THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÁNH HÃM



NỘI DUNG ĐỒ ÁN
Mục Lục
LỜI NÓI ĐẦU.. 6
CHƯƠNG I: PHÂN TÍCH SẢN PHẨM... 7
1.PHÂN TÍCH VẬT LIỆU VÀ CƠ TÍNH.. 8
1.1 Phân tích vật liệu. 8
1.2 Cơ tính yêu cầu: 8
1.3 Tính chất và công dụng: 8
2. PHÂN TÍCH YÊU CẦU KỸ THUẬT CỦA CHI TIẾT GIA CÔNG: 9
2.1 Phân tích độ chính xác về kích thước: 9
2.2 Độ chính xác về vị trí tương quan. 17
2.3 Phân tích về độ nhám và độ chính xác bề mặt của chi tiết gia công: 17
1. CHỌN PHÔI: 19
2. CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI. 19
3.XÁC ĐỊNH KÍCH THƯỚC PHÔI. 22
3.1. Xác định kích thước danh nghĩa. 22
3.2 Xác định lựong dư tổng cho các bề mặt phôi 22
4. KHỐI LƯỢNG CỦA PHÔI. 22
5. KHỐI LƯỢNG CHI TIẾT. 23
6. HỆ SỐ CHI PHÍ KIM LOẠI. 23
1.NGUYÊN CÔNG I: CHUẨN BỊ PHÔI. 25
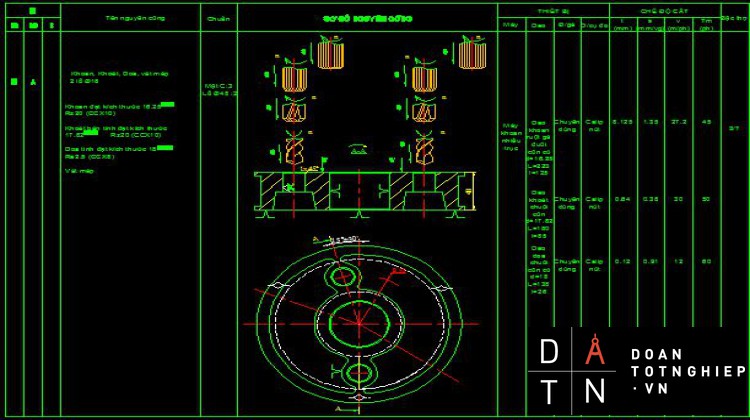
2. NGUYÊN CÔNG II: TIỆN MẶT A, KHOÉT THÔ LỖ Ø48. 25
2.1 Kích thước: 25
2.2 Hình dáng hình học: 25
2.3 Về độ nhám: 25
2.4 Biện luận về chọn chuẩn gia công: 26
2.5 Chọn máy: 26
2.6 Chọn dao: 26
2.7 Tính chế độ cắt 27
2.8 Thời gian gia công. 28
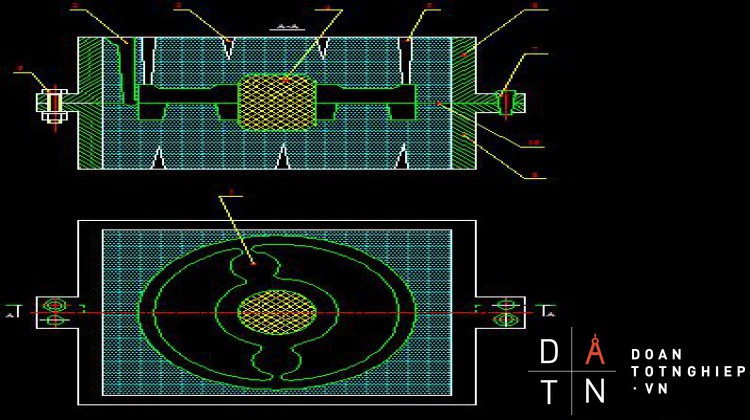
2.9 Đồ gá chuyên dùng. 29
2.10 Dụng cụ đo thước cặp 1/100, calip nút 29
2.11 Bậc thợ 3/7. 29
3. NGUYÊN CÔNG III: Tiện mặt C, mặt trụ Ø170. 29
3.1 Kích thước: 29
3.2 Hình dáng hình học: 29
3.3 Về độ nhám: 29
3.4 Biện luận về chọn chuẩn gia công: 29
3.5 Chọn máy: 29
3.6 Chọn dao: 30
3.7 Tính chế độ cắt 30
3.8 Thời gian gia công. 32
3.9 Đồ gá chuyên dùng. 32
3.10 Dụng cụ đo. 32
3.11 Bậc thợ. 32
4. NGUYÊN CÔNG IV: KHOÉT, DOA LỖ Ø48. 32
4.1 Về kích thước. 32
4.2 Về yêu cầu kỹ thuật 32
4.3 Biện luận về chọn chuẩn gia công. 32
4.4 Biện luận về chọn máy 33
4.5 Bieän luaän veà choïn dao 33
4.6 Tính cheá ñoä caét 34
4.7 Thời gian gia công. 38
4.8 Đồ gá chuyên dùng. 39
4.9 Dụng cụ đo. 39
4.10 Bậc thợ. 39
5.NGUYÊN CÔNG VI : TIỆN TRỤ Ø160. 39
5.1 Kích thước. 39
5.2 Về độ nhám.. 39
5.3 Biện luận về chọn chuẩn gia công. 39
5.4 Chọn máy. 39
5.5 Chọn dao. 40
5.6 Tính chế độ cắt 40
