THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BÁNH RĂNG BỌC ĐÙI TRONG MÁY HÚC D6C



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BÁNH RĂNG BỌC ĐÙI TRONG MÁY HÚC D6C, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
Mục lục
- Chương I. TỔNG QUAN VỀ BÁNH RĂNG 4
I. Tổng quan: 4
II. Các dạng ăn khớp chính trong bộ truyền bánh răng. 7
1. Ăn khớp Nôvikov. 7
2. Ăn khớp xiclôit: 10
3. Ăn khớp chốt: 10
4. Ăn khớp thân khai: 11
5.Ăn khớp của bánh răng trụ thân khai: 16
III. Bánh răng tiêu chuẩn và bánh răng có dịch dao. 17
A. Bánh răng tiêu chuẩn. 17
B. Bánh răng có dịch dao: 20
- Chương II . THIẾT KẾ QUY TRÌNH GIA CÔNG 28
I. Tổng quát về quy trình công nghệ gia công bánh răng liền trục. 28
1. Phân loại trục. 29
2. Điều kiện kỹ thuật của các chi tiết dạng trục: 29
3. Vật liệu và phôi dùng chế tạo các chi tiết dạng trục: 29
4. Tính công nghệ trong kết cấu của trục: 30
5. Chuẩn định vị khi gia công chi tiết trục: 30
6. Thứ tự thực hiện các nguyên công và biện pháp công nghệ chế tạo trục. 34
7. Biện pháp thực hiện các nguyên công chính: 34
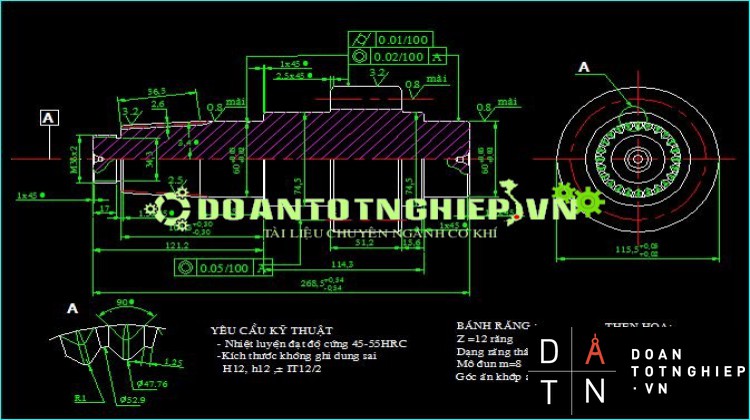
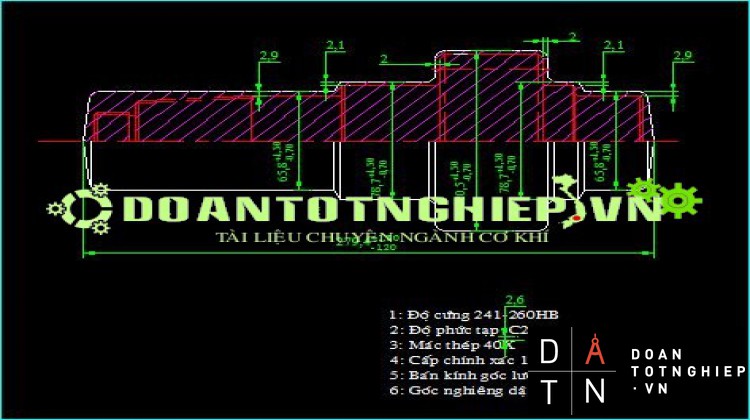
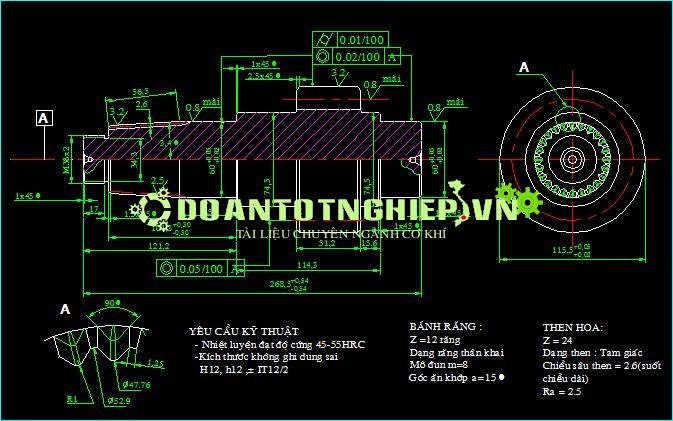
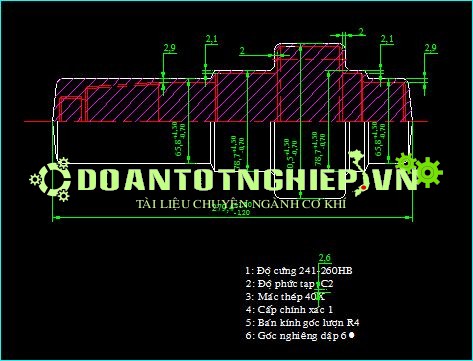
II . Quy trình công nghệ gia công bánh răng bọc đùi. 54
A. Giới thiệu sơ lược về bánh răng bọc đùi. 54
B. Quy trình công nghệ gia công bánh răng bọc đùi. 55
- CHƯƠNG III : TÌM HIỂU MÁY MÀI RĂNG. 110
I.Khái quát về mài răng và các phương pháp mài răng. 110
1.Khái niệm mài răng . 110
II. Tìm hiểu máy mài răng 5B832. 111
1. Lý lịch máy. 111
2. Số liệu chính. 111
III . Tóm tắt kết cấu và làm việc của máy. 115
1. Hình dáng chung của máy. 115
2. Sơ đồ động. 117
3. Kết cấu máy theo các bộ phận. 119
4. Bôi trơn máy . 134
5. Công tác khởi động máy. 135
6. Công tác vệ sinh và an toàn khi sử dụng máy. 135
- TỔNG KẾT 136
- TÀI LIỆU THAM KHẢO. 137
Chương I. TỔNG QUAN VỀ BÁNH RĂNG
I. Tổng quan:
Định nghĩa:
- Cơ cấu bánh răng là cơ cấu khớp cao dùng để truyền chuyển động quay giữa các trục với tỉ số truyền xác định nhờ sự ăn khớp của các khâu có răng, các khâu ấy được gọi là bánh răng.
