THIẾT KẾ QUY TRÌNH CHẾ TẠO BÁNH RĂNG Z42 HỘP SỐ THEN KÉO
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CHẾ TẠO BÁNH RĂNG HỘP SỐ THEN KÉO, đồ án môn học công nghệ chế tạo máy SỬA CHỮA BÁNH RĂNG HỘP SỐ THEN KÉO
LỜI NÓI ĐẦU
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong tất cả các ngành nghề và trong mỗi lỉnh vực, đặc biệt là nghành cơ khí sửa chữa máy (nói riêng) và ngành cơ khí (nói chung). Cơ khí sửa chữa là một trong những ngành then chốt thúc đẩy sự phát triển công nghiệp hoá hiện đại hoá đất nước, muốn có được điều cần thiết đó thì vấn đề đặt ra ở đây là phải có trang thiết bị công nghệ và nguồn nhân lực. Nguồn nhân lực này phải có trình độ chuyên môn về kỹ thuật mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ để từ đó đưa ra đường lối công nghệ hợp lý phục vụ cho nhu cầu sản xuất.
Vì vậy phương pháp gia công phi cổ điển trong gia công cắt gọt không thể thiếu được và nó vẫn tồn tại do đây là yếu tố bắt buộc mỗi con người trong ngành sửa chữa máy phải nắm vững, nhất là những cán bộ kỹ thuật trong việc lập qui trình công nghệ gia công.
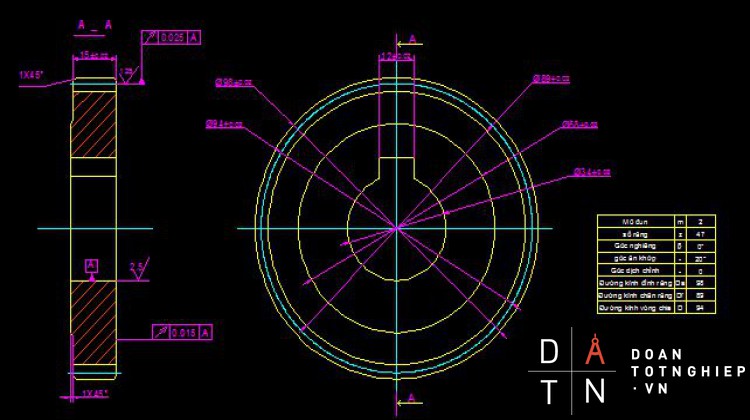
Các sản phẩm cơ khí sửa chữa có đòi hỏi rất cao về độ chính xác về kích thước, độ nhám cũng như độ chính xác về hình dáng hình học. Không những thế, việc sửa chữa ra một chi tiết còn đòi hỏi những lợi ích về kinh tế sao cho giá thành sửa chữa,thay thế là thấp nhất, nhanh nhất và an toàn nhất. Cho nên việc lập ra một tiến trình công nghệ sửa chữa một chi tiết đóng vai trò quyết định cho việc sửa chữa một sản phẩm cơ khí. Trong tài liệu này trình bày quy trình công nghệ gia công BÁNH RĂNG TRỤ RĂNG THẲNG Z47 Quy trình công nghệ này trình bày từ việc chọn phôi cho đến quy trình gia công và tổng kiểm tra sản phẩm. Đó là tất cả những kiến thức mà người thực hiện tiếp thu được từ những năm tháng học ở trường cũng như từ sách báo, Internet...
Tuy nhiên do thời gian có hạn cũng như sự hiểu biết còn hạn chế cho nên đồ án không thể tránh khỏi những thiếu sót. Em kính mong thầy chỉ bảo thêm để đồ án của em được hòan thiện hơn, đồng thời để em chuẩn bị tốt cho việc làm sau ny khi ra trường lm việc được tốt hơn!
PHẤN I : PHÂN TÍCH CHI TIẾT GIA CƠNG
- Phân tích tính năng và công dụng của bánh răng.
