản vẽ nguyên lý Thiết kế cơ cấu hợp thành vận tốc máy phay lăn răng, bản vẽ Thiết kế cơ cấu hợp thành vận tốc máy phay lăn răng
Mục Lục
Trang
Lời nói đầu........................................................................................................... 4.
Phần I. Giới thiệu chung về các loại cơ cấu cộng chuyển động....................... 5.
I. Các loại cơ cấu vi sai trong nghành chế tạo ôtô.............................................. ...5
I. 1. Bộ vi sai trượt giới hạn kiểu ly hợp clutch-type LSD...................... 5.
I. 2. Khớp nối dính (Viscous Coupling)..................................................... 6.
I. 3. Vi sai khoá locking và vi sai cảm biến mô men Torsen.................... 7.
II. Cơ cấu vi sai trong nghành chế tạo máy..................................................... 8.
II.1. Vi sai bánh răng côn...............................................................................8.
II.2. Bộ vi sai bánh răng trụ đối xứng.......................................................... 8.
Phần II. Lý do chọn đề tài........................................................................ ........ 7.
Phần III. Tổng quan về gia công bánh răng.................................................... 9.
III.1 Các loại bánh răng................................................................................ 9.
III.1.1. Bánh răng thân khai......................................... ............................... . 10.
III.1.2. Bánh răng xyclôit....................... .................................................... 11.
III.1.3. Bánh trụ răng xoắn truyền chuyển động giữa hai trục song song .... 12.
III.1.3.1 Bánh răng nghiêng biên dạng thân khai
III.1.3.2 Bánh răng nghiêng biên dạng cung tròn (bánh răng Nôvicốp)
III.1.4. Bánh răng trụ răng xoắn truyền chuyển động quay giữa hai trục chéo nhau..... 14.
III.1.5. Cơ cấu trục vít bánh vít..................... ............................ .. .... 15.
III.1.6. Bánh răng nón................................................ ... ........ 16.
III.1.6.1 Bánh răng nón răng thẳng
III.1.6.2 Bánh nón răng không thẳng (răng cong)
III.2. Phương pháp gia công bánh răng....................................................... ..17.
III.2.1. Phương pháp chép hình.................................................................. 18.
III.2.2. Phương pháp bao hình........................................................... ..... 18.
III.3. Các loại máy gia công bánh răng trụ..................................................... ..... 19.
III.3.1. Máy chép hình gia công bánh răng trụ................................... ..... 19.
III.3.2. Máy gia công bánh răng trụ theo phương pháp bao hình......... .. 20.
a/ Gia công bánh răng thẳng.
b/ Gia công bánh răng xoắn.
III.4. Các loại dụng cụ cắt gia công bánh răng và dao phay lăn trục vít........... 19.
III.4. 1. Các loại dụng cụ cắt gia công bánh răng...................................... 20.
III.4. 2. Dao phay lăn trục vít...................................................................... 20.
Phần IV. Nguyên lý cấu tạo và khả năng công nghệ của máy phay lăn răng . 23.
IV.1. Nguyên lý cấu tạo của máy phay lăn răng............................................. . 25.
IV.2. Cấu tạo và khả năng công nghệ của máy phay lăn răng 5M324A....... .... 26.
IV.2.1. Đặc điểm máy phay lăn răng................................................. 27.
IV.2.2. Các thông số chủ yếu và cấu tạo chung máy lăn răng........... 30.
IV.2.3. Các phương pháp tạo hình bề nặt chi tiết gia công............... 31.
Phần V. Nghiên cứu, tính toán các chuyển động cần thiết khi phay bánh răng nghiêng trên máy 5M324A.
V.1 xích tốc độ máy máy 5M324A....................................................... 38.
V.2. Phương trình xích bao hình............................................................... ....... 38.
V.3. Xích chuyển động chạy dao............................................... ........ 40.
V.3.1. Xích chuyển động chạy dao đứng........................................... 40
V.3.2. Xích chạy dao hướng kính............................................... ......... 40
V.3.3. Chạy dao chiều trục.................................................................... 40
V.4. Xích chạy dao nhanh................................................................................. 41
V.4. 1. Xích chạy dao nhanh đứng................................................... 41
V.4. 2. chạy dao nhanh hướng kính..................................................... 42
V.5. Xích chuyển động vi sai. ..................................................................... 42
Phần VI. Mô tả sơ đồ nguyên lý bộ cộng chuyển động............................... 43
Phần VII. Ứng dụng phần mềm PRO ENGINEER mô phỏng lắp ráp cơ cấu hợp thành... 44
VII.1. Giới thiệu chung về phần mềm Pro engineer.................................... 44
VII.2. Lắp ráp và mô phỏng cơ cấu hợp thành.............................................. 50
VII.2.1. Cụm bánh vít và bánh răng côn................................................... 50
VII.2.2. Cụm bánh răng quay hành tinh.....................................................51
VII.2.3. Cụm bánh răng còn lại................................................................ 52
VII.2.4. Cụm nắp hộp.................................................................................53
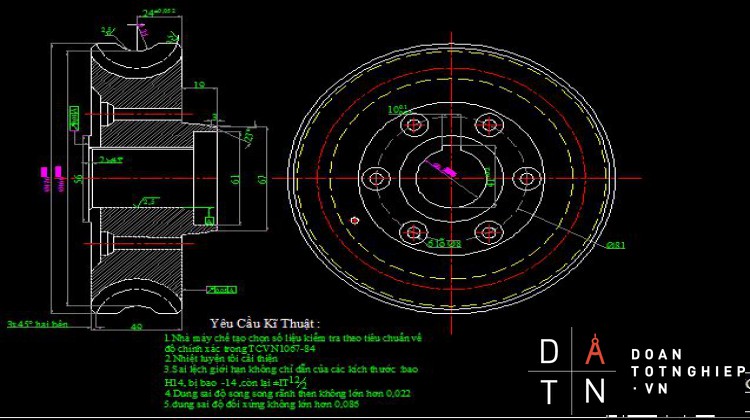
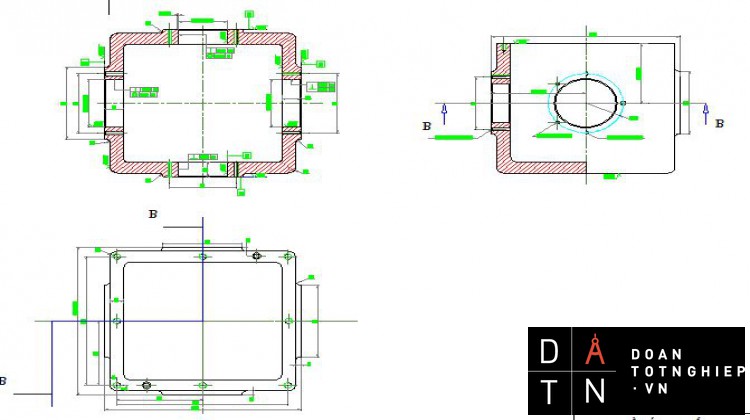
Phần VIII. Thiết quy trình công nghệ gia công chi tiết vỏ hộp.......... ........... 54
VIII.1 Phân tích chi tiết gia công..................................................................... 55
VIII.1. Phân tích chức năng và điều kiện làm việc của chi tiết........................ 55
VIII.2. Phân tích tính công nghệ trong kết cấu của chi tiết.............................. 56
VIII.3. Xác định phương pháp chế tạo phôi..................................................... 57
VIII.3.1. Đúc trong khuôn cát, làm khuôn bằng tay, mẫu gỗ :
VIII.3.2. Đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy :
VIII.3.3. Đúc áp lực:
VIII.3.4. Đúc trong khuôn kim loại :
VIII.3.5. Đúc trong khuôn vỏ mỏng:
VIII.3.6. Đúc trong khuôn mẫu chẩy:
VIII.4. Thiết kế quy trình công nghệ gia công chi tiết........................................ 58
VIII.4.1. Chọn chuẩn để gia công chi tiết ............................................................ 60
VIII.4.2 Lập quy trình công nghệ :........................................................ .. ....... 62
VIII.5. Tính toán thiết kế đồ gá............................................................................ 80
VIII.5.1. Tính lực kẹp chặt W. ................................................................. 80
VIII.5.2. Tính sai số chế tạo đồ gá............................................................. 81
VIII.6. Tính toán lượng dư gia công cho nguyên công III:................................. 82
Tài liệu tham khảo:…… ……………………………………….. 85
LỜI NÓI ĐẦU
Với mỗi quốc gia thì cơ khí là một trong những ngành công nghiệp không thể thiếu. Nó là tiền đề, là cơ sở của nhiều ngành công nghiệp quan trọng khác. Vì nó đóng vai trò quan trọng trong việc sản xuất trang thiết bị, công cụ cho mọi ngành kinh tế quốc dân. Đặc biệt với một nền kinh tế còn non trẻ như nước ta, với xu hướng “Công Nghiệp Hóa – Hiện Đại Hóa” đất nước, thì ngành cơ khí nói chung và cơ khí chế tạo máy nói riêng lại càng thể hiện rõ tầm quan trọng của nó.Trong đó máy cắt kim loại chiếm một vị trí đặc biệt trong ngành chế tạo máy để sản xuất ra các chi tiết của các máy khác nhau, nghĩa là chế tạo ra tư liệu sản xuất. Hiện nay do đời sống nhân dân ngày càng được nâng cao, nhu cầu về sản xuất công nghiệp tăng. Vì vậy cần phải thiết kế các máy cắt kim loại vạn năng, chuyên dùng có năng suất cao, bảo đảm độ chính xác, độ ổn định và độ tin cậy, kết cấu máy đơn giản, có tính kinh tế và phù hợp với điều kiện chế tạo và sử dụng của từng cơ sở sản xuất.
