THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BẠC GIỮ DẦU




NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BẠC GIỮ DẦU, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BẠC GIỮ DẦU, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
CHƯƠNG 1: PHÂN TÍCH SẢN PHẨM
1.1 PHÂN TÍCH CHỨC NĂNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT:
1.1.1 Chức năng:
Thân bơm thuộc chi tiết dạng hộp, làm nhiệm vụ bơm dầu của chi máy và xác định vị trí tương đối của các bộ phận trong không gian nhằm thực hiện một nhiệm vụ động học nào đó.
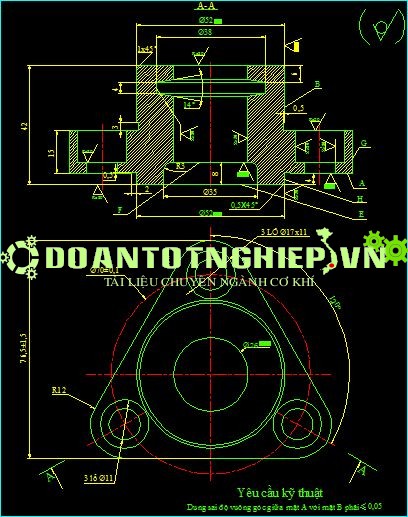
Trên thân bơm có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có nhiều bề mặt không phải gia công. Bề mặt làm việc chủ yếu của thân bơm là lỗ Æ22+0,021 nên ta cần phải gia công chính xác lỗ này. Bên cạnh đó cần gia công mặt phẳng A để lắp với các chi tiết khác,2 Lỗ Þ9 ( l = 10mm ) dùng để kẹp bulông và lổ ren M14 dùng để bơm dầu cho các bộ phận trong máy.
1.1.2 Điều kiện làm việc:
Chi tiết làm việc trong điều kiện rung động và thay đổi ứng suất nên vật liệu sử dụng thường dùng là gang xám.
1.2 VẬT LIỆU CHẾ TẠO CHI TIẾT:
Vật liệu chế tạo gối đỡ là GX 21-40. Do GX21-40 là loại gang xám chứa hàm lượng cacbon cao thường được sử dụng cho những chi tiết chịu lực và chịu mài mòn nên vật liệu này thường được sử dụng trong việc chế tạo các chi tiết máy.
1.2.1Giải thích kí hiệu: GX 15-32
+GX: Là kí hiệu của gang xám.
+21: Chỉ số giới hạn bền kéo: δk= 21 (KG/mm2).
+ 40: Chỉ số giới hạn bền uốn: δu= 40 (KG/mm2).
+độ cứng HB =185 kg/mm².
1.2.2 Thành phần của chi tiết :
-Thành phần chủ yếu của GX 15-32 là sắt (Fe) và cacbon (C) ngoài ra trong thành phần còn có một số nguyên tố khác như:
+ Cacbon (C): 3-3,7%
+ Silic (Si): 2-2,5%
+ Mangan (Mn):0,25-1%
+ Photpho (P): 0,5-0,1%
+ Lưu huỳnh (S): 0,12-0,2%
+ Còn lại là sắt (Fe)
1.2.3 Cơ tính và độ cứng của vật liệu:
- Gang xám là vật liệu có độ bền kéo nhỏ, độ dẻo, độ dai kém và chịu va đập kém nhưng bù lại gang xám có ưu điểm chịu mài mòn tốt và giảm được chấn động. Hơn nữa việc cắt gọt gia công lại dễ dàng.
- Gang xám có cấu trúc tinh thể ở dạng cacbon tự do.Graphit co độ bền cơ học rất kém, độ dẻo dai kém nhưng Graphit làm tăng khả năng chịu mài mòn của gang xám và còn có tác dụng làm giảm rung động và chịu ma sát.
- Gang xám có giá thành rẽ, dễ chế tạo.Từ những tính chất trên và dựa vào điều kiện làm việc của gối đỡ, ta thấy gối đỡ được chế tạo bằng GX 21-40 là hợp lí.
- Gang xám 21-40 có HB = 185 kg/mm²
1.3 PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG:
chi tiết đảm bảo độ chính xác về kích thước sau:
1.3.1 Độ chính xác về kích thước:
vDung sai kích thước có chỉ dẫn:
- Kích thước lổ Æ22+0,021 có:
Kích thước danh nghĩa:D= 22 mm.
