THIẾT KẾ QUI TRÌNH CÔNG NGHỆ CHẾ TẠO BÁNH RĂNG BẬC DI TRƯỢT
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUI TRÌNH CÔNG NGHỆ CHẾ TẠO BÁNH RĂNG BẬC DI TRƯỢT
Phần I : Phân tích chi tiết gia công
1.Phân tích tính năng và công dụng của bánh răng.
* Tính năng :
-Bánh răng là những chi tiết dùng để truyền lực và truyền chuyển động mà chúng ta thường thấy trong các loại máy khác nhau . Với sự phát triển nghành chế tạo máy và nhu càu thay thế hay sửa chữa , các chi tiết này ngày càng sản xuất nhiều hơn . Ở nhiều nước người ta đã xây dựng nhiều nhà máy chuyên sản xuất bánh răng với trình đô cơ khí hóa và tự động hóa cao .
-Truyềnđộng bánh răng được sử dụng rộng rãi vì chúng có những ưu điểm như khả năng truyền lực lớn , đảm bảo tỉ số truyền chính xác ,hiệu suất truyền động cao tỉ số truyền động lớn .v.v…
-Phạm vi tốc độ và khả năng truyền chuyển động của bộ truyền bánh răng rất lớn . Các hộp giảm tốc của bánh răng có khả năng truyền công suất hang chục kw . Tốc độ vòng quay của các bánh răng trong các cơ cấu truyền chuyển động có thể đạt tới 150m/s .
-Sử dụng bộ truyền bánh răng có thể truyền được chuyển động các trục chéo nhau , vuông góc nhau hoặc song song với nhau .
* Công dụng :
-Bánh răng được sử dụng rộng rãi trong các loại máy như máy công cụ , máy nông nghiệp , ô tô , động cơ đốt trong , cần trục ….
-Công dụng của bánh răng trong truyền động được chia ra các loại : truyền vận tốc , động lực , truyền động số , truyền động có công dụng khác .
+ truyền động số : truyền động đảm bảo chính xác góc quay giữa các bánh răng , được sử dụng trong máy gia công chính xác .
+ truyền vận tốc : được sử dụng ở máy bay , hộp giảm tốc của tubin và các cơ cấu khác .
+ truyền động lực : sử dụng truyền lực lớn trong máy cán , máy kéo , ô tô xe tải .
+ truyền động có công dụng chung : truyền động này có vận tốc va tải trọng nhỏ , nó được dùng rộng rãi trong nghành chế tạo máy . Tùy theo vận tốc truyền động nó được chia ra :
.truyền động rất chậm : ≤ 0.5 m/s
.truyền động chậm : 0.5 – 3 m/s
.truyền động trung bình : 3 – 15 m/s
.truyền động cao : > 15 m/s
2. Phân tích độ chính xác chi tiết gia công .
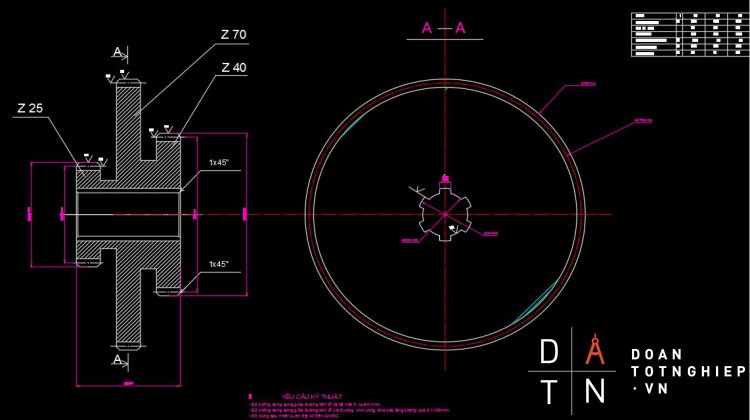
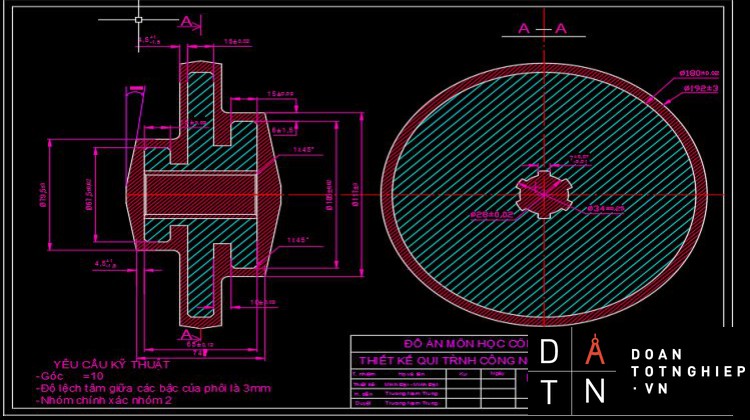
Chi tiết gia công là bánh răng bộ ba có kết cấu tương đối , là dạng bánh răng trụ có số răng lớn nhất là Z70 , Z40 , Z25 với modun là 2.5 .