Để phục vụ cho việc phát triền ngành cơ khí hiện này, chúng ta cần phải đẩy mạnh công tác đào tạo đội ngũ cán bộ kỹ thuật có trình độ chuyên môn cao về các lĩnh vực, có khả năng làm việc độc lập, sáng tạo và khả năng làm việc nhóm. Nhằm đáp ứng yêu cầu trên, công việc đào tạo tại các trường nghề, trung cấp, cao đẳng cũng như đại học ngày càng được chú trọng hơn.
Với đồ án tốt nghiệp : “Thiết kế cơ cấu hợp thành vận tốc máy phay lăn răng” sinh viên được đi sát vào thực tế sản xuất, được vận dụng các kiến thức một cách tổng hợp. Với yêu cầu của đồ án, sinh viên phải biết tìm tòi, vận dụng kiến thức đã học một cách linh hoạt, kết hợp trao đổi nhóm giữa: Thầy – sinh viên, sinh viên – sinh viên. Nhờ vậy sau khi kết thúc đồ án mỗi sinh viên đều có thể trang bị cho mình một kiến thức tổng hợp, hiểu biết thêm về công nghệ chế tạo máy nói chung và máy công cụ nói riêng đã được học trong lý thuyết, cùng với kỹ năng làm việc độc lập cũng như làm việc nhóm.
Được sự hướng dẫn tận tình của thầy Đậu Phi Hải, đến nay em đã hoàn thành đồ án tốt nghiệp của mình. Mặc dù được trang bị các kiến thức cơ bản, nhưng do khả năng cùng với hiểu biết thực tế còn hạn chế, nên đồ án tốt nghiệp không tránh khỏi những thiếu xót về mặt kỹ thuật cũng như nội dung. Vì vậy em rất mong nhận được những ý kiến của các thầy, cô để đồ án của em được hoàn thiện hơn, và quan trọng hơn là em sẽ biết thêm được những kiến thức để hoàn thiện mình, đáp ứng yêu cầu của một kỹ sư cơ khí.
Em xin chân thành cảm ơn thầy Đậu Phi Hải, cùng tập thể thầy cô giáo trong bộ môn đã cho em những lời khuyên quý báu để hoàn thành đồ án tốt nghiệp này
Phần I
Giới thiệu chung về các loại cơ cấu cộng chuyển động
Cơ cấu VISAI là một hệ bánh răng hành tinh có chức năng phân phối chuyển động (momen xoắn) theo các hướng khác nhau với các vận tốc khác nhau tránh làm phá hỏng các trục.
Trong chế tạo ôtô, nhờ cơ cấu vi sai (cơ cấu bài trí tốc độ ), khả năng bài trừ tốc độ giữa hai bánh nên khi xe chạy vòng tuy tốc độ hai bánh khác nhau nhưng xe không bị lật. trong trường hợp này cơ cấu vi sai đã tự động điều chỉnh tốc độ hai bánh này phù hợp ở bất kì vòng cua nào.
Trong chế tạo máy, xích vi sai được áp dụng rộng rãi trong xích vi sai của máy phay lăn răng.
Đặc biệt, nếu cần có tốc độ giảm lớn cơ cấu vi sai có thể có tỷ số truyền lên hàng vạn lần, mà chỉ cần vài bánh răng.
I.1. Các loại cơ cấu vi sai trong nghành chế tạo ôtô.
Bộ vi sai là một thiết bị dùng để chia mô men xoắn của động cơ thành hai đường, cho phép hai bên bánh xe quay với hai tốc độ khác nhau. Chúng ta có thể tìm thấy bộ vi sai ở tất cả các xe hơi và xe tải hiện đại, và đặc biệt ở các xe bốn bánh chủ động hoàn toàn. Mỗi cầu chủ động của những xe này đều cần một bộ vi sai và đương nhiên giữa bánh trước và bánh sau cũng cần vì khi vào cua, quãng đường mà bánh trước và sau đi được cũng khác nhau.
Bộ vi sai có ba nhiệm vụ:
- Truyền mô men của động cơ tới các bánh xe.
- Đóng vai trò là cơ cấu giảm tốc cuối cùng trước khi mô men xoắn truyền tới các bánh xe.
- Truyền mô men tới bánh xe trong khi cho phép chúng quay với tốc độ khác nhau
Các bánh xe quay với các tốc độ khác nhau, đặc biệt là khi quay vòng. Hãy nhìn vào hình vẽ ở trên. Mỗi bánh xe sẽ đi được những quãng đường khác nhau khi chiếc xe vào cua, các bánh xe phía trong đi được quãng đường ngắn hơn các bánh xe phía ngoài. Điều đó có nghĩa là các bánh xe bên trong sẽ quay với tốc độ thấp hơn các bánh xe ngoài. Đối với các bánh xe bị động, ví dụ như các bánh trước của chiếc xe dẫn động bánh sau, không có gì liên kết chuyển động giữa chúng nên hoạt động độc lập với nhau. Thế nhưng, hai bánh sau lại có sự liên kết để cùng nhận được nguồn động lực từ một động cơ và một hộp số duy nhất. Nếu không có bộ vi sai, hai bánh sau sẽ bị khoá lại với nhau, bị bắt buộc phải quay với cùng một tốc độ như nhau. Điều này sẽ làm cho việc quay vòng của xe rất khó khăn. Để chiếc xe vào cua được, chắc chắn một bánh xe sẽ bị trượt quay. Với công nghệ chế tạo lốp xe và đường bê tông như hiện nay, lực tác động sẽ làm trượt quay một bánh xe. Lực này sẽ được truyền từ bánh xe bên này sang bên kia qua trục bánh xe, làm tăng lực xoắn tác dụng lên trục bánh xe và có thể phá hỏng trục xe.
Trong nghành chế tạo ô tô thường gặp các loại bộ vi sai sau:
I.1.1. Bộ vi sai trượt giới hạn kiểu ly hợp clutch-type LSD. Đây có lẽ là dạng chung nhất của loại vi sai trượt giới hạn. Loại vi sai này có tất cả các thành phần của một bộ vi sai mở, nhưng có thêm một hộp lò xo và một bộ ly hợp. Một vài bộ có một ly hợp hình nón giống như đồng bộ ở các hộp số cơ khí.
Hộp lò xo đẩy các bánh răng bên cạnh tách ra khỏi các tấm ly hợp đang được gắn với vỏ vi sai. Toàn bộ các bánh răng đều quay với vỏ khi hai bánh xe quay cùng một tốc độ, và lúc này không cần thiết phải có bộ ly hợp này. Thế nhưng nếu có gì đó buộc cho một bánh xe quay nhanh hơn bánh kia, như khi vào cua chẳng hạn, thì lập tức ly hợp bắt đầu hoạt động. Nó có tác dụng chống lại hiện tượng cả hai bánh xe quay cùng một tốc độ. Nếu một bánh xe muốn quay nhanh hơn bánh bên kia, nó cần phải làm bộ ly hợp trượt đi. Độ cứng của lò xo và lực ma sát của ly hợp sẽ quyết định giá trị mô men sẽ làm cho nó bị trượt.
Trở lại với tình huống trên, nếu một bánh xe lăn trên băng còn bánh bên kia lại có độ bám đường rất tốt, với bộ vi sai trượt giới hạn này thì ngay cả bánh xe bị trượt quay không thể truyền mô men xuống đất thì bánh bên kia cũng sẽ truyền đủ mô men để chiếc xe di chuyển khỏi vùng lầy. Mô men được cung cấp cho bánh xe không nằm trên băng sẽ cân bằng với giá trị mô men còn lại sau khi đã làm cho ly hợp trượt đi. Kết quả là chúng ta đã có thể di chuyển về trước vượt qua vũng lầy.
I.1.2. Khớp nối dính (Viscous Coupling)
Khớp nối dính thường được thấy trên các xe có các bánh xe chủ động hoàn toàn. Nó được sử dụng để kết nối các bánh sau với các bánh xe trước để khi một cặp bánh xe bị trượt thì mô men xoắn sẽ được chuyển tới cặp bánh kia.
