THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÍCH NỐI

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÍCH NỐI, đồ án môn học công nghệ chế tạo máy BÍCH NỐI, bài tập lớn công nghệ chế tạo máy BÍCH NỐI, thiết kế quy trình công nghệ gia công chi tiết BÍCH NỐI
PHẦN I: PHÂN TÍCH SẢN PHẨM
- Về công dụng và điều kiện làm việc.
- Dùng để nối với các mặt bích khác của máy.
- Về vật liệu chế tạo chi tiết.
- Chi tiết dược chế tạo từ thép CT34
- Thép CT34 là thép cacbon, chất lượng thường.Kí hiệu : CT (C: cacbon, T: thép) với con số tiếp thép chỉ giới hạn bền kéo tối thiểu ( kg/mm2 )
- Thép CT34: k ≤ 34 KG/mm2 thường dùng trong chế tạo máy để làm các chi tiết trong máy.
- Về yêu cầu kỹ thuật.
- Các kích thước có dung sai chi dẫn
10+0,053; 35+0,05 ; 100-0,2 ;38.6+0,34 ; 114-0,26 ; 140+0,26; 150-0,16
Phân tích kích thước có dung sai chỉ dẫn
10+0,053
kích thước danh nghĩa10
+Sai lệch giới hạn Es=0,053; Ei=0
+Dung sai IT= Es-Ei 0,053- 0 = 0,053
Miền dung sai H=> Cấp chính xác cấp 10
=>10+0,053 =10H10
35+0,05
+Kích thước danh nghĩa 35
+Sai lệch giới hạn Es=0,05 ;Ei=0
+Dung sai IT= Es-Ei = 0,05- 0= 0,05
+Miền dung sai H => Cấp Chính xác 4
=>35+0,05 = 35H4
100-0,2
+Kích thước danh nghĩa 100
+Sai lệch giới hạn Es=0;Ei=0,2
+Dung sai IT= Es-Ei = 0 – 0,2 = 0,2
+Miền dung sai h => Cấp Chính xác 12
=>100-0,2= 100h12
38.6+0,34
+Kích thước danh nghĩa 38.6
+Sai lệch giới hạn Es=0,34 ;Ei=0
+Dung sai IT= Es-Ei = 0,34- 0= 0,34
+Miền dung sai H => Cấp Chính xác 13
=>38.6+0,34 = 38.6H13
114-0,26
+Kích thước danh nghĩa 114
+Sai lệch giới hạn Es=0;Ei=0,26
+Dung sai IT= Es-Ei = 0 – 0,26 = 0,26
+Miền dung sai h => Cấp Chính xác 12
=>114-0,26= 114h12
140+0,26
+Kích thước danh nghĩa 140
+Sai lệch giới hạn Es=0,26 ;Ei=0
+Dung sai IT= Es-Ei = 0,26- 0= 0,26
+Miền dung sai H => Cấp Chính xác 12
=>140+0,26 = 140H12
150-0,16
+Kích thước danh nghĩa 150
+Sai lệch giới hạn Es=0;Ei=0,16
+Dung sai IT= Es-Ei = 0 – 0,16 = 0,16
+Miền dung sai h => Cấp Chính xác 10
=>150-0,16= 150h10
b.Các kích thước không có dung sai chỉ dẫn
-Các kích thước giớn hạn bởi 2 bề mặt gia công có cấp chính xác 12
4 ; 15 ; 20 ; 50 ; 54 ; 60 ;
* 4
-Kích thước danh nghĩa 4
Cấp chính xác 12 => It=0,12
=>
*15
-Kích thước danh nghĩa15
Cấp chính xác 12 => It=0,18
=>
* 2
-Kích thước danh nghĩa20
Cấp chính xác 12 => It=0,21
=>
* 50
-Kích thước danh nghĩa 50
Cấp chính xác 12 => It=0,25
=>
* 54
-Kích thước danh nghĩa 54
Cấp chính xác 12 => It=0,3
=>
* 60
-Kích thước danh nghĩa 60
Cấp chính xác 12 => It=0,3
=>
-Các kích thước giới hạn bởi 1 mặt gia công và 1 mặt không gia công có cấp chính xác 14
15 ; 18;
* 15
-Kích thước danh nghĩa 15
Cấp chính xác 14 => It=0,43
=>
* 18
-Kích thước danh nghĩa18
Cấp chính xác 14 => It=0,43
=
Các kích thước giới hạn bởi 2 bề mặt không gia công có cấp chính xác 16
115
* 115
-Kích thước danh nghĩa 115
Cấp chính xác 16 => It=2,2
=>
- Độ nhám bề mặt gia công:
- Hai mặt bên của rảnh then có độ nhám bề mặt là Ra 1.25.