5.7 Thời gian gia công. 41
5.8 Đồ gá chuyên dùng. 41
5.9 Dụng cụ đo: Thước cặp 1/100. 41
5.10 Bậc thợ: 3/7. 41
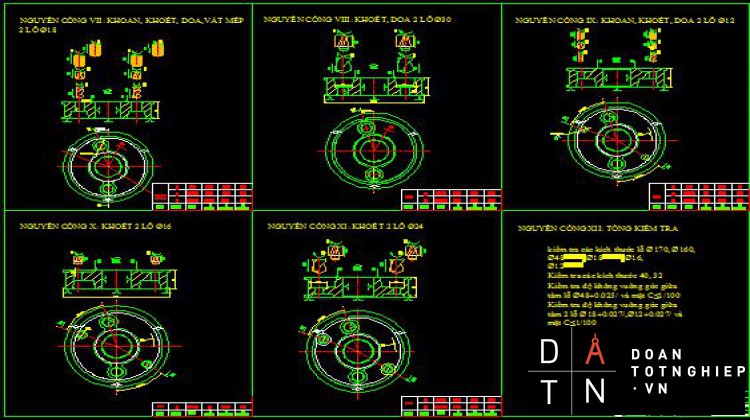
6.NGUYÊN CÔNG VII: KHOAN, KHOÉT, DOA 2 LỖ Æ18. 41
6.1Về kích thước : 41
6.2 Biện luận về chọn chuẩn gia công: 42
6.3 Biện luận về chọn máy: 42
6.4 Biện luận về chọn dao: 42
6.5 Tính chế độ cắt: 43
6.6 Thời gian gia công. 49
6.7 Đồ gá chuyên dùng. 49
6.8 Dụng cụ đo: Calip nút 49
6.9 Bậc thợ: 3/7. 49
7. NGUYÊN CÔNG VIII : KHOAN KHOÉT 2 Lỗ Æ30. 49
7.1 Về kích thước : 49
7.2 Biện luận về chọn chuẩn gia công : 49
7.3 Biện luận về chọn máy : 50
7.4 Biện luận về chọn dao : 50
7.5 Tính chế độ cắt : 51
7.6 Thời gian gia công. 55
7.7 Đồ gá chuyên dùng. 55
7.8 Dụng cụ đo: Calip nút 55
7.9 Bậc thợ: 3/7. 55
8. NGUYÊN CÔNG IX. KHOAN, KHOÉT, DOA 2 LỖ Æ12. 55
8.1 Về kích thước : 55
8.2 Biện luận về chọn chuẩn gia công : 56
8.3 Biện luận về chọn máy : 56
8.4 Biện luận về chọn dao : 56
8.5 Tính chế độ cắt : 57
8.6 Thời gian gia công. 62
8.7 Đồ gá chuyên dùng. 63
8.8 Dụng cụ đo: Calip nút 63
8.9 Bậc thợ: 3/7. 63
9.NGUYÊN CÔNG X : KHOÉT 2 LỖ ø16. 63
9.1 Về kích thước : 63
9.2 Biện luận về chọn chuẩn gia công : 63
9.3 Biện luận về chọn máy : 63
9.4 Biện luận về chọn dao : 64
9.5 Tính chế độ cắt : 64
9.6 Thời gian gia công. 66
9.7 Đồ gá chuyên dùng. 66
9.8 Dụng cụ đo: Calip nút 66
9.9 Bậc thợ: 3/7. 66
10. NGUYÊN CÔNG XI: KHOAN, KHOÉT 2 LỖ Æ24. 66
10.1 Về kích thước : 66
10.2 Biện luận về chọn chuẩn gia công : 66
10.3 Biện luận về chọn máy : 67
10.4 Biện luận về chọn dao : 67
10.5 Tính chế độ cắt : 68
10.6 Thời gian gia công. 71
10.7 Đồ gá chuyên dùng. 72
10.8 Dụng cụ đo: Calip nút 72
10.9 Bậc thợ: 3/7. 72
11.NGUYÊN CÔNG XII: TỔNG KIỂM TRA.. 72
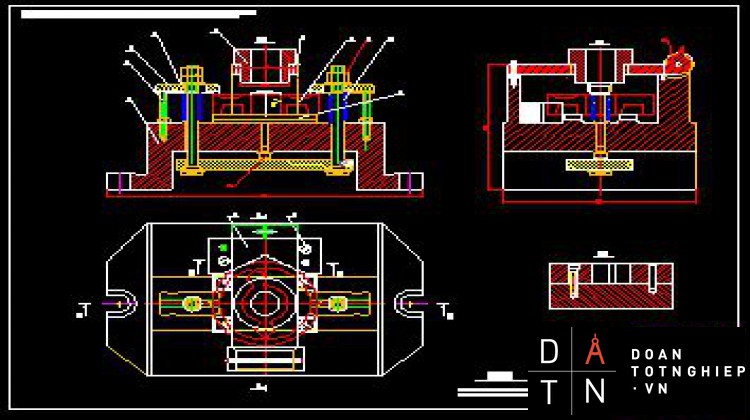
CHƯƠNG V TÍNH TOÁN THIẾT KẾ ĐỒ GÁ.. 73
1. NGUYÊN CÔNG IV KHOÉT, DOA LỖ ø48. 73
2. NGUYÊN CÔNG II: TIỆN MẶT A.. 76
KẾT LUẬN.. 79
TÀI LIỆU THAM KHẢO.. 79
LỜI NÓI ĐẦU