-Truyền động bánh răng được sử dụng hầu hết trong các loại máy. Nó thực hiện công việc truyền chuyển động quay giữa các trục, hoặc biến chuyển động quay thành tịnh tiến và ngược lại.
Phân loại và công dụng của truyền động bánh răng:
Công dụng chung của truyền động bánh răng:
-Bánh răng, bánh vít là những chi tiết dùng để truyền lực và chuyển động mà chúng ta thường thấy trong nhiều loại máy khác nhau. Với sự phát triển của ngành chế tạo máy và với yêu cầu của sửa chữa thay thế, các loại chi tiết này ngày càng được sản xuất nhiều hơn. Ở nhiều nước người ta đã xây dựng nhà máy, phân xưởng chuyên sản xuất bánh răng, bánh vít với trình độ cơ khí hóa và tự động hóa cao.
-Truyền động bánh răng được sử dụng rộng rãi vì chúng có những ưu điểm như khả năng truyền lực lớn, đảm bảo tỉ số truyền chính xác, hiệu suất truyền động cao, tỉ số truyền lớn v.v.
-Trong các loại máy như: Máy công cụ, máy nông nghiệp, ôtô, động cơ đốt trong, cần trục v.v. Truyền động bánh răng là những cơ cấu quan trọng.
Phạm vi tốc độ và khả năng truyền chuyển động của bộ truyền bánh răng rất lớn. Các hộp giảm tốc của bánh răng có khả năng truyền công suất hàng chục kw. Tốc độ vòng quay của các bánh răng trong các cơ cấu truyền chuyển động có thể đạt tới 150m/s. Bánh truyền chuyển động quay được gọi là bánh chủ động, Bánh được truyền chuyển động quay gọi là bánh bị động (khái niệm trên xét cho 1 cặp bánh răng ăn khớp).
-Sử dụng bộ truyền bánh răng có thể truyền được chuyển động giữa các trục chéo nhau, vuông góc nhau, hoặc song song với nhau.
-Tùy thuộc vào hình dạng của bánh răng người ta chia ra các loại sau: Truyền động bánh răng trụ, bánh răng côn, truyền động trục vít bánh vít v.v.
-Theo dạng ăn khớp prôphin răng được chia thành hai loại:
- Ăn khớp thân khai: Là loại ăn khớp tiêu chuẩn và được sử dụng nhiều nhất.
An khớp không thân khai bao gồm: An khớp nôvikov, ăn khớp xiclôit, ăn khớp chốt.
Phân loại bánh răng :
Bánh răng được chia ra làm ba loại sau:
-Bánh răng trụ(răng thẳng và răng nghiêng).
-Bánh răng côn(răng thẳng và răng xoắn).
-Bánh vít.