DSLG : ES = +0,021 , EI = 0 .
IT= ES-EI=0,021mm
Tra bang 1.4/4 BTDSLG ð CCX IT7ÞÆ22H7
- Kích thước 32±0,125 có:
Đường kính danh nghĩa :D= 32mm.
DSLG : ES = +0,125 , EI = -0,125
IT= ES – EI = 0,25mm
Tra bảng 1.4/4 BTDSLG CCX IT7Þ 32JS7
- Kích thước 70±0,06
- Đường kính danh nghĩa D=70mm
DSLG es=0,06mm, ei= -0,06mm
IT=es-ei=0,12mm
Tra bảng 1.4/4 BTDSLGðccx10ð70±0,06ð70js10
- Kích thước 45±0,05có:
Kích thước danh nghĩa D=45 mm
DSLG ta có es = + 0,05 mm, ei = - 0,05 mmÞ IT= 0,1ð45±0,05
Tra bảng .4/4 BTDSLG đạt CCX IT10 Þ 34JS10
- Kích thước56±0,15
Đường kính danh nghĩa D=56mm
DSLG es=0,15mm_ei= -0,15mm
IT= es-ei=0,3mm
Tra bảng 1.4/4 BTDSLG ðccx12ð56±0,15ð56js12
- Kích thước 60±0,15
Đường kính danh nghĩa D=60mm
DSLG es=0,15mm, ei= -0,15mm
IT=es –ei=0,3mm
Tra bảng 1.4/4 BTDSLGðccx12ð60±0,15ð60js12
- Kích thước 54±0,15
Đường kính danh nghĩa D=54mm
DSLG es=0,15mm, ei= -0,15mm
IT=es –ei=0,3mm
Tra bảng 1.4/4 BTDSLGðccx12ð54±0,15ð54js12
Kích thước 22±0,05
Đường kính danh nghĩa D=22mm
DSLG es=0,05mm, ei= -0,05mm
IT=es-ei=0,1mm
Tra bảng 1.4/4 BTDSLGðccx12ð22±0,05ð22js12
ð IT= 0,021mm
Es=0,125mm, ei=-0,125mmð22±0,105ð22js12
- Kích thước 10±0,075
Đường kính danh nghĩa D=10mm
- DSLG es=0,075mm, ei= -0,075mm
- IT= es-ei= 0,15mm
- Tra bảng 1.4/4 BTDSLGðccx12ð10±0,075ð10js12
- Kích thước 1±0,125
- Đường kính danh nghĩa D=1mm
- DSLG es=0,125mm, ei= -0,-125mm
- IT=es-ei=0,25mm
- Tra bảng 1.4/4 BTDSLGðccx12ð1±0,125ð1js12
vDung sai kích thướt không chỉ dẫn:
- Dung sai kích thước được giới hạn bởi hai bề mặt gia công CCX 12:
-Kích thước Þ35:Tra bảng 1.4 /4_ DSLG ta có IT = 0,25 mm
es = + 0,125mm và ei = - 0,125 mm ÞÞ35±0,125
- Dung sai kích thước được giới hạn bởi 2 bề mặt không gia công có CCX 16.