- Mặt trên của ranh then có độ nhám bề mặt là Rz 40
- Bề mặt lỗ 20 và 5 có Rz 40
- Vị trí tương quan và hình dáng hình học:
Dung sai độ song song của mặt B đối với mặt A là 0,01
Phần II: XÁC ĐỊNH DẠNG SẢN XUẤT
- Khối lượng chi tiết gia công:
- Với thép :
Thể tích chi tiết
- Có D:60 mm
- L=46 mm
- Có D: 114mm
- L=4 mm
- Có D:35 mm
- L=82 mm
- Có D:16 mm
- L=21 mm
- Có D:115 mm
- L=18 mm
- Có D:150 mm
- L=50 mm
- Có D:20 mm
- L=50 mm
- Có D:5 mm
- L=15 mm
- Có B: 10 mm
- L=82 mm
- H=3,6
Khối lượng chi tiết: Mct = 646,88 x 7,852 = 5kg
Dựa vào dạng sản xuất háng loạt vừa và khối lượng chi tiết gia công, tra bảng 2-2 ta xác định sản lượng năm là:200-500 chi tiết.
Khối lượng phôi:
Ta có:
Thể tích của phôi: vp
Khối lượng của phôi: Mph = 7,852 x 1300,02 = 10 kg
Theo bảng 2/13 (hướng dẫn thiết kế CNCTM Trần Văn Địch):
Số lượng chi tiết sản xuất trong một năm.
Khối lượng chi tiết M =5 kg
Vậy dạng sản xuất là dạng sản xuất hang loạt vừa
Phần III: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ
1. Chọn phôi:
*Dựa vào
-Dạng sản xuất hang loạt vừa
-Đặc điểm hình dạng chi tiết gia công: chi tiết có dạng trụ được gia công lỗ và rãnh then.
-Vật liệu chi tiết gia công CT34
*Phôi đúc :
-Ưu điềm:
+Rẻ tiền
+Phôi có thề có hình dạng và kích thước lớn
+Phôi có thể đạt độ bóng và độ chính xác cao
-Nhược điểm :
+Có nhiều khuyết tật như: rỗ khí
+Khó kiểm tra được những khuyết tật bên trong
*Phôi rèn:
-Ưu điểm:
+Giá thành thấp do không phải chế tạo khuôn
+Phôi có độ bền chắt , cơ tình tốt
-Nhược điểm:
+Phôi có kích thước không lớn
+Phôi rèn chủ yếu là thép
*Phôi cán
Ưu điềm:
+Độ dẻo cao
+Độ bóng và độ chính xác cao
-Nhược điểm:
Phôi thường có dạng thanh ống tấm
*Phôi dập
Ưu điểm:
+Độ dẻo cao , chất lượng bề mặt tốt
+Độ bóng và độ chính xác cao
Nhược điểm:
+ Phôi có kích thước nhỏ
=>Ta chọn phôi dập
2.Phương pháp chế tạo phôi : Có nhiều loại phương pháp dập
+Dập nóng: thực hiên trên máy búa hoặc máy ép trong khuôn kín hoặc khuôn hở. để nâng cao chất lượng bề mặt chi tiết người ta dung khuôn bán chịu nhiệt nhờ đó hạn chế được việc tạo vẩy
Người ta chia dập nóng theo 2 sơ đồ : dập trong khuôn kín và dập trong khuôn hở
-Dập trong khuôn hở: dập được chi tiết tương đối phức tạp kích thước nhỏ, các lổ thủng sâu và vách không thể tạo ra
-Dập trong khuôn kín: chi tiết có độ chính xác cao, it tiêu tốn vật liệu vì không tạo ra bavia, tuổi thọ khuôn cao nhưng hình dạng chi tiết bị hạn chế
*Ưu điểm:
Chi tiết dập có độ chính xác và độ bóng bề mặt cao
Tiêu tốn kim loại ít, năng suất cao
*Nhược điểm:
- Kích thước vật dập nhỏ
- Không dập được chi tiết phức tạp
+ Dập nguội: có thể dâp được nhôm, đồng, nicken, thép và các hợp kim của chúng. Khi dập nguội thì đường kính ngoài của phôi phải nhỏ hơn đường kính 0,05 – 0,1 mm so với chi tiết trong bản vẽ. Phôi để đưa vào dập thường là phôi thanh, ống, tấm, thép cán chu kỳ. Hợp lí nhất là các thanh các dây vì nó nhỏ hơn các loại prôphin khác dung cho các mặt hàng phổ thông
Ưu điểm;
_Tiết kiệm vật liệu và năng lượng vì không cần tác dụng của nhiệt
_Cơ tính vật đúc tốt
Nhược điểm
_Chất lượng bề mặt phu thuộc vào dụng cụ, bôi trơn, mặt phân khuôn
_Độ bóng và độ chính xác không cao.