Truyền động bằng bánh răng trụ:
-Truyền động bánh răng hình trụ được dùng để quay các trục song song với nhau. Dựa theo hình dạng của răng có ba loại truyền động sau: Truyền động bánh răng hình trụ răng thẳng, truyền động bánh răng hình trụ răng nghiêng. truyền động bánh răng chữ V.
-Dựa theo hướng nghiêng của răng bánh răng hình trụ răng nghiêng chia ra hai loại: Nghiêng trái và nghiêng phải,trong một cặp ăn khớp các hướng nghiêng của chúng ngược nhau. Bộ truyền bánh răng nghiêng cho phép làm việc êm hơn, tăng khả năng truyền lực. Nhược điểm của bộ truyền bánh răng nghiêng là sinh ra lực dọc trục trong khi truyền động và chế tạo phức tạp hơn bánh răng trụ răng thẳng.
-Bộ truyền bánh răng chữ V vẫn giữ được các ưu điểm trên, bên cạnh đó còn khắc phục được nhược điểm của bộ truyền bánh răng nghiêng là triệt tiêu lực dọc trục tuy nhiên việc chế tạo lại phức tạp hơn.
Truyền động thanh răng bánh răng:
- Truyền động thanh răng bánh răng là trường hợp đặc biệt của truyền động bánh răng trụ vì ở đây một trong hai bánh răng có đuờng kính lớn đến vô cùng, bánh răng ấy được gọi là thanh răng, Truyền động thanh răng bánh răng cũng có răng thẳng, răng nghiêng, răng chữ V.
Truyền động trục vít bánh vít:
-Bộ truyền trục vít bánh vít thường được sử dụng để truyền chuyển động giữa hai trục vuông góc với nhau.
Truyền động bằng bánh răng côn:
-Bộ truyền động bánh răng côn được sử dụng để truyền chuyển động giữa hai trục chéo nhau, thường là vuông góc với nhau. Bánh răng côn có các loại như bánh răng côn răng thẳng, răng nghiêng, răng cong.
Truyền động xoắn vít:
-Truyền động xoắn vít bằng bánh răng trụ cũng được dùngđể truyền chuyể động quay giữa các trục vuông góc nhau.
-Bánh răng trong truyền động xoắn vít không có gì khác so với bánh răng trong truyền động bánh răng trụ nhưng phương răng của hai bánh răng trong truyền động xoắn vít cùng phương.
Các dạng truyền động bánh răng theo công dụng:
-Tùy theo công dụng của truyền động người ta chia ra truyền vận tốc, động lực, truyền động số, truyền động có công dụng khác.
- Truyền tốc độ: Bộ truyền động này thường được sử dụng ở máy bay, hộp giảm tốc của tuabin và các cơ cấu khác.
- Truyền động lực: Bộ truyền động này thường được sử dụng để truyền lực lớn trong các náy cán, các ôtô tải, máy kéo, máy cán .
- Truyền động số: Truyền động số đảm bảo chính xác góc quay giữa bánh răng chủ động và bị động. Truyền động này được sử dụng trong các gia công chính xác.
-
Truyền động có công dụng chung: Truyền động này thường có vận tốc và tải trọng nhỏ, nó được dùng rộng rãi trong ngành chế tạo máy.Tùy theo vận tốc truyền động nó được chia ra:
- -Truyền động rất chậm: <=5m/s
- Truyền động chậm: 0.5-3m/s
- Truyền động trung bình: 3-15m/s
- Truyền động cao: >15m/s
Đặc tính của truyền động bánh răng:
-Đặc tính cơ bản của truyền động bánh răng là tỉ số truyền.Tỉ số truyền cho biết sự tương quan giữa vận tốc góc của cặp bánh răng ăn khớp. Tỉ số truyền được ký hiệu là i và được xác định theo công thức sau:
i= w2/w1.
Trong đó: w1,w2 lần lượt là vận tốc góc của bánh chủ động và bị động(rad/giây). Hoặc cũng có thể xác định tỉ số truyền i thông qua số răng
i= Z2/Z1
Trong đó: Z1 làsố răng bánh dẫn,Z2 là số răng bánh bị dẫn.
II. Các dạng ăn khớp chính trong bộ truyền bánh răng.
1. Ăn khớp Nôvikov.
Trong những năm gần đây nhiều loại máy móc được sử dụng bộ truyền ăn khớp nôvikop có khả năng tải trọng lớn. Bộ truyền bánh răng ăn khớp Nôvikov có khả năng tải trọng lớn và độ chốn g mòn cao hơn ăn khớp thân khai. Trong ăn khớp Nôvikov không có sự ăn theo chiều cao, cho nên các bánh răng này chỉ có dạng răng nghiêng .