- Kích thước 80: tra bảng 1.4/4_DSLG ta có IT = 2,2mm
es = 1,1 mm, ei = -1,1 mm Þ 80±1,1
- Kích thước 27: tra bảng 1.4/4_DSLG ta có IT = 1,3mm
es = 0,65 mm, ei = -0,65 mm Þ 27±0,65
- kích thước M14
đường kính danh nghĩa D=14, p=2
1.3.2 Phân tích dung sai tính chất cơ tính:
-Lổ Æ22+0,021có Ra 1,25( cấp 7 )
-Mặt D,F,B,C có Rz40 ( cấp độ nhám 3)
- Mặt F có Rz80 (cấp độ nhám 3)
- Mặt A có Rz20 (cấp độ nhám 5)
1.4 XÁC ĐỊNH DẠNG SẢN XUẤT:
1.4.1 Tính trọng lượng chi tiết:
Dùng phần mềm 3D tính được khối lượng chi tiết là 0,43 kg
4.1.2 Sản lượng chế tạo phôi :
Chi tiết đã cho ở dạng sản xuất hàng loạt vừa, chi tiết có khối lượng 0,43 kg nên theo bảng ta có số lượng hàng năm 500 ÷ 5000 sản phẩm/năm
|
Dạng sản xuất |
Trọng lượng chi tiết |
||
|
>200 kg |
4 ¸ 200 kg |
< 4 kg |
|
|
Sản lượng hàng năm của chi tiết |
|||
|
Đơn chiếc Hàng loạt nhỏ Hàng loạt vừa Hàng loạt lớn Hàng khối |
< 5 5 ¸ 100 100 ¸ 300 300¸ 1000 >1000 |
< 10 10 ¸ 200 200 ¸ 500 500 ¸ 1000 >1000 |
< 100 100 ¸ 500 500 ¸ 5000 5000 ¸ 50000 >50000 |
CHƯƠNG 2:CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
2.1. CHỌN PHÔI: với chi tiết làm bằng gang xám thường xuyên làm việc trong điều kiện rung động và thay đổi ứng suất ta có thể chọn các loại phôi sau:
2.1.1 Phôi cán: là phương pháp gia công áp lực trong đó kim loại được biến dạng dẻo đi qua khe hở giữa hai trục cán quay ngược chiều nhau. Hình dạng và khe hở giữa hai trục cán quyết định hình dạng, kích thước tiết diện ngang của sản phẩm. phôi cán chỉ áp dụng cho những vật liệu có tính dẻo.
Chi tiết đã cho làm bằng gang xám nên việc chế tạo phôi theo phương pháp này là không hợp lý vì gang xám có tính dòn nên khi cán làm cho chi tiết dễ bị hiện tượng nứt nẻ.
2.1.2 Phôi rèn: Gia công áp lực là dùng ngoại lực tác dụng thông qua các dụng cụ làm cho kim loại bị biến dạng ở trạng thái mạng tinh thể theo các định hướng trước để thu được chi tiết có hình dạng kích thước theo yêu cầu.
a. Phương pháp rèn tự do:
Rèn tự do là phương pháp gia công kim loại ở trạng thái nóng mà kim loại được biến dạng tự do. Phôi rèn có cơ lý tính tốt hơn hẳn so với phôi đúc. Đơn giản sử dụng đe và búa nếu rèn tay hoặc sử dụng máy búa hơi, máy ép thủy lực để tác động lên vật rèn.
Rèn tự do có đặc điểm:
+ Cho phép rèn được những chi tiết lớn.
+ Độ chính xác và năng suất thấp.
+ Chỉ gia công được những chi tiết đơn giản.
+ Chất lượng sản phẩm phụ thuộc vào tay nghề công nhân.
Rèn tự do sử dụng rộng rãi trong sản xuất đơn chiếc.
b. Phương pháp rèn khuôn:
Phôi dập nóng có độ chính xác về hình dạng, kích thước và chất lượng bề mặt cũng như là cơ tính cao. Hệ số sử dụng vật liệu có hơn so với phương pháp rèn tự do. Tuy nhiên cần phải có máy dập, máy ép có công suất cao, chi phí đầu tư ban đầu lớn. Do vậy chỉ thích hợp cho sản xuất hàng loạt lớn và hàng khối.
2.1.3 Phôi đúc:
Phôi đúc có cơ tính không cao bằng phôi rèn, cán nhưng dễ dàng trong việc chế tạo khuôn đúc cho những chi tiết phức tạp. Thiết bị lại khá đơn giản. Đồng thời chi tiết rất phù hợp với những chi tiết có vật liệu là gang (tính đúc tốt ) vì có những đặc điểm như sau:
- Có thể đúc được tất cả các loại kim loại và hợp kim.
- Đúc chi tiết có hình dạng kết cấu phức tạp.
- Phôi có độ đồng đều cao.
- Dễ cơ khí hóa, tự động hóa, cho năng suất cao, giá thành thấp và đáp ứng tính linh hoạt trong sản xuất.
üKết luận: Từ các phương pháp tạo phôi như trên, ta nhận thấy phôi đúc là phù hợp với chi tiết đã cho nhất vì có nhiều ưu điểm hơn so với các phương pháp khác đặc biệt khi vật liệu chi tiết là gang xám.
