THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG ĐỐI XỨNG BK ĐH ĐÀ NẴNG

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG ĐỐI XỨNG BK ĐH ĐÀ NẴNG
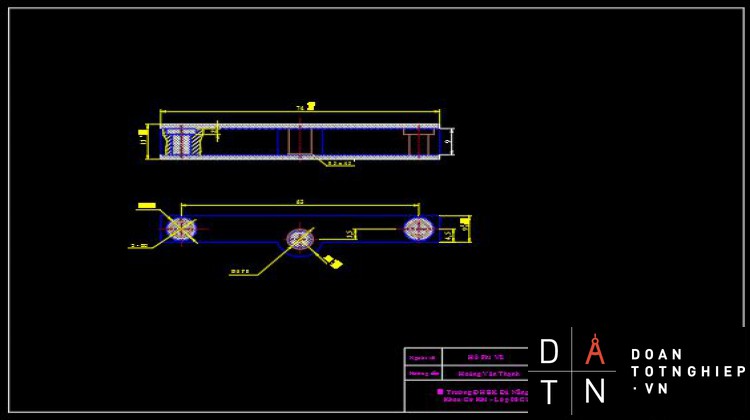
1: PHÂN TÍCH CHỨC NĂNG LÀM VIỆC VÀ TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT.
1, Phân tích chức năng làm việc của chi tiết.
a, Chức năng làm việc.
Là bộ phận nối giữa trục điều khiển và các bánh răng di trượt nhằm điều chỉnh sự ăn khớp của các cặp bánh răng (khi cần thay đổi tỷ số truyền trong hộp tốc độ).
b, Điều kiện làm việc.
Điều kiện làm việc không khắc nghiệt, chi tiết chỉ chịu mô men xoắn nhỏ khi làm việc (gạt cho các bánh răng ăn khớp với nhau) và chi tiết ít chịu tải, không mài mòn, có va đập khi làm việc, nhiệt độ làm việc không cao.
→ Từ chức năng và điều kiện làm việc của chi tiết ta thấy vật liệu chế tạo chi tiết là thép C45 là hợp lý.
Bảng1: Thành phần hóa học của thép 45
2, Phân tích tính công nghệ trong kết cấu của chi tiết.
a, Về yêu cầu kỹ thuật:
Với những yêu cầu kỹ thuật trên bản vẽ chi tiết là chưa phù hợp để đảm bảo chức năng và điều kiện làm việc của chi tiết là tối ưu. Đó là độ nhám mặt đầu của chi tiết Ra=1,25 μm quá nhỏ không cần thiết nên có thể chỉ cần lấy Ra=2,5 μm.
b, Về các phần tử kết cấu:
Cũng như các dạng chi tiết khác, đối với chi tiết dạng càng tính công nghệ có ý nghĩa quan trọng vì nó ảnh hưởng trực tiếp đến năng suất cũng như độ chính xác gia công. Do chi tiết thỏa mãn yêu cầu tính công nghệ trong kết cấu đối với chi tiết dạng càng như:
- Độ cứng vững của càng.
- Chiều dài của các lỗ cơ bản nên bằng nhau và các mặt đầu của chúng cùng nằm trên hai mặt phẳng song song với nhau là tốt nhất.
- Kết cấu của 2 càng nhỏ nên đối xứng qua trụ to ở giữa.
- Kết cấu của càng thuận lợi cho việc gia công nhiều chi tiết cùng một lúc.
- Hình dáng của càng thuận lợi cho việc chọn chuẩn thô và chuẩn tinh thống nhất.
Phần2: CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI.
1, Xác định phương pháp chế tạo phôi:
Đối với chi tiết đã có, có thể áp dụng các phương pháp chế tạo phôi sau đây:
a, Phôi dập:
Phôi dập thường dùng cho các loại chi tiết sau đây: trục răng côn, trục răng thẳng, các loại bánh răng khác, các chi tiết dạng càng, trục chữ thập, trục khuỷu. . .
Phôi dập có các đặc điểm:
- Sử dụng một bộ khuôn có kích thước lòng khuôn gần giống vật gia công.
- Độ chính xác của vật dập cao, đặc biệt là các kích thước theo chiều cao và sai lệch giữa hai nửa khuôn. Thông thường độ bóng của dập thể tích đạt được từ D 2 ¸D 4 ,độ chính xác đạt được ± 0,1¸± 0,05 .
- Trạng thái ứng suất vật gia công nói chung là nén khối, do đó kim loại có tính dẻo tốt hơn , biến dạng triệt để hơn , cơ tính sản phẩm cao hơn và có thể gia công vật phức tạp.
- Dễ cơ khí hoá nên năng suất cao.
- Hệ số sử dụng vật liệu cao.
- Thiết bị sử dụng có công suất lớn, chuyển động chính xác, chế tạo khuôn đắt tiền.
Do những đặc điểm trên nên dập thể tích chỉ dùng trong sản xuất hàng loạt và hàng khối.
b, Rèn tự do.
Ưu điểm của rèn tự do:
- Thiết bị rèn đơn giản , vốn đầu tư ít.
- Có khả năng loại trừ các khuyết tật đúc như rỗ khí, rỗ co.. .Biến tổ chức hạt thành tổ chức thớ , tạo được các tổ chức thớ uốn xoắn , do đó làm tăng cơ tính sản phẩm.
- Lượng hao phí kim loại khi rèn ít hơn khi gia công cắt gọt .
Các nhược điểm của rèn tự do:
- Độ chính xác kích thước , độ bóng bề mặt kém.
- Chất lượng vật rèn không đồng đều trong từng phần của chi tiết và giữa các loạt gia công chất lượng gia công còn phụ thuộc vào trình độ công nhân và trình độ tổ chức nơi làm việc.
Sử dụng trong sản xuất đơn chiếc, phục vụ công nghiệp sửa chữa, chế tạo máy.
c, Đúc trong khuôn kim loại:
Phôi đúc được chế tạo bằng cách rót kim loại lỏng vào khuôn có hình dạng và kích thước xác định, sau khi kim loại kết tinh ta thu được chi tiết có hình dạng kích thước theo yêu cầu.
Ưu điểm:
- Có thể đúc được tất cả các loại kim loại và hợp kim có thành phần khác nhau.
- Có thể đúc được các chi tiết có hình dạng và kết cấu phức tạp mà các phương pháp khác khó hoặc không chế tạo được.
- Tùy theo mức độ đầu tư công nghệ mà chi tiết đúc có thể đạt độ chính xác cao hay thấp.