- Tính năng :
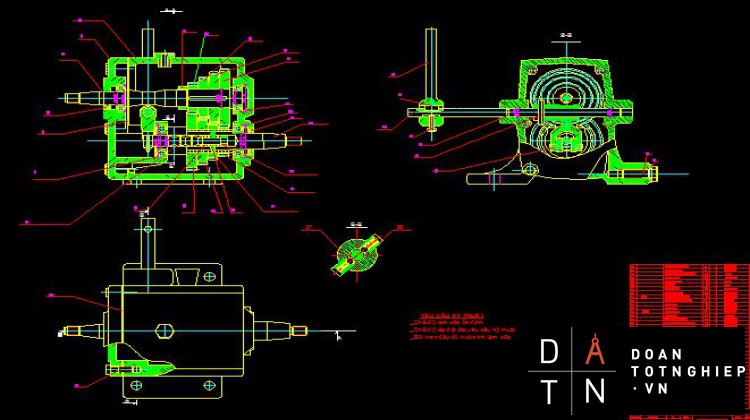
-Bánh răng l những chi tiết dùng để truyền lực v truyền chuyển động mà chúng ta thường thấy trong cc loại my khc nhau . Với sự pht triển nghnh chế tạo my v nhu cầu thay thế hay sửa chữa , cc chi tiết ny ngy cng sản xuất nhiều hơn . Ở nhiều nước người ta đ xy dựng nhiều nh my chuyn sản xuất bánh răng với trình đô cơ khí hóa và tự động hĩa cao .
- Ưu điểm:
- việc với Kích thước nhỏ, khả năng tải lớn.
- Tỷ số truyền khơng thay đổi do khơng cĩ hiện tượng trưởt trơn.
- Hiệu suât cao đối với những bộ truyền được bôi trơn đầy đủ.
-Lm việc với vận tốc lớn( đến 150m/s) cơng suất đến chục ngn KW, tỷ số truyền một cấp từ 2÷7, bộ truyền nhiều cấp đến vài trăm hoặc vi ngn.
-Kích thước nhỏ gọn, khả năng tải cao, có độ bền lớn
- Nhược điểm:
-Chế tạo tương đối phức tạp Kích thước nhỏ gọn
-Địi hỏi độ chính xc cao
-Cĩ nhiều tiếng ồn khi vận tốc lớn
-Chịu va đập km
-Giá thành đắt
- Hiện nay bộ truyền bánh răng được phân ra làm nhiều loại, theo nhiều cách
+Tùy theo vị trí giữa các trục: có các loại sau
Vị trí các trục song song với nhau: có truyền động bánh trụ răng thẳng, răng nghiêng, hoặc răng chữ V.
Vị trí giữa các trục cắt nhau: có truyền động bánh trụ răng chéo, bánh nón răng chéo
+Theo vị trí vành răng ăn khớp; có chuyển động ăn khớp trong và chuyển động ăn khớp ngoài.
+ Theo điều kiện làm vịêc: có truyền động kín và chuyển động hở
Riêng bánh răng trong bộ truyền bánh răng cũng có các loại như: bánh răng cố định, bánh răng di trượt, bánh răng lòng không.
- Cơng dụng
Bánh răng với cơng dụng chính l truyền tải, truyền vận tốc, v nhiều cơng dụng khc. Với nguyn lý cơ bản l sự ăn khớp giữa các răng với nhau.
+ truyền vận tốc : được sử dụng ở my bay , hộp giảm tốc của tubin và các cơ cấu khác :như hộp số my tiện ,phay,bo…
+truyền tải : sử dụng truyền lực lớn trong my cn , my ko , ơ tơ xe tải
.............................................