Khớp nối dính có hai bộ đĩa ma sát đặt bên trong một không gian kín điền đầy chất lỏng (thường là dầu thuỷ lực đặc biệt) có độ nhớt cao. Mỗi bộ đĩa ma sát được nối với một đầu trục. Dưới điều kiện bình thường, cả hai bộ đĩa ma sát và lượng dầu thuỷ lực trong khớp nối cùng quay với một tốc độ nhất định. Khi một cặp bánh xe cố gắng quay nhanh hơn, có thể đang bị trượt chẳng hạn, bộ đĩa ma sát tương ứng với cặp bánh xe quay nhanh hơn cũng bị quay nhanh hơn theo. Lúc này, dầu thuỷ lực nằm trong không gian giữa hai bộ đĩa ma sát sẽ có tác dụng cuốn bộ đĩa ma sát kia cùng quay nhanh theo. Điều này sẽ làm cho mô men xoắn sẽ được truyền từ cặp bánh xe quay nhanh hơn sang bánh xe quay chậm hơn, làm cho bánh đỡ bị trượt hơn.
Khi chiếc xe vào cua, sự khác nhau về tốc độ giữa các bánh xe không lớn như khi một trong chúng bị trượt. Một trong hai bộ đĩa ma sát quay càng nhanh so với bộ kia (tương ứng với bánh xe trượt càng nhiều) thì lượng mô men xoắn được bộ khớp nối dính chuyển đổi càng lớn. Như vậy tác dụng của loại khớp nối này khi xe vào cua là không có, vì vậy nhược điểm lớn nhất, rõ ràng là: không có một chút mô men nào được chuyển đổi trước khi hiện tượng trượt bắt đầu.
Để dễ hiểu hơn, chúng ta cùng tìm hiểu một minh hoạ đơn giản sau: Chúng ta hãy đặt một chiếc đĩa thuỷ tinh, sâu lòng, nhỏ có thể chứa được một quả trứng gà (vịt) lên một đế quay đặt trên chiếc bàn. Hãy khéo léo đập quả trứng vào trong chiếc đĩa mà lòng đỏ không bị vỡ ra. Lúc này, lòng đỏ quả trứng nằm ở giữa chiếc đĩa và lòng trắng bao quanh. Chúng ta hãy quay đột ngột chiếc đĩa. Chú ý nhìn chúng ta sẽ thấy, lúc đầu lòng đỏ quả trứng không quay cùng chiếc đĩa nhưng chỉ một lúc sau nó đã quay cùng với chiếc đĩa. Điều này có thể lý giải là do lực ma sát nhớt của lòng trắng trứng gà đã làm cho lòng đỏ quay cùng theo với chiếc đĩa. Nếu khi chiếc đĩa và lòng đỏ đang quay cùng nhau, bất ngờ chúng ta giữ chiếc đĩa lại, lúc này lòng đỏ lập tức quay chậm dần rồi cũng dừng lại theo chiếc đĩa. Liên hệ với khớp nối trên ta có thể thấy chiếc đĩa và lòng đỏ chính là hai bộ đĩa ma sát còn lòng trắng trứng gà có tác dụng như dầu thuỷ lực, và nguyên lý làm việc của chúng như ở ví dụ minh hoạ trên.
I.1.3. Vi sai khoá locking và vi sai cảm biến mô men Torsen.
Bộ vi sai khoá rất hữu ích trong trường hợp xe của chúng ta chạy trên đường rất xấu. Kết cấu của nó cũng giống với loại vi sai mở nhưng được kết hợp thêm cơ cấu thuỷ lực, khí nén hoặc điện để khoá các bánh răng đầu ra lại với nhau. Cơ cấu vi sai này được điều khiển đóng mở chủ yếu bằng công tắc và khi nó hoạt động các bánh xe đều quay với cùng một tốc độ như nhau.
Vi sai Torsen là một thiết bị cơ khí hoàn toàn, nó không được điều khiển bằng điện tử, không có ly hợp và cũng không có tý chút thuỷ lực nào.
Vi sai Torsen (kết hợp từ “torque” và “sensing”, có nghĩa là cảm biến mô men) làm việc như một bộ vi sai mở khi giá trị mô men của mỗi bánh xe là cân bằng. Thế nhưng ngay sau khi một bánh xe nào đó mất lực bám, sự khác nhau về mô men dẫn đến các bánh răng trong bộ vi sai Torsen kết nối với nhau. Việc thiết kế các bánh răng trong bộ vi sai sẽ quyết định đến tỷ số chênh lệch mô men.
Ví dụ, nếu một bộ vi sai Torsen đặc biệt được thiết kế với tỷ số chênh lệch 5:1, nó sẽ có khả năng cung cấp mô men xoắn cho bánh xe có lực bám tốt lớn gấp 5 lần bánh xe bị trượt.
Các thiết bị này thường được sử dụng ở các xe hơi có các bánh chủ động hoàn toàn với hiệu suất cao. Giống như bộ khớp nối dính, chúng thường được sử dụng để chuyển đổi công suất giữa bánh trước và bánh xe sau. Trong hai loại này, bộ vi sai Torsen tốt hơn bộ vi sai khớp nối dính vì chúng truyền mô men ngay khi hiện tượng trượt có thể xảy ra. Tuy nhiên, nếu một cặp bánh xe bị mất sức bám hoàn toàn thì vi sai Torsen sẽ không thể cung cấp một chút mô men nào cho cặp bánh xe kia, bởi vì tỷ số chênh lệch sẽ quyết định bao nhiêu mô men xoắn được chuyển đổi, và đương nhiên 5 lần 0 sẽ phải bằng 0.
I.2. Cơ cấu vi sai trong nghành chế tạo máy.
Cơ cấu vi sai rất quan trọng trong nghành chế tạo máy nói chung và các máy công cụ có xích truyền động vi sai nói riêng, vi sai giúp mở rộng khả năng công nghệ của các loại máy này, đặt biệt là các loại máy phay lăn răng.
Cơ cấu vi sai có nhiệm vụ tổng hợp các chuyển động theo nhiều hướng khác nhau truyền đến chúng, tạo điều kiện hình thành biên dạng răng xoắn. Việc tổng hợp hai chuyển động khác nhau truyền đến tránh cho các trục không bị phá hủy do bị xoắn.
Nhìn chung trong các máy phay lăn răng có hai loại vi sai thông dụng đó là vi sai bánh răng trụ và vi sai bánh răng côn
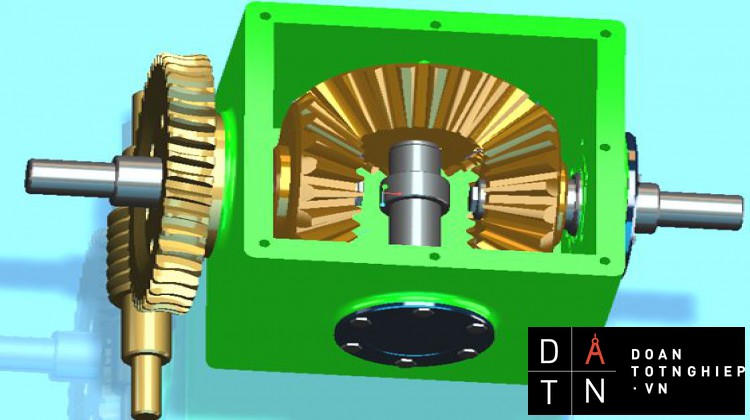
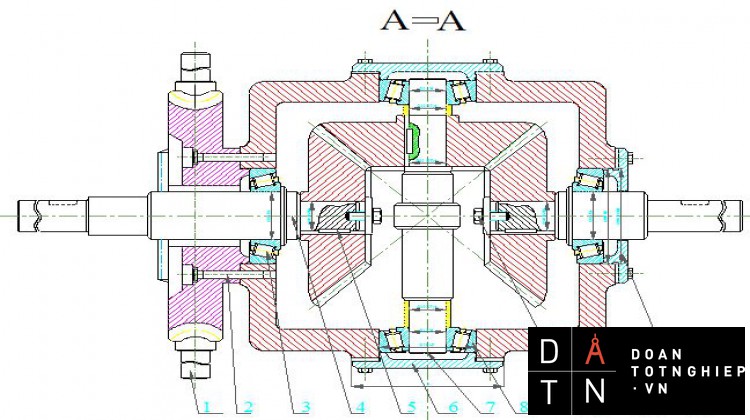
I.2.1. Vi sai bánh răng côn.
Vi sai bánh răng côn được ứng dụng trong máy phay lăn răng 5M324A. cấu tạo của chúng như hình v
Vi sai bánh răng côn gồm hai cặp bánh răng côn (1,2) và (2,3), bánh răng vệ tinh 2 đượclắp trên cần C và quay xung quanh hai bánh răng 1 và 3, chuyển động được nhận từ bộ truyền trục vít - bánh vít (4,5) gắn cứng với cần C làm cho bánh vệ tinh 2 quay và cộng hai chuyển động theo hai hướng khác nhau tới.
