THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÀN TRƯỢT DỌC 16K20
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÀN TRƯỢT DỌC 16K20, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
PHÂN TÍCH SẢN PHẨM
- Phân tích vật liệu và cơ tính sản phẩm :
- phân tích vật liệu :
Bàn Trượt Dọc 16K20 được chế tạo bằng vật liệu gang xám :
- Kí hiệu GX 15-32 theo TCVN trong đó :
+ GX : là kí hiệu gang xám.
+ 15 : Giới hạn bền kéo 150 kg/mm2 .
+ 32 : Giới hạn bền uốn 320 kg/ mm2 .
- Thành phần hoá học gang xám 15-32 :
+ C : 3 ¸ 38 %
+ Si : 0.5 ¸ 3 %
+ Mn : 0.5 ¸ 0.8 %
+ P : 0.15 ¸ 0.4 %
- Cơ tính vật liệu :
- Gang xám có cấu trúc tinh thể là cacbon ở dạng tự do ( Graphit ). Graphit có độ bền cơ học rất kém, nó làm giảm độ bền chặt của tổ chức kim loại do đó gang xám có sức bền kéo nhỏ, độ dẻo và độ dai kém.
- Tuy nhiên, ưu điểm của graphit có trong gang xám là làm tăng độ chịu mòn của gang vì nó có tác dụng như một chất bôi trơn. Graphit còn làm cho phôi gang dễ bị vụn khi cắt gọt. Ngoài ra graphit còn có tác dụng làm tắt nhanh các rung động của máy.
-
- Độ cứng gang xám : HB = 163 ¸ 229 kg/cm3 .
- Phân tích yêu cầu kỹ thuật :
- Độ chính xác về kích thước :
- Trên bản vẽ CTGC thể hiện 2 loại kích thước :
+ Kích thước sai lệch có chỉ dẫn.
+ Kích thước sai lệch không chỉ dẫn.
* Kích thước có sai lệch giới hạn chỉ dẫn :
- Kích thước 46± 0.2:
+ Kích thước danh nghĩa là 46mm.
+ Sai lệch giới hạn trên: es = + 0.2mm.
+ Sai lệch giới hạn dưới: ei = - 0.2mm.
Þ Dung sai : ITD = es – ei = 0.4mm.
- Tra bảng 1/120 giáo trình dung sai lắp ghép và đo lường kỹ thuật của Hoàng Xuân Nguyên theo TCVN 2244 – 77 đạt cấp chính xác 13.
Theo TCVN 2245 – 77 kích thước 46± 0.2 thuộc miền dung sai JS.
Kí hiệu : 46JS13.
- Kích thước O 14H7 :
+ Kích thước danh nghĩa của lỗ là : Æ 14 mm.
+ Sai lệch giới hạn trên của lỗ : ES = 0.018mm.
+ Sai lệch giới hạn dưới của lỗ : EI = 0.
Þ Dung sai : ITD = ES – EI = 0.018mm.
- Tra bảng 1/102 giáo trình dung sai lắp ghép và đo lường kỹ thuật của Hoàng Xuân Nguyên . Theo TCVN 2244 – 77 có cấp chính xác 7.
Theo TCVN 2245 – 77 kích thước Æ 14H7 thuộc miền dung sai H.
Kí hiệu : Æ 14 H7.
- Kích thước 104 ± 0.05 :
+ Kích thước danh nghĩa là : 140mm.
+ Sai lệch giới hạn trên là : es = +0.05mm.
+ Sai lệch giới hạn dưới là : ei = - 0.05mm.
Þ Dung sai : ITd = es – ei = 0.1mm.
- Tra bảng 1/102 giáo trình dung sai lắp ghép và đo lường kỹ thuật của Hồ Xuân Nguyên. Theo TCVN 2244 – 77 có cấp chính xác 9.
- Tra bảng 1 trong TCVN 2245 – 77 ta có sai lệch đối xứng là JS.
Kí hiệu : 104 JS9.
- Kích thước 104 ± 0.05 :
+ Kích thước danh nghĩa là : 140mm.
+ Sai lệch giới hạn trên là : es = +0.05mm.