Hình 1 là mặt cắt ngang của các răng ăn khớp, prophin răng được chế tạo theo cung tròn, prophin răng lõm có bán kính lớn hơn răng lồi.
Trong quá trình làm việc điểm tiếp xúc của các răng dịch chuyển theo đường thẳng song song với các trục quay của bánh răng. Đường này được gọi là đường ăn khớp, e gọi là hệ số dịch chỉnh đó là khoảng cách tư gốc ăn khớp tới đường ăn khớp.
-Hệ số dịch chỉnh có quan hệ vớitốc độ trượt của các bề mặt răng.Khi chạy nhanh các răng ăn khớp với nhau trên toàn bộ chiều cao cho nên lúc này ăn khớp điểm trở thành ăn khớp đường. Sự khác nhau trong ăn khớp Novikovso với ăn khớp thân khai là ở chỗ đường ăn khớp không nằm theo chiều ngang màtheo chiều cao tạo thành góc 900 với phương của răng
-Tùy thuộc vào vị trí đường ăn khớp đối với đường thẳng nối các tâm của bánh răng mà nó được chế tạo theo những phương pháp sau
..............................................................................................
Ưu điểm của đường thân khai.
- Biên dạng răng thân khai được chế tạo đơn giản .
- Ăn khớp thân khai làm việc chính xác khi thay đổi khoảng cách tâm, từ đó làm giảm giá thành khi chế tạo và lắp ráp.
- Khi ăn khớp thân khai, hình dạng răng của một bánh răngnào đó phụ thuộc vào bán kính đường tròn cơ sở của bánh răng ăn khớp với nó, vì thế một bánh răng có thể ăn khớp với nhiều bánh răng có đường kính hác nhau.
- Khi bán kính của vòng tròn cơ sở lớn vô cùng thì đường thân khai trở thành đường thẳng , do đó bánh răng có đường kính vô cùng lớn sẽ trở thành thanh răng.Tính chất này có ý nghĩa quan trọng trong chế tạo, thiết kế dụng cụ cắt,bánh răng.
- Ăn khớp thân khai cho phép cắt bánh răng hiệu chỉnh có nghĩa là sửa răng mà không cần dùng dao chuyên dùng.
5.Ăn khớp của bánh răng trụ thân khai:
Như trên ăn khớp thân khai có nhiều ưu điểm nên được dùng rất rộng rãi trong thực tế . Hình 8 là dạng ăn khớp của bánh răng trụ. Trong đó:
- ro1, ro2: bán kính đường tròn cơ sở của bánh răng 1 và 2.
-Đường thẳng NN là đường tiếp tuyến với các đường tròn cơ sở, gọi là đường thẳng dẹt sinh của cả hai đường thân khai hay còn gọi là đường ăn khớp.
-O1 O2 : khoảng cách tâm hai bánh răng
-c1c2: chiều dài ăn khớp.
-ds : góc ăn khớp.........................................................
Chương II . THIẾT KẾ QUY TRÌNH GIA CÔNG
BÁNH RĂNG BỌC ĐÙI
I. Tổng quát về quy trình công nghệ gia công bánh răng liền trục.
1. Phân loại trục.
Các chi tiết dạng trục là loại chi tiết được dùng rất phổ biến trong ngành chế tạo máy. Bề mặt thường có dạng trụ chúng có thể là những bề mặt lắp ổ lăn. Tùy theo kết cấu mà người ta chia chúng ra những loại sau đây.
Trục trơn : Trên suốt chiều dài của trục chỉ có một kích thước đường kính d.
Trục bậc : Trên suốt chiều dài của chúng có một số kích thước đường kính khác nhau, trên trục bậc còn có thể có then hoặc ren.
Trục rỗng : Là loại trục có lỗ rỗng ở giữa mục đích của nó là làm giảm khối lượng và cũng có thể dùng vào lắp ghép.
Trục răng: Là trục có bánh răng liền trục .
Trục lệch tâm: Là loại trục có những cổ trục không đồng tâm
2. Điều kiện kỹ thuật của các chi tiết dạng trục:
Kích thước đường kính các cổ lắp ghép yêu cầu cấp chính xác 7-10, trong một số trường hợp cần đạt cao hơn.
Độ chính xác về hình dánh hình học như độ côn, độ ô van củacác trục nằm trong giới hạn 0.25-0.5 dung sai đường kính cổ trục.
Bảo đảm dung sai chiều dài mỗi bậc trục trong khoảng 0.05-0.2mm.