I.2.2. Bộ vi sai bánh răng trụ đối xứng.
Bộ vi sai bánh răng trụ đối xứng được ứng dụng trong máy phay lăn răng 5K310 sơ đồ nguyên lý của nó được biểu diễn như hình vẽ.
Cấu tạo của bộ vi sai bánh răng trụ bao gồm:
- 1 và 2 bánh răng trung tâm.
- C cần dẫn (lồng răng).
- 3 và 3’ bánh răng hành tinh.
Phần II
Lý do chọn đề tài
Một trong những nội dung đặc biệt quan trọng của cuộc cách mạng khoa học kỹ thuật trên thế giới nói chung và sự nghiệp công nghiệp hóa, hiện đại hóa ở nước ta nói riêng hiện nay là việc cơ khí hóa và tự động hóa quá trình sản xuất, nhằm tăng năng suất lao động, phát triển nền kinh tế quốc dân. Trong đó nghành cơ khí chế tạo máy và sản xuất thiết bị được ưu tiên phát triển hàng đầu. để đáp ứng yêu cầu này đi đôi với việc nghiên cứu, thiết kế, nâng cấp máy công cụ là trang bị đầy đủ kiến thức sâu rộng về máy công cụ và trang bị cơ khí cũng như khả năng áp dụng lý luận khoa học thực tiễn sãn xuất cho đội ngũ cán bộ khoa học kỹ thuật là không thể thiếu được
Sau thời gian học tập tại trường và việc khảo sát thực tế quá trình sản xuất ở một số xí nghiệp cơ khí trên địa bàn nhận thấy nhu cầu sản xuất bánh răng là rất lớn, với những máy phay vạn năng hiện nay thì năng suất sản xuất bánh răng không cao, độ chính xác thấp, không thể gia công được bánh răng trụ xoắn.
Việc đưa các máy chuyên dùng vào gia công bánh răng nhằm tăng năng suất là một xu thế tất yếu. Vì vậy việc nghiên cứu và thiết kế bộ hợp thành vận tốc trong máy phay lăn răng đóng vai trò rất quan trọng. Nó giúp tăng năng suất quá trình gia công, mở rộng khả năng công nghệ của máy phay lăn răng. Đặc biệt việc nghiên cứu thiết kế là một sự thử nghiệm thực tế trước khi chúng em sắp trở thành một người kỹ sư chế tạo máy thật sự.
Phần III
Tổng quan về gia công bánh răng
III.1. Các loại bánh răng
Bánh răng, bánh vít là những chi tiết dùng để truyền lực và truyền chuyển động thường thấy trong nhiều loại máy khác nhau. Dạng răng được sử dụng nhiều nhất là dạng răng thân khai. Các thông số cơ bản của bánh răng là: m = 0.05÷100 mm (modul), D=0.5÷12000 mm (đường kính), Z = 6 ÷1000 răng (số răng) .
Hình dạng chung của bánh răng có 2 loại chính: bánh răng hình trụ có bánh răng thẳng, răng xoắn, bánh răng chữ V và bánh răng côn răng thẳng, côn răng xoắn, côn răng cong. Ngoài ra còn có các loại bánh vít.
Hình 1: các loại bánh răng.
a) bánh răng trụ răng thẳng, b)bánh răng trụ răng xoắn, c) răng chữ V, f) bánh răng công răng thẳng, e,g) bánh răng công răng xoắn
Tuỳ theo vị trí tương đối giữa các trục có thể chia thành truyền động bánh răng ra các loại:
- Truyền động bánh răng trụ bánh răng thẳng, răng nghiêng hoặc răng chữ V, ăn khớp ngoài hoặc ăn khớp trong dùng để truyền động giữa các trục song song.
- Truyền động bánh răng nón, răng thẳng răng cong hoặc răng nghiêng dùng để truyền động giữa các trục cắt nhau.
- Truyền động bánh răng - thanh răng dùng để đổi chuyển động quay thành chuyển động tịnh tiến hoặc ngược lại.
Theo đặc trưng chuyển động của trục mang bánh răng có:
- Truyền động thường: Trong loại này đường tâm hình học của các trục bánh răng là cố định.
- Truyền động ngoại luân: Đường tâm của trục một vài bánh răng là di động.
Theo vị trí tương đối của hai tâm quay đối với tiếp tuyến với hai đường tròn lăn tại điểm tiếp xúc giữa hai vòng này:
- Bánh răng ngoại tiếp: tâm quay của hai bánh răng nằm ở hai phía của đường tiếp tuyến.
- Bánh răng nội tiếp: tâm quay của hai bánh răng ở về một phía của đường tiếp tuyến
Theo hướng răng trên bánh răng:
- Bánh răng thẳng
- Bánh răng nghiêng
- Bánh răng xoắn
- Bánh răng cong
Theo đường cong dùng làm biên dạng của răng:
- Bánh răng thân khai: Biên dạng của răng là đường thân khai của đường tròn
- Bánh răng xyclôit: Biên dạng răng là đường xyclôit
- Bánh răng Nôvikôv: Biên dạng của một bánh răng lồi, của bánh răng kia là lõm. Các biên dạng này là các những vòng tròn.
Ngoài ra, bánh răng còn có thể chia thành bánh răng có tỷ số truyền không đổi và thay đổi (bánh răng không tròn) theo quy luật nhất định, bánh răng trong truyền động kín (trong hộp giảm tốc, hộp tốc độ, hộp chạy dao) và truyền động hở; bánh răng trong bộ truyền lực (dùng để truyền công suất là nhiệm vụ chủ yếu) và trong bộ truyền động học (truyền chuyển động đảm bảo tỷ số truyền chính xác là nhiệm vụ chủ yếu), bánh răng trong bộ truyền giảm tốc và tăng tốc, bánh răng phẳng và bánh răng không gian.
III.1.1. Bánh răng thân khai.
Bánh răng thân khai với biên dạng của răng là đường thân khai vòng tròn, ưu điểm của bánh răng thân khai so với các loại răng khác (bánh răng xycloit) là tính công nghệ cao, dễ chế tạo với độ chính xác cao. Vì răng được chế tạo bằng dụng cụ cắt có lưỡi thẳng, biên dạng thân khai không nhạy đối với sai số khoảng cách tâm không làm thay đổi quy luật chuyển động và tỷ số truyền.
III.1.2. Bánh răng xyclôit.
Trong bánh răng xyclôit, biên dạng răng của bánh răng là những đường cong thuộc họ xyclôit. Sự phát triển của bánh răng xyclôit gắn liền với công nghiệp chế tạo đồng hồ. Sau đó mới ứng dụng vào ngành chế tạo máy. Tuy bánh răng thân khai có nhiều ưu điểm căn bản, nhất là sau khi phát hiện phương pháp cắt lăn bánh răng, nhưng bánh răng xyclôit vẫn không rời khỏi công nghiệp chế tạo đồng hồ. Có lẽ đó là truyền thống của các nhà chế tạo đồng hồ.
Đặc điểm của bánh răng xyclôit, phạm vi sử dụng:
So với bánh răng thân khai, bánh răng xyclôit có những đặc điểm sau:
- Độ mòn nhỏ hơn trong điều kiện bôi trơn không tốt.
- Hệ số trùng khớp lớn hơn, nhờ vậy có thể dùng những bánh răng có số răng nhỏ. Nhưng sai số chế tạo dẫn đến làm giảm hệ số trùng khớp (sai số tăng khoảng cách tâm quay, sai số giảm vòng tròn đỉnh răng) không làm ảnh hưởng nhiều đến điều kiện làm việc của bánh răng xyclôit.
- Trong những bộ truyền bánh tăng tốc, đặc biệt đồng hồ bánh răng xyclôit truyền lực rất tốt.
Khi xuất hiện việc chế tạo bánh răng xyclôit bằng phương pháp lăn. Nhưng bánh răng có mô đun nhỏ, năng xuất chế tạo tăng lên rất nhiều. Nhưng những ưu điểm căn bản các bánh răng thân khai đã làm hạn chế việc sử dụng bánh răng xyclôit trong ngành chế tạo máy, ngoại trừ ngành chế tạo đồng hồ. Trong chế tạo máy, bánh răng xyclôit được dùng dưới dạng bánh răng chốt, máy ép…
III.1.3. Bánh trụ răng xoắn truyền chuyển động giữa hai trục song song. Bánh trụ răng xoắn dùng để truyền chuyển động quay giữa hai trục song song và chéo nhau trong không gian.
Trong truyền động trục song song góc nghiêng của các đường răng trên hình trụ lăn của cả hai bánh răng ăn khớp ngoài là bằng nhau về giá trị và ngược hướng xoắn. Còn đối với truyền động trục chéo nhau, góc nghiêng của đường răng trên hai bánh răng là khác nhau.