+ Sai lệch giới hạn dưới là : ei = - 0.05mm.
Þ Dung sai : ITd = es – ei = 0.1mm.
- Tra bảng 1/102 giáo trình dung sai lắp ghép và đo lường kỹ thuật của Hồ Xuân Nguyên. Theo TCVN 2244 – 77 có cấp chính xác 9.
- Tra bảng 1 trong TCVN 2245 – 77 ta có sai lệch đối xứng là JS.
Kí hiệu : 104 JS9.
- Kích thước 31 ± 0.05 :
+ Kích thước danh nghĩa là : 31mm.
+ Sai lệch giới hạn trên là : es = +0.05mm.
+ Sai lệch giới hạn dưới là : ei = - 0.05mm.
Þ Dung sai : ITd = es – ei = 0.1mm.
- Tra bảng 1/102 giáo trình dung sai lắp ghép và đo lường kỹ thuật của Hồ Xuân Nguyên. Theo TCVN 2244 – 77 có cấp chính xác 10.
- Tra bảng 1 trong TCVN 2245 – 77 ta có sai lệch đối xứng là JS.
Kí hiệu : 31 JS10.
- Kích thước 88 ± 0.05 :
+ Kích thước danh nghĩa là : 88mm.
+ Sai lệch giới hạn trên là : es = +0.05mm.
+ Sai lệch giới hạn dưới là : ei = - 0.05mm.
Þ Dung sai : ITd = es – ei = 0.1mm.
- Tra bảng 1/102 giáo trình dung sai lắp ghép và đo lường kỹ thuật của Hồ Xuân Nguyên. Theo TCVN 2244 – 77 có cấp chính xác 9.
- Tra bảng 1 trong TCVN 2245 – 77 ta có sai lệch đối xứng là JS.
Kí hiệu : 88 JS9.
- Kích thước 36 ± 0.05 :
+ Kích thước danh nghĩa là : 36mm.
+ Sai lệch giới hạn trên là : es = +0.05mm.
+ Sai lệch giới hạn dưới là : ei = - 0.05mm.
Þ Dung sai : ITd = es – ei = 0.1mm.
- Tra bảng 1/102 giáo trình dung sai lắp ghép và đo lường kỹ thuật của Hồ Xuân Nguyên. Theo TCVN 2244 – 77 có cấp chính xác 10.
- Tra bảng 1 trong TCVN 2245 – 77 ta có sai lệch đối xứng là JS.
Kí hiệu : 36 JS10.
- Kích thước M8 :
+ M8 : ren hệ mét.
+ Phụ lục 2/141 theo TCVN 2248-77 sách vẽ kỹ thuật của Trần Hữu Quế.
Þ M8 :
D = 8
D1 = 6.647
D2 =7.188
D3 = 6.466
P = 1.25
- Kích thước có sai lệch giới hạn không chỉ dẫn, gồm có các kích thước sau : 78, 152, 20, 30, 80, 52, 34, 18, 76, 44, 16, 10, 74, 26, 126.
- Theo TCVN 2263 – 77 các kích thước này thuộc cấp chín xác 12 ¸ 17 ( tra sách sai số cho phép khi đo những kích thước độ dài đến 500 mm sai lệch giới hạn những kích có dung sai không chỉ dẫn).
- Kích thước : 78 có : ITd = 0.3 mm, es = 0.15, ei = - 0.15
Kí hiệu : 78 JS12.
- Kích thước 152 có : ITd = 0.4 mm, es = 0.2, ei =- 0.2
Kí hiệu : 152 JS12.
- Kích thước : 30 có : ITd = 0.2 mm, es = 0.1, ei =- 0.1
Kí hiệu : 30 JS12.
- Kích thước : 20 có : ITd = 0.2 mm, es = 0.1, ei = - 0.1..................................................
..............................