Bánh răng có các thông số sau đây :
Modun : m = 2.5
Số răng : Z1 = 25
Z2 = 70
Z3 = 40
Hệ số dịch chỉnh bằng 0
Góc nghiêng của răng là 0
Lõi then hoa có số rãnh then : Z = 16
Yêu cầu kĩ thuật của bánh răng như :
Đường kính trong của then hoa đạt 28 A 0.02 Ra 1.6
Bề dày then hoa đạt 0 7-0.01+0.07
Độ bóng bề mặt làm việc Ra 1.6
Độ bóng đường kính vòng chia Ra 1.6
Độ cứng sau nhiệt luyện đạt 50-52 HRC
Từ những yêu cầu kĩ thuật trên ta có những phương án sau :
Chọn vât liệu chế tạo là thép C45:
Bánh răng được nhiệt luyện và thấm than để đạt độ cứng 45-52 HRC
Nhìn tổng thể chi tiết cho thấy bánh răng có kết cấu chưa có tính với công nghệ cao cho lắm .Ở đây chi tiết có số bánh răng lớn nằm giữa làm quá trình gia công kéo dài ,làm việc gia công bằng một lần bằng nhiều dao gặp khó khăn , vì là bánh răng bậc có sự di chuyển dọc trục tạo ra các giá trị tỉ số tryền khác nhau nên cần phải vê đầu răng để sự ăn khớp giữa hai bánh răng được dễ dàng , không gây ra hiện tượng mẻrăng .Phần rãnh giao giữa hai bánh răng có đường kính nhỏ nên khi gia công dễ kẹt dao có khi lại làm gãy dao và không có chỗ thoát dao . Lỗ bánh răng sử dụng phương pháp chuốt để gia công lỗ then hoa .Cần vát góc 30o cho lỗ then hoa để việc di chuyển cũng như lúc lắp ráp hay sữa chữa được dễ dàng .
3.Xác định dạng sản xuất .
Chi tiết gia công là bánh răng bậc ( bộ ba ) đươc sử dụng không rõ lắm nên số lượng sản phẩm , số lương chi tiết trong một máy không có số liệu rõ ràng nhưng theo suy nghĩ của chúng em thì đây là bánh răng bậc tạo ra nhiều tỉ số truyền khác nhau nên cũng được sử dụng rộng rãi trong các máy gia công chi tiết chúng em chọn phương pháp chế tạo chi tiết theo sản xuất hàng loat lớn
Khối lượng chi tiết :
Q = V x ( kg )
Trong đó : V : thể tích của chi tiết
: khối lượng riêng của vật liệu ( kg/dm3 )
Ta có dược dang sản xuất theo loạt lớn và khối lượng sản phẩm nên có thể suy ra được sản lượng hàng năm của chi tiết trong khoảng
III. Xác định phương pháp chế tạo phôi .
Các phương pháp chế tạo phôi :
Chế tạo bằng phương pháp đúc trong khuôn kim loại
-Phôi đúc được chế tạo bằng cách rót kim loại nóng chảy vào khuôn có hình dạng ,kích thước xác định . Sau khi kim loại kết tinh ta thu được chi tiết có hình dạng kích thước theo yêu cầu .