Hiện nay các ngành khoa học kỹ thuật phát triển rất mạnh, trong đó có ngành cơ khí chế tạo máy. Ngành đã ra đời với vai trò và nhiệm vụ quan trọng trong việc chế tạo ra trang thiết bị máy móc nhằm làm giảm nhẹ sức lao động cho con người.
Cơ khí chế tạo là một trong những ngành then chốt thúc đẩy sự phát triển công nghệ hóa hiện đại hóa đất nước, muốn có được điều cần thiết đó thì vấn đề đặt ra ở đây là phải có trang thiết bị và nguồn nhân lực. Nguồn nhân lực này có trình độ chuyên môn về kỹ thuật mới có thể phân tích, tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ để từ đó đưa ra đường lối công nghệ hợp lý phục vụ cho nhu cầu sản xuất.
Để đáp ứng những nhu cầu cấp thiết đó. cuối mỗi khóa học trường đã tạo điều kiện cho học sinh thực hiện các đề tài tốt nghiệp. Sau đây là nội dung đề tài thiết kế công nghệ gia công Bánh Hãm của em bằng những kiến thức đã học ở trường cùng sự hướng dẫn tận tình của cô Tạ Ngọc Ý Thiên.
Quy trình công nghệ này được trình bày những vấn đề cơ bản từ quá trình tạo phôi - lập quy trình công nghệ - thiết kế đồ gá – đến quá trình tổng kiểm tra sản phẩm mà em được tiếp thu tại nhà trường trong thời gian học và thực tập.
Do thời gian có hạn và sự hiểu biết về kiến thức còn hạn chế nên đề tài này sẽ còn nhiều thiếu sót kính mong quý thầy, cô chỉ dạy thêm để cho đề tài ngày một hoàn thiện hơn.
Cuối cùng em xin chân thành cảm ơn toàn thể quý thầy cô trong khoa Cơ Khí Chế Tạo của trường và đặc biệt là cô Tạ Ngọc Ý Thiên đã giúp đỡ em thực hiện đề tàì này.
CHƯƠNG I: PHÂN TÍCH SẢN PHẨM
1.PHÂN TÍCH VẬT LIỆU VÀ CƠ TÍNH
1.1 Phân tích vật liệu
- Vật liệu chế tạo Bánh Hãm là GX 15-32. Trong đó:
GX: kí hiệu là gang xám theo TCVN
15: Giới hạn độ bền kéo k = 15kg/mm2
32: Giới hạn độ bền uốn u = 32kg/mm2
Gang xám là hợp chất của sắt (Fe) và Lưu huỳnh (S) cùng các nguyên tố khác với hàm lượng như sau:
Cacbon (C): 3÷3.5%
Silic (Si): 0.5÷3%
Mangan (Mn): 0,5 ÷ 0.8%
Photpho (P) : 0,18÷0.4%
Lưu huỳnh (S) : 0,12÷0,2%
1.2 Cơ tính yêu cầu:
Gang xám có đọ bền cơ học kém, độ dẻo, độ dai kém, nhưng có chung ưu điểm là chịu mài mòn, dễ cắt gọt.