Trong các hộp giảm tốc bánh răng xoắn được sử dụng rất rộng rãi. Thường gặp nhất là bánh răng xoắn biên dạng thân khai.
III.1.3.1 Bánh răng xoắn biên dạng thân khai.
Bánh răng xoắn biên dạng thân khai có hệ số trùng khớp lớn. Trong thực tế, có khi gặp những cặp bánh răng xoắn có hệ số trùng khớp đến 20.
Cùng với hệ số trung khớp lớn, quá trình ăn khớp thực hiện theo từng tiết diện đường tiếp xúc nằm chéo trên mặt răng và chiêu dài đường tiếp xúc thay đổi từ một điểm thành đường ngắn rồi tăng dần chiều dài sau đó lại giảm dần đến khi thành một điểm. Nên bánh răng xoắn làm việc êm. Thường dùng bánh răng xoắn ở những bộ truyền cao tốc.
Hai bánh răng xoắn có chiều nghiêng ngược nhau, được ghép lại với nhau ta được bánh răng chữ V. Trong bánh răng chữ V các lực tác động theo chiều trục của từng cặp bánh răng xoắn sẽ tự triệt tiêu. Bánh răng chữ V khắc phục được nhược điểm của bánh răng xoắn là khi ăn khớp có phát sinh lực theo chiều dọc trục.
III.1.3.2 Bánh răng xoắn biên dạng cung tròn (bánh răng Nôvicốp).
M.N Nôvicốp đã đề xuất một kiểu ăn khớp với biên dạng răng là cung tròn. Loại bánh răng này ngày càng được áp dụng rộng rãi trong ngành chế tạo máy, nhờ khả năng truyền tải lớn.
- Cấu tạo mặt răng: Biên dạng răng (biến dạng lõm và lồi là những cung trong bán kính R1 và R2 xấp xỉ bằng nhau cho nên biên dạng răng tiếp xúc theo điểm: điểm M. Các cung tròn này thực hiện chuyển động xoắn vít dọc theo bánh răng sẽ tạo nên mặt răng.
- Đặc điểm ăn khớp: ở mỗi tiết diện, hai răng chỉ tiếp xúc tại một điểm M, nên es = 0. Để đảm bảo ăn khớp liên tục, trong kiểu ăn khớp Nô vi kốp, phải sử dụng bánh răng nghiêng với hệ số trùng khớp chiếu trục eb > 1.
- Trong quá trình ăn khớp điểm tiếp xúc M sẽ di chuyển dọc theo đường tiếp xúc giữa hai hình trụ lăn. Đường này chính là đường ăn khớp.
- Trong thực tế do biến dạng đàn hồi, hai mặt răng sẽ tiếp xúc theo một tiết diện nhỏ. Diện tích này sẽ phát triển rất nhanh trong thời gian chạy mài nhờ quanh điểm tiếp xúc. Khe hở rất nhỏ.
- Bánh răng nghiêng biên dạng cung tròn.
Khả năng truyền tài lớn: vì hai biên dạng lồi, lõm tiếp xúc với nhau nên bán kính cong tương đương lớn ứng suất tiếp xúc phát sinh sẽ nhỏ, khả năng truyền tải có thể lớn hơn 1,5 lần so với bánh răng thân khai có cùng kích thước (độ cứng HB < 320 và vận tốc vòng v £ 12m/s).
Khi cắt bằng phương pháp bao hình thanh răng sinh của bánh răng Nôvicốp có cấu tạo rất phức tạp khó chế tạo.
III.1.4. Bánh răng trụ răng xoắn truyền chuyển động quay giữa hai trục chéo nhau.
Truyền chuyển động quay giữa hai trục chéo nhau có thể thực hiện bằng cặp bánh răng trụ răng xoắn (bánh răng trụ chéo) cùng chiều hoặc khác chiều.
Trong cặp bánh răng xoắn khác chiều, khác với bánh răng nghiêng là góc xoắn không bằng nhau. Trong trường hợp đặc biệt một răng là bánh răng thẳng.
Cấu tạo mặt răng: Trong các loại bánh răng trụ chéo thường gặp nhất là bánh răng trụ chéo với mặt răng xoắn ốc thân khai (còn gọi là bánh răng xoắn thân khai). Vì vậy cấu tạo mặt răng và các thông số của bộ truyền giống như bánh răng nghiêng.
III.1.5. Cơ cấu trục vít bánh vít.
Trục vít dùng để truyền chuyển động quay giữa hai trục chéo nhau.
Thường gặp nhất là loại trục cắt góc giữa hai trục bằng 90o và dạng trục vít là hình trụ.
Trục vít hình trụ
Số đầu mới Z1 của trục vít rất nhỏ trong đó Z2 có thể rất lớn. Vì vậy một ưu điểm căn bản của bộ truyền trục vít là: Tỷ số truyền có thể rất lớn, nhưng kích thước của cơ cấu rất nhỏ.
- Góc nghiêng của bánh vít, trục vít khác nhau nhiều, nên vận tốc trượt tương đối theo dọc răng sẽ rất lớn. Vì vậy hiệu suất của cơ cấu trục vít thấp nhiệt độ ở vùng tiếp xúc sẽ rất cao.
- Trong bộ truyền trục vít hình trụ, mặt răng của trục vít và bánh vít sẽ tiếp xúc theo điểm. Vì vậy cơ cấu trục vít sẽ có các nhược điểm của cơ cấu khớp loại cao tiếp xúc điểm.
Để đạt được tiếp xúc đường giữa trục vít và bánh vít sẽ thay đổi cấu tạo của mặt răng bánh vít. Bánh vít được cắt bằng dao phay răng có hình dạng hoàn toàn giống như trục vít sẽ ăn khớp bánh vít. Sự ăn khớp khi cắt bánh vít và làm việc của cơ cấu trục vít là hoàn toàn giống nhau. Khi đó, mặt chân răng của bánh vít không phải là hình trụ mà là một xuyến lõm, tạo bởi mặt tròn xoay có đường sinh là cung tròn bao lấy trục vít dưới một góc W.
Mặt phẳng chứa đường tâm trục vít và vuông góc với trục bánh vít được gọi là mặt cắt chính I - I.
Do đó loại trục vít hình trụ này phụ thuộc vào loại hình bề mặt dùng làm mặt răng của trục vít.
Các loại mặt dùng để làm mặt răng của trục vít
- Mặt xoắn ốc thân khai
- Mặt xoắn convolút
- Mặt xoắn acsimét
- Mặt xoắn ốc tạo bởi đường sinh lõm
- Mặt xoắn ốc tạo thành bằng dao phay đĩa hình nón.
- Trục vít glôbôit
- Trục vít Spirôit
III.1.6. Bánh răng nón.
Trong bộ truỳên bánh răng hình nón, răng phân bố trên hình nón cắt. Bánh răng nón dùng để truyền chuyển động giữa hai trục cắt nhau, chéo nhau trong không gian.
Tuỳ theo dạng đường răng trên bánh răng chia bánh răng nón thành hai loại chính: bánh nón răng thẳng và răng không thẳng.
III.1.6.1 Bánh răng nón răng thẳng.
Bánh răng nón răng thẳng: đường răng chụm vào đỉnh bánh răng (a)
Đường răng nghiêng tiếp xúc với vòng tròn bán kính P (b)
III.1.6.2 Bánh nón răng không thẳng (răng cong).
Đường răng là cung tròn bán kính ri (c)
Đường răng là đường xoắn ốc Acsimets (d)
Đường răng là đường thân khai của vòng tròn bán kính P (e)
Mỗi loại bánh răng đều có những đặc điểm và công dụng riêng. Và ngày nay cùng với sự phát triển của kỹ thuật thì phương pháp chế tạo chúng cũng ngày càng phong phú.
III.2. Phương pháp gia công bánh răng.
Bánh răng bằng vật liệu kim loại thường được gia công bằng các phương pháp bào, phay, chuốt, xọc. Ngoài ra còn có các phương pháp ép, đúc, cán nguội hoặc cán nóng…Với sự phát triển của ngành chế tạo máy và với yêu cầu sữa chữa thay thế, các loại chi tiết này ngày càng được sản xuất nhiều hơn. Ở nhiều nước người ta đã xây dựng nhà máy phân xưởng chuyên môn sản xuất bánh răng, bánh vít với trình độ chuyên môn hóa, tự động hóa cao.
Về nguyên lý hình thành bề mặt răng có 2 phương pháp cơ bản để gia công bánh răng:
- Phương pháp chép hình (còn gọi là phương pháp định hình)
- Phương pháp bao hình (phương pháp lăn)
III.2.1. Phương pháp chép hình.
phương pháp chép hình là phương pháp tạo hình dáng bề mặt của răng bằng cách chép lại hình dạng của dao cắt hoặc của bề mặt mẫu.
Ưu điểm của phương pháp chép hình là không cần máy chuyên dùng, dao phay modul dể chế tạo.