-Phôi đúc được dùng cho chi tiết như : gối đỡ , các chi tiết dạng hộp , các loại càng phức tạp , các lọai trục chữ thập …
*Ưu điểm :
Có thể đúc được tất cả các loại kim loại và hợp kim có thành phần khác nhau
-Đúc đươc các chi tiết phức tạp .
-Dễ cơ khí hóa tự động hóa , cho năng suất cao , giá thành thấp , có tính linh hoạt .
*Nhược điểm :
Tốn kim loại cho hệ thống đậu rót đậu ngót và để kiểm tra chất lượng của vật đúc thì cần có thiết bị hiện đại .
Phôi chế tạo bằng phương pháp áp lực .
Phôi từ thép cán .
Phôi từ thép cán :
Thép cán có hình dạng kích thước tiết diện ngang và chiều dài theo tiêu chuân độ chính xác chất lượng bề mặt cao , thành phần hóa học ổn định hơn so với phôi đúc
Sử dụng phôi từ thép cán cho hệ số sử dụng vật liêu thấp , do đó thường sử dụng
Trong sản xuất đơn chiếc hoặc trong sản xuất hàng loạt với điều kiện hình dạng
kích thước tiết diện ngang của phôi gần giống với chi tiết .
Phôi rèn tự do .
Rèn là ngoại lực tác dụng ( bắng tay hoặc bằng máy ) thông qua các dụng cụ làm kim loại bị biến dạng tự do ở nhiệt độ rèn để tạo ra sản phẩm có hình dạng kích thước theo yêu cầu.
*Ưu điểm :
+ Có tính linh hoạt cao, phạm vi gia công rộng
+ Có khả năng biến tổ chức hạt thành tổ chức thớ phức tạp , do đó làm tăng khả năng chịu lực .
*Nhược điểm :
+ Độ chính xác về hình dạng và kích thước thấp ( kích thước lượng dư cao ) , chi phí gia công cơ tăng.
+ Chất lượng thành phần phôi không đồng đều phụ thuộc và tay nghề người thợ
+ Năng suất thấp .
- Phôi dập thể tích .
_Phôi dập thể tích có độ chính xác cao về hịnh dạng , kích thước và chất lương bề mặt cao .
*Ưu điểm :
+Bị biến dạng ở trạng thái ứng suất khối nên tính dẻo cao hơn , do đó biến dạng triệt để .
+Chế tạo được các phôi phức tạp , hệ số sử dụng vật liệu cao hơn so với rèn tự do.
*Nhược điểm :
+ Dập thể tích cần có công suất lớn
+ Không chế tạo được phôi lớn .
+ Chi phí chế tạo khuôn cao .
3.Phôi hàn .
– Phôi hàn đươc chế tạo từ thép cán ( thép tấm hoặc thép hình ) nhờ ghép nối băng hàn .
*Ưu điểm :
+ Phôi hàn tiết kiệm được 30 ÷ 50 % khối lượng vật liệu so với phôi đúc .
+Nếu chế tạo chi tiết dạng hộp thì sử dụng phôi hàn là hợp lí nhất .
*Nhược điểm :
+Phôi sau khi bị nung nóng cục bộ tạo áp suất dư lớn .
+Tổ chức kim loại ở chỗ hàn bị thay đổi .
+Trước khi gia công nếu không khử ứngsuất dễ dẫn đến vật dễ bị biến dạng .
Từ những phương án chế tạo phôi trên thì chúng em chọn phương pháp chế tạo phôi bằng phương pháp gia công áp lực cụ thể là dập thể tích vì những lí do sau :
- phù hợp với dạng sản xuát đã chọn ban đầu là sản xuất loạt lớn .
- Phôi sau khi chế tạo có hình dạng và kích thước gần giống chi tiết gia công .
- Khối lương phôi được xác định có trọng lượng kinh tế hơn các phương pháp khác .