Độ cứng của gang xám là: HB=163÷229 kg/ cm
1.3 Tính chất và công dụng:
GX 15-32: Có cấu tạo graphit dạng tấm
1.3.1 Tính chất:
- Ưu điểm: Làm tăng độ chịu mài mòn cảu gang, phôi gang dễ vụn khi cắt gọt, dập tắt rung động của máy nhanh và giảm độ gọt co ngót khi đúc.
- Khuyết điểm: Có độ bền kéo nhỏ, độ dẻo, độ dai kém.
1.3.2 Công dụng
Bánh hãm dùng để làm dừng chuyển động của các chi tiết quay, điều kiện làm việc của bánh hãm ở môi trường không cần bôi trơn. Nên ta dùng gang xám để chế tạo bánh hãm và ưu điểm của gang xám là dễ gia công cắt gọt.
2. PHÂN TÍCH YÊU CẦU KỸ THUẬT CỦA CHI TIẾT GIA CÔNG:
2.1 Phân tích độ chính xác về kích thước:
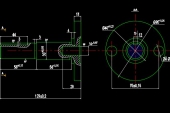
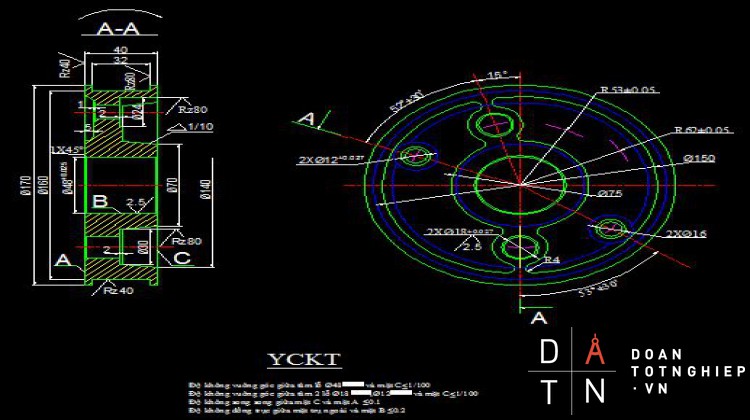
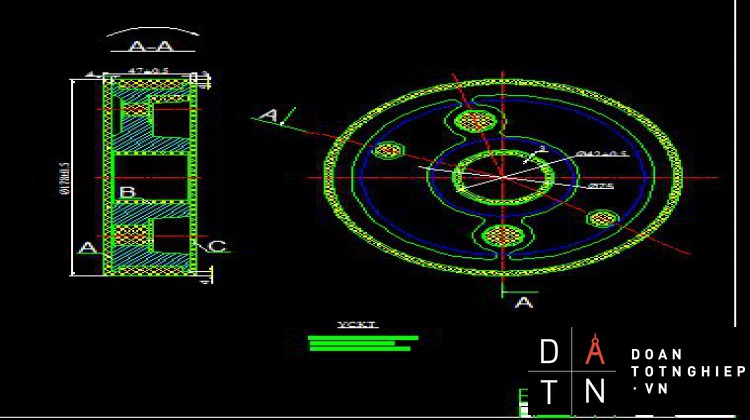
Để gia công chi tiết bành hãm như hình vẽ cần phải đạt các yêu cầu kỹ thuật sau:
2.1.1. Độ chính xác về kích thước
Độ chính xác vệ vị trí tương quan
Độ chính xác về hình dáng hình học
Độ chính xác về chất lượng bề mặt
Độ chính xác về kích thước
Các kích thước sai lệch có chỉ dẫn
Kích thước : ø48 +0.025 kích thước lỗ
Có :
ES = + 0.025(mm)
EI =0
IT = ES – EI = 0.025(mm
Kích thước danh nghĩa : D = 48 (mm)
Kích thước giới hạn lớn nhất
Dmax = D + ES = 48 + 0.025 = 48.025 (mm)
Kích thước giới hạn nhỏ nhất
Dmin = D + EI = 48 (mm)
Theo bảng 1.14 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm) : kích thước ø48 +0.025 thuộc miền dung sai H và cấp chính xác 7
Vậy : KT ø 48 +0.025 = KT ø 48H7
Kích thước : ø 18 +0.027 kích thước lỗ
Có :
ES = +0.027(mm)
EI = 0
IT = ES – EI = +0.027(mm)
Kích thước danh nghĩa : D = 18(mm)
Kích thước giới hạn lớn nhất
Dmax = D + ES = 18+0.027= 18.027(mm)
Kích thước giới hạn nhỏ nhất
Dmin = D + EI = 18 (mm)
Theo bảng 1.14 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm) kích thước ø 18+0.027 có cấp chính xác 8 và thuộc miền dung sai H
Vậy : KT ø18 +0.027 = KT ø18H8
Kích thước ø12+0.027 kích thứơc lỗ
Có :
ES = +0.027 (mm)
EI = 0
IT = ES – EI = +0.027(mm)
Kích thước danh nghĩa : D = 12(mm)
Kích thước giới hạn lớn nhất
Dmax = D + ES = 12+0.027= 12.027(mm)
Kích thước giới hạn nhỏ nhất
Dmin = D + EI = 12 (mm)
bảng 1.14 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm) kích thước ø 12+0.027 có cấp chính xác 8 và thuộc miền dung sai H
Vậy : KT ø12 +0.027 = KT ø12H8
Kích thước góc 520 ±30’
Kích thước góc danh nghĩa :α = 520
Kích thước góc giới hạn lớn nhất
α max = α + 30’ = 520 + 30’
Kích thước góc giới hạn nhỏ nhất
α min = α + (-30’) = 520 - 30’
Dung sai kích thước góc
AT = α max - α min = (520 +30’) – (520 - 30’)
AT = 60’ = 10