3. Lượng dư gia công.
- Chi tiết được chế tạo theo phương pháp dập nóng trong khuôn hỡ - mẫu bằng kim loại.
- Lượng dư phía trên:
- Kích thước lớn nhất của chi tiết là 150 mm
- Kích thước danh nghĩa là 150 mm
=>Lượng dư là 2,5 mm
- Lượng dư phía dưới và mặt bên:
- Kích thước danh nghĩa là 150 mm
=> Lượng dư gia công là 1,5 mm
- Lượng dư lỗ đúc rỗng Ø35
- Kích thước danh nghĩa 35 mm
=> Lượng dư là 2 mm. Vậy lượng dư hai bên là 4 mm.
PHẦN IV:TÍNH TOÁN CHẾ ĐỘ CẮT
- NGUYÊN CÔNG I:Chuẩn bị phôi
- Làm sạch phôi.
- Kiểm tra khuyết tật của phôi.
- Thời hiệu(Ủ…)
- NGUYÊN CÔNG II:
- Tiện thô mặt đầu F
- Tiện thô mặt đầu C.
- Định vị 5 bậc tự do:
Mặt D định vị 3 bậc.
Mặt trụ Ø150 định vị 2 bậc tự do.
Bước 1: Tiện thô mặt đầu F
- Kích thước từ B đến F là 102,5
- Chọn máy 1K62.
- Chọn dao:dao tiện đầu cong có gắn mảnh hợp kim cứng BK8 (T=40 ÷ 60)
- Chiều sâu cắt t = 1,5 mm
- Lượng chạy dao (tra bảng 25.1/tr29 sách chế độ cắt)
S = 0,8 ÷ 1,3 (mm/vòng)
Ta chọn S = 1 (mm/vòng)
- Vận tốc cắt (tra bảng sách chế độ cắt)
V = 154 (mm/phút)
- Số vòng quay trong vòng 1 phút
Tra thuyết minh máy trang 217 sách chế độ cắt.Chọn n = 315 (vòng/phút)
- Vận tốc thực khi cắt
+Lực dọc trục Px:
Px= CPx (KG)
- Công suất khi cắt:
Tra thuyết minh máy trang 217 sách chế độ cắt
Ta có:
Máy đảm bảo an toàn khi gia công.
Bước 2: Tiện thô mặt đầu C.
- Kích thước từ B đến C là 82
- Chọn máy 1K62.
- Chọn dao:dao tiện đầu cong có gắn mảnh hợp kim cứng BK8 (T=40 ÷ 60)
- Chiều sâu cắt t = 1,5 mm
- Lượng chạy dao (tra bảng 25.1/tr29 sách chế độ cắt)
S = 0,8 ÷ 1,3 (mm/vòng)
Ta chọn S = 1 (mm/vòng)
- Vận tốc cắt (tra bảng sách chế độ cắt)
V = 154 (mm/phút)
- Số vòng quay trong vòng 1 phút
Tra thuyết minh máy trang 217 sách chế độ cắt.Chọn n = 600 (vòng/phút)
- Vận tốc thực khi cắt
- Lực khi cắt:
+Lực tiếp tuyến:
+ Lực hướng kính;
+Lực dọc trục Px:
Px= CPx (KG)
- Công suất
Tra thuyết minh máy trang 217 sách chế độ cắt:
Ta có:
Máy đảm bảo an toàn khi gia công.
- Nguyên công III: Tiện thô mặt B
- Kích thước từ C đến B là 82
- Định vị mặt D 3 bậc tự do.