- Vậy ta chọn phương pháp chế tạo phôi là dạng phôi đúc.
2.2. PHƯƠNG PHÁP CHẾ TẠO PHÔI:
Đối với phôi đúc ta có các phương pháp chế tạo phôi sau:
2.2.1. Đúc trong khuôn cát:
Là dạng đúc phổ biến, khuôn chỉ dùng được 1 lần. Kim loại sau khi đã nóng chảy được rót vào khuôn dưới tác dụng của áp suất và nhiệt độ nó được làm nguội lại tạo thành vật đúc gọi là phôi. Với phương pháp này có thể đúc được các chi tiết có khối lượng và kích thước bất kì, những chi tiết có hình dạng phức tạp do có thể đặc được lỗi ở bên trong,. Phương pháp này chia làm hai loại:
-Đúc trong khuôn cát, mẫu gổ, làm khuôn bằng tay :chất lượng bề mặt đúc không cao, lượng dư gia công kim loại lớn, giá thành thấp, trang thiết bị đơn giản, năng xuất phụ thuộc vào tay nghề người thợ đúc thích hợp cho sản xuất đơn chiếc và hàng loạt nhỏÞvới phương phôi pháp này đạt CCX III.
-Đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy: chất lượng bề mặt tốt hơn so với làm khuôn bằng tay, độ chính xác cao hơn, nâng suất cao, lượng dư gia công nhỏ áp dụng cho đúc hàng loạt vừa và hàng khối Þ phương pháp này phôi đạt được CCX II.
2.2.2. Đúc trong khuôn kim loại:
Sản phẩm đúc có độ bóng và độ chính xác cao, cơ tính tốt. Khuôn được sử dụng nhiều lần. Tuy nhiên phương pháp này không đúc được các chi tiết có kết cấu phức tạp ở bên trong . Phương pháp này cho năng suất cao, đặc tính kỹ thuật tốt nhưng giá thành cao. Dùng trong sản xuất cho hàng loạt lớn và hàng khối.
2.2.3. Đúc ly tâm:
Khi kim loại nóng chảy được đổ vào khuôn quay tròn. Dưới tác dụng của lực ly tâm kim loại bị ép vào thành khuôn và nguội đi. Các bọt khí, chất bẩn, xỉ bị đẩy vào phía trong và nổi lên. Sản phẩm đúc ly tâm có tinh thể nhỏ, tỷ trọng cao, cơ tính tốt nhưng không đồng đều từ ngoài vào trong. Thường dùng với những sản phẩm có dạng tròn xoay.
2.2.4. Đúc áp lực:
Kim loại nóng chảy được đổ vào khuôn dưới áp lực lớn nhờ đó mà kim loại được điền đầy vào các phần rổng của khuôn và chịu được áp lực cao khi nguội. phương pháp này đúc được các chi tiết có hình dạng phức tạp, cơ tính, độ chính xác cao hơn các phương pháp khác. Tuy nhiên không đúc được những chi tiết có hình dạng phức tạp ở bên trong. Phương pháp này cho nâng suất cao thường dùng trong sản xuất hàng loạt lớn.
üKết Luận: Dựa những yêu cầu chi tiết, tính kinh tế và dạng sản xuất đã cho ta chọn phương pháp chế tạo phôi đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy.
Với phương pháp này vật đúc có độ chính xác đạt cấp chính xác II.
-Chọn mặt phân khuôn: chọn mặt phẳng cắt ngang mặt D và 1 chỗ ở mặt F thành 2 phần bằng nhau làm mặt phân khuôn.
-Số hòm khuôn: Dùng 2 hòm khuôn để tiện việc lấy mẫu và rót kim loại vào khuôn.
2.3 XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG:
- Lượng dư mặt A : 2.5 mm.
- Lượng dư mặt B : 3 mm.
- Lượng dư mặt D : 2,5 mm.
- Lượng dư mặt C : 3 mm
- Lượng dư mặt F: 2,5mm
vYêu cầu kỹ thuật :
-Phôi không bị rỗ xỉ, rỗ khí.Phôi không bị rạn nứt.Phôi không bị biến cứng.
CHƯƠNG III: LẬP QUY TRÌNH CÔNG NGHỆ
3.1. MỤC ĐÍCH:
Xác định các trình tự gia công hợp lý nhằm đảm bảo chính xác về kích thước, vị trí tương quan, hình dáng hình học, độ nhám bề mặt theo yêu cầu chi tiết cần chế tạo.
