THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG 2 LỖ TAY BIÊN CÓ RÃNH THEN

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG 2 LỖ TAY BIÊN CÓ RÃNH THEN

I. Phân tích chi tiết gia công:
1. Yêu cầu kỹ thuật:
- Vị trí tương quan giữa các bề mặt:
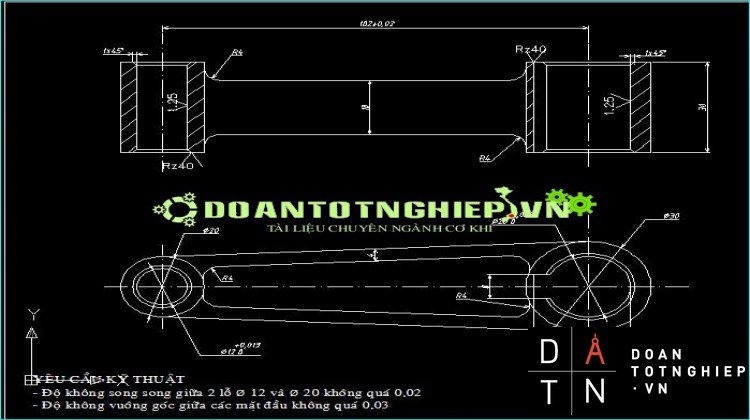
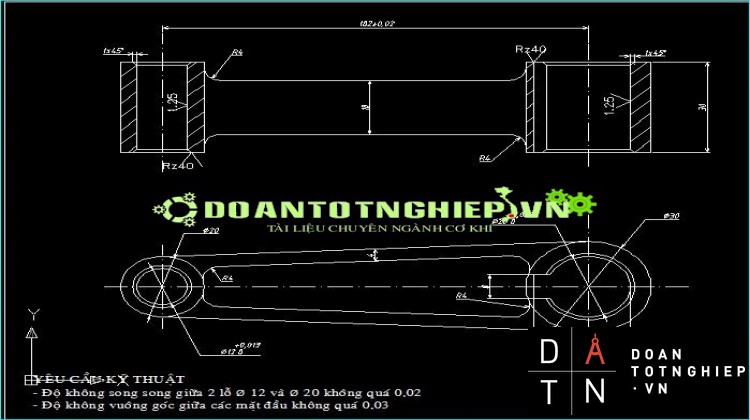
+ Độ không song song giữa 2 lỗ 12 và 20 không quá 0.02
+ Độ không vuông góc giữa các mặt đầu không quá 0.03
- Độ nhám bề mặt :
+ Lỗ (2) có = 12mm làm việc có độ nhám bề mặt tương đối cao Ra=0.63m
+ Lỗ(7) có = 20mm làm việc có độ nhám bề mặt tương đối cao
Ra= 2.5m
+ Các bề mặt 1-3-6-8 có độ nhám RZ= 40m
+ Các bề mặt còn lại không gia công có Rz= 80m
+ Các góc lượn R= 4mm
2. Vật liệu chế tạo:
Tay biên là chi tiết dạng càng, chịu tải trung bình, làm việc trong môi trường rung động nên vật liệu chế tạo phải đáp ứng được độ cứng vững. Vật liệu thông thường dùng để chế tạo là thép cacbon, thép hợp kim, các loại gang xám. Ở đây với chi tiết nầy ta chọn vật liệu là gang xám GX 15 – 32, do việc chế tạo (đúc ) và gia công cũng như giá thành đối với vật liệu gang xám thấp.
II. Xác định dạng sản xuất:
Trong chế tạo máy, người ta phân biệt thành 3 dạng sản xuất:
v Sản xuất đơn chiếc
v Sản xuất hàng loạt ( lớn, vừa, nhỏ )
v Sản xuất hàng khối
- Mỗi dạng sản xuất có những đặc điểm riêng, phụ thuộc vào nhiều yếu tố khác nhau. Để xác định được dạng sản xuất, ta cần phải tính:
a. Sản lượng hàng năm của chi tiết:
Đây là số chi tiết đựơc sản xuất trong một năm, được tính bởi công thức:
...................................................................................................................................................................................................................................................................
I. Vật liệu:
Với chi tiết tay biên, ta chọn vật liệu chế tạo là gang xám GX 15-32, grafit dạng tấm thô. Với vật liệu gang xám GX 15-32 có thành phần hoá học như sau:
............................................................................