Lượng dư gia công :
- Lượng dư để gia công mặt đầu mỗi bên là : 4,5 mm
- Lượng dư để gia công lỗ then hoa : 28mm
- Lượng dư gia công đường kính ngoài của các bánh răng : 6,5mm
Tất cả các lượng dư trên được tra trong sách sổ tay công nghệ đúc và rèn dập
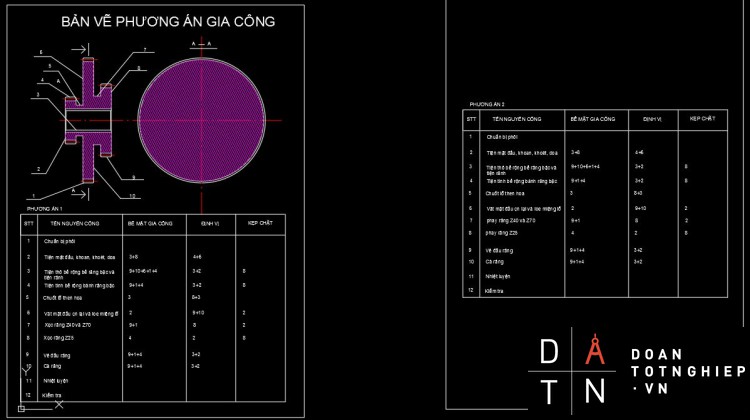
Qua 2 phương án gia công ở trên ta thấy phương án 1 là phương án tối ưu nhất vì khoang cách giữa các bánh răng bậc là 10mm trong khi bề dầy của bánh răng là 15mm nên khi gia công dao phay sẻ ăn vào thân bánh răng. Vì vậy ta chọn phương án gia công thứ 1 làm phương án chế tạo bánh răng bậc.
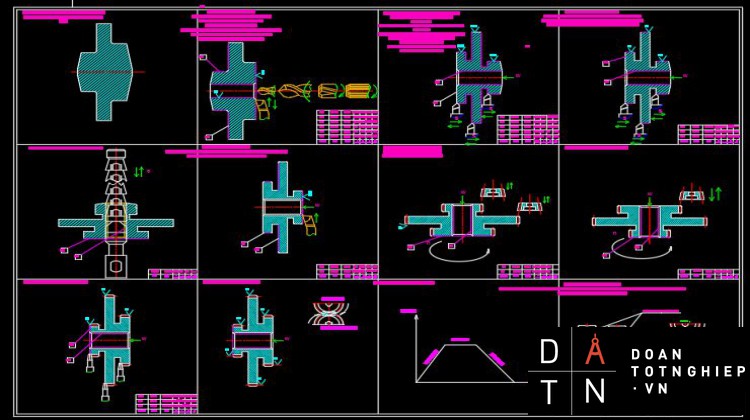
Trình tự phương án sản xuất: gồm 12 nguyên công
- Nguyên công 1: chuẩn bị phôi có đương kính lần lượt là 79,5; 187; 117 có L là 74
- Nguyên công 2 : Vát mặt đầu, khoan, khoét, doa
- Nguyên công 3 : Tiên thô các bề mặt bánh răng và tiện rãnh
- Nguyên công 4 : Tiên tinh các bề mặt bánh răng đạt Ra6.3
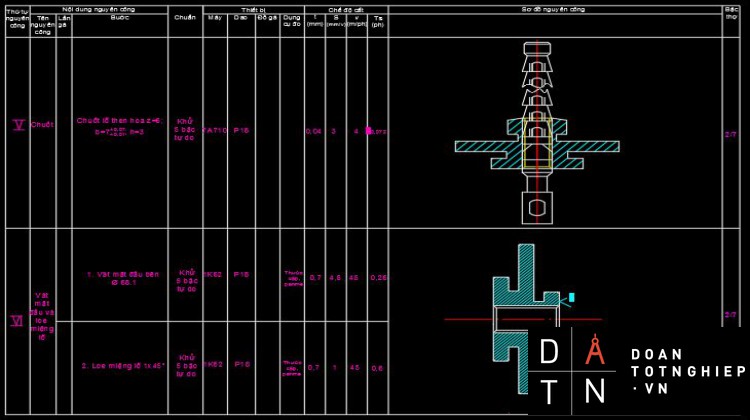
- Nguyên công 5 : Chuốt lỗ then hoa Z=6, b=7, h=3
- Nguyên công 6 : Vát mặt đầu còn lại và loe miệng lỗ
- Nguyên công 7 : Xọc răng Z40 và Z70, m=2,5
- Nguyên công 8 : Xọc răng Z25, m=2,5
- Nguyên công 9 : Vê đầu răng Z40, Z70, Z25
- Nguyên công 10: Cà răng
- Nguyên công 11: Nhiệt luyện
- Nguyên công 12: Kiểm tra
TÍNH CHẾ ĐỘ CẮT NGUYÊN CÔNG
Nguyên công 1: Chuân bị phôi
Nguyên công2:Vát mặt đầu bên đường kính117mm và khoan,khoét,doa
Nguyên công3:Tiện thô các bề mặt bánh răng và tiện rảnh
Bước 1: tiện thô Ø117 còn Ø106.6mm
Chọn dao P18, F=16x25 φ=60o,γ = 0o,λ = 15o, máy 1k62, T=60
●Chọn s: (Tra bảng 16-1) có D=117, chống tâm 2 đầu, t=5[s1=(2.5 đến 3.2)mm/v
( Tra bảng 25-1) có Fdao=16x25, DF=117[s2=(0.7 đến 1.2)mm/v
[s=0,7mm/v tra TMM trang 217[st=0,7mm/v
● Vận tốc cắt V ( m/vg)
V = ( Cv × Kv ) ÷ ( Tm × txv × Syv )
Theo bảng ( 1-1) : Cv xv yv m T
56 0.25 0.66 0.125 60
