THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG 2 LỖ (THANH TRUYỀN)

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG 2 LỖ (THANH TRUYỀN)

Phần 1: XÁC ĐỊNH DẠNG SẢN XUẤT
I. Phân tích chi tiết gia công:
1.Công dụng:
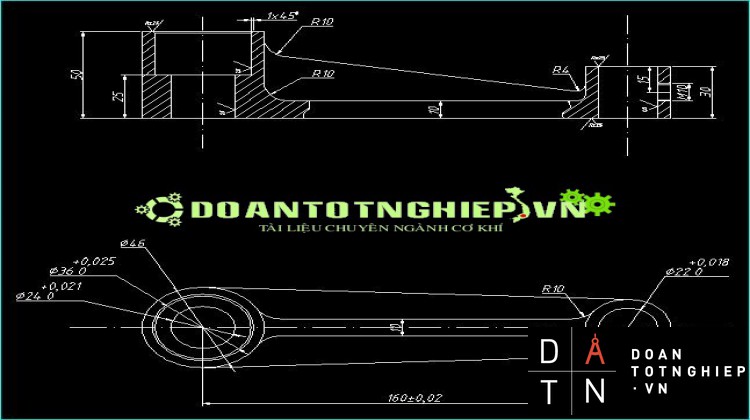
Đây là chi tiết dạng thanh làm việc với chức là một thanh điều chỉnh dạng chạc thay thế ,nó có nhiệm vụ trung gian để bánh răng chủ động và bánh răng ăn khớp với nhau thông qua thanh truyền thay thế điều chỉnh bánh răng trung gian
mục đích làm thay khoảng cách trục thay đổi tỷ sổ truyền dẫn đến làm thay đổi số vòng quay của trục chính :
tên chi tiết “THANH TRUYỀN"
phần thân là một thanh có chiều dài 199 mm có hai đầu trụ 46 (mm) và 32 (mm) và thân
2.Yêu cầu kỹ thuật:
Độ không song song giữa các bề mặt trong khoảng 0,01 mm trên toàn bộ chiều dài
Độ vuông giữa các lỗ với mặt đầu trong khoảng 0,05 (mm) trên 100 ( mm)bán kính
Độ nhám các bề mặt Rz 25
Cấp chính xác đạt cấp 6,
3. Vật liệu chế tao : gang xám 18 -36
II.Xác định dạng sản xuất:
- Trong chế tạo máy, người ta phân biệt thành 3 dạng sản xuất:
v Sản xuất đơn chiếc
v Sản xuất hàng loạt ( lớn, vừa, nhỏ )
v Sản xuất hàng khối
- Mỗi dạng sản xuất có những đặc điểm riêng, phụ thuộc vào nhiều yếu tố khác nhau. Để xác định được dạng sản xuất, ta cần phải tính:
a. Sản lượng hàng năm của chi tiết: đây là số chi tiết đựơc sản xuất trong một năm,
được tính bởi công thức:
.................................................................................................
b. Trọng lượng của chi tiết: được xác định theo công thức:
Q1 = V. (kg )
Trong đó:
Q1: trọng lượng của chi tiết ( kg )
V: thể tích của chi tiết ( dm3 )
: trọng lượng riêng của vật liệu chế tạo chi tiết
Với chi tiết giá đỡ kẹp là chi tiết dạng càng, vật liệu là gang xám, nên :
- Trọng lượng riêng của gang xám là: 7,2 (kg/dm3 )
Và ta phân chi tiết ra thành từng phần nhỏ để tính thể tích của chi tiết:
Qua hình vẽ phân tích chi tiết gia công thành từng vùng, ta tính thể tích từng vùng, sau đó tổng hợp các thể tích đó lại, ta có Trọng lượng của chi tiết là:
Q1 = 0,128159 x 7,4 = 0,95 (KG )
....................................
Phần 2: VẬT LIỆU VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. Vật liệu:
Với chi tiết dạng thanh truyền, ta chọn vật liệu chế tạo là gang xám GX 16-32, grafit dạng tấm thô. Với vật liệu gang xám GX 16-32 có thành phần hoá học như sau:
...............................................................................
( Thiết kế đúc – trang 48 )
II. Phương pháp chế tạo phôi:
Do vật liệu chế tạo chi tiết là gang xám, cùng với việc chi tiết được sản xuất hàng loạt lớn nên chi tiết đựơc đúc cấp chính xácII , cấp chính xác kích thước IT 15 – IT 16
Sai lệch cho phép về kích thước chi tiết đúc: ± 0,5 (mm) (bảng 3-3Tr 174 – ST1)
Sai lệch về chiều dầy thành gân không gia công: ± 0,8 (mm) (Tr 81 – TK đúc)
Sai lệch cho phép về kích thứơc mẫu: ± 0,5 ( mm ) (trang 207 – Thiết kế đúc)
Sai lệch cho phép về khối lựơng: 5% ( bảng 14 – trang 80 – Thiết kế đúc )
Lượng dư lớn nhất để gia công cơ khí vật đúc: 4 (mm) (B19-T83-TK Đúc )
Lượng co theo chiều dài của vật đúc: 1% ( B23-T90-TK Đúc )
Lượng dư gia công của chi tiết:
..............................................................................................
III. Chọn phương án gia công
Qua nghiên cứu ta thấy phương án 1 khả thi hơn phương II lý do :
1 - dễ thiết kế đồ gá
1 - các trình tự gia công hợp lý
2 - các chuẩn định vị
3 - vậy ta chọn phương án I
II. Phân tích các quy trình công nghệ – Chọn quy trình:
Qua các quy trình đã được nêu ra, ta nhận thấy rằng ở từng quy trình đều có những ưu và nhược điểm. Riêng với quy trình công nghệ 1 ta thấy rằng đây là qui trình gia công hợp lý hơn so với các quy trình kia, với các ưu điểm sau:
- Trình tự gia công hợp lý
- Các sai số trong quá trình gia công ít xuất hiện do các chuẩn được chọn trong từng nguyên công đều theo các nguyên tắc chọn chuẩn
- Về mặt tính toán và thiết kế đồ gá tương đối dễ hơn so với các quy trình công nghệ còn lại
- Thời gian thực hiện cho từng nguyên công được xem là thấp nhất so với các quy trình công nghệ kia
Tuy nhiên ở quy trình này có nhiều nguyên công hơn hẳn, nhưng đây ch&