So với n động cơ máy 1k62 đảm bảo độ bền
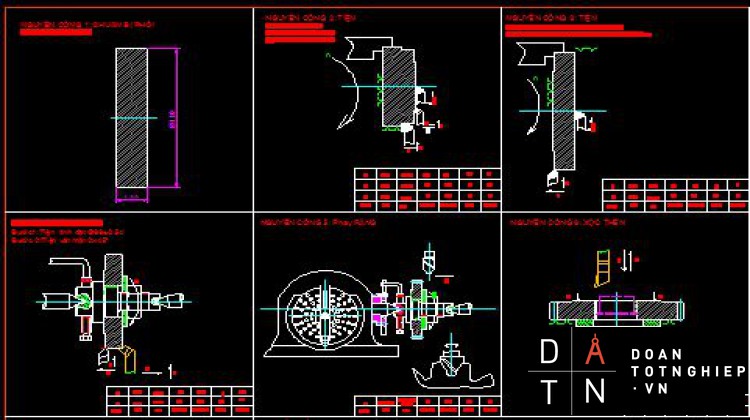
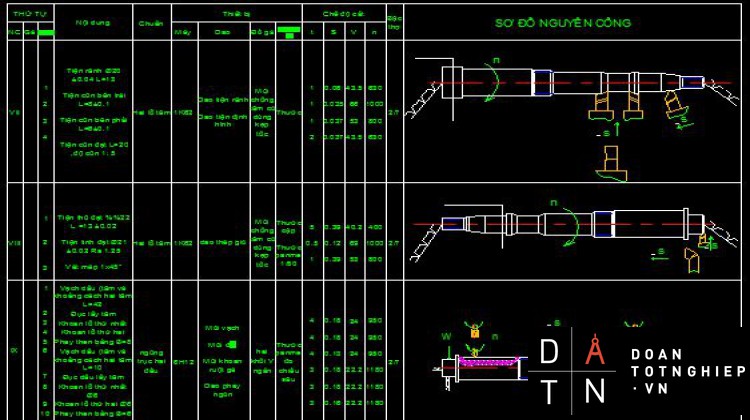
- BƯỚC 2:Tiện vt mặt 2x45
Chiều su cắt: t= 2mm
Lượng chạy dao: S=0.52mm
- TÍNH V:
Tra bảng(1-1) : Cv=227 Xv=0.15 Yv=0.35 m=0.2
Tra bảng (2-1) : Kmv=1
Theo bảng ( 7-1) chế độ cẳt: ta cĩ Knv=1
Tra bảng : (8-1) : Kuv=1
Tra bảng (9-1): K K
Tốc độ cắt : V=
SỐ vịng quay trong 1 pht: n=(1000*V)/(3.14*D)=428
Theo truyết minh my: chọn n=400 v/ph
Vận tốc thực khi cắt:V=(3.14*D*n)/1000=123
- TÍNH LỰC CẮT:
Theo bảng (11-1): Cpz=300 Xpz= 1 Ypz= 0.75 nz=0.15
(12-1) Kmp=1
(15-1) k
Pz=2194 KG
Ncg= =7.4 ( kw)
So với n động cơ máy 1k62 đảm bảo độ bền
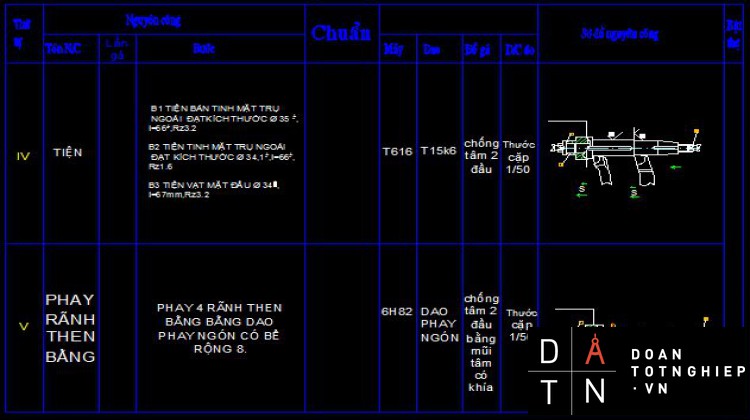
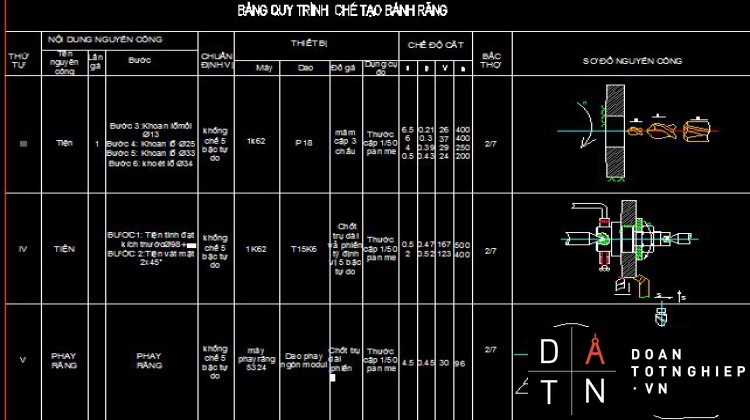
NGUYN CƠNG 5:PHAY RĂNG
Chiều su cắt:t=4.5 mm
Lượng chạy dao: S=0.45 mm
Tốc độ cắt:V=
Tra bảng (5-1): Cv=48.5 m=0.2 x=0.3 y=0.4 q=0.25 p=0.1
Tuổi bền daoT=120 pht ( bang 2-5)
Tra bảng (7-5):kmv=1
(8-5):knv=1
Vậy Kv=1
Thay vo ta cĩ V=28m/ph
Số vịng quay n=1000*V/(3.14*D)=91v/ph
Theo my ta chon n=96(v/ph)
Tốc độ cắt thực: V=30(m/ph)
Lực cắt Pz:tra bảng (3-5):
Cp=68.2 x=0.86 y=0.72 u=1 q=0.73 w=-0.13
Pz= =83KG
Cơng suất cắt N=Pz*v/(1020*60)=0.04Kw
So với máy đảm bảo an tồn
NGUYN CƠNG 6:XOC THEN
Chiều su cắt:t=6(mm)
Lượng chạy dao:S=0.44(mm/htk)
Vận tốc cắt :120(htk/ph)
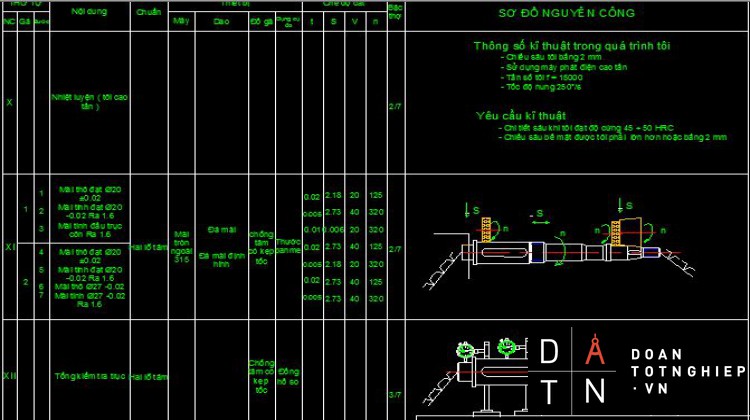
NGUYÊN CÔNG8: MÀI RĂNG
Chiều su cắt : t=0.01mm
Lượng chạy dao:S=0.5mm