(2-1) : Kmv = Cm (75/ σb)nv
(3-1) : Cm=1, nv=1.75[ Kmv=1
(7-1) : Knv = 0.8
(8-1) : Kuv = 1
Kv = 0.8x1x1=0.8
V = ( 56 × 0.8 ) ÷ ( 600.125 × 50.25 × 0.70.66 ) = 28,4 (m/ph)
n = ( 1000 × V ) ÷ ( П × D )
= ( 1000 × 28.4) ÷ ( 3.14 × 117 ) =63 ( vg/ph )
Tra TMM trang 217 nt= 63 (vg/ph)
Vt = ( П × D × n ) ÷ 1000
= ( 3.14 × 117 × 63) ÷ 1000 = 74 (m/ph)
●Lực dọc trục Pz
Pz = Cpz × txpz × Sypz × Vnz × Kz= ( KG )
Bảng (11-1) : Cpz xpz ypz nz
200 0 0.75 0
Bảng (12-1) : Kmp = ( σ / 75 ) np = ( 75 / 75 ) 0.75 = 1
Bảng (15-1) : φ =60o Kφ = 1
γ = 0o Kγ = 1.27
λ = 15o Kλ = 0.65
Kz = 1 × 1.27 × 0.65 = 0.83
Pz = 200 × 50 × 0.7 0.75 × 74 0 × 0.83 = 153 (KG)
● Công suất cắt gọt N cg
N = ( Pz × Vt ) / (60 × 102 ) = ( 153 × 74 ) / ( 60 ×102 ) = 1.9 ( KW )
Do Ndc > Ncg (10 >1.9)
Bước 2: tiện thô Ø 192 còn Ø181.6mm
Chọn dao P18, F=16×25 φ=60o,γ = 0o,λ = 15o, máy 1k62, T=60
●Chọn s: (Tra bảng 16-1) có D=192, chống tâm 2 đầu, t=5[s1=(2.5 đến 3.2)mm/v
( Tra bảng 25-1) có Fdao=16x25, DF=117[s2=(0.7 đến 1.2)mm/v
[s=0,7mm/v tra TMM trang 217[st=0,7mm/v
● Vận tốc cắt V ( m/vg)
V = ( Cv × Kv ) ÷ ( Tm × txv × Syv )
Theo bảng ( 1-1) : Cv xv yv m T
56 0.25 0.66 0.125 60
(2-1) : Kmv = Cm (75/ σb)nv
(3-1) : Cm=1, nv=1.75[ Kmv=1
(7-1) : Knv = 0.8
(8-1) : Kuv = 1
Kv = 0.8x1x1=0.8
V = ( 56 × 0.8 ) ÷ ( 600.125 × 50.25 × 0.70.66 ) = 28,4 (m/ph)
n = ( 1000 × V ) ÷ ( П × D )
= ( 1000 × 28.4) ÷ ( 3.14 × 192 ) = 47 ( vg/ph )
Tra TMM trang 217 nt= 40 (vg/ph)
Vt = ( П × D × n ) ÷ 1000
= ( 3.14 × 192 × 40) ÷ 1000 = 24.1 (m/ph)
●Lực dọc trục Pz
Pz = Cpz × txpz × Sypz × Vnz × Kz= ( KG )
Bảng (11-1) : Cpz xpz ypz nz
200 0 0.75 0
Bảng (12-1) : Kmp = ( σ / 75 ) np = ( 75 / 75 ) 0.75 = 1
Bảng (15-1) : φ =60o Kφ = 1
γ = 0o Kγ = 1.27
λ = 15o Kλ = 0.65
Kz = 1 × 1.27 × 0.65 = 0.83
Pz = 200 × 50 × 0.7 0.75 × 40 0 × 0.83 = 153 (KG)
● Công suất cắt gọt N cg