( Thiết kế đúc – trang 48 )
II. Phương pháp chế tạo phôi:
Do vật liệu chế tạo chi tiết là gang xám, cùng với việc chi tiết được sản xuất hàng loạt lớn nên chi tiết đựơc đúc cấp chính xác 2, cấp chính xác kích thước IT 15 – IT 16, thuộc nhóm phức tạp II. Chi tiết đựơc đúc trong khuôn bằng kim loại ( khuôn gang ) và có lõi là kim loại, với mặt phân khuôn nằm ngang. Đúc dưới áp lực thấp.
Sai lệch cho phép về kích thước chi tiết đúc: ± 0,5 ( mm )(B 3-3 tr 174 – ST1 )
Sai lệch về chiều dầy thành gân không gia công: ± 0,4 ( mm )(Tr81 – TK đúc)
Sai lệch cho phép về khối lựơng: 8% ( bảng 14 – trang 80 – Thiết kế đúc )
Lượng dư lớn nhất để gia công cơ khí vật đúc: 4 (mm) (B19-T83-TK Đúc )
Lượng co theo chiều dài của vật đúc: 1% ( B23-T90-TK Đúc )
Lượng dư gia công của chi tiết:
.............................................................................................................................................................................
II. Phân tích các quy trình công nghệ – Chọn quy trình:
Qua các quy trình đã được nêu ra, ta nhận thấy rằng ở từng quy trình đều có những ưu và nhược điểm. Riêng với quy trình công nghệ 1, ta thấy rằng đây là qui trình gia công hợp lý hơn so với các quy trình kia, với các ưu điểm sau:
- Trình tự gia công hợp lý
- Các sai số trong quá trình gia công ít xuất hiện do các chuẩn được chọn trong từng nguyên công đều theo các nguyên tắc chọn chuẩn
- Về mặt tính toán và thiết kế đồ gá tương đối dễ hơn so với các quy trình công nghệ còn lại
....................................................................................................................................................
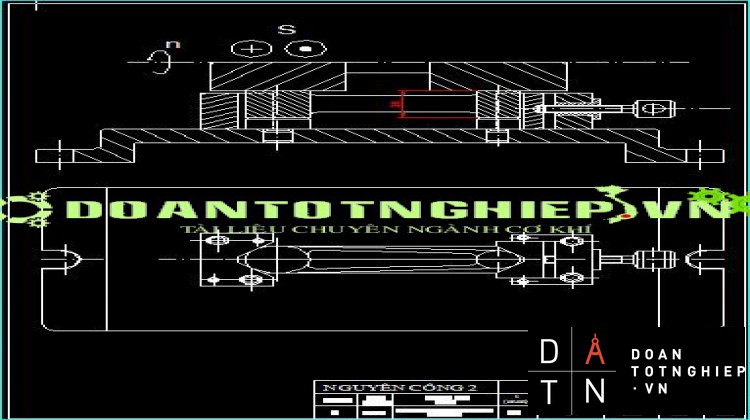
Nguyên công 3: KHOÉT – DOA – VÁT MÉP LỖ 20
I . Xác định lượng dư bằng phương pháp phân tích :
Phân tích tính chất làm việc cũng như yêu cầu từ đầu đề, ta nhận thấy rằng lỗ trục 300,05 có dung sai = 0,1 , Ra = 0,63 , cấp nhẵn bóng 8, ( Bảng 2-1 , Trang 17 , Cơ sởCNCTM Trường ĐHBKHN) nên để đạt đựơc độ nhám nầy ta cần phải gia công qua các bước: khoét thô, khoét tinh và doa tinh. ( Bảng 2-4 , Trang 142 , Cơ sở CNCTM Trường ĐHBKHN)
Do đây là chi tiết dạng càng, vật liệu là gang xám GX 15 – 32, nên ta có các bước công nghệ đạt được độ nhám , cấp chính xác như sau:
Phôi : Rz0 = 0, T0 = 0, 0 = 1.15 ( Do lỗ ban đầu là lỗ đặc)
Do chi tiết có vật liệu là gang xám nên sau bước thứ nhất có thể loại trừ được Ti, nên các bước gia công kế tiếp Ti = 0:
Khoan Rz1 = 50 m; T1= 0 ( CCX 12 )
Khoét Rz2= 40m; T2= 0 ( CCX 11 )
Doa Rz3= 10m; T3= 0 ( CCX10)
( B3-87, Trang 244, ST1)
- Sai số không gian của bề mặt gia công do bước gia công sát trước để lại.
- Giá trị cong vênh của lỗ được tính theo cả 2 phương hướng kính và hướng trục:
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG 2 LỖ TAY BIÊN CÓ RÃNH THEN