Vận tốc cắt:V=35mm
Đồ án thiết kế quy trình gia công bánh răng nay đã hòa thành. Qua việc làm đồ án đã tạo điều kiện cho em ôn lại những kiến thức đã học trong thời gian qua như: dung sai, công nghệ chế tạo máy, máy cắt kim loại, dao cắt.... Từ đây, em đã biết được cách thức để trình bày một đồ án sao cho hoàn chỉnh.
Đồ án này nó giúp em có nhiều bài học, đồng thời nó cũng giúp em củng cố kiến thức để em có thể hoàn thành tốt nghề nghiệp mai nàycủa mình. Nhưng do còn nhiều hạn chế về nhiều mặt cho nên trong quá trình thực hiện đồ án không thể tránh khỏi những sai sót. Em mong thầy chỉ bảo thêm để em co kinh nghiệm mai nảy ra trường lm việc .
Cuối cùng em xin chân thành cảm ơn thầy, đã dìu dắt chỉ bảo em trong suốt mấy tháng học vừa qua nhiều khi em tự hỏi:” nếu như không có thầy tận tình chỉ dạy thì không biết chúng em sẽ phải làm gì trước những khó khăn của khoa học kỹ thuật mà cụ thể ở đây là công nghệ chế tạo chi tiết máy” .
Em xin cảm ơn thầy và kính chúc thầy sức khỏe!
TI LIỆU THAM KHẢO:
- VẼ KỸ THUẬT
(Trần Hữu Quế)
- DUNG SAI V LẰP GHP
(Ninh Tốn Đức)
- ĐỒ GÁ GIA CÔNG CƠ KHÍ
(Hồ Viết Bình-L Đăng Hoành- Nguyễn Ngọc Đào)
- CHI TIẾT MY
(Hoàng Thông-N.Thanh Xuyên-N. Minh Đức)
- DAO CẮT
- CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
(N.Ngọc Đào-Hồ Viết Bình- T.Thế San)
- VẬT LIỆUV CƠNG NGHỆ CƠ KHÍ
(Hồng Tng)
- SỔ TAY CƠNG NGHỆ CHẾ TẠO MY
(Nguyễn đắc Lộc)
- THIẾT KẾ ĐỒ N CƠNG NGHỆ CHẾ TẠO MY
(Trần Văn Địch)