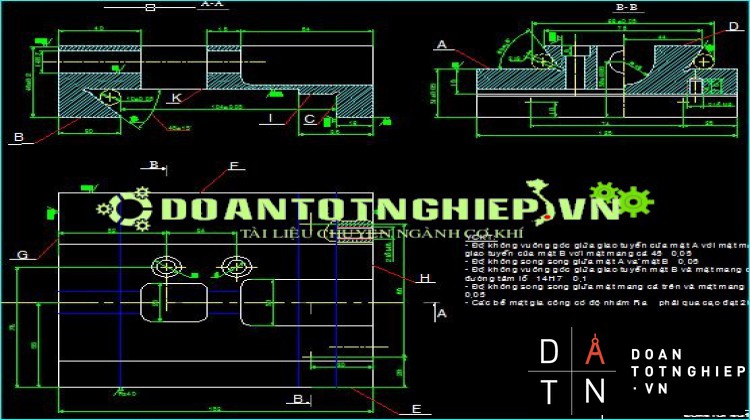
- Phân tích độ chính xác về vị trí tương quan :
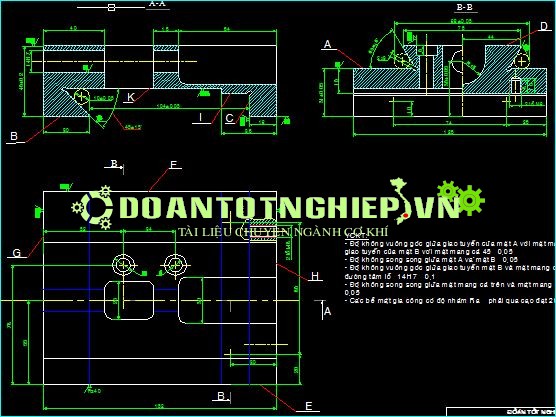
- Dung sai độ không vuông góc giữa giao tuyến của mặt A với mặt mang cá trên và giao tuyến của mặt B với mặt mang cá 45o phải £ 0.05.
- Dung sai độ không song song giữa mặt A và mặt B phải £ 0.05.
- Dung sai độ không vuông góc giữa giao tuyến của mặt B và mặt mang cá 45o vơi đường tâm lổ Æ 14 H7 phải £ 0.1.
- Dung sai độ không song song giữa mặt mang cá trên và mặt mang cá đối diện phải £ 0.05.
- Phân tích về hình dáng hình học :
Dung sai độ thẳng, độ thẳng
- Phân tích độ chính xác về chất lượng bề mặt gia công :
- Phân tích độ nhẵn bề mặt chi tiết Bàn Trựơt Dọc 16K20, những bề mặt cóyêu cầu về độ nhám :
+ Mặt A : Ra 2.5
+ Mặt B : Ra 2.5
+ Mặt C : RZ 40
+ Mặt D : RZ 40
+ Mặt E : RZ 40
+ Mặt F : RZ 40
+ Mặt G : RZ 40
+ Mặt H : RZ 40
+ Mặt I : RZ 40
+ Mặt K : RZ 80
+ Mặt nghiêng rảnh mang cá : Ra 2.5
+ Lổ Æ 14 H7 : Ra 2.5
Giải thích kí hiệu :
- RZ : chiều cao mấp mô prôphin theo mười điểm.
- Ra : sai lệch trung bình số học.
- Các số theo sau là các thông số nhám bề mặt:
+ RZ 80 : tra bảng IV – 3 độ nhám bề mặt trong giáo trình dung sai lắp ghép và đo lường kỹ thuật ta được nhám cấp 3.
+ RZ 40 : thuộc độ nhám cấp 4.
+ Ra 2.5 : thuộc độ nhám cấp 6............................
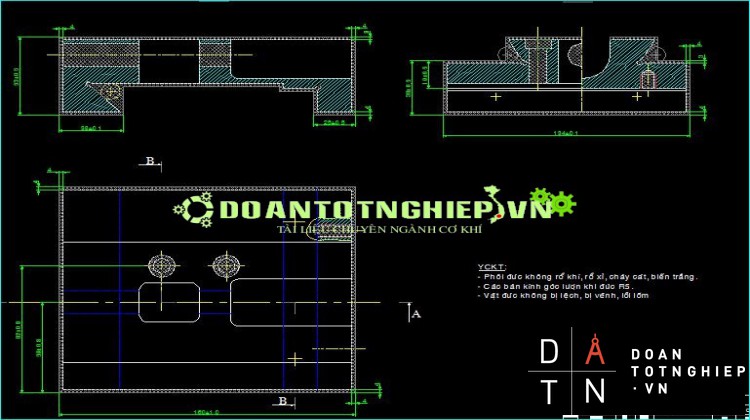
CHỌN PHÔI, XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
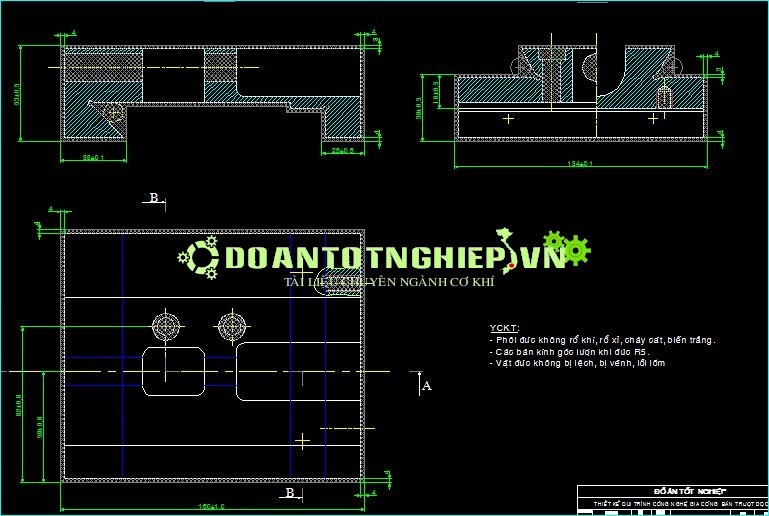
- Chọn phôi :
- Vật liệu chế tạo Bàn Trượt Dọc 16K20 là gang xám GX 15 – 32 : dễ cắt gọt, có tính đúc tốt, không tốt khi va đập.
- Chi tiết Bàn Trượt Dọc 16K20 có hình dạng khá phức tạp , do đó ta không chọn phôi dập, phôi rèn, cán mà chọn phôi đúc đảm bảo các yêu cầu
- Chọn phương pháp chế tạo phôi :
-
Dựa vào các yếu tố sau :
- Hình dạng và kích thước phôi :
+ Hình dạng khá phức tạp
+ Kích thước tương đối nhỏ
- Vật liệu là gang xám 15 – 32
- Sản xuất hàng loạt vừa, sản lượng tương đối lớn nên để nâng cao năng suất của quá trình đúc, nâng cao độ chính xác kích thước và chất lượng bề mặt của vật đúc người ta sử dụng các hệ thống tự động trong đó có dùng các cơ cấu mới để làm chặt hỗn hợp cát.
- Do vậy, ta chọn phương pháp đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy là hợp lý nhất.
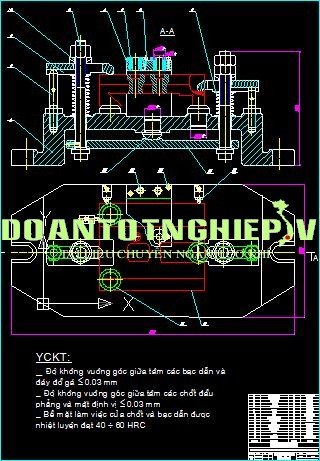
- Sơ đồ đúc :
- Xác định mặt phân khuôn :
Mặt phân khuôn là mặt K
- Sơ đồ đúc
- Thời điểm vẽ : khi khuôn đúc hoàn chỉnh chờ rót kim loại
- Tỉ lệ 1 : 1
- Các chú thích trong bản vẽ :.................................
-
BIỆN LUẬN NGUYÊN CÔNG
- NGUYÊN CÔNG I : chuẩn bị phôi
- Mục đích của nguyên công này là làm sạch những phần cát còn bám lại trên bề mặt chi tiết khi đúc xong.
- Ta mài phẳng lại các phần thừa sau khi người phá khuôn đã đập gãy những đậu ngót, đậu rót, đậu hơi.
- Kiểm tra kích thước phôi có đạt yêu cầu hay không nếu đạt thì tiến hành kiểm tra hình dạng hình học như độ phẳng, độ tròn.
- Kiểm tra phôi có bị nứt, rổ khí, rổ xỉ. Nếu ta không kiểm tra khi gia công giữa chừng phôi xảy ra những sự cố thì chi tiết sẽ thành phế phẩm
- Khi đúc xong, phải để phôi một thời gian để ổn định cấu trúc tinh thể, rồi mới tiến hành cắt gọt.
- NGUYÊN CÔNG II : phay thô mặt B
- Về kích thước :
- Trong nguyên công này khi gia công cần phải đạt kích thước : mm
- Về hình dạng hình học : vì đây là mặt phẳng cho nên khi gia công mặt B cần phải đạt độ phẳng, độ thẳng < 0.1 mm
- Về độ nhám : khi phay mặt B cần phải đạt độ nhám Rz 40
- Biện luận về chọn chuẩn gia công :
- Ở đây ta chọn mặt D làm mặt định vị chính hạn chế 3 bậc tự do. Vậy số bậc tự do cần hạn chế khi phay mặt B là : 3 bậc tự do
- Mục đích ta chọn mặt D làm chuẩn là để chuẩn gia công trùng chuẩn thiết kế nên sai số chuẩn bằng không gia công đạt được.
- Biện luận về chọn máy :
- Để phay mặt B ta có thể chọn nhiều máy như : 6H12, 6H82,… nếu chi tiết khi phay mặt A mà gá trên máy phay 6H82 thì không hợp lí cho lắm, mà theo công nghệ chế tạo thì ta ưu tiên cho máy 6H12. Vậy ta chọn máy phay 6H12 để gia công mặt A là hợp lí nhất.
- Sau đây là các thông số cơ bản của máy phay 6H12
+ Bề mặt làm việc của bàn máy : 320 x 1250
+ Công suất : 7 kw
+ Hiệu suất : 0.75
+ Số vòng quay trục ( v/phút) : 30; 37.5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 960; 1500.
+ Bước tiến của bàn máy : 30; 37; 5-47; 5-60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 960; 1500.
- Biện luận về chọn dao :
Khi gia công mặt B ta chọn giao phay mặt đầu, bề rộng mặt B cần gia công lớn nhất là 152 mm. Do vậy ta chọn dao có các thông số : D = 100, L = 50, d = 32, Z = 8.
- Biện luận về vật liệu cắt :
Để gia công mặt B ta dùng hợp kim, vì đây là gang không thể dùng thép gió. Do vậy ta dùng hợp kim là hợp lí nhất . có nhiều dạng hợp kim như : BK3, BK6, BK8
Trong đó BK3, BK6 không thể dùng được vì hai hợp kim trên chỉ dùng khi phay tinh lực cắt nhỏ, mà trong nguyên công này ta phay thô, lực cắt lớn. Do vậy phải dùng hợp kim có chất kết dính cao nên ta dùng BK8 là hợp lí nhất .
B : vôn ram
K8 : cô ban 8%
- Biện luận về thứ tự gia công :
Ta phay mặt B trong nguyên công này mụch đích là để tạo chuẩn tinh và làm chuẩn tinh thống nhất trong tất cả các nguyên công sau. Do đó, ta chọn phay mặt B trong nguyên công đầu tiên là hợp lí nhất.
- Tính chế độ cắt : khi phay thô mặt B
Ta có :
- Bề rộng : mm
- chiều dài : mm
- lượng dư : 3 mm
- độ cứng : HB = 163 – 229 kg/cm3
- Độ mòn dao : Hs = 1; Ddao = 100 mm; Z = 8; g = 50; a = 150; l = 150;
w = 600; w1 = 50 .
+ Gia công thô : t = h = 3 mm
+ Lượng chạy dao : - Tra bảng 6.5 trang 124 lượng chạy dao thô khi phay mặt phẳng bằng dao phay mặt đầu gắn mảnh hợp kim cứng (trong sách chế độ cắt gia công cơ khí của Nguyễn Ngọc Đào).
Ta có : Sbảng = 0.19 mm/răng