Nhược điểm của phương pháp chép hình là: năng suất thấp vì mất thời gian phân độ, mất thời gian để lùi dao trở về vị trí ban đầu, gia công từng mặt một. tùy theo số răng của bánh răng cần cắt cần rất nhiều dao phay modul vì mỗi modul cần phải có ít nhất 8 ÷ 15 dao phay modul.
Khi dùng dao phay đĩa tiêu chuẩn để cắt bánh răng xoắn thì hình dạng của răng bị sai lệch.
Ví dụ khi gia công răng bằng giao phay đĩa modul
III.2.2. Phương pháp bao hình.
Phương pháp bao hình là phương pháp tạo nên hình dạng bề mặt của răng bằng cách lặp lại chuyển động tương đối của hai chi tiết ăn khớp nhau như chuyển động của hai bánh răng của thanh răng - bánh răng, chuyển động trục vít bánh vít. Nếu một chi tiết có những lưỡi cắt, trong quá trình chuyển động tương đối nó sẽ tạo nên hình dạng của răng ở chi tiết kia.
Hình 3 trình bày sơ đồ gia công bánh răng bằng phương pháp bao hình với dao phay trục vít.
Những vị trí kế tiếp liên tục nhau của lưỡi dao phay có dạng răng thẳng, tạo nên hình bao thân khai của răng. Các vị trí động 1, 2, 3, 4 của lưỡi cắt tương ứng với lớp kim loại được lấy đi từ chi tiết gia công để hình thành dạng răng
Hình 3: phương pháp bao hình
Ưu điểm của phương pháp bao hình so với phương pháp chép hình là:
- Năng suất cao hơn, độ chính xác cao hơn.
- Mức độ tự động hóa cao hơn.
- Một số con dao có modul nhất định, có thể cắt được nhiều bánh răng có cùng modul với số răng bất kì.
III.3. Các loại máy gia công bánh răng trụ.
III.3.1. Máy chép hình gia công bánh răng trụ.
Máy gia công răng chép hình thường dùng dao phay đĩa hay dao phay ngón định hình. Dạng đường sinh của dao cắt này sẽ trùng với dạng profin của răng. Vì thế kết cấu động học của máy đơn giản. Chuyển động của máy là những nhóm chuyển động tạo hình đơn giản để hình thành dạng răng trên chiều dài. Dạng răng do dao cắt hình thành, cho nên chuyển động chính tạo ra tốc độ cắt chính là chuyển động vòng của dao và phôi có chuyển động phân độ riêng.
Để hình thành dạng răng trên suốt chiều dài của răng dao hoặc phôi phải thực hiện chạy dao tịnh tiến máy làm việc theo nguyên lý này gọi là máy phay răng.
Sơ đồ kết cấu động học của máy phay răng được trình bày như hình 4:
Hình 4: sơ đồ kết cấu động học máy phay răng.
Máy phay răng có 3 nhóm chuyển động đơn giản:
- Chuyển động chính quay tròn của dao để hình thành bề mặt răng được thực hiện qua chạc thay đổi tốc độ iv.
- Chuyển động tịnh tiến thẳng của bàn dao để hình thành bề mặt răng trên suốt chiều dài bề mặt răng được thực hiện qua chạc thay đổi lượng tiến dao is.
- Chuyển động phân độ để phân răng được thực hiện qua chạc thay đổi lượng phân độ ix.
Ở đây động cơ điện 1 đặt trên ụ trục chính thưc hiện chuyển động chính quay vòng V.
Động cơ 2 thực hiện chuyển động chạy giao s để cắt suốt chiều dài của răng.
Động cơ 3 sẻ thực hiện phân độ của phôi có chu kỳ.
Trong sản xuất hàng loạt và hàng khối, phay răng bằng phương pháp chép hình với dao phay đĩa modul đươc dùng rộng rãi để gia công thô bánh răng. Máy thường được thiết kế để gia công theo chu kỳ nửa tự động, có thể gia công được bánh ránh răng trụ và bánh răng côn răng thẳng. Kết cấu máy để gia công 2 loại bánh răng này như nhau, chỉ khác nhau ở bộ phận gá đặt chi tiết.
III.3.2. Máy gia công bánh răng trụ theo phương pháp bao hình.
III.3.2. 1/ Gia công bánh răng thẳng.
Để hình thành dạng răng của bánh răng trụ bằng phương pháp bao hình, máy cần có các chuyển động tương đối giửa giao và phôi như hình 5.
Hình 5: Nguyên lý làm việc máy gia công răng bao hình.
Nếu thanh răng (1) đóng vai trò của dao và bánh răng (2) đóng vai trò của phôi (hình 5a) thì máy cần phải truyền cho thanh răng (1) các chuyển động tương đối với phôi (2)
Dạng răng được hình thanh chính là hình bao của các đường sinh của thanh răng.
Chuyển động hình thành dạng răng là chuyển động lăn phức tạp gọi là chuyển động bao hình. Nó gồm hai chuyển động thành phần: chuyển động vòng Q và chuyển động thẳng T của phôi hoặc chuyển động vòng Q của phôi và chuyển động thẳng T của phôi. Cả hai phương án này: phôi và dao thực hiện chuyển động thẳng T đều làm cho kết cấu máy phức tạp (chiều dài thanh răng phải đủ lớn, chuyển động T phải đổi chiều sau mỗi chu kì gia công). Vì vậy cần biến chuyển động thẳng T hữu hạn khứ hồi thành chuyển đông vòng Q1 của dao
Đặt thanh răng trên bề mặt hình trụ sao cho đương sinh nằm trên đương xoắn thanh răng sẽ biến thành dao phay lăn trục vít (hình 5b) và chuyển động tạo hình sẽ gồm chuyển động vòng Q1 của dao và Q2 của phôi. Máy làm việc theo nguyên lý chuyển động này gọi là máy lăn răng.
Nếu đường kính chia răng lớn vô hạn của thanh răng được giới hạn thì thanh răng sẽ biến thành bánh răng. Khi đó chuyển động tạo hình sẽ gồm chuyển động tạo hình vòng Q1 của dao và Q2 của phôi (hình 5c). trường hợp này có thể dùng để cắt răng trong. Máy làm việc theo nguyên tắc này gọi là máy xọc răng.
Cả ba trường hợp trên đều có chuyển động thẳng T3 tịnh tiến khứ hồi theo chu kì để gia công toàn bộ chiều dài răng, và chuyển động chạy dao hướng kính T4 để đạt được chiều cao h của răng (hình 6)
Các loại máy gia công theo phương pháp bao hình thường không có chuyển động phân độ riêng lẽ, nhưng chính chuyển động bao hình cũng chính là chuyển động phân độ liên tục.
III.3.2.2.Gia công bánh răng xoắn.
Khi gia công bánh răng xoắn, các chuyển động cắt và tạo hình giống như gia công bánh răng thẳng nhưng phải xem xích chuyển động tạo ra góc nghiêng của răng (hình7)
Để tạo ra đường nghiêng của răng ngoài chuyển động tịnh tiến cắt gọt hết chiều dàu của răng S (T3) thì phôi phải quay thêm Q4 một góc αi sao cho dao tịnh tiến một đoạn T bằng bước xoắn của răng bánh răng thì phôi quay được một vòng. chuyển động Q4 được gọi là chuyển động vi sai.
Do dao phay lăn răng có góc xoắn α nên khi gia công bánh răng thẳng và bánh răng nghiêng phải quay điều chỉnh dao một góc γ.Hình 8 cho thấy giá trị γ trong các trường hợp răng thẳng, răng nghiêng phải và trái.
Hình 8: góc quay của trục dao khi cắt răng thẳng và răng nghiêng
III.4. Các loại dụng cụ cắt gia công bánh răng và dao phay lăn trục vít.
III.4. 1. Các loại dụng cụ cắt gia công bánh răng.
Theo phương pháp gia công, các dụng cụ cắt dùng để gia công bánh răng được chia thành các loại như sau:
- Dụng cụ cắt làm việc theo phương pháp định hình, ở đây profin răng dụng cụ hoặc hình chiếu của profin đó là bản chép nguyên hình của biên dạng răng. Trong quá trình gia công profin dụng cụ ở tất cả các điểm đề trùng với rãnh răng.
- Dụng cụ làm việc theo phương pháp bao hình có tâm quay, ở đây tâm của dụng cụ và tâm của bánh răng lăn không trượt tương đối với nhau. Profin của bánh răng được gia công là đường bao các vị trí khác nhau của lưỡi cắt dụng cụ trong quá trình cắt răng.
- Dụng cụ làm việc theo phương pháp bao hình không có tâm quay, ở đây Profin của bánh răng được gia công cũng là đường bao các vị trí khác nhau của lưỡi cắt, nhưng trong quá trình cắt trên dụng cụ và trên bánh răng không có tâm quay.
Khi dùng phương pháp bao hình (có tâm quay hay không có) profin của dụng cụ không trùng với profin của răng.