- Dễ cơ khí hóa, tự động hóa, cho năng xuất cao, giá thành thấp và đáp ứng được tính linh hoạt trong sản xuất.
Nhược điểm:
- Tốn kim loại cho hệ thống đậu rót và đậu ngót.
- Để kiểm tra chất lượng của vật đúc cần phải có thiết bị hiện đại.
Tóm lại: Từ hình dạng của chi tiết đơn giản, vật liệu chế tạo chi tiết có tính dẻo cao, dạng sản xuất loạt nhỏ kết hợp với các phân tích trên ta chọn phương pháp chế tạo phôi là phôi dập.
2, Bản vẽ chi tiết lồng phôi:
Xác định lượng dư gia công cơ phụ thuộc vào phương pháp tạo phôi là dập trong khuôn hở, đặc điểm của phôi có hình dạng đơn giản.
Lượng dư mặt dưới và mặt trên tra bảng 3-17[III]là : 1,5mm.
Dung sai của phôi dập phục thuộc vào đặc tính vật liệu của phôi, độ phức tạp của chi tiết tra bảng 3-19 [III] để xác định dung sai cho chi tiết.
Phần3: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ.
1, Xác định đường lối công nghệ và phân tích các bề mặt làm chuẩn công nghệ.
a, Xác định đường lối công nghệ.
Đối với dạng sản xuất loạt vừa muốn chuyên môn hóa cao để có thể đạt được năng suất cao trong điều kiện sản xuất Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công ( ít bước công nghệ trong một nguyên công). Ở đây ta sử dụng các loại máy vạn năng kết hợp với các đồ gá dùng.
b, Phân tích các bề mặt chuẩn công nghệ.
Chọn phương pháp gia công thích hợp để đạt độ bóng và độ chính xác yêu cầu:
- Gia công mặt trên và mặt đáy để đạt được kích thước 9+0,022 ứng với cấp chính xác 8, độ bóng Ra = 1,25 μm cấp độ bóng là 7 dựa vào bảng 4 [VI] ta có thể áp dụng các phương pháp gia công sau:
- Phay thô.
- Phay tinh.
- Mài thô.
- Gia công lỗ Φ6F8 độ bóng Ra = 1,25 μm cấp độ bóng là 7 dựa vào bảng 4 [VI] ta có thể áp dụng các phương pháp gia công sau:
- Khoan.
- Doa thô.
- Gia công vát mép.
Có thể áp dụng các phương pháp gia công là:
- Phay sử dụng dao phay vát mép.
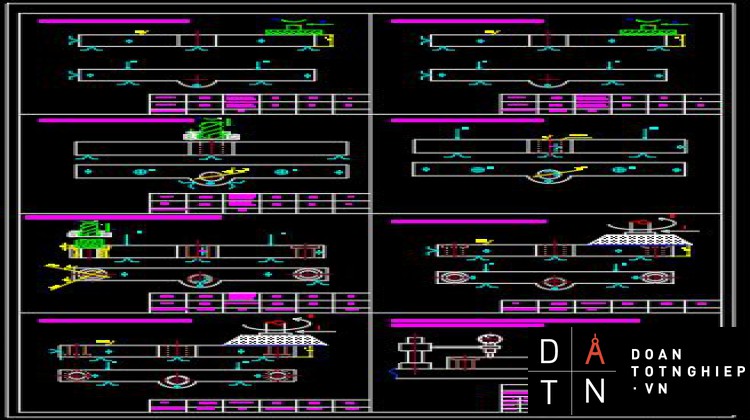
2, Xác định các nguyên công gia công và trình tự các nguyên công.
Nguyên công 1: Gia công mặt trên bằng dao phay mặt đầu trên máy phay đứng.
Nguyên công 2: Gia công mặt dưới bằng dao phay mặt đầu trên máy phay đứng.
Nguyên công 3: Khoan lỗ Φ6,doa lỗ để đạt độ nhám Ra = 1,25μm.
Nguyên công 4: Vát mép lỗ Φ6.
Nguyên công 5: Khoan các lỗ Φ5 và khoét lỗ Φ8.
Nguyên công 6: Mài thô mặt trên để đạt độ nhám Ra = 1,25μm.
Nguyên công 7: Mài thô mặt đáy để đạt độ nhám Ra = 1,25μm.
Nguyên công 8 : Kiểm tra độ vuông góc giữa lỗ Φ6 và mặt dưới, độ song song giữ mặt trên và mặt dưới.
3, Phân tích và lựa chọn máy, dao và đồ gá cho từng nguyên công và bước công nghệ.
a, Nguyên công 1: Phay mặt đầu mặt trên.
Định vị: Mặt phẳng dưới định vị 3 bậc bằng 3 chốt tỳ, mặt bên định vị 1 bậc tự do bằng 1 chốt tỳ, mặt trước định vị 2 bậc tự do bằng 2 chốt tỳ.
Kẹp chặt: Phương và chiều của lực kẹp như hình vẽ.
Chọn máy: Máy phay đứng vạn năng 6H12.
- Mặt làm việc của bàn máy : 400 ´ 1600mm.
- Công suất động cơ: N = 10kw, hiệu suất máy h = 0,75.
- Tốc độ trục chính: 30 ; 37,5 ; 47,5 ; 60 ; 75 ; 95 ; 118 ; 150 ; 190 ; 135 ; 300 ; 375 ; 475 ; 600 ; 750 ; 950 ; 1180 ; 1500.
- Lực cắt chiều trục lớn nhất cho phép tác dụng lên bàn máy:
Pmax=19,650N(2000kg).
Chọn dao:Chọn dao mặt đầu răng chắp mảnh hợp kim cứng.
- Các thông số dao: (bảng 4-95[III])
- Đường kính dao: D = 200mm.
- Đường kính cán dao: d(H7) = 32mm.
- Số răng: z = 8.
- Mác hợp kim: T15K6.
b, Nguyên công 2 phay mặt đầu mặt dưới.
Định vị: Mặt trên 3 bậc tự do bằng 3 chốt tỳ ( chuẩn tinh ) mặt bên và mặt trước định vị như nguyên công 1.
Máy, dao ta chọn như nguyên công 1.
c, Nguyên công 3: Khoan, doa lỗ Φ6.
Định vị: Chi tiết được định vị 3 bậc qua mặt phẳng đã qua gia công (chuẩn tinh) bằng 3 chốt tỳ, mặt trước 1 bậc tự do bằng 1 chốt tỳ, khối V ngắn định vị 2 bậc tự do ở mặt trụ.
Kẹp chặt: Phương chiều lực kẹp như hình vẽ, kẹp chặt bằng ren vít, sử dụng cơ cấu kẹp liên động.
Chọn máy: Chọn máy khoan đứng K135.
- Các đặc tính kỹ thuật của máy:
- Đường kính mũi khoan khi khoan thép có độ bền trung bình :
fmax = 35mm.
- Công suất động cơ: N = 6kw, hiệu suất h = 0,8.
- Số vòng quay trục chính trong một phút:
99,5 ; 135 ; 190 ; 267 ; 380 ; 540 ; 668 ; 950 ; 1360.
- Lượng chạy dao(mm/vòng):
0,1 ; 0,13 ; 0,17 ; 0,22 ; 0,28 ; 0,38 ; 0,5 ; 0,63 ; 0,82 ; 1,05 ; 1,4.
- Lực khoan chiều trục lớn nhất cho phép của cơ cấu chạy dao:
Pmax = 15700N (1600kg)
Chọn dao:
- Dựa vào bảng 4-40 [III] ta chọn: Mũi khoan ruột gà bằng thép gió đuôi côn loại ngắn: Đường kính d = 5,8 mm, chiều dài L = 133mm, chiều dài phần làm việc là l = 52mm.
- Dựa vào bảng 4-49[III] ta chọn: Mũi doa liền khối chuôi côn, đường kính d = 6 mm, L = 100 mm, l = 25 mm.
d, Nguyên công 4: Vát mép lỗ Φ6.
Định vị: Mặt phẳng đáy định vị 3 bậc tự do nhờ 3 chốt tỳ, lỗ Φ6 sử dụng chốt trụ ngắn định vị 2 bậc tự do, mặt sau định vị một bậc tự do nhờ 1 chốt tỳ.
Kẹp chặt: Phương chiều lực kẹp như hình vẽ, kẹp chặt bằng ren vít, sử dụng cơ cấu kẹp liên động.
Chọn máy: Chọn máy khoan đứng K135.
Chọn dao: Chọn dao khoét số 1(gia công thô) có phần làm việc bằng hợp kim BK8 có các thông số hình học:
g° = 5° ; a° = 10° ; j° = 45° ; j° = 30° ; w° = 10°.
e, Nguyên công 5: Gia công đồng thời khoan đồng thời 2 lỗ Φ5 rùi khoét đồng thời 2 lỗ Φ8 .
Định vị: Mặt phẳng đáy định vị 3 bậc tự do nhờ 3 chốt tỳ, lỗ Φ12 sử dụng chốt trụ ngắn định vị 2 bậc tự do, mặt sau định vị một bậc tự do nhờ 1 chốt tỳ.
Kẹp chặt: Phương chiều lực kẹp như hình vẽ, kẹp chặt bằng ren vít, sử dụng cơ cấu kẹp liên động.
Chọn máy: Chọn máy khoan đứng K135.
Chọn dao: Dựa vào bảng 4-40 [III] ta chọn: Mũi khoan hợp kim cứng đuôi côn loại ngắn: Đường kính d = 5mm, chiều dài L = 133mm, chiều dài phần làm việc là l = 52mm
Tra bảng 4-47[III] ta chọn: Mũi khoét để gia công mặt tựa kẹp chi tiết chuôi trụ: đường kính d = 8mm, chiều dài L = 80mm, chiều dài phần làm việc là l = 15 mm.
f, Nguyên công 6: Mài phẳng mặt phẳng trên.
Định vị: Mặt phẳng dưới định vị 3 bậc bằng 3 chốt tỳ, mặt bên định vị 1 bậc tự do bằng 1 chốt tỳ, mặt trước định vị 2 bậc tự do bằng 2 chốt tỳ.
Kẹp chặt: Phương và chiều của lực kẹp như hình vẽ.
Chọn máy: Tra bảng 13[VI] phần phụ lục ta chọn máy mài phẳng, bàn hình chữ nhật 3M82
- Mặt làm việc của bàn máy : 320 ´ 1000mm.
- Tốc độ dịch chuyển của bàn máy: 2 ÷ 40 m/phút.
- Chạy dao ngang sau 1 hành trình kép của bàn máy: 0,5 ÷ 30 mm.
- Số vòng quay của trục chính: nm = 1450 ( vòng / phút).
- Công suất động cơ: N = 10kw,
- Kích thước máy: 1845 x 3505 mm.
Chọn dao:Tra bảng 4-170[ III ]: Chọn loại đá mài K có các thông số D = 450 mm, H = 63mm,
g, Nguyên công 7: Mài phẳng mặt phẳng dưới.
Định vị, kẹp chặt, chọn máy, và chọn dao tương tự như nguyên công 7.
4, Xác định lượng dư tổng cộng cho từng bề mặt gia công của chi tiết.
Lượng dư gia công được xác định hợp lý về trị số và dung sai sẽ góp phần bảo đảm hiệu quả kinh tế của quá trình công nghệ vì :
- Lượng dư quá lớn sẽ tốn nguyên vật liệu , tiêu hao lao động để gia công nhiều đồng thời tốn năng lượng điện , dụng cụ cắt , vận chuyển nặng . . . dẫn đến giá thành tăng.
- Ngược lại , lượng dư quá nhỏ sẽ không đủ để hớt đi các sai lệch của phôi để biến phôi thành chi tiết hoàn chỉnh.
Trong công nghệ chế tạo máy , người ta sử dụng hai phương pháp sau đây để xác định lượng dư gia công:
- Phương pháp thống kê kinh nghiệm.
- Phương pháp tính toán phân tích.
Phương pháp thống kê kinh nghiệm xác định lượng dư gia công bằng kinh nghiệm. Nhược điểm của phương pháp này là không xét đến những điều kiện gia công cụ thể nên giá trị lượng dư thường lớn hơn giá trị cần thiết.
Ngược lại , phương pháp tính toán phân tích dựa trên cơ sở phân tích các yếu tố tạo ra lớp kim loại cần phải cắt gọt để tạo ra chi tiết hoàn chỉnh.
Trong đồ án này chỉ tính lượng dư theo phương pháp phân tích cho nguyên công 3, còn lại là thống kê kinh nghiệm.
a, Nguyên công 1: Phay mặt đầu mặt trên.
Tra bảng 3-142 [III] cho lượng dư gia công mặt phẳng ta có:
Lượng dư phôi dập trước khi gia công thô là: 2mm.
Lượng dư để lại cho gia công tinh là: 1mm, dung sai +0,3mm.
Lượng dư để lại cho mài thô là: 0,3mm, dung sai +0,1mm.
b, Nguyên công 2: Phay mặt đầu dưới.
Tra bảng 3-142 [III] cho lượng dư gia công mặt phẳng ta có:
Lượng dư phôi dập trước khi gia công thô là: 2mm.
Lượng dư để lại cho gia công tinh là: 1mm, dung sai +0,3mm.
Lượng dư để lại cho mài thô là: 0,3mm, dung sai +0,1mm.
c, Nguyên công 3: Khoan, doa lỗ Φ6.
Gia công lỗ F6 đạt các yêu cầu sau đây:
Độ nhám bề mặt : Ra = 1,25mm.
Vật liệu : Thép C45.
Chi tiết máy: Càng.
Trình tự gia công bề mặt lỗ F6 của càng gạt gồm các nguyên công sau:
- Khoan lỗ đặc.
- Doa thô lỗ.
- Doa tinh lỗ.
Cả hai nguyên công trên đều có cùng chuẩn định vị là: Chi tiết được định vị 3 bậc qua mặt phẳng đã qua gia công (chuẩn tinh) bằng 3 chốt tỳ, mặt trước 1 bậc tự do bằng 1 chốt tỳ, khối V ngắn định vị 2 bậc tự do ở mặt trụ.
Lượng dư gia công tính cho các bước khoan, doa lỗ F6.
Công thức tính:
Trong đó :
RZa : Chiều cao nhấp nhô tế vi do bước công nghệ sát trước để lại.
Ta : Chiều sâu lớp hư hỏng bề mặt do bước công nghệ sát trước để lại.
ra : Sai lệch về vị trí không gian do bước công nghệ sát trước để lại ( độ cong vênh, độ lệch tâm, độ không song song …)
eb : Sai số gá đặt chi tiết ở bước công nghệ đang thực hiện.
Trình tự tính toán được thực hiện như sau:
- Xác định các giá trị Rza; Ta; ra và εb.
- Xác định các giá trị Rza và Ta:
Tra bảng 10 và bảng 13 [VI] ta có: Chất lượng bề mặt của phôi dập Rza= 150μm, Ta = 200 μm. Các thông số đạt được khi gia công lỗ, khoan bằng mũi khoan ruột gà Rza= 40μm, Ta = 60 μm. Doa thô lỗ Rza= 10μm, Ta = 25 μm, doa tinh Rza= 5μm, Ta = 10 μm.
- Xác định các giá trị ra:
Đối với phôi dập ta có công thức:
- độ lệch của khuôn dập( phôi trong khuôn bi lệch so với tâm danh nghĩa của phôi). Độ lệch này phụ thuộc vào khối lượng của phôi tra bảng 3-77[III] ta có 0,5 mm.
– độ cong của phôi thô(độ cong của đường tâm phôi) tra bảng 3-74[III]
( – độ cong đơn vị, )
L là chiều dài phôi.
→ = 0,5mm = 500
Tính sai lệch không gian còn lại sau các nguyên công:
Sau khoan: .
Sau doa thô:
Sau doa tinh:.
- Xác định sai số gá đặt
Sai số gá đặt chi tiết eb ở bước nguyên công đang thực hiện được xác định bằng tổng véctơ sai số chuẩn ec và sai số kẹp chặt ek, nếu không xét đến sai số đồ gá:
eb1 = Trong đó:
ec : sai số chuẩn.
ec = 0 do gốc kích thước trùng với chuẩn định vị.
tra bảng 23 [VI] ta có εb1 = εk = 100
Ở bước công nghệ tiếp theo doa thô ta có:
= 0,06.100 + 50 = 56 .
là sai số gá đặt bổ sung khi gia công trên máy có nhiều trục chính.
- Tính lượng dư nhỏ nhất:
)
Khoan : ) = 1720 .
Doa thô: ) = 327 .
Dao tinh: ) = 73 .
- Tính kích thước tính toán:
Bằng cách ghi kích thước lớn nhất của chi tiết vào hàng cuối cùng, còn các kích thước khác thì lấy kích thước trước đó trừ đi lượng dư tính toán nhỏ nhất. Như vậy ta có:
- Doa tinh: d3 = 6,018 mm.
- Doa thô: d2 = 6,018 – 0,073 = 5,945 mm.
- Khoan: d1 = 5,945 – 0,327 = 5,618 mm.
- Tra dung sai của các nguyên công: theo bảng 3 – 87 [III] ghi kết quả vào cột 8:
- Tính kích thước giới hạn lớn nhất:
Là giá trị của cột 7 làm tròn theo số có nghĩa của dung sai lấy xuống.
- Tính kích thước nhỏ nhất: bằng cách lấy kích thước giới hạn lớn nhất trừ đi dung sai nguyên công.
- Tính lượng dư giới hạn:
2Zmin = bmax - amax
2Zmax = bmin - amin
|
Thứ tự các nguyên công và các bước của bề mặt phải tính lượng dư. |
Các yếu tố tạo thành lượng dư |
Giá trị tính toán |
Dung sai (mm) |
Kích thước giới hạn (mm)
|
Trị số giới hạn của lượng dư (mm) |
||||||
|
Rza |
Ta |
ra |
eb |
Zbmin (mm) |
dt (mm) |
d |
dmax |
dmin |
2Zmin |
2Zmax |
|
|
Phôi |
150 |
200 |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
|
Khoan |
40 |
60 |
30 |
100 |
1720 |
5,618 |
120 |
5,618 |
5,498 |
|
|
|
Doa thô |
10 |
25 |
1,5 |
56 |
327 |
5,945 |
48 |
5,945 |
5,897 |
327 |
399 |
|
Doa tinh |
5 |
10 |
0,06 |
- |
73 |
6,018 |
18 |
6,018 |
6 |
73 |
103 |
Các thông số trong bảng:
dt là kích thước tính toán.
Zbmin : giá trị nhỏ nhất của lượng dư gia công tính cho bước công nghệ đang thực hiện.
dmin ,dmax : kích thước giới hạn tại mỗi bước công nghệ.
Zmin , Zmax : lượng dư lớn nhất và nhỏ nhất tại mỗi bước công nghệ.
Kiểm tra:
- Lượng dư tổng cộng:
2Zomax = 399 + 103 = 502 .
2Zomin = 327 + 73 = 400 .
- Kiểm tra:
dzo = 2Zomax - 2Zomin = 502 - 400 = 102
= d2 - d4 = 120 - 18 = 102
d, Nguyên công 4:
Do bề mặt vát mép không yêu cầu độ nhám nên chỉ gia công một lần không xác định lượng dư.
e, Nguyên công 5:
Tra bảng 3-128 [III]: Khoan bằng một mũi khoan đạt độ chính xác 11, do bề mặt không yêu cầu độ bóng nên cũng không cần phải xác định lượng dư.
5, Xác định chế độ cắt cho từng nguyên công và bước công nghệ.
a, Nguyên công 1:
Tra chế độ cắt:
- Bước 1: gia công thô.
Chiều sâu cắt: t = 1mm.
Tra bảng 5-125 [IV] Lượng chạy dao răng: Sz = 0,13mm/răng.
Þ Lượng chạy dao vòng: S = Sz.Z = 8´0,13 = 1,04mm/vòng.
Tốc độ cắt tra bảng 5-126[IV]: Vb = 266m/phút.
Tốc độ tính toán:
Vt = Vb.k1.k2.k3.k4.k5
Trong đó:
k1: Hệ số điều chỉnh phụ thuộc cơ tính của thép k1=1,26.
k2: Hệ số điều chỉnh phụ thuộc mác hợp kim k2 = 1.
k3: Hệ số điều chỉnh phụ thuộc vào trạng thái bề mặt gia công k3 = 0,9.
k4: Hệ số điều chỉnh phụ thuộc chiều rộng phay k4 = 1,13.
k5: Hệ số điều chỉnh phụ thuộc góc nghiêng chính, k5 = 1.
Þ Vt = 266.1,26.1.0,9.1,13.1 = 340 m/phút.
Tốc độ trục chính:
n = = 541 vòng/phút.
Chọn tốc độ máy: n= 600 vòng/phút.
Þ Tốc độ cắt thực tế:
= = 377 m/phút.
Lượng chạy dao phút:
Sp = nm.S = 600.1,04 =624mm/phút.
- Bước 2: gia công tinh.
Chiều sâu cắt: t = 0,7mm.
Lượng chạy dao răng: Sz = 0,13mm/răng.
Þ Lượng chạy dao vòng: S = Sz.Z = 8´0,13 = 1,04mm/vòng.
Tốc độ cắt tra được bảng 5-126[IV]: Vb = 298m/phút.
Tốc độ tính toán:
Vt = Vb.k1.k2.k3.k4.k5
Trong đó:
k1=1,26; k2 = 0,8; k3 = 0,9; k4 = 1,13; k5 = 1.
Þ Vt = 298.1,26.1.0,9.1,13.1 = 382 m/phút.
Tốc độ trục chính:
n = = 608 vòng/phút.
Chọn tốc độ máy: n= 750 vòng/phút.
Þ Tốc độ cắt thực tế:
= = 471 m/phút.
Lượng chạy dao phút:
Sp = nm.S = 750.1,04 =780mm/phút.
Bảng chế độ cắt.
|
6H12 |
377 |
600 |
1 |
1,04 |
624 |
|
6H12 |
471 |
750 |
0,7 |
1,04 |
780 |
|
Tên máy |
V(m/phút) |
n(v/phút) |
t(mm) |
S(mm/vg) |
S(mm/ph) |
b, Nguyên công 2:
Tra chế độ cắt:
- Bước 1: gia công thô.
Chiều sâu cắt: t = 1mm.
Tra bảng 5-125 [IV] Lượng chạy dao răng: Sz = 0,13mm/răng.
Þ Lượng chạy dao vòng: S = Sz.Z = 8´0,13 = 1,04mm/vòng.
Tốc độ cắt tra bảng 5-126[IV]: Vb = 266m/phút.
Tốc độ tính toán:
Vt = Vb.k1.k2.k3.k4.k5
Trong đó:
k1: Hệ số điều chỉnh phụ thuộc cơ tính của thép k1=1,26.
k2: Hệ số điều chỉnh phụ thuộc mác hợp kim k2 = 1.
To = (phút)
Trong đó:
L – Chiều dài bề mặt gia công (mm).
L1 – Chiều dài ăn dao (mm).
L2 – Chiều dài thoát dao (mm).
S – Lượng chạy dao vòng(mm/vòng).
n – Số vòng quay hoặc hành trình kép trong 1 phút.
a, Nguyên công1.
- Bước 1:
Tra bảng 31 [VI] ta có:
+ (0,5 + 3) = + 3,5 = 18 (mm)
t là chiều sâu cắt.
D là đường kính dao.
L2 = (2 ÷ 5) mm. Chọn L2 = 3 mm.
L = 74 mm.
S = 1,04 mm.
n = 600 v/phút.
→ To = = = 0,15 (phút)
→ Ttc = 1,26To = 1,26 . 0,15 = 0,19 (phút).
- Bước 2:
Tra bảng 31 [VI] ta có:
+ (0,5 + 3) = + 3,5 = 15 (mm)
t là chiều sâu cắt.
D là đường kính dao.
L2 = (2 ÷ 5) mm. Chọn L2 = 3 mm.
L = 74 mm.
S = 1,04 mm.
n = 750 v/phút.
→ To = = = 0,12 (phút)
→ Ttc = 1,26To = 1,26 . 0,12 = 0,15 (phút).
b, Nguyên công 2:
- Bước 1:
Tra bảng 31 [VI] ta có:
+ (0,5 + 3) = + 3,5 = 18 (mm)
t là chiều sâu cắt.
D là đường kính dao.
L2 = (2 ÷ 5) mm. Chọn L2 = 3 mm.
L = 74 mm.
S = 1,04 mm.
n = 600 v/phút.
→ To = = = 0,15 (phút)
→ Ttc = 1,26To = 1,26 . 0,15 = 0,19 (phút).
- Bước 2:
Tra bảng 31 [VI] ta có:
+ (0,5 + 3) = + 3,5 = 15 (mm)
t là chiều sâu cắt.
D là đường kính dao.
L2 = (2 ÷ 5) mm. Chọn L2 = 3 mm.
L = 74 mm.
S = 1,04 mm.
n = 750 v/phút.
→ To = = = 0,12 (phút)
→ Ttc = 1,26To = 1,26 . 0,12 = 0,15 (phút).
c, Nguyên công 3:
- Bước 1:
Tra bảng 28 [VI] ta có:
(0,5 ÷ 2) = 1 = 3,5 (mm)
d là đường kính mũi khoan.
φ = (400 ÷ 600) góc nghiêng của mép ngang chọn φ = 500.
L2 = (1 ÷ 3) mm. Chọn L2 = 2 mm.
L = 9 mm.
S = 0,16 mm.
n = 1360 v/phút.
→ To = = = 0,07 (phút)
→ Ttc = 1,26To = 1,26 . 0,07 = 0,09 (phút).
- Bước 2:
Tra bảng 28 [VI] ta có:
(0,5 ÷ 2) = 1 = 1,1 (mm)
d là đường kính lỗ.
D là đường kính mũi doa.
φ = 450.
L2 = (1 ÷ 3) mm. Chọn L2 = 2 mm.
L = 9 mm.
S = 0,16 mm.
n = 1360 v/phút.
→ To = = = 0,1 (phút)
→ Ttc = 1,26To = 1,26 . 0,1 = 0,13 (phút).
d, Nguyên công 4:
Tra bảng 28 [VI] ta có:
L1 = (0,5 ÷ 2)mm. Ta lấy L1 = 1 mm.
L = 0,5 mm
S = 0,42 mm.
n = 950 v/phút.
→ To = = = 0,004 (phút)
→ Ttc = 1,26To = 1,26 . 0,004 = 0,005 (phút).
d, Nguyên công 5:
- Bước 1:
Tra bảng 28 [VI] ta có:
(0,5 ÷ 2) = 1 = 3,1 (mm)
d là đường kính mũi khoan.
φ = (400 ÷ 600) góc nghiêng của mép ngang chọn φ = 500.
L2 = (1 ÷ 3) mm. Chọn L2 = 2 mm.
L = 9 mm.
S = 0,16 mm.
n = 1360 v/phút.
→ To = = = 0,07 (phút)
→ Ttc = 1,26To = 1,26 . 0,07= 0,09 (phút).
- Bước 2:
Tra bảng 28 [VI] ta có:
L1 = (0,5 ÷ 2)mm. Ta lấy L1 = 1 mm.
L = 2 mm
S = 0,42 mm.
n = 1360 v/phút.
→ To = = = 0,005 (phút)
→ Ttc = 1,26To = 1,26 . 0,005 = 0,007(phút).
e, Nguyên công 6 và 7:
Tra bảng 32 [VI] ta có:
To = 2.1,2
Với: L1= 5 mm; L2= 5 mm.
L = 74 mm.
m - Số chi tiết được gia công đồng thời trên bàn máy,lấy m = 1
vb - Vận tốc chi tiết,vct= 10 m/ph.
Sc - Lượng tiến dao theo chiều sâu của đá,Sc = 0,123 mm.
Bk- Chiều rộng của đá ,Bk = 63 mm.
Bc - Chiều rộng của chi tiết,Bc= 9 mm.
t - Chiều sâu mài cho một hành trình kép của bàn máy,t = 0,15 mm.
h – Lượng dư tổng cộng, h = 0,3mm.
→ To = 2.1,2 2.1,2 = 0,4(phút)
→ Ttc = 1,26To = 1,26 . 0,4 = 0,5(phút).
Phần 4: TÍNH TOÁN THIẾT KẾ ĐỒ GÁ GIA CÔNG.
1, Phân tích sơ đồ gá đặt.
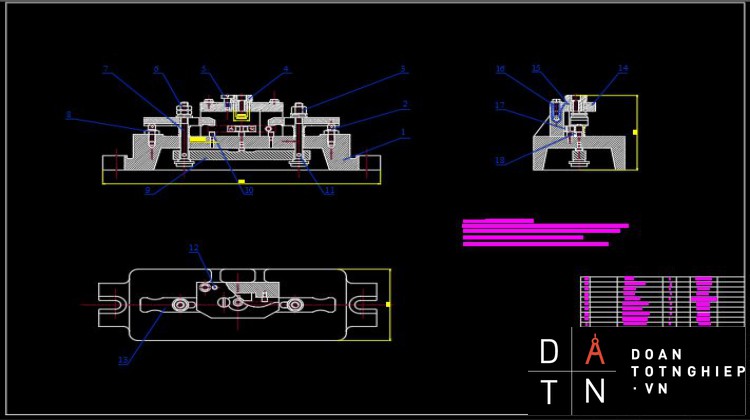
Thiết kế đồ gá cho nguyên công 3: Gia công lỗ Φ6 trên máy khoan đứng A135.
Do dạng sản xuất loạt nhỏ gia công khoan lỗ trên máy khoan đứng bằng phương pháp tự động đạt kích thước nhờ vào vị trí của các bạc dẫn lắp trên các phiến dẫn của đồ gá có tác dụng dẫn hướng trực tiếp cho các dụng cụ cắt.
a, Định vị:
Chi tiết được định vị 6 bậc tự do để xác định đúng lỗ tâm của chi tiết gia công.
- Mặt đáy của chi tiết được định vị 3 bậc tự do thông qua 3 chốt tì cố định hạn chế chuyển động của chi tiết theo 3 phương:
- Tịnh tiến theo trục z.
- Xoay quanh trục x và trục y.
- Bề mặt trụ của chi tiết được định vị 2 bậc tự do thông qua khối V ngắn hạn chế chuyển động của chi tiết theo 2 phương:
- Tịnh tiến theo trục x và trục y.
Lý do ta chọn chuẩn như vậy sẽ bảo đảm vị trí đúng đắn giữa lỗ cơ bản và vành ngoài không gia công, hình vành khăn giữa vành tròn ngoài và lỗ cơ bản được đều đặn.
- Mặt trước của chi tiết được định vị 1 bậc tự do thông qua 1 chốt tỳ cố định để hạn chế chuyển động của chi tiết theo phương xoay quanh trục z.
b, Kẹp chặt:
Kẹp chặt bằng ren vít sử dụng cơ cấu kẹp liên động.
2, Tính toán lực cắt và các ảnh hưởng khác lên chi tiết.
*Nhận xét: Do lực cắt Po và momen xoắn Mx của bước nguyên công doa nhỏ hơn rất nhiều so với lực cắt Po và momen xoắn Mx của bước khoan, do đó ta chỉ cần xác định P0 và Mx của bước khoan để tính toán lực kẹp cho đồ gá là đủ cứng vững cho cả nguyên công.
Momen xoắn Mx khi khoan được tính theo công thức:
MX = 10 .CM.Dq. S y.Kp
Tra bảng 5-32 [IV] ta có: CM = 0,0345 ; q = 2 ; x = 0 ; y = 0,8
Hệ số tính đến các yếu tố gia công thực tế, trong trường hợp này chỉ phụ thuộc vào vật liệu gia công và được xác định bằng kp = kMP. Tra bảng 5-9 [IV]: 1 ; vật liệu chế tạo chi tiết thép C45 có,
kp = kMP = 1.
D = 5,8 mm.
S = 0,16 mm.
→ MX = 10 .CM.Dq. S y.Kp = 10. 0,0345.5,82.0,160,8.1 = 2,7 N.m
Lực theo chiều trục P0 được tính theo công thức:
P0 = 10.Cp.Dq. S y.Kp
Tra bảng 5 – 32 [IV]: Cp = 68 ; q = 1 ; x = 0 ; y = 0,7
kp = 1.
→ P0 = 10.Cp.Dq. S y.Kp = 10. 68.5,81.0,160,7.1 = 1093 N.
3, Xác định lực kẹp chặt tác dụng vào chi tiết.
Khi chọn cơ cấu kẹp cần chú ý trong quá trình gia công lực cắt là một đại lượng thay đổi cả về giá trị, phương tác động và điểm tác động. Các yếu tố làm cho lực cắt không ổn định có rất nhiều như dộ không đồng đều của lượng dư, độ mòn của dao hoặc đặc tính gia công…. Cơ cấu kẹp chặt phải đảm bảo yêu cầu sau đây:
- Khi kẹp chặt không được phá hỏng vị trí của chi tiết đã được định vị chính xác.
- Trị số của lực kẹp vùa đủ để chi tiết không bị xê dịch và rung động dưới tác dụng của lực cắt và các ảnh hưởng khác trong quá trình gia công, nhưng lực kẹp không quá lớn khiến cho cơ cấu kẹp to, thô và làm vật gia công biến dạng.
- Không làm hỏng bề mặt do lực kẹp tác dụng vào.
- Kết cấu nhỏ, đơn giản, gọn nhất có thể nhưng bảo đảm đủ đọ bền không biến dạng khi chịu lực, tháo tác nhanh, ít tốn sực, dễ bảo quản và sửa chữa….
→ Từ những yêu cầu trên ta đưa ra phương án xác định lực kẹp như sau:
a, Phương và chiều của lực kẹp.
Phương và chiều của lực kẹp có liên quan mật thiết với chuẩn định vị chính, chiều của trọng lượng bản thân chi tiết gia công, chiều của lực cắt. Nên ta chọn phương của lực kẹp thẳng góc với mặt định vị chính, như thế sẽ có diện tích tiếp xúc tốt nhất, giảm được áp suất do lực kẹp gây ra.
Chiều của lực kẹp ta chọn hướng từ ngoài vào mặt phẳng định vị vì như thế lực kẹp sẽ cùng chiều với lực cắt và trọng lượng bản thân của vật gia công, lực kẹp sẽ nhỏ hơn, cơ cấu kẹp gọn nhẹ, thao tác kẹp đỡ tốn sức. Chiều lực kẹp như vậy là tốt nhất.
b, Điểm đặt của lực kẹp.
Điểm đặt của lực kẹp cần phải tránh chi tiết nhận thêm ngoại lực và mô men quay. Điểm đặt tốt nhất phải tác dụng lên vị trí của chi tiết có độ cứng vững lớn nhất và nên ở ngay điểm đỡ hoặc trong phạm vi diện tích đỡ.
c, Xác định độ lớn lực kẹp cần thiết.
Lực kẹp cần thiết: W=K.Wtt
- Tính K: là hệ số an toàn có tính đến khả năng làm tăng lực cắt trong quá trình gia công.
K=ko.k1.k2.k3.k4.k5.k6
ko: hệ số an toàn cho tất cả các trường hợp, ko = 1,5.
k1: hệ số làm tăng lực cắt khi dao mòn, k1 = 1,5.
k2: hệ số số tính đến trường hợp tăng lực cắt khi độ bóng thay đổi, khi gia công thô k2=1,2.
k3: hệ số tăng lực cắt khi gia công gián đoạn, k3=1,2.
k4: hệ số tính đến sai số của cơ cấu kẹp chặt, khi kẹp bằng tay k4=1,3.
k5: hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay,k5 = 1,2.
k6: hệ số tính đến mô men làm quay chi tiết, k6 = 1.
→ K = 1,5.1,5.1,2.1,3.1,2.1 = 4,3.
- Tính Wtt :
- Sơ đồ lực tác dụng lên chi tiết:
Lực tác dụng lên chi tiết bao gồm:
N0,N1,N3: Phản lực của chốt tỳ cố định
P0 : Lực cắt chiều trục.
Mx : Mô men xoắn do cắt gây ra.
W1, W2 : Lực kẹp chi tiết.
F’ms1, F’ms2: Các lực ma sát trên bề mặt tiếp xúc giữa Chốt tỳ và chi tiết.
Fms1, Fms2 : là lực ma sát của mỏ kẹp lên chi tiết.
a = 30 (mm) là khoảng các tâm mũi khoan đến mỏ kẹp.
- Các phương trình cân bằng lực:
Phương trình cân bằng momen qua đường tâm lỗ trụ giữa:
Mx – ( Fms1 + Fms2 + F’ms1 + F’ms2 ).a = 0 (*)
Trong đó:
Fms1 = W1 . f1.
Fms2 = W2 . f1.
F’ms1 = N1 . f2.
F’ms2 = N2 . f2.
Tra bảng 34 [VI] ta có:
f1 là hệ số ma sát giữa bề mặt chi tiết đã gia công với mỏ kẹp f1 = 0,3.
f2 là hệ số ma sát giữa bề mặt chi tiết đã gia công với các chốt tỳ f2 = 0,12.
Vì chi tiết đối xứng nên W1 = W2 = N1 = N2 = W.
Từ (*) →
→ Lực kẹp cần thiết: W=K.Wtt = 4,3 . 107 = 460 (N).
4, Phân tích và lựa chọn phương án sử dụng nguồn sinh lực.
Sau khi tính được lực kẹp chặt cần thiết, ta phải tính các thông số của cơ cấu kẹp chặt phôi để sinh ra lực kẹp cần thiết đó. Có nhiều loại cơ cấu kẹp chặt ở đây ta chọn cơ cấu kẹp ren vít thông qua đòn bẩy do lực kẹp cần thiết không lớn lắm, cơ cấu kẹp chặt dùng ren vít thao tác bằng tay được sử dụng khá rộng rãi trong các đồ gá gia công trên máy cắt kim loại. Khi kẹp bằng ren vít ta dùng bu lông và đai ốc để tạo lực kẹp. Ưu điểm của kẹp bằng ren vít là: kết cấu đơn giản, có thể dùng trong nhiều công việc khác nhau, lực kẹp lớn, tự hãm tốt. Nhưng nhược điểm phải quay nhiều vòng mất thời gian, lực kẹp không đều ở các chi tiết gia công khác nhau, khi kẹp chặt có khả năng làm dịch chuyển chi tiết do lực ma sát trên đầu vít.
Tra bảng 8 – 30 [IV]: Ta chọn l1= 28 mm, l2 = 30 mm.
Tra bảng 8 – 54 [IV]: Ta có công thức tính lực phát động Q:
Với q là lực nén lò xo.
- Kẹp bằng ren vít:
Đường kính danh nghĩa ( đường kính ngoài của ren) được xác định theo công thức:
Trong đó Q = 939(N) là lực kẹp yêu cầu; c = 1,4 với ren hệ mét.
ứng suất kéo với ren vít chế tạo từ thép 45, có thể lấy σ = 800÷ 1000(N/mm2) ta chọn σ = 800(N/mm2).
→ mm.
Do đường kính tính toán được làm tròn theo chiều tăng. Người ta thường sử dụng ren từ M6 đến M48 nên ta chọn d = M8.
- Lực của tay vặn được tính thức công thức sau:
Trong đó
rtb bán kính trung bình của ren rtb = 0,45.d = 3,6 mm.
α là gó nâng ren α = 2030’.
ρ Góc ma sát ren ρ = 10o30’.
Mms mômen ma sát trên mặt tỳ của đai ốc hoặc tại chỗ tiếp xúc của mặt đầu vít kẹp.
Với Dng = 1,7.d = 1,7.8 =13,6 (mm)
dtr = d = 8 (mm), f = 0,15
Momen tháo kẹp .
Do không đủ không gian để đặt tay vặn ta tra bảng 8 – 51 [IV] vít kẹp đường kính ren tiêu chuẩn d = 8 mm. Đai ốc : đường kính ren tiêu chuẩn d = 8 m.
Chiều dài tay vặn cờ lê L = 120 mm,
Gọi lực cần thiết tác động vào tay vặn là P.
Ta có phương trình cân bằng momen:
5, Tính toán sai số chuẩn và sai số kẹp chặt.
Nhận thấy rằng đồ gá là dụng cụ có nhiệm vụ cố định chi tiết cần gia công trên bàn máy của máy cắt kim loại, tức là nó bảo đảm vị trí tương quan giữa dao và chi tiết. Cho nên sai số của đồ gá khi chế tạo và lắp giáp sẽ ảnh hưởng trực tiếp đến sai số của kích thước khi gia công, cụ thể nó ảnh hưởng đến sai số vị trí tương quan giữa bề mặt gia công và bề mặt chuẩn chọn làm định vị.
Nếu chi tiết được gia công bằng dao định hình hoặc dao định kích thước thì sai số của đồ gá không ảnh hưởng đến kích thước và sai số hình dáng của bề mặt gia công. Nhưng khi gia công bằng phiến dẫn dụng cụ thì sai số đồ gá ảnh hưởng đến khoảng cách tâm của các lỗ gia công và khoảng cách từ mặt định vị tới tâm lỗ. Độ không song song giữa các mặt định vị và mặt đáy của đồ gá sẽ gây sai số cùng dạng giữa bề mặt gia công và bề mặt chuẩn.
a, Sai số chuẩn.
ec: Sai số chuẩn do chuẩn định vị không trùng với gốc kích thước gây ra có giá trị bằng lượng biến động của gốc kích thước chiếu lên phương kích thước thực hiện. Độ lớn của sai số chuẩn phụ thuộc vào sơ đồ định vị và độ chính xác của mặt chuẩn trên phôi bao gồm cả dung sai kích thước sai số hình dáng và vị trí tương quan của nó. Sai số chuẩn được xác định bằng các phép tính hình học khi xét chuỗi kích thước.
H là kích thước ban đầu và là khoảng cách từ tâm bạc dẫn đến khối V. H là hằng số.
2α = 900 góc khối V.
b là khoảng cách từ tâm khối V đến đường sinh thấp nhất của phôi.
h là khoảng cách từ tâm bạc dẫn đến đường sinh thấp nhất của phôi.
d là đường kính phần trụ của phôi định vị trên khối V để khoan lỗ.
Dung sai kích thước d làσd = 0,08 mm.
→ εc =
b, Sai số kẹp chặt.
Sai số kẹp chặt xuất hiện do biến dạng đàn hồi và biến dạng tiếp xúc của các bề mặt tiếp xúc của phôi và chốt tỳ của đồ gá khi kẹp chặt phôi lên đồ gá. Sai số kẹp chặt làm thay đổi vị trí yêu cầu của bề mặt gia công. Sai số kẹp chặt đúng bằng khoảng dao động vị trí của bề mặt tỳ so với gốc kích thước gia công. Do biến dạng đàn hồi của chi tiết dưới tác dụng của lực kẹp bé nên bỏ qua.Vậy nên sai số kẹp chặt chủ yếu là do biến dạng tiếp xúc của chi tiết gây ra. Sai số kẹp chặt thường có giá trị không đổi cho cả loạt chi tiết.
Sai số kẹp chặt có thể tra bảng sử dụng số liệu thực nhiệm. Sai số kẹp chặt được tra trong bảng 23 [VI] khi gá lên các chốt tỳ εk = 70 (μm).
TÀI LIỆU THAM KHẢO
[I] “Giáo Trình Công Nghệ Chế Tạo Máy 1, 2” TS.Lưu Đức Bình.
[II] “Công Nghệ Chế Tạo Máy” GS.TS. Trần Văn Địch –PGS.TS. Nguyễn Trọng Bình – PGS.TS Nguyễn Thế Đạt – PGS.TS. Nguyễn Viết Tiếp – PGS.TS. Trần Xuân Việt.
[III] “Sổ tay Công Nghệ Chế Tạo Máy Tập 1” GS.TS. Nguyễn Đắc Lộc – PGS.TS. Lê Văn Tiến – PGS.TS. Ninh Đức Tốn – PGS.TS Trần Xuân Việt.
[IV] “Sổ tay Công Nghệ Chế Tạo Máy Tập 2” GS.TS. Nguyễn Đắc Lộc – PGS.TS. Lê Văn Tiến – PGS.TS. Ninh Đức Tốn – PGS.TS Trần Xuân Việt.
[V] “Sổ tay Công Nghệ Chế Tạo Máy Tập 3” GS.TS. Nguyễn Đắc Lộc – PGS.TS. Lê Văn Tiến – PGS.TS. Ninh Đức Tốn – PGS.TS Trần Xuân Việt.
[VI] “ Thiết kế đồ án Công Nghệ Chế Tạo Máy” GS.TS Trấn Văn Địch.
[VII] “ Trang Bị Công Nghệ Và Cấp Phôi Tự Động” Phạm Văn Song Và Châu Mạnh Lực.
[VIII] “Sổ tay Atlas đồ gá” GS.TS Trần Văn Địch.