Độ không song song của các rãnh then, then hoa đối với tâm trục không vượt qúa 0.01mm trên 100mm chiều dài.
Độ nhám của các cổ trục lắp ghép đạt Ra=1.25-1.16, của các mặt đầu Rz=40-20 và bề mặt không lắp ghép Rz =80-40.
Về mặt cơ tính, độ cứng của bề mặt trục tùy vào điều kiện làm việc mà ta có yêu cầu riêng .
Ngoài ra với trục làm việc tốc độ cao còn phải cân bằng tĩnh hoặc động .
3. Vật liệu và phôi dùng chế tạo các chi tiết dạng trục:
Vật liệu chế tạo các chi tiết dạng trục bao gồm thép cacbon như thép 30, 35, 40 thép hợp kim như thép crom, crom-niken, 40X, v.v.Các chi tiết trục máy cán, trục khuỷu có thể chế tạo bằng gang có độ bền cao.
Việc chọn phôi để chế tạo trục phụ thuộc vào hình dáng, kết cấu, sản lượng.Với trục có đường kính không chênh lệch lắm thì dùng phôi cán nóng.
Trong sản xuất nhỏ và đơn chiếc, phôi của trục được chế tạo bằng cách rèn tự do, đôi khi cũng dùng phôi cán nóng . Phôi của trục lớn được chế tạo bằng cách rèn tự do hoặc ghép laị.
Trong sản xuất hàng loạt lớn và hàng khối, phôi của trục được chế tạo bằng dập nóng trên máy dập hoặc ép trên máy ép. cũng có thể được chế tạo bằng phương pháp đúc.
Phôi trục bằng gang có độ bền cao,được chế tạo bằng phương pháp đúc. Phôi đúc giảm lượng dư trong qúa trình chế tạo.
Thông thường trước khi gia công, việc gia công chuẩn bị phôi được tiến hành ở phân xưởng chuẩn bi phôi. Nếu là phôi thanh thì qúa trình chuẩn bị phôi bao gồm nắn thẳng, cắt đứt, gia công lỗ tâm. Nếu là phôi rèn , dập đúc các ba via, đậu ngót, đậu rót được làm sạch trước khi gia công cơ.
4. Tính công nghệ trong kết cấu của trục:

Khi thiết kế các chi tiết dạng trục cần phải chú ý đến các yêu cầu sau
- Các bề mặt trên trục có thể gia công bằng các dao thông thường .
- Đường kính các cổ trục nên giảm dần về hai phía.
- Giảm đường kính trục đến mức có thể mà vẫn đảm bảo yêu cầu
- Nghiên cứu khả năng thay rãnh then kín bằng rãnh then hở
- Nghiên cứu khảnăng gia công trục trên các máy thủy lực.
- Nghiên cứu khả năng thay trục bậc bằng trục trơn.
5. Chuẩn định vị khi gia công chi tiết trục:
Đối với các chi tiết dạng trục yêu cầu về độ đồng tâm của các cổ trục là rất quan trọng. Để đảm bảo yêu cầu này khi gia công trục cần chọn chuẩn tinh thống nhất.
Chuẩn thống nhất khi gia công các chi tiết dạng trục là hai lỗ tâm côn ở hai đầu trục. Dùng hai lỗ tâm côn làm chuẩn, có thể hoàn thành việc gia công thô và tinh hầu hết các bề mặt của trục
Có thể dùng mũi tâm thường như hình 15a. Đối với trục rỗng dùng mũi tâm có khía nhám như hình 15b. Dùng lỗ tâm làm chuẩn có thể gia công tất cả các mặt ngoài, phay rãnh then, then hoa, ren trên trục . Khi dùng hai lỗ tâm làm chuẩn và định vị trên hai mũi tâm để gia công mặt ngoài sẽ không có sai số chuẩn cho kích thước đường kính các cổ trục vì khi đó chuẩn định vị trùng với chuẩn đo lường. Nhưng sẽ có sai số chuẩn theo hướng trụcnếu như mũi tâm bên trái làmũi tâm cứng khi gia công các bậc trục theo phương pháp điều chỉnh sẵn dao đạt kích thước. Nguyên nhân là do trong qúa trình chế tạo hai lỗ tâm ở nguyên công trước có sai số về chiều sâu của lỗ tâm, trong khi đó mũi dao được điều chỉnh cách mũi tâm bên trái một khoảng cách không đổi. Điều đó dẫn đến kích thước từ mũi dao đến mặt đầu bên trái của trục(kích thước chiều dài một bậc trục, kích thước b) sẽ thay đổi nếu lỗ tâm côn cua trục sâu, cạn khác nhau. hình 16