Theo các phương pháp gia công trên, trong nghành chế tạo hiện đại người ta dùng các loại dụng cụ cắt sau đây.
III.4. 1.1. Dụng cụ cắt bánh răng thẳng và răng nghiêng theo phương pháp chép hình và bao hình không có tâm quay.
- Dao phay ngón mô đun.
- Dao phay đĩa cắt răng.
- Dao chuốt bánh răng thẳng và răng nghiêng.
- Đầu xọc đồng thời cắt tất cả các răng của bánh răng.
III.4. 1.2. Dụng cụ cắt bánh răng thẳng và răng nghiêng theo phương pháp bao hình có tâm quay.
- Dao lược cắt răng thẳng.
- Dao phay lăn răng.
- Dao xọc răng.
- Dao cà răng.
c. Dụng cụ để gia công bánh răng chữ V bằng phương pháp bao hình có tâm quay và không có tâm quay.
- Dao phay đĩa cắt răng. 
- Dao phay lăn răng.
- Dao cà răng.
- Dao phay ngón cắt răng.
- Cặp dao lược cắt răng nghiêng.
- Cặp dao xọc răng nghiêng đề gia công bánh răng chữ V.
III.4.2. Dao phay lăn trục vít.
III.4.2.1. Công dụng, phạm vi sử dụng.
Dao phay lăn răng dùng để gia công bánh răng ăn khớp ngoài (và một phần cho bánh răng ăn khớp trong) răng thẳng, răng nghiêng, răng xoắn, bánh răng chữ V và còn để gia công bánh vít nữa.
Dạng profin răng dao phay phụ thuộc vào profin của răng bánh răng gia công, có thể là thân khai, xicloit... sau đây chỉ khảo sát dao phay lăn dùng phổ biến nhất để gia công bánh răng có biên dạng răng là thân khai.
Về mặt kết cấu, người ta phân ra dao phay lăn nguyên khối, trong đó có các dao phay lăn chế tạo từ một phôi hoàn chỉnh, và dao phay lăn ghép, ở đây chỉ có các răng dao làm bằng vật liệu cắt. Dao phay ghép chế tạo để cắt bánh răng có modul lớn hơn 10mm.
Dựa vào số đầu mối người ta phân ra dao phay lăn một đầu mối và nhiều đầu mối.
Bề mặt khởi thuỷ các dao phay lăn răng là bề mặt vít của trục vít khởi thuỷ ( trục vít cơ bản ) để tạo thành dao phay lăn răng trên trục vít cơ bản có ác rãnh dọc để thoát phoi và tạo thành mặt trước và các mặt sau hớt lưng để tạo thành góc sau dương lưỡi cắt là giao tuyến của mặt trước và mặt sau. Về nguyên lý bánh răng thân khai chỉ ăn khớp đúng với trục vít thân khai để tìm prôfin lưỡi cắt cần phải xác định phương trình của mặt trước ( mặt 2 ). Phương trình của mặt vít cơ bản mặt 1 giao tuyến của 2 bề mặt đó là prôfin cần tìm. Nhưng mặt sau dao phay phải tạo thành góc sau dương nên mặt sau không thể là mặt của trục vít cơ bản mà là mặt xoắn acximet để đảm bảo cho prôfin lưỡi cắt khi mài sắc lại ( khi thay đổi vị trí của mặt trước ). Không thay đổi hoặc thay đổi không đáng kể thì mặt sau phải được hớt lưng hướng trục.
Nhưng cho đến nay việc hớt lưng hướng trục dao phay lăn răng rất khó thực hiện vì vậy nên thiết kế dao phay trên cơ sở trục vít khởi thuỷ là trục vít thân khai, trong thực tế vẫn không đảm bảo được profin lưỡi cắt chính xác mà việc chế tạo rất khó khăn do đó dao phay lăn răng thường được chế tạo theo phương pháp gần đúng đảm bảo độ chính xác profin lưỡi cắt theo yêu cầu kỹ thuật cho phép. Các phương pháp chế tạo gần đúng dựa trên cơ sở they thế trục vít cơ bản thân khai chính xác bằng các trục vít gần đúng và đảm bảo chế tạo thuận tiện.
*Kết luận :
Để đảm bảo thuận tiện trong quá trình chế tạo trục vít cơ bản thân khai chính xác được thay thế bằng trục vít côvôlôít vì so với trục vít acximet, trục vít côvôlôít dễ mài sắc lưng hớt lưng của dao sau nguyên công tiện, giao tuyến của mặt xoắn vít là một mặt phẳng vuông góc hoặc rãnh vít là đường thẳng do đó có thể dùng lưỡi cắt cắt để tạo thành. Trục vít này có thể kiểm tra profin dễ dàng.
Phần IV
Nguyên lý cấu tạo và khả năng công nghệ của máy phay lăn răng
IV.1. Nguyên lý cấu tạo của máy phay lăn răng.
Căn cứ vào các chuyển động tạo hình và các chuyển động đảm bảo cắt hết chiều dài răng, sơ đồ kết cấu động học điển hình của máy phay lăn răng gia công bánh răng trụ được trình bày trên
hình 9.
IV.1.1/ xích tốc độ.
Đc – iv – dao Q1
IV.1.2/ xích bao hình.
1/k dao Q1 – iHT – ix – phôi Q2.
IV.1.3/ xích chạy dao đứng.
1 vòng phôi – i3 – tx (T3).
IV.1.4/ xích vi sai.
Vít me đứng T3 - iy - iHT - ix- phôi Q4.
Chuyển động chính của dao lăn được truyền động từ động cơ điện qua hộp tốc độ iv. Chuyển động bao hình là chuyển động vòng của dao lăn và chuyển động vòng của phôi có quan hệ
với nhau, thông qua chạc điều chỉnh ix và cơ cấu hợp thành HT. Mối quan hệ giữa chuyển động tịnh tiến của dao lăn S và chuyển động vòng của phôi thông qua chạc điều chỉnh iy và cơ cấu hợp thành HT (khi cắt răng nghiêng). Chuyển động tịnh tiến của bàn dao được truyền động từ phôi thông qua chạc điều chỉnh is (để tính năng suất cắt của máy).
Dao lăn trục vít quay vòng (K là số đầu mối) thì bánh vít (phôi bánh răng) quay đi vòng(Z là số răng của bánh răng cần gia công ) gọi là chuyển động bao hình.
Phương trình xích bao hình tổng quát như sau:
1/K vòng dao lăn.iHT.ix.icđ1 = 1/Z vòng phôi => ix= k1.K/Z (1.1).
Trong đó:
iHT – tỷ số truyền của cơ cấu hợp thành.
ix – tỷ số truyền của chạc điều chỉnh bao hình.
icđ1 – tỷ số truyền cố định trong xích bao hình.
k1 – là hệ số đường truyền.
Phương trình xích chạy dao thẳng đứng như sau:
Một vòng quay của phôi dao lên xuống 1 bước S:
1 vòng phôi.icđ2.is.tx = S (1.2)
Trong đó:
icđ2 – tỷ số truyền cố định trong xích chạy dao thẳng đứng.
is – tỷ số truyền của chạc điều chỉnh chạy dao thẳng đứng.
Phương trình xích vi sai cắt răng nghiêng như sau:
khi cắt răng nghiêng phôi phải nhận đồng thời hai chuyển động Q2 và Q1 thông qua cơ cấu hợp thàn HT:
T/tx vòng vít me. iy.iHT.ix.icđ3= ± 1 vòng phôi => iy = ±k2.(tx/T.ix) =
= ± k2.(tx.z/T.k1.K).
do T= π.mn.z/sinβ nên => iy = ±k2.tx.sinβ / π.mn.k1.K (1.3)
Trong đó :
T – bước xoắn của răng bánh răng.
tx – bước xoắn của trục vít me.
iy – tỷ số truyền của chạc điều chỉnh xích vi sai cắt răng nghiêng.
iHT – tỷ số truyền của cơ cấu hợp thành vi sai cắt răng nghiêng.
icđ3 – tỷ số truyền cố định trong xích vi sai cắt răng nghiêng.
k2 – hệ số đường truyền vi sai cắt răng nghiêng.
mn – modul của răng theo phương pháp tuyến.
β – góc nghiêng của răng.
IV.2. Cấu tạo và khả năng công nghệ của máy phay lăn răng 5M324A.
IV.2.1. Đặc điểm máy phay lăn răng.
Máy 5M324A là máy lăn răng dùng để gia công bánh răng trụ răng thẳng, răng xoắn và bánh vít trong điều kiện sản xuất hàng loạt vừa. máy có độ chính xác thông thường, gia công bánh răng có độ chính xác cấp 7 ÷ 8. Độ vạn năng và đọ cứn vững của máy khá cao, đảm bảo chu kì làm việc tự động với phương pháp chạy dao hướng kính, phay thuận và phay nghịch.
Việc gia công trên máy dựa theo nguyên lý bao hình, biên dạng răng gia công hình thành từ vô số các vết cắt của dao và phôi do quá trình ăn khớp cưỡng bức tạo lên.