- Mặt trụ Ø150 hai bậc tự do.
- Chọn máy 1K62.
- Chọn dao:dao tiện đầu cong có gắn mảnh hợp kim cứng BK8 (T=40 ÷ 60)
- Chiều sâu cắt t = 2,5 mm
- Lượng chạy dao (tra bảng 25.1/tr29 sách chế độ cắt)
S = 0,8 ÷ 1,3 (mm/vòng)
Ta chọn S = 1 (mm/vòng)
- Vận tốc cắt (tra bảng sách chế độ cắt)
V = 154 (mm/phút)
- Số vòng quay trong vòng 1 phút
Tra thuyết minh máy trang 217 sách chế độ cắt.Chọn n = 600 (vòng/phút)
- Vận tốc thực khi cắt
- Lực khi cắt:
+Lực tiếp tuyến:
+ Lực hướng kính;
+Lực dọc trục Px:
Px=
- Công suất khi cắt:
Tra thuyết minh máy trang 217 sách chế độ cắt:
Ta có:
Máy đảm bảo an toàn khi gia công
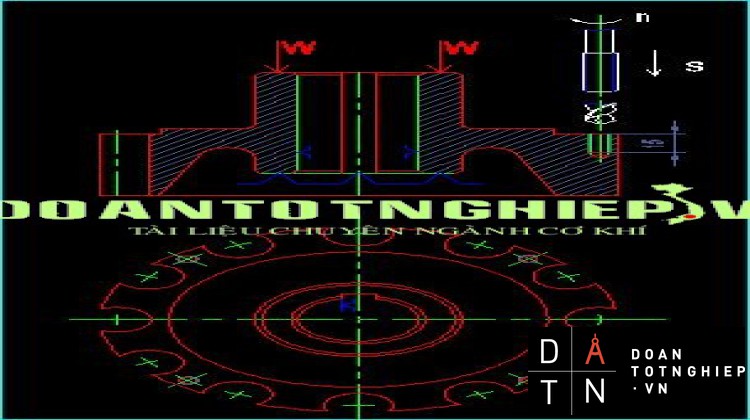
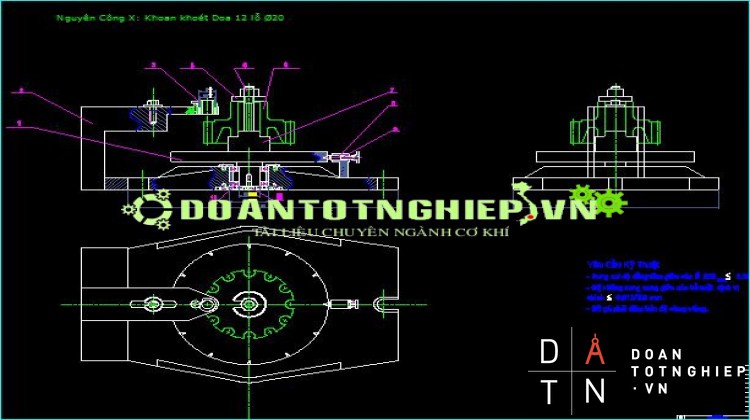
- Nguyên công IV: Khoan khoét doa vát mép lỗ Ø35
Bước 1: Khoan lỗ Ø34.
Chọn chuẩn:
- Định vị mặt F 3 bậc
- Sử dụng khối V di động và khối V cố định để định vị mặt trụ Ø150 (khối V di động và cố định khống chế 3 bậc tự do)
- Chọn máy: 2A135
- Chọn dao:
Chọn mũi khoan ruột gà chuôi côn
Có D= 34
- Chọn t
t=
- Chọn S:
Khoan thép CT 34:
Bảng 8-3 ( chế độ cắt gia công cơ khí)
S= 0,6 ÷ 0,7 (mm/vòng)
Chọn S= 0,6 (mm/vòng).
Sau khi khoan còn khoét và doa nên:
S.0,75= 0,6.0,75= 0,45(mm/v).
f. chọn V:
Bảng 18-3/95( CĐCGCCK
Tra TMT chọn n= 195(v/ph).
-Vậy vận tốc cắt thư
g. Lực cắt gọt:
P
Bảng 7-3/trang 87
Có: Cp=37,8; Zp=1; Yp=0,7
Bảng 12-1 và 13-1/trang 21 (CĐCGCCK).
Kmp=
P0=37,8.341.0,250.7.0,8= 390 (KG).
h. Momen xoắn.
M=Cm.Dzm.Sym.km
Bảng 7-3/trang 87
Có: Cm=0,09; Zm=1 ; Ym=0,8.
Bảng 12-1 và 13-1/21.
Kmp=
M= 0,09.341.0,450,8.0.8=1.3 (KG).
Tra TMM/trang 220: Ta có P = 1600 (KG)
P0 < P => thỏa mãn
m. Công suất cắt gọt:
N=.
So với công suất máy =6 KW, máy làm việc an toàn.
............................................
PHẦN V. TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ
Ở phần này ta tiến hành thiết kế đồ gá nguyên công số X trên máy phay 2A55 bằng mũi khoan, khoét, doa.
Yêu cầu kĩ thuật của chi tiết trong nguyên công này là các lỗ phai cách đều và đối xứng qua tâm.
- Thành phần của đồ gá :
- Cơ cấu định vị :
- Phân tích phương án chọn chuẩn định vị.
-Chọn mặt C khử 3 bậc tự do.
-Mặt trụ trong Ø35 khử 2 bậc tự do.
2. Chọn chi tiết định vi.
- Ta dùng chốt trụ ngắn định vị lỗ 2 bậc, vai chốt trụ định vị mặt C 3 bậc tự do.
- Các chi tiết khác của đồ gá.
-Đai ốc kẹp.
-Vòng đệm chữ C.
-Cơ cấu kẹp chặt có tác dụng giữ cho chi tiết không bị xê dịch trong quá trình gia công.
3.Thân đồ gá và đế đồ gá :
-Để khoan 12 lỗ Ø20 cách đều nhau ta sử dụng mâm chia.
-Mâm chia có chiều dài 320 mm chiều rộng 250 mm
Các rãnh nối Mâm chia với bàn máy co kích thước như sau:
D = 12 D1=24 H = 25 L= 20
a. Các chi tiết nối ghép:
Đây là các bulông, đai ốc…dùng để nối các bộ phận đồ gá lại với nhau,thông thường các chi tiết náy chế tạo theo tiêu chuẩn .
b. Cơ cấu định vị kẹp chặt đồ gá trên bàn:
Cơ cấu thường là then dẫn hướng đối với đồ gá phay và có rãnh chữ T, chữ U
Các kích thước của then dẫn hướng đồ gá là
B =25 mm H = 18 mm L = 50 mm
Lắp ghép giữa then dẫn hướng với thân đồ gá và rãnh của bàn máy là mối ghép trung gian H8/h7.
- Tính sai số chuẩn.
- Sai số gá đặt:
egđ =
Tra bảng 7.3/trang 36 sách atlat đồ gá =>egđ = 0,08 mm.
- Sai số chuẩn định vị bằng mặt trụ trong:
Chốt định vị được lắp trực tiếp lên mâm quay theo kiểu lắp H7/n6.
Dung sai lỗ Ø35+0,05
Dung sai chốt Ø35-0,02
ec =Smax = Dlỗ max - d chốtt min= 35,05 – 35,02 = 0,03 mm
Sai số chuẩn cho phép là 75±0,15 là 0,3 mm
Vì sai số chuẩn thực tế nhỏ hơn sai số chuẩn cho phép nên đạt yêu cầu.
Kích thước 20+0,084 phụ thuộc vào bề rộng cửa dao, mà dao do nhà sản xuất quy định nên kích thước 20+0,084 đạt yêu cầu.
ec = 0,08+0,03 = 0,11mm
- Sai số kẹp chặt:
Trong thực tế sai số kẹp ek thường rất nhỏ nên bỏ qua.
- Sai số mòn em :
em = b ×
Với b = 0.18
N số lượng chi tiết được gá đặt trên đồ gá
Sản lượng sản xuất hàng năm là 200 – 500 sp/năm ta chọn
N = 400sp/năm
em = 0,18 × = 3.6 μm.
Vậy sai số mòn trên một sản phẩm là em = 0.18 μm.
- Sai số điều chỉnh: phụ thuộc vào khả năng của người lắp ráp đồ gá và dụng cụ để điều chỉnh tuy nhiên khi thiết đồ gá thường lấy
eđc = 10μm
eđc =
7.Chọn kiểu lắp ghép:
- Lắp ghép giữa chốt với chi tiết gia công là
- Lắp ghép giữa chốt với mâm quay là
- Lắp ghép giữa ống dẫn hướng với bàn máy là ( lắp lỏng ).