3.2. NỘI DUNG:
- Chọn phương pháp gia công các bề mặt phôi.
- Chọn chuẩn công nghệ và sơ đồ gá đặt.
Chọn trình tự gia công chi tiết Thân bơm:
CHƯƠNG IV : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
4.1 NGUYÊN CÔNG I: CHUẨN BỊ PHÔI:
Bước 1 : Làm sạch phôi.
- Làm sạch cát trên bề mặt phôi.
- Mài bavia, phần thừa của đậu rót, đậu ngót.
Bước 2 : Kiểm tra.
- Kiểm tra về kích thước.
- Kiểm tra về hình dáng.
- Kiểm tra về vị trí tương quan.
Bước 3 : Ủ phôi.
Hình 4.2 : Sơ đồ ủ
4.2 NGUYÊN CÔNG II: PHAY MẶT A :
- t= 1,5mm.
vChọn lượng chạy dao: Theo bảng 6.5 trang 124_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta được: Chọn chuẩn gia công :
- Mặt F : 3 bậc
- Mặt B: 2 bậc
vChọn máy:
Máy phay ngang 6H12, có các thông số cơ bản của máy như sau:
+Tốc độ trục chính : 30– 1500 vòng/phút .
+Công suất động cơ trục chính : 7 kW .
+Bước tiến bàn máy ( mm/phút ):30 - 37, 5 - 47, 5 – 60 – 75 – 95 –118 –120 –190 –235 –300 – 375 – 475 – 600 – 753-960-1500
vChọn dao: Phay bằng dao phay mặt đầu gắn mãnh HK BK6. Tra bảng 4.82 trang 368 _ SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY 1. Ta được : d= 32mm, D = 100 mm, Z = 10 răng, B = 39 mm.
4.2.1 Phay mặt A:
vChế độ cắt:
- Chọn t: Gia công thô nên chọn
- Công suất máy : 5¸10 Kw
- HK Cứng BK6
-
Þ Sz= (0,2 ÷ 0,4) mm/răng. Chọn Sz= 0,2 mm/răng.
- Vận tốc cắt :
Trabảng 2.5 trang 122_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ Þ T = 120 phút
Trabảng 40.5 trang 138_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
- T = 120 phút
- D/Z = 90/10
- T < 3,5 mm
- Sz <0,18 mm/răng
Þ V = 181 m/phút.
Trabảng 41.5, 43.5, 45.5 trang 139_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có : V = 181 . 1,12 . 1 . 1,13 = 229 m/phút
-Số vòng quay trong 1 phút của dao :
= 729 vòng/phút
Tra thuyết minh thư máy chọn nt = 753 vòng/phút Þ tốc độ cắt thực tế là :
= 236 m/phút
- Lực cắt Pz :
Trabảng 3.5 trang1 24_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
|
Cp |
Xp |
Yp |
Up |
wp |
qp |
|
82,2 |
0,15 |
0,35 |
0,2 |
0 |
1,1 |
Trabảng 12.1 trang 122_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
Km = Kmp =
Trabảng 13.1 trang 21_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
Np = 0,55
Þ . 0,98 = 3,1KG
- Công suất cắt: =
So với công suất máy ( 7 kw ) máy đảm bảo hoạt động an toàn.
- Thời gian gia công: = 0,06 phút
Với :
L2 = 2÷ 5 Þ Chọn L2 = 3 mm
SMn = SZ.Z.n = 0,2.10.753 = 1506 mm/phút. Tra thuyết minh thư máy chọn SM = 1500 mm/phút.
|
t( mm) |
S (mm/ph) |
V (m/phút) |
T (phút) |
|
1,5 |
0,2 |
236 |
0,06 |
4.3NGUYÊN CÔNG III: KHOAN- KHOÉT – DOA 2 LỔ Æ13
vChuẩn gia công :
- Mặt A : 3 bậc
- Þ45 : 2 bậc
- Mặt B : 1 bậc
vChọn máy : Máy khoan cần 2A55
- Đường kính khoan lớn nhất 50 mm.
- Côn mooc trục chính số 5
- Công suất đầu khoan 4,5 kw