Gia công bánh răng trên máy phay lăn răng có ưu điểm nổi bật là có tính vạn năng cao, thể hiện ở chỗ nếu cùng môđun thì một dao phay lăn răng có thể gia công được các bánh răng với số răng bất kỳ. Phương pháp chép hình không có ưu điểm này.
Gia công trên máy phay lăn răng, bánh răng có độ chính xác biên dạng cao hơn nhiều so với bánh răng gia công bằng phương pháp chép hình trên các máy phay vạn năng như 6H82.
Nhược điểm cơ bản của phương pháp này là chi phí chế tạo dao cao hơn, do cấu tạo của dao phay lăn răng phức tạp, khó chế tạo hơn.
IV.2. 2. Các thông số chủ yếu và cấu tạo chung máy lăn răng.
Tính năng kỹ thuật chủ yếu của máy bao gồm:
- Modul lớn nhất của bánh răng : 8mm
- Đường kính và chiều rộng lớn nhất của bánh răng: Ø500x350mm.
- Số vòng quay của dao phay : n= 50÷315vg/ph.
- Số cấp tốc độ trục chính: 9.
- Số vòng quay động cơ: n=1500vg/ph.
- Công suất động cơ trục chính: N=7,5 kW.
- Trọng lượng máy: 6400kG.
Hình dáng chung của máy 5M324A được trình bày như hình 10.
Trên thân máy (1) lắp bàn trượt (7) mang bàn máy (8). Bàn máy có thể di trượt trên sống trượt của thân máy theo chiều hướng kính. Còn bàn máy có thể quay quanh trục thẳng đứng trên sống trượt vòng. Bên trái thân máy lắp trụ trước cố định (3). Trên sống trượt đứng của trụ được đặt bàn dao với đầu dao (4). Do bàn dao hình tròn nên dao phay cùng với bàn dao có thể điều chỉnh góc nghiêng φ. Bên phải thân máy lắp trụ sau (5), trên sống trượt đứng có giá đỡ (6) để ghá lắp phần trên của trụ gá chi tiết gia công.
.............................................................
= C. = 1,4.(3834/80)0,5 =9,69 mm.
Tra bảng 8.51(2): Lực kẹp Q đối với các loại đai ốc dùng cờ-lê vặn.
Bulông M12, r=5,43 mm, chiều dài cờ-lê vặn L = 120 mm.
Lực vặn của công nhân: P = 150 N = 7 kg.
2. Tính sai số chế tạo đồ gá.
Để tính sai số đồ gá ta dựa vào sai số gá đặt:
Trong đó:
- : sai số đồ gá.
- : sai số gá đặt.
- : sai số chế tạo.
- : sai số kẹp chặt.
- : sai số chuẩn.
- : sai số đồ gá do mòn.
- : sai số điều chỉnh đồ gá.
2.1. Sai số chuẩn .
Chi tiết gia công được định vị trên mặt phẳng và 2 lỗ .
kích thước từ mặt đáy đến tâm lỗ có sai số chuẩn la 0
Ta có: bước tiện tinh 5 .
2.2. Sai số kẹp chặt .
Tra bảng 23 TKĐA CNCTM là 10
2.3. Sai số do mòn .
Sai số do mòn đồ gá được tính theo công thức gần đúng:
=23 .
Trong đó: hệ số .
Số chi tiết gia công N = 6 000 chi tiết.
2.4. Sai số điều chỉnh
Là sai số sinh ra trong quá trình lắp ráp và điều chỉnh đồ gá, sai số này phụ thuộc vào khả năng điều chỉnh và dụng cụ được dùng để điều chỉnh khi lắp ráp. Ta thường lấy gần đúng: ![]() = 5
= 5 ![]() .
.
2.5. Sai số gá đặt
Sai số gá đặt cho phép thường lấy bằng 1/3 dung sai kích thước của bước công nghệ cần đạt:
.
Vậy sai số chế tạo cho phép của đồ gá :
. =20,7
Lấy gần đúng: =20 = 0,02 mm.
VIII. Tính toán lượng dư gia công cho nguyên công III:
Kích thước cần đạt là 20±0,05 với độ nhám Rz20, tra bảng 5 (TKĐACNCTM) tương ứng với cấp nhẵn bóng 5
Lượng dư nhỏ nhất :
Zimin = RZi-1 + Ti-1 + Si-1 + ei
Với phôi đúc trong khuôn vỏ mỏng, làm khuôn bằng máy, tra bảng 3-14 (STCNCTM) ta được cấp chính xác của phôi là cấp 14
Tra bảng 10 (TKĐACNCTM) ta có Rz = 250 mm, Ti = 350 mm
- Sai lệch không gian của vật đúc:
+ Sai lệch do độ cong vênh :
rc = DK.L
DK : độ cong vênh trên 1 mm chiều dài DK = 1
L : Kích thước lớn nhất của mặt phẳng gia công L = 24 mm
rc = 1.24 = 24
+ Sai lệch về độ không song song giữa mặt phảng chuẩn và mặt phẳng gia công : tra bảng 3 -11 (STCNCTM) với dung sai của vật đúc là 520 mm
ta có sai lệch độ không song song là
rs = dung sai phôi / 2 = 520/2 = 260 mm
+ Vì sai lệch độ không song song và độ cong vênh là cùng chiều nên tổng sai lệch của phôi là :
r =rc + rs = 24 + 260 = 284 mm
Zimin = 250 + 350 + 284 = 884 mm = 0,884 mm
+ Lượng dư nhỏ nhất sau khi phay tra bảng 12 (TKĐACNCTM) có Rz = 20,
T = 30
+ Sai lệch không gian còn lại sau khi phay là
r = 0,06.rphôi = 0,06.264 =15,84 mm
Kích thước khi phay 19,95 + 0,016 = 19,966 mm
Kích thước của phôi 19,95 + 0,884 = 20,834 mm
Dung sai của nguyên công tra bảng 3 -91
của phôi 520mm
sau khi phay 210mm
Kích thước giới hạn :
Sau khi phay: Lmin =19,97 mm
Lmax = 19,97 + 0,21+ 0,21 = 20,39 mm
Kích thước của phôi
L min= 20,83 mm
Lmax = 20,83 + 0,21 + 0,52 = 21,56 mm
Lượng dư giới hạn :
Sau phay : Zimin = 20,83 –19,97 = 0,86 mm
Zimax = 21,56 – 20,39 = 1,17 mm
Lượng dư tổng cộng :
Z0min = minphay = 0,86
Z0max = maxphay = 1,17
Kiểm tra kết quả tính toán:
Zmax – Zmin =1,17 – 0,86 = 0,31 mm
s3 - s2 = 520 – 210 =310 mm = 0,31 mm
nên kết quả tính toán chính xác.
Bảng tính lượng dư
|
Bước công nghệ |
Các yếu tố (mm ) |
Lượng dư tính toán, mm |
Kích thước tính toán, mm |
Dung sai d (mm) |
Kích thước giới hạn, mm |
Lượng dư giới hạn, mm |
|||||
|
Rz |
Ta |
ra |
eb |
Min |
max |
Zmin |
Zmax |
||||
|
Phôi |
250 |
350 |
264 |
- |
- |
20,83 |
520 |
20,83 |
21,56 |
- |
- |
|
Phay |
20 |
30 |
16 |
- |
884 |
19,97 |
210 |
19,97 |
20,39 |
0,86 |
1,17 |
Tài liệu tham khảo:
[1].Thiết kế Đồ án Công nghệ Chế tạo máy.
GS.TS. TRẦN VĂN ĐỊCH.
NXB . KHKT HN 2004.
[2].Hướng dẫn Thiết kế Đồ án Công nghệ Chế tạo máy.
GS.TS. NGUYỄN ĐẮC LỘC –LƯU VĂN NHANG
NXB . KHKT HN 2004
[3].Sổ tay Công nghệ Chế tạo máy ( tập 1 & 2 & 3).
GS.TS. NGUYỄN ĐẮC LỘC.
PGS.TS. LÊ VĂN TIẾN.
PGS.TS. NINH ĐỨC TỐN.
PGS.TS. TRẦN XUÂN VIỆT.
NXB . KHKT HN 2003.
[4].Atlas đồ gá.
PGS.TS. TRẦN VĂN ĐỊCH.
NXB . KHKT HN 2002.
[5].Đồ gá gia công cơ.
PGS.TS. TRẦN VĂN ĐỊCH.
NXB . KHKT HN 2002.
[6].Tính toán thiết kế hệ dẫn động cơ khí tập 1 và 2.
Trịnh Chất.
Lê Văn Uyển.
[7].Cơ sở công nghệ chế tạo máy.
TS. Nguyễn Trọng Bình.
PGS.TS Nguyễn Thế Đạt
NXB . KHKT HN 2005.
*TÀI LIỆU THAM KHẢO
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.