THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CẦN LY HỢP






NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CẦN LY HỢP,
II. Nội dungthuyết minhvà tínhtoán:
1. Nghiêncứu chi tiếtgiacông:chứcnănglàm việc, tính côngnghệ củakếtcấu,…
2. Xácđịnh dạngsản xuất.
3. Chọn phôi và phương pháp tạo phôi, tralượng dư giacôngchocácbềmặt giacông.
- Lậptiếntrìnhcôngnghệ:thứtựgiacông,gáđặt,sosánhcácphươngán,chọnphươngán
hợp lí.
5. Thiết kếnguyên công:
Vẽsơ đồ gáđặt.
Chọn máy. chọn dao (loại dao vàvật liệu làm dao)
Trìnhbàycácbướcgiacông,tracácchếđộcắt:n,s,t;tralượngdưchocácbướcvà
tính thời gian giacôngcơ bản cho từngbướccôngnghệ.
Tralượngdưgia công cho cácnguyên công.
Tính toán chếđộ cắt chonguyêncôngthiết kếđồgá.
6. Thiết kếđồ gá:
-Vẽsơ đồ nguyên lý. Thiết kếkết cấu vàtrình bàynguyên lýlàm việc củađồ gá.
-Tính lựckẹp cần thiết, lựckẹp của cơ cấu kẹp.
-Tính sai số gáđặt và sosánh với dungsai củanguyêncôngđangthựchiện trên đồgá.
-Tính sứcbền chocácchi tiết chịu lực.
III.Cácbảnvẽ:
-Tập bản vẽsơ đồ nguyên công (10 bản A3)
-Bản vẽthiết kếđồgá(1 bản A1).
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy
1.1. Chức năng của chi tiết :
Cần ly hợp là chi tiết rất thông dụng trong cơ khí, là chi tiết dạng càng. Cần ly hợp dùng để gạt ly hợp để đóng ngắt sự truyền động của các trục. Cần ly hợp có nhiều hình dạng khác nhau, được sử dụng nhiều trong các hộp số máy công cụ, hộp số ô tô và trong một số cơ cấu máy khác.
1.2. điều kiện làm việc:
Cần ly hợp làm việc trong điều kiện không khắc nghiệt, chi tiết chỉ chịu momen xoắn nhỏ. Khi làm việc chi tiết thường không chịu tải
Chi tiết thường chịu va đập khi làm việc.
Nhiệt độ làm việc không cao
1.3 Độ chính xác của chi tiết gia công
- Độ chính xác về kích thước
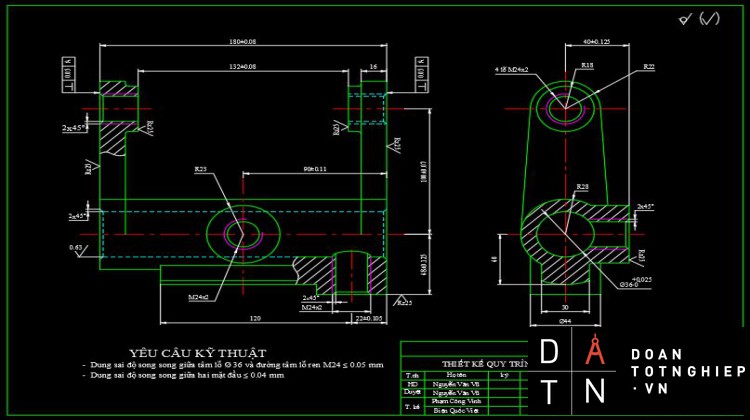
üChi tiết làm việc chủ yếu là lỗ cơ bản Ø36 do đó cần phải gia công đạt cấp chính xác 7. Tra bảng (2-4) trang 45 [1] ta được miền dung sai yêu tiên là H7. Tra [1] trang 61 với khoảng kích thước 30-40, miền dung sai H7 ta được giá trị dung sai trên là +0.025mm, dung sai dưới là 0.
üVới kích thước 180mm là hai mặt bên của cần ly hợp do đó không cần chính xác lắm, nên ta chọn cấp chính xác 10. Tra bảng 1.14 [9] trang11 ta được dung sai kích thước 180 là 0.16mm.
üVới kích hước 132mm ta chọn cấp chính xác 10. Tra bảng 1.14 [9] trang 11 ta được dung sai kích thước 132 là 0.16mm.
üVới kích thước 100mm ta chọn cấp chính xác 10. Tra bảng 1.14 [9] trang 11, ta được dung sai kích thước 100 là 0.14mm.
üVới kích thước 90mm ta chọn cấp chính xác 11. Tra bảng 1.14 [9] trang 11, Ta được dung sai kích thước 90 là 0.22mm.
üVới kích thước 48mm, ta chọn cấp chính xác 12. Tra bảng 1.14 [9] trang 11, ta được dung sai kích thước 48 là 0.25mm.
üVới kích thước 40mm, ta chọn cấp chính xác 12. Tra bảng 1.14 [9] trang 11, ta được dung sai kích thước 40 là 0.25mm.
üVới kích thước 22mm, ta chọn cấp chihs xác 12 tra bangnr 1.14 [9] trang 11, ta được dung sai kích thước 22 là 0.21mm.
- Độ chính xác về vị trí bề mặt.
üDung sai độ vuông góc giữa hai mặt đầu với tâm lỗ Ø36 ≤ 0.05mm.