Khoảng chiều dài L = 77(mm)
Theo bảng 5.6 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm) kích thước góc 520 ±30’ đạt cấp chính xác 10
Kích thước góc 530 ±30’
Kích thước góc danh nghĩa :α = 530
Kích thước góc giới hạn lớn nhất
α max = α + 30’ = 530 + 30’
Kích thước góc giới hạn nhỏ nhất
α min = α + (-30’) = 530 - 30’
Dung sai kích thước góc
AT = α max - α min = (530 +30’) – (530 - 30’)
AT = 60’ = 10
Khoảng chiều dài L = 77(mm)
Theo bảng 5.6 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm) kích thước góc 530 ±30’ đạt cấp chính xác 10
2.1.2. Các kích thước sai lệch không có chỉ dẫn
Kích thước : ø170
Kích thước ø 170 là kích thước mặt trụ ngoài có gia công cắt gọt. Nên đạt cấp chính xác 12.
Theo cột h12= - 02.5
Vậy : KT ø 170=KT ø 170-0.46
Kích thước : ø 160
Kích thước ø 160 là kích thước đường kính mặt trụ ngoài có gia công cắt gọt. Nên đạt cấp chính xác 12.
Theo bảng 1.29 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : h12 = -0.4
Vậy : KT ø 160=KT ø 160-0.40
Kích thước : ø150
Kích thước ø150 là kích thước đường kính mặt trụ trong không gia công. Nên đạt cấp chính xác 16.
Theo bảng 1.29 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : h16 = 0+2.5
Vậy : KT ø150=KT ø 50 0+2.5
Kích thước : ø75
Kích thước ø75 là kích thước đường kính mặt trụ ngoài không gia công. Nên đạt cấp chính xác 16.
Theo bảng 1.29 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : h16 = -1.9
Vậy : KT ø75=KT ø750-1.9
Kích thước : 40
Kích thước 40 xác định từ hai mặt có gia công cắt gọt. Nên đạt cấp chính xác 12.
Theo bảng 5.7 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : ±t/2 =±0.125
Vậy : KT40=KT40±0.125
Kích thước : 32
Kích thước 32 xác định từ hai mặt có gia công cắt gọt. Nên đạt cấp chính xác 12.
Theo bảng 5.7 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : ±t/2 =±0.125
Vậy : KT32=KT32±0.125
Kích thước : ø30
Kích thước ø30 có gia công cắt gọt. Nên đạt cấp chính xác 12.
Theo bảng 1.14 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : H12 =+00.21
Vậy : KT ø30=KT ø30+00.21
Kích thước : ø24
Kích thước ø24 có gia công cắt gọt. Nên dạt cấp chính xác 12.
Theo bảng 1.14 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : H12= 0+0.21
Vậy : KT ø24=KT ø240+0.21
Kích thước : ø70
Kích thước ø70 là kích thước đường kính mặt trụ ngoài không gia công cắt gọt. Nên đạt cấp chính xác 16.
Theo bảng 1.29 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : h16 = -01.9
Vậy : KT ø70=KT ø70-01.9
Kích thước : ø140
Kích thước ø 140 là kích thước đường kính mặt trụ trong không gia công cắt gọt. Nên đạt cấp chính xác 16.