- Phân tích yêu cầu kỹ thuật của nguyên công khoan; khoét, doa:
- Lỗ sau khi gia công phải đạt kích thước 20+0,084
- Độ nhám đạt được là Rz40
- Phân tích phương án tính toán lực kẹp:
Ta kẹp chặt bằng bu long đai ốc.
Tính lực kẹp:
- W.f = k.Pz
W =
Với:
k là hệ số an toàn k = 1,4÷2,6. Chọn k = 2.
f là hệ số ma sát f = 0,1÷ 0,15.
Chọn f = 0,1.
Tình lực cắt Pz:
Pz = Cpz.Sypz.txpz.vnz.Kp
Tra bảng 11.1 trang 19 sách chế độ cắt gia công cơ khí ta có:
Cpz = 300; xpz = 1; ypz= 0,75; nz =- 0,15
Tra bảng 12.1 và 13.1 trang 20 sách chế độ cắt gia công cơ khí ta có:
Kp = 0,8
Thay vào công thức ta có :
Pz = 300.0,30,75 .91 .21-0,15 .0,8 = 554,5 KG
Suy ra W = = 5545 KN
Vậy lực kẹp cần thiết là 5545 KN.
- Hướng dẫn sử dụng đồ gá và bảo quản đồ gá:
- Hướng dẫn sử dụng đồ gá:
Đây là cơ cấu dùng kẹp chặt bằng bu lông đai ốc, chi tiết gia công được định vị trên chốt trụ ngắn.Khi ta xiết chặt đai ốc thì bu lông kẹp sẽ tác động chi tiết và kẹp chặt chi tiết.
- Hướng dẫn bảo quản đồ gá:
Khi sử dụng đồ gá thao tác phải nhẹ nhàng, đặt và lấy chi tiết gia công cẩn thận tránh làm biến dạng các chi tiết định vị. Sau khi sử dụng phải lau chùi đồ gá cho sạch sẽ.
- Ưu khuyết điểm của đồ gá.
Kết cấu đồ gá tương đối đơn giản thuận tiện cho việc tháo lắp chi tiết gia công được dễ dàng và nhanh chóng.
Khuyết điểm của đồ gá là tháo lắp chi tiết gia công nhiều lần sẽ làm mòn các chi tiết định vị, dẫn tới sai số. Do đó sau một thời gian sử dụng cần kiểm tra lại.
Kết Luận
---------*--------
Trong suốt quá trình đạo tạo tại trường đã cho em một nền tảng kiến thức về kỹ thuật và nhiều bộ môn khác.Đồ án tốt nghệp là cơ sở của trường đánh giá khả năng tiếp thu của từng học viên qua hai năm đào tạo.Đồng thời nó cũng giúp từng học viên cũng cố lại nền tảng kiên thức,khẳng định năng lực bản thân.
Để đóng góp một phần công sức vào sự phát triển của nền kinh tế đất nước,thì bản thân mỗi học viên cần phải nắm vững kiến thức về những gì mà mình đã học qua.Vì vậy em đã rất cố gắng để hoàn thành đồ án này.Tuy nhiên trong thời gian năm tuần nên không thể tránh khỏi sự thiếu sót và sai sót em mong quý thầy (cô) bỏ qua .Em rất biết ơn sự dẫn dắt và chỉ bảo tận tình của quý thầy (cô) đã hướng dẫn giúp em hoàn thành đồ án .
Cuối cùng em xin chân thành cảm ơn thầy đã hướng dẫn em
TÀI LIỆU THAM KHẢO:
- Dung sai lắp ghép và kỹ thuật đo lường
tác giả: Ninh Đức Tốn
- Số tay gia công nghệ chế tạo máy tập I, II.
tác giả: Trần Văn Địch
- Công nghệ chế tạo máy
- Chế độ cắt gia công cơ khí
tác giả: Nguyễn Ngọc Đào ,Hồ Viết Bình, Trần Thế San
- Hướng dẫn thiết kế đồ án công nghệ chế tạo máy
tác giả: Nguyễn Đắc Lộc, Lưu Văn Khang
- Atlat đồ gá
tác giả: Trần Văn Địch
- Máy cắt kim loại.