üDung sai độ song song giữa hai mặt đầu ≤ 0.04mm.
üDung sai độ song song giữa tâm lỗ ren M24x2 với tâm lỗ Ø36 ≤ 0.05mm.
- Độ chính xác về độ nhám bề nặt.
üDo lỗ 36 là lỗ làm việc chủ yếu va chiu ma sát nen có độ nhám Ra = 0.63 µm.
üCác mặt đầu gia công với độ nhám Rz =25 µm.
1.4. Xác định dạng sản xuất.
Sản lượng chi tiết cần chế tạo trong 1 năm.
N = N1 x M (chiếc/năm).
Trong đó . N là số chi tiết sản xuất được trong 1 năm.
N1 là số sản phẩm sản xuất được trong 1 năm.
là số chin tiết được chế tao thêm dự trữ
(5-7)%.
là số chi tiết phế phẩm (3-6)%
m là số chi tiết trong một sản phẩm.
chọn = 4%, = 6%, m= 1.
1.5. Tính trọng lượng của chi tiết .
Mm = V xγ.
Tính thể tích của chi tiết.
- Thể tích của nữa hình tròn ở 2 càng
- thể tích hình chữ nhật.
- thể tích hình trụ.
- thể tích hình trụ.
- thể tích hình chữ nhật.
- thể tích hình trụ.
`
Trọng lượng riêng của gang xám chọn
.
Với Mm =2.96kg va dạng sản xuất hàng loạt vừa, tra bảng 2.6 trang 31, sách hướng dẫn thiết kế đồ án công nghệ chế tạo máy, của GS. TS. Nguyễn Đắc Lộc – Lưu văn Nhang, ta chọn N =4400 (chiếc/ năm).
chiếc/năm
1.6. Tính công nghệ trong kết cấu:
Cũng như các chi tiết khác với chi tiết cần ly hợp tính công nghệ có ý nghĩa quan trọng.
- Chi tiết cần phải đảm bảo độ cứng vững, chịu va đập tốt.
- Với kết cấu cần ly hợp thì việc chọn chuẩn khi gia công tương đối thuận lợi và là chuẩn tinh thống nhất.
- Khi khoan lỗ taro M24 kết cấu hai càng là hơi yếu, do đó cần phải bố trí thêm các chốt tỳ để gia tăng độ cứng vững.
....................
2.1. Chọn vật liệu làm phôi.
- Vật liệu được chọn để chế tạo phôi là gang xám, ký hiệu GX18-36
- Thành phần hóa học của vật liệu làm phôi.
C lớn hơn 2%
Mn;Si;S đến 0.8%
P đến 2.5%
............
Ưu điểm: - khuôn có thể đúc được nhiều lần.
- độ bóng và độ chính xác cao.
-tiết kiệm được vật liệu làm khuôn và thơi gian chế tạo khuôn
- cơ tính vật đúc tốt.
Nhược điểm: - không đúc được những chi tiết có kết cấu phúc tạp bên trong
- giá thành cao. Nên chỉ phù hợp với dạng sản xuất hàng loạt trở lên.
- Đúc trong khuôn cát :
Ưu điểm: - Đúc được nhưỡng chi tiết có kế cấu phúc tạp,
Do có thể đặt lỏi được ơi trong.
- Đúc được những chi tiết có kích thước và khối lượng bất kỳ.
- Giá thành rẻ phù hợp cho các dạng sản xuất vừa và nhỏ.
Nhược điểm: - độ chính xác của vật đúc không cao
- tốn thời gian làm khuôn, tốn vật liệu chế tạo khuôn.
Đúc trong khuôn cát có hai loai thường gặp là
- Đúc trong khuôn cát, mẫu bằng kim loại, làm khuôn bằng máy.
- Đúc trong khuôn kim loại, mẫu gỗ, làm khuôn bằng tay. Loại này thương dùng trong sản xuất dơn chiếc, loạt nhỏ.
2.5. Xác định lượng dư gia công.
Chi tiết được đúc theo cấp chính xác I và đúc bằng khuôn cát
- Kích thước lớn nhất của chi tiết la 180mm.
- Lượng dư gia công và dung sai của kích thước 180 là 5±1.2mm
Vậy kích thước tương ứng của phôi đúc là 185±1.2mm
- Lượng dư gia công và dung sai của kích thước 132 là 5±1.2mm
Vậy kích thước tương ứng của phôi đúc là 127±1.2mm
- Lượng dư gia công và dung sai của kích thước 16 là 2.5±0.6mm
Vậy kích thước tương ứng của phôi đúc là 18.5±0.6mm
- Lượng dư gia công và dung sai của kích thước 48 là 2±0.3mm
Vậy kích thước tương ứng của phôi đúc là 50±0.3mm
- Lượng dư gia công và dung sai của kích thước 40 là 2±0.3mm
Vậy kích thước tương ứng của phôi là 42±0.3mm
- Lượng dư gia công và dung sai của kích thước lỗ
Ø36 là 4±0.6mm
Vậy kích thước tương ứng của phôi đúc là Ø32±0.6mm
2.6. Tính khối lượng của phôi
Tính thể tích của phôi.
thể tích của nữa hình tròn ở mỗi càng.
thể tích hình chũa nhật.
thể tích hình trụ.
thể tích hình trụ.