Theo bảng 1.29 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : h16 = -2.50
Vậy : KT ø24=KT ø24-2.50
Kích thước : ø 16
Kích thước ø 16 là kích thước đường kính lỗ có gia công cắt gọt. Nên đạt cấp chính xác 12.
Theo bảng 1.14 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : H12 = +00.18
Vậy : KT ø 16 = KT ø 16+00.18
Kích thước : 5
Kích thước 5 được xác định từ một mặt gia công và một mặt không gia công . Nên đạt cấp chính xác 14.
Theo bảng 5.7 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : ±t/2 =±0.15
Vậy : KT5 = KT5±0.15
Kích thước : 2
Kích thước 2 xác định từ hai mặt có gia công cắt gọt. Nên đạt cấp chính xác 12.
Theo bảng 5.7 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : ±t/2 =±0.05
Vậy : KT2=KT2±0.05
Kích thước : 1
Kích thước 32 xác định từ hai mặt có gia công cắt gọt. Nên đạt cấp chính xác 12.
Theo bảng 5.7 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : ±t/2 =±0.05
Vậy : KT1=KT1±0.05
Kích thước : R4
Kích thước R4 không gia công . Nên đạt cấp chính xác 16.
Theo bảng 1.14 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột : H16 = 0+0.75
Vậy : KTR4 = KTR40+0.75
Kích thước : 150
Kích thước 150 có gia công . Nên đạt cấp chính xác 12.
Theo bảng 5.6 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột đơn vị góc: = ±16’
Vậy : KT150 = KT150±16’
Kích thước : ∆1/10 = 5042’38.1’’
Kích thước ∆1/10 xác định từ một mặt gia công và một mặt không gia công nên đạt cấp chính xác là 14
Theo bảng 5.6 sách bảng tra dung sai lắp ghép (Nguyễn Thành Lâm)
Theo cột đơn vị góc := ±26’
Vậy : KT: ∆1/10 = 5042’38.1’’±26’
2.2 Độ chính xác về vị trí tương quan
Vị trí tương quan có chỉ dẫn (ghi thành yêu cầu kỹ thuật)
Dung sai độ vuông góc giữa tâm lỗ ø 48+0.025 và mặt C≤1/100 = 0.01(mm)
Dung sai độ vuông góc giữa tâm 2 lỗ ø 18+0.027 , ø 12+0.027 và mặt C≤1/100 = 0.01(mm)
Dung sai độ song song giữa mặt C và mặt A≤0.1
Dung sai độ đồng trục giữa mặt trụ ngoài và mặt B≤0.2
2.3 Phân tích về độ nhám và độ chính xác bề mặt của chi tiết gia công:
- Ra: sai lệch trung bình số học của profin
Ra là trị số trung bình của khoảng cách từ các điểm trên đường nhấp nhô đến đường trung bình.
Lỗ Ø48+0.025, 2 lỗ Ø12+0.027, 2 lỗ Ø18+0.027 ; sau khi gia công đạt độ nhám Ra2.5 theo TCVN 2511- 78 đạt độ nhám 6.
- Rz: Chiền cao trung bình nhám theo 10 điểm.
Rz là chiều cao trung bình của 5 khoảng cách từ 5 điểm cao nhất đến 5 điểm thấp nhất.
Theo bản vẽ chi tiết thì các bề mặt Bánh Hãm có các cấp nhám như sau:
- Các mặt A, C, mặt trụ Ø160 có độ nhám Rz40. theo TCVN 2511-78 thì độ nhám này thuộc cấp 4.
- Mặt lỗ Ø24, Ø30 có độ nhám Rz80. theo TCVN 2511-78 thì độ nhám này thuộc cấp độ nhám 3.
CHƯƠNG II: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
1. CHỌN PHÔI:
Phôi là đối tượng sản xuất mà từ đó người ta thay đổi hình dáng kích thước, độ nhám bề mặt và cơ tính để chế tạo chi tiết. Nó là cái đầu tiên trong chế tạo cơ khí. Vì vậy việc chế tạo phôi là hết sức cần thiết.
Trong ngành cơ khí chế tạo thường sử dụng 3 loại phôi gồm:
+ Phôi đúc
+ Phôi rèn
+ Phôi cán
Trong đó:
- Phôi đúc chế tạo được vật liệu dẻo, dòn, có hình dạng phức tạp và có khối lượng lớn.
- Phôi rèn, cán chỉ chế tạo được vật liệu dẻo, không chế tạo được vật liệu dòn.
Phân tích hình dáng và vật liệu chế tạo của chi tiết bánh hảm ta thấy bánh hảm được chế tạo từ vật liệu là gang xám, đây là loại vật liệu dòn. Do đó phôi của bánh hảm chỉ có thể chọn là phôi đúc.
2. CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
Trong công nghệ đúc ta củng có nhiều phương pháp đúc như:
+ Đúc trong khuôn cát
+ Đúc trong khuôn kim loại
+ Đúc áp lực.vv…
Trong đó:
- Đúc trong khuôn cát có:
- Ưu điểm: Đúc được các phôi có kích thước và khối lượng lớn, có hình dáng phức tạp đặc biệt đúc được các phôi có lổ rỗng dễ dàng, chi phí chế tạo phôi ít.
- Khuyết điểm: Độ chính xác của phôi không cao lắm và có năng suất thấp hơn so với các phương pháp đúc khác.
- Đúc trong khuôn kim loại có:
- Ưu điểm:
- Tốc độ kết tinh của hợp kim đúc lớn nhờ khả năng trao đổi nhiệt của hợp kim lỏng với thành khuôn cao.
Do vậy, lớp bề mặt của vật đúc có độ hạt nhỏ, cơ tinh cao.
- Độ bóng của bề mặt, độ chính xác của lòng khuôn cao nên tạo ra chất lượng của vật đúc tốt.
- Tuổi bên của khuôn kim loại cao.
- Do tiết kiệm thời gian làm khuôn nên nâng cao năng suất, giá thành sam phẩm giảm.
- Nhược điểm: Đúc trong khuôn kim loại củng có một số nhược điểm
- Không đúc được các vật đúc có hình dạng quá phức tạp, thành mỏng và có khối lượng lớn.
- Khuôn kim loại không có tính lún và không có khả năng thoát khí, điều này dễ gây nứt, cong, vênh vật đúc.
- Giá thành chế tạo khuôn cao.
Phương pháp này thích hợp trong dạng sản xuất hàng loạt với vật đúc đơn giản, nhỏ hoặc trung bình.
Đúc áp lực có các đặc điểm sau:
- Ưu điểm:
- Đúc được vật đúc phức tạp, thành mỏng (1¸ 5) mm, đúc được các loại lỗ có kích thước nhỏ.
- Độ bóng và độ chính xác cao.
- Cơ tính vật đúc cao nhờ mật độ đúc lớn.
- Năng suất cao nhờ điền đầy nhanh và khả năng cơ khí hóa thuận lợi.
- Khuyết điểm:
- Không dùng được lõi cát vì dòng chảy có áp lực. Do vậy hình dạng lổ hoặc mặt trong phải đơn giản.
- Khuôn chóng bị mài mòn do dòng chảy áp lực của hợp kim ở nhiệt độ cao.
So sánh ưu khuyết điểm của các phương pháp ta thấy:
Đúc bằng khuôn cát có ưu điểm là đúc được các phôi co kích thước và khối lượng lớn, có hình dạng phức tạp đặc biệt là đúc được các phôi có lỗ rỗng dễ dàng, chi phí chế tạo phôi ít. Nhưng nó có khuyết điểm là độ chính xác của phôi không cao lắm và có năng suất thấp hơn so với các phương pháp đúc khác. Còn các phương pháp đúc khác thì đúc có năng suất cao và phôi có độ chính xác tương đối cao, nhưng nhược điểm là không hoặc khó đúc được các phôi có hình dạng phức tạp, có khối lượng lớn, có lỗ rỗng, chi phí chế tạo phôi nhiều.
Bánh hãm được chế tạo từ vật liệu là gang xám, hình dáng tương đối phức tạp và căn cứ vào máy móc trang thiết bị tự chọn ta chọn phương pháp đúc trong khuôn cát.
Xác định sản lựong trong năm:
Mục đich của phần này là xác định hình thức sản xuất đơn chiếc, hàng loạt (vừa, hàng loạt lớn và hàng loạt nhỏ) hàng mới. Để từ đó cải thiện tính công nghệ của chi tiết.
Để thực hiện được việc này trước hết ta cần xác định sản lượng trong một năm của nhà máy theo công thức sau :
N = N1 x m (1 + ) chiếc/ năm
Ở đây : số N – số chi tiết được sản xuất trong một năm.
N1 – số sản phẩm ( số máy) được sản xuất trong một năm.
m – số chi tiết trong một sản phẩm.
b - số chi tiết được chế tạo thêm để dự trữ ( 5% đến 7%). Nếu tính đến số a% phế phẩm chủ yếu trong các phân xưởng đúc thì ta có công thcứ sau:
N = N1 – m (1 + )
Trong đó a = 3 ¸ 6%
N = với dạng sản xuất hàng loạt vừa ( tra bảng .2 Trang 13 sách thiết kế đồ án công nghệ chế tạo máy).