N = ( Pz × Vt ) / (60 × 102 ) = ( 153 × 24.1 ) / ( 60 ×102 ) = 0.6 ( KW )
Do Ndc > Ncg (10 >0.6)
Bước 3: tiện thô Ø 79.5 còn Ø68.1mm
Chọn dao P18, F=16×25 φ=60o,γ = 0o,λ = 15o, máy 1k62, T=60
●Chọn s: (Tra bảng 16-1) có D=192, chống tâm 2 đầu, t=5[s1=(2.5 đến 3.2)mm/v
( Tra bảng 25-1) có Fdao=16x25, DF=117[s2=(0.7 đến 1.2)mm/v
[s=0,7mm/v tra TMM trang 217[st=0,7mm/v
● Vận tốc cắt V ( m/vg)
V = ( Cv × Kv ) ÷ ( Tm × txv × Syv )
Theo bảng ( 1-1) : Cv xv yv m T
56 0.25 0.66 0.125 60
(2-1) : Kmv = Cm (75/ σb)nv
(3-1) : Cm=1, nv=1.75[ Kmv=1
(7-1) : Knv = 0.8
(8-1) : Kuv = 1
Kv = 0.8x1x1=0.8
V = ( 56 × 0.8 ) ÷ ( 600.125 × 50.25 × 0.70.66 ) = 28,4 (m/ph)
n = ( 1000 × V ) ÷ ( П × D )
= ( 1000 × 28.4) ÷ ( 3.14 × 79.5 ) = 113.8 ( vg/ph )
Tra TMM trang 217 nt= 100 (vg/ph)
Vt = ( П × D × n ) ÷ 1000
= ( 3.14 × 79.5 × 100) ÷ 1000 = 25(m/ph)
●Lực dọc trục Pz
Pz = Cpz × txpz × Sypz × Vnz × Kz= ( KG )
Bảng (11-1) : Cpz xpz ypz nz
200 0 0.75 0
Bảng (12-1) : Kmp = ( σ / 75 ) np = ( 75 / 75 ) 0.75 = 1
Bảng (15-1) : φ =60o Kφ = 1
γ = 0o Kγ = 1.27
λ = 15o Kλ = 0.65
Kz = 1 × 1.27 × 0.65 = 0.83
Pz = 200 × 50 × 0.7 0.75 × 25 0 × 0.83 = 153 (KG)
● Công suất cắt gọt N cg
N = ( Pz × Vt ) / (60 × 102 ) = ( 153 × 25 ) / ( 60 ×102 ) = 0.625 ( KW )
Do Ndc > Ncg (10 >0.625)
Bước 4: Tiện rãnh Ø117 còn Ø70mm từ bề mặt Ø117 bỏ vô 15mm, rãnh L=10mm
Chọn dao P18 có thông số kĩ thuật sau :
● Chiều sâu cắt t (mm)
Chọn t = 23.5 mm
● Lượng tiến dao S (mm/vg)
Chọn s=0.17 (tra bảng 2-6) sách gia công cơ
● Vận tốc cắt V ( m/vg)
V = ( Cv × Kv ) ÷ ( Tm × Syv )
Theo bảng ( 1-1) : Cv yv m
23.7 0.66 0.25
(2-1) : Kmv = Cm (75/ σb)nv
(3-1): Cm=1;nv=1.75[ Kmv=1
(7-1) : Knv = 1.0
(8-1) : Kuv = 1
Kv = Kmv ×Knv× Kuv =1×1×1=1
V = ( 23.7 × 1) ÷ ( 600.25 × 0.70.66 ) = 27.4 (m/ph)
n = ( 1000 × V ) ÷ ( П × D )
= ( 1000 × 27.4) ÷ ( 3.14 × 117 ) = 74.6 ( vg/ph )
Tra TMM trang 217 nt= 63 (vg/ph)
Vt = ( П × D × n ) ÷ 1000
= ( 3.14 × 63 × 117) ÷ 1000 = 23 (m/ph)
●Lực dọc trục Pz
Pz = Cpz × Sypz × Kz= ( KG )
Bảng (11-1) : Cpz ypz
247 0.75
Bảng (12-1) : Kmp = ( σ / 75 ) np = ( 75 / 75 ) 0.75 = 1
Kz = 1
Pz = 247 × 0.170.75 ×1 = 65.4 (KG)
● Công suất cắt gọt N cg
N = ( Pz × Vt ) / (60 × 102 ) = ( 65.4 × 23 ) / ( 60 ×102 ) = 0.25 ( KW )
Do Ndc > Ncg (10 >0.25)
Bước 5: Tiện rãnh Ø79.5 còn Ø40mm từ bề mặt Ø79.5 bỏ vô 15mm, rãnh L=10mm
Chọn dao P18 có thông số kĩ thuật sau :
● Chiều sâu cắt t (mm)
Chọn t = 19.75 mm
● Lượng tiến dao S (mm/vg)
Chọn s=0.17 (tra bảng 2-6) sách gia công cơ
● Vận tốc cắt V ( m/vg)
V = ( Cv × Kv ) ÷ ( Tm × Syv )
Theo bảng ( 1-1) : Cv yv m
23.7 0.66 0.25
(2-1) : Kmv = Cm (75/ σb)nv
(3-1): Cm=1;nv=1.75[ Kmv=1
(7-1) : Knv = 1.0
(8-1) : Kuv = 1
Kv = Kmv ×Knv× Kuv =1×1×1=1
V = ( 23.7 × 1) ÷ ( 600.25 × 0.70.66 ) = 27.4 (m/ph)
n = ( 1000 × V ) ÷ ( П × D )
= ( 1000 × 27.4) ÷ ( 3.14 × 79.5 ) = 109.8 ( vg/ph )
Tra TMM trang 217 nt= 100 (vg/ph)
Vt = ( П × D × n ) ÷ 1000
= ( 3.14 × 100 × 79.5) ÷ 1000 = 25 (m/ph)
●Lực dọc trục Pz
Pz = Cpz × Sypz × Kz= ( KG )
Bảng (11-1) : Cpz ypz
247 0.75
Bảng (12-1) : Kmp = ( σ / 75 ) np = ( 75 / 75 ) 0.75 = 1
Kz = 1
Pz = 247 × 0.170.75 ×1 = 65.4 (KG)
● Công suất cắt gọt N cg
N = ( Pz × Vt ) / (60 × 102 ) = ( 65.4 × 25 ) / ( 60 ×102 ) = 0.27 ( KW )
Do Ndc > Ncg (10 >0.27)
Nguyên công 4:Tiện tinh các bề mặt bánh răng
Bước 1: Tiện tinh bánh răng Ø 106.6 xuống gần bằng 105.6 mm
Chọn dao T15K6 có thông số kĩ thuật sau :
F = 16 × 25 φ = 60o
L = 140 γ = 10o
l = 50 λ = 10o
r = 1 C =6
● Chiều sâu cắt t (mm)
h = 0.5( DF – D ) =106.6 – 105.6 = 0.5 (mm)
chọn t = 0.5 mm
● Lượng tiến dao S (mm/vg)
Bảng ( 17 – 1) :
Cấp độ nhám 5
t = 0.5 } S = 0.14 ÷ 0.24 (mm/vg)
vật liệu thép cacbon
chọn S = 0.14
Tra thuyết minh máy (TTM) trang 217 St = 0.14 (mm/vg)
● Vận tốc cắt V ( m/vg)