Ta có N1 = 500 ¸ 35000 chiếc/năm
m = 1
a + b = 10%
Vậy N = 5000 x 1 = 5005 chiếc/năm
3.XÁC ĐỊNH KÍCH THƯỚC PHÔI
3.1. Xác định kích thước danh nghĩa
Để xác định kích thước danh nghĩa của phôi ta phải xác định lượng dư gia công.
Ta căn cứ vào các yếu tố sau :
- Cấp chính xác phôi đúc : cấp II
- Kích thước choáng chỗ lớn nhất của chi tiết gia công (170mm)
- Đúc trong khuôn cát
3.2 Xác định lựong dư tổng cho các bề mặt phôi
Tra bảng 3.4 sách Bài giảng công nghệ chế tạo máy trang 10. Lượng dư gia công của vật đúc cấp chính xác II(mm). Ta có lượng dư của các kích thước như sau :
- Đối với mặt A có kích thước lớn nhất của chi tiết là 170 mm, kích thước danh nghĩa 40 mm vị trí khi rót kim loại là mặt trên có lượng dư t=4mm
- Đối với mặt C có kích thước lớn nhất của chi tiết là 170 mm, kích thước danh nghĩa 40 mm vị trí khi rót kim loại là mặt dưới có lượng dư t=3mm
- Đối với mặt trụ ngoài Ø170 có kích thước lớn nhất của chi tiết là 170 mm, kích thước danh nghĩa 170 mm vị trí khi rót kim loại là mặt bên có lượng dư t=4mm
- Đối với mặt lỗ Ø48 có kích thước lớn nhất của chi tiết là 170 mm, kích thước danh nghĩa 48 mm vị trí khi rót kim loại là mặt bên có lượng dư t=3mm
4. KHỐI LƯỢNG CỦA PHÔI
Ta chia phôi ra nhiếu phần nhỏ để tính toán :
Đặt : V1 = V Ø 178 = S Ø 178 x h = 892 x Π x 47 = 1168981 (mm3)
V2 = V Ø 42 = S Ø 42 x h = 212 x Π x 47 = 65082 (mm3)
V3 = V Ø 140 = S Ø 140 x h = 702 x Π x 28 = 430808 (mm3)
V4 = V Ø 70 = S Ø 70 x h = 352 x Π x 28 = 107702 (mm3)
V5 = V Ø150 = S Ø 150 x h = 752 x Π x 9 = 158963 (mm3)
V6 = V Ø 75 = S Ø 75 x h = 37.52 x Π x 9 = 39741 (mm3)
Vậy thể tích phôi là :
V = V1 – V2 – (V3 – V4 ) – (V5 –V6) = 0.661571 (dm3)
Khối lượng phôi là :
m=g.V= 7.4 x 0.661571 = 4.9 (Kg)
5. KHỐI LƯỢNG CHI TIẾT
Ta chia phôi ra nhiếu phần nhỏ để tính toán :
Đặt : V1 = V Ø 170 = S Ø 170 x h = 852 x Π x 40 = 907460 (mm3)
V2 = V Ø 48 = S Ø 48 x h = 242 x Π x 40 = 72346 (mm3)
V3 = V Ø 140 = S Ø 140 x h = 702 x Π x 25 = 384650 (mm3)
V4 = V Ø 70 = S Ø 70 x h = 352 x Π x 25 = 96163 (mm3)
V5 = V Ø150 = S Ø 150 x h = 752 x Π x 5 = 88313 (mm3)
V6 = V Ø 75 = S Ø 75 x h = 37.52 x Π x 5 = 22078 (mm3)
V7 = V Ø 30 = S Ø 30 x h = 152 x Π x 2 = 1413 (mm3)
V8 = V Ø 18 = S Ø 18 x h = 92 x Π x 13 = 3306 (mm3)
V9 = V Ø 12 = S Ø 12 x h = 62 x Π x 7 = 791 (mm3)
V10 = V Ø 16 = S Ø 16 x h = 82 x Π x 1 = 201 (mm3)
V11 = V Ø 24 = S Ø 24 x h = 122 x Π x 2 = 452 (mm3)
Vậy thể tích phôi là :
V = V1 – V2 – (V3 – V4 ) – (V5 –V6) – V7 – V8 – V9 – V10 – V11 = 0.464127 (dm3)
Khối lượng phôi là :
m=g.V= 7.4 x 0.464127 = 3.4 (Kg)
6. HỆ SỐ CHI PHÍ KIM LOẠI
- Khối lượng chi tiết gia công là: mct=3.4 kg
- Khối lượng phôi là : mph=4.9 kg
Hệ số sử dụng kim loại được tính theo công thức:
= 0.69
......................................
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK