Thiết kế quy trình công nghệ gia công chi tiết: CÀNG GẠT BỘ ĐẢO CHIỀU


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CÀNG GẠT BỘ ĐẢO CHIỀU, đồ án môn học công nghệ chế tạo máy CÀNG GẠT BỘ ĐẢO CHIỀU, bài tập lớn công nghệ chế tạo máy CÀNG GẠT BỘ ĐẢO CHIỀU
BỘ GIÁO DỤC VÀ ĐÀO TẠO CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
Trường Đại Học Sư Phạm Kỹ Thuật Độc Lập – Tự Do – Hạnh Phúc
------------*** ----------- -------------o0o------------
KHOA CƠ KHÍ MÁY – BỘ MÔN CHẾ TẠO MÁY
NHIỆM VỤ ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
Họ và tên: MSSV : ....
Ngành: Cơ khí chế tạo máy Lớp : ....
Tên đề tài: Thiết kế quy trình công nghệ gia công chi tiết: CÀNG GẠT BỘ ĐẢO CHIỀU
I .Số liệu cho trước:
- Sản lượng:hang loạt lớn
- Điều kiện thiết bị: Tự chọn.
II.Nội dung thuyết minh và tính toán:
1. Nghiên cứu chi tiết gia công: Chức năng làm việc, tính công nghệ của kết cấu…
2. Xác định dạng sản xuất.
3. Chọn phôi và phương pháp tạo phôi,tra lượng dư cho các bề mặt gia công
4. Lập tiến trình công nghệ:Thứ tự gia công, gá đặt , so sánh các phương án , chọn phương án hợp lý.
5.Thiết kế nguyên công.
- Vẽ sơ đồ gá đặt có ký hiệu định vị, kẹp chặt,dụng cụ cắt ỡ vị trí cuối cùng,chỉ rõ phương chiều của chuyển động. Ghi kích thước, độ bóng, dung sai của nguyên công đang thực hiện
- Chọn máy, kết cấu dao
- Trình bày các bước:chọn dao(loại dao và vật liệu làm dao),tra các chế độ cắt: s,v,t; tra lượng dư cho các bước và tính thới gian gia công cơ bản cho từng bước công nghệ.
6. Thiết kế đồ gá:
- Vẽ sơ đồ nguyên lý,thiết kế cơ cấu và trình bày nguyên lý làm việc của đồ gá.
- Tính lực kẹp cần thiết,lực kẹp của cơ cấu kẹp
- Tính sai số chuẩn và so sánh với dung sai của nguyên công đang thực hiện trên đồ gá.
- Tính sức bền cho các chi tiết chịu lực
III.Các bản vẽ:
- Bản vẽ chi tiết: 1 bản (A3).
- Bản vẽ chi tiết lồng phôi: 1 bản (A3).
- Tập bản vẽ sơ đồ nguyên công: 4 bản.(A3).
- Bản vẽ thiết kế đồ gá: (vẽ băng bút chì) 1 bản (A1).
IV.Ngày giao nhiệm vu : 2012.
V.Ngày hoàn thành nhiệm vụ: /2012
VI.Giáo viên hướng dẫn: Thầy
1. Đầu đề đồ án : Thiết kế qui trình công nghệ gia công nữa nối trục dưới.
2. Nhiệm vụ (nội dung yêu cầu và số liệu ban đầu):
- Sản lượng : 10000 chi tiết năm
- Trang thiết bị tự chọn.
3. Nội dung các phần thuyết minh và tính toán :
- Phân tích chi tiết gia công.
- Xác định dạng sản xuất và phương pháp tạo phôi.
- Thiết kế qui trình công nghệ: phân tích cách chọn chuẩn, xác định trình tự gia công, thiết kế các nguyên công.
- Tính lượng dư trung gian và kích thước trung gian cho bề mặt 5. Xác định lượng dư cho các bề mặt còn lại.
- Tính chế độ cắt cho bề mặt 5. Tra chế độ cắt cho các bề mặt còn lại.
- Tính thời gian gia công cơ bản cho các nguyên công.
- Tính toán thiết kế đồ gá phục vụ quy trình.
4. Các bản vẽ và đồ thị (loại và kích thước bản vẽ):
- 01 bản vẽ chi tiết A3
- 01 bản vẽ phôi A3
- 09 bản vẽ sơ đồ nguyên công A3
- 01 bản vẽ đồ gá A3
- 01 bản vẽ đồ gá A2
MỤC LỤC
Trang
Chương I: Phân tích chi tiết gia công ................................................. 7
ChươngII: Xác định dạng sản xuất ..................................................... 7
Chương III: Chọn phôi và phương pháp tạo phôi................................... 9
Chương IV: Chọn tiến trình gia công và lập qui trình công nghệ ....... 9
Chương V: Tính toan lượng dư và kích thước trung gian ...................... 16
Chương VI: Xác định định chế độ bằng phương pháp tra bảng ............ 25
Chương VII: Tính toán và thiết kế đồ ga .............................................. 42
Tài liệu tham khảo ............................................................................. 49
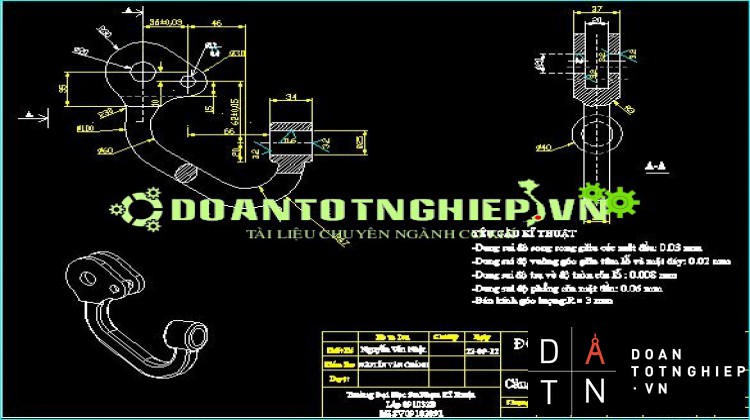
PHẦN 1:NGHIÊN CỨU CHI TIẾT GIA CÔNG
1.Chức năng
Chi tiết có kết cấu dạng càng, đầu trn lớn cóhai lỗ đường kính 20 và 12.
Đầu lớn có xẽ rnh.Đầu nhỏ có dạng trụ đường kính 40,bên trong có lỗ suốt đường kính 25.
Chi tiết được làm càng gạc đảo chiều quay động cơ.
Chi tiết lm việc trong điều kiện tải trọng nhẹ,va đập ít,nhiệt độ làm việt không cao,chịu mài mòn ít,chủ yếu chịu uốn
2.Phân tích kĩ thuật
-Vật liệu chế tạo là gang xám GX18-36
-Độ cứng của vật liệu HB < 190
-Giới hạn kéo
-Giới hạn bền uốn
-Khối lượng chi tiết m =1.7 (kg)
-Gang xám là hỗn hợp giữa sắt và cacbon , ngoài ra còn chứa một số nguyên tố hợp kim khác như (0,5 ÷ 4,5 )% Si , (0,4 ÷ 0,6 )% Mn, 0,8% P , 0,12% S.
- Gang xám có độ bền nén cao, chịu mài mòn tốt , góp phần làm giảm rung động trong các chi tiết máy.
- Chi tiết càng gạt trong quá trình làm việc chủ yếu chịu uốn và chịu mài mòn không cao, nên ta chọn gang xám là phù hợp nhất ( vật liệu học 2 trang 221).
PHẦN 2: XÁC ĐỊNH DẠNG SẢN XUẤT
2.1 Trọng lượng chi tiết
Trọng lượng chi tiết được xác định theo công thức :Q1=V.ɣ (kg)
Q1 trọng lượng chi tiết (kg)
V:thể tích chi tiết (dm3)
ɣ :trọng lượng ring của vật liệu chế tạo chi tiết (với gang xm l từ 6,8 đến 7,4 kg/dm3).Tham khảo trang 14 [5] .Chọn ɣ =7.852kg/dm3
Ứng dụng phần mềm CREO2.0 ta tính được V=0.216 (dm3)
Q1 =1,7 (kg)
2.2 Xác Định Dạng Sản Xuất
Tính theo cơng thức N=N1*m*(1+(+)/100)
Ở đây: N là số chi tiết sản xuất trong một năm
N1 là số sản phẩm sản xuất trong một năm
m L số chi tiết trong một sản phẩm
là số chi tiết được chế tạo them để dự trữ (5-7%)
phế phẩm chủ yếu trong các xưởng đúc v rn (3-6%)
Vậy N =80000*1(1+(5+6)/100) =8800 (chi tiết /năm)
→ Từ m,N ( tra bảng 1.1 trang 19 sách cnctm Trần Văn Địch ) ta có dạng sản xuất là hàng loạt lớn nn chon N0 =80000 (chi tiết /năm).
- Nhịp sản xuất
F : thời gian làm việc trong 1 năm
F = 8.320 = 2560 (giờ )
→ (phút)
- KẾT LUẬN : Vì sản xuất hang loạt lớn nên khi thiết kế qui trình công nghệ ta phải phân tích thật kỹ để gia công đạt năng suất cao ta phải chọn máy chuyên dùng hoặc đồ gá chuyên dùng trên máy vạn năng.
2.3 Yu Cầu Kĩ Thuật
+Lỗ 20+0.021 cấp chính xc IT7, độ nhám Ra=2.5 (▼8)
+Lỗ 12+0.018 cấp chính xác IT7, độ nhám Ra=2.5 (▼8)
+Lỗ 25+0.021 cấp chính xc IT7, độ nhám Ra=2.5 (▼8)
Các mặt đầu, bề mặt có cấp chính xác IT10 độ nhám Ra=3.2 (▼4)
L=62±0.05
L=10±0.03
L=36±0.03
Bề rộng rnh L=20±0.01 –cấp chính xc cấp IT8 độ bóng cấp 6,độ nhám Ra=2.5
+Dung sai độ song song của đường tâm hai lỗ Ø20 và Ø12 là 0.05
+Dung sai độ vuông góc giữ hai lỗ tâm lỗ Ø20 và Ø12 và hai mặt đầu là 0.02
+Độ không song song giữa các đường tâm lỗ cơ bản tra theo chính xác IT10 .(Theo bảng 2-36 trang 102 tài liệu [4])
+Độ không vuông góc giữa các đường tâm lỗ cơ bản với mặt đầu tra theo chính xác IT10
+Các bề mặt không gia công không ghi dung sai,chỉ làm sạch bề mặt phôi.
2.3 Vật Liệu Gang Xám
-Đặc tính của GX 18-36
+Giới hạn bền kéo: =18 kg/mm
+ Giới hạn bền nén=60 kg/mm
+Độ cứng Brinen HB < 190
+ Giới hạn bền uốn: =36 kg/mm
PHẦN 3:CHỌN PHÔI VÀ PHƯƠNG PHÁP TẠO PHÔI
3.1 Phương pháp chế tạo phôi
- Trong đúc phôi có những phương pháp như sau:
3.2 Đúc trong khuôn cát mẫu gỗ
- Chất lượng bề mặt vật đúc không cao, giá thành thấp, trang thiết bị đơn giản, thích hợp cho dạng sản xuất đơn chiếc và loạt nhỏ
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
3.1.2 Đúc trong khuôn cát mẫu kim loại
- Nếu công việc thực hiện bằng máy thì có cấp chính xác khá cao, giá thành cao hơn so với đúc trong khuôn mẫu bằng gỗ. Loại này phù hợp với dạng sản xuất hàng loạt vừa và lớn.
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
3.1.3 Đúc trong khuôn kim loại
- Độ chính xác cao nhưng giá thành thiết bị đầu tư lớn, phôi có hình dáng gần giống với chi tiết. Giá thành sản phẩm cao. Loại này phù hợp với dạng sản xuất hàng loạt lớn và hàng khối
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
3.1.4 Đúc ly tâm
- Loại này chỉ phù hợp với chi tiết dạng tròn xoay, đặc biệt là hình ống, hình xuyến
3.1.5 Đúc áp lực
- Dùng áp lực dễ điền đầy kim loại trong lòng khuôn. Phương pháp này chỉ thích hợp với chi tiết có độ phức tạp cao, yêu cầu kỹ thuật cao, trang thiết bị đắt tiền nên giá thành sản phẩm cao.
3.1.6 Đúc vỏ mỏng
-Loại này tạo phôi chính xác cho chi tiết phức tạp được dùng trong sản xuất hàng loạt lớn và hàng khối
→ KẾT LUẬN
-Với những yêu cầu của chi tiết đã cho, tính kinh tế cũng như dạng sản xuất đã chọn ta sẽ chọn phương pháp chế tạo phôi là: “Đúc trong khuôn cát, làm khuôn bằng máy”
+ Phôi đúc đạt cấp chính xác là: II
+ Cấp chính xác kích thước:
+ Độ nhám bề mặt:
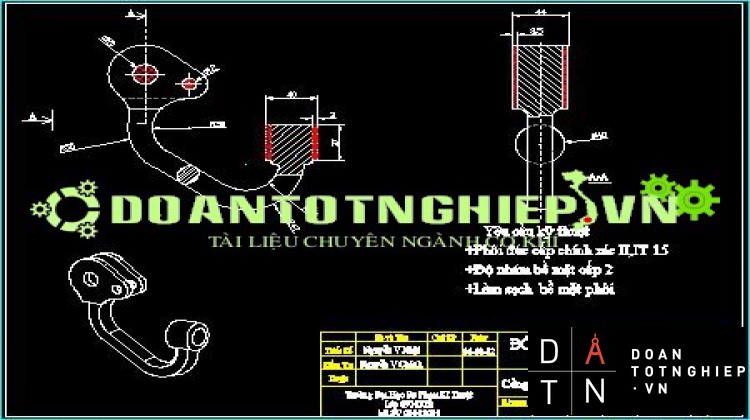
3.2 Tạo phơi- thơng số phơi
-Chi tiết được chế tạo bằng gang xám, được đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy, mặt phân khuôn có mặt phân khuôn như hình
-Lượng dư các bề mặt bằng: khuôn trên 3.5 và khuôn dưới 3( mm) (bảng 3-95 trang252) [4].
-Góc nghiêng thoát khuôn đúc : 10-30
- Bán kính góc lượng R=3mm.
4.1- Phương pháp gia công các bề mặt:
A) Phay bề mặt :
+ Loại bề mặt : 4,5,7
|
Phương Pháp Gia Công |
Cấp chính xác |
Độ nhám bề mặt Rz(mm ) |
||
|
Kinh tế |
Đạt được |
|||
|
PHAY MẶT ĐẦU |
Thô |
12 - 14 |
- |
40 - 80 |
|
Tinh
|
10-11
|
10
|
10 - 40
|
|
|
|
Mỏng |
8-9 |
6-7 |
3.2 - 6.3 |
B) Phay Rãnh:
+ Loại bề mặt :6
|
Phương pháp gia công |
Cấp chính xác |
Độ nhám bề mặt Rz(mm ) |
||
|
Kinh tế |
Đạt được |
|||
|
PHAY MẶT PHẲNG |
Thô |
12 - 14 |
- |
40- 80 |
|
Bán tinh |
11 |
10 |
20 - 40 |
|
|
Tinh |
8-9 |
7-8 |
6.3 – 10 |
|
C) Gia công lỗ đặc:
+ Loại bề mặt : 1,2,3
|
Phương pháp gia công |
Cấp chính xác |
Độ nhám Ra (mm ) |
||
|
Kinh tế |
Đạt được |
|||
|
KHOAN |
d<15 mm |
12 - 14 |
10 - 11 |
6,3 - 12,5 |
|
d>15 mm |
12 - 14 |
10 - 11 |
12,5 - 25 |
|
|
KHOÉT |
Thô |
12 - 15 |
- |
12,5-25 |
|
Tinh |
10 - 11 |
8-9 |
3,2-6,3 |
|
|
DOA |
Nửa tinh |
9-10 |
8 |
6,3 - 12,5 |
|
Tinh |
7-8 |
- |
1,6-3,2 |
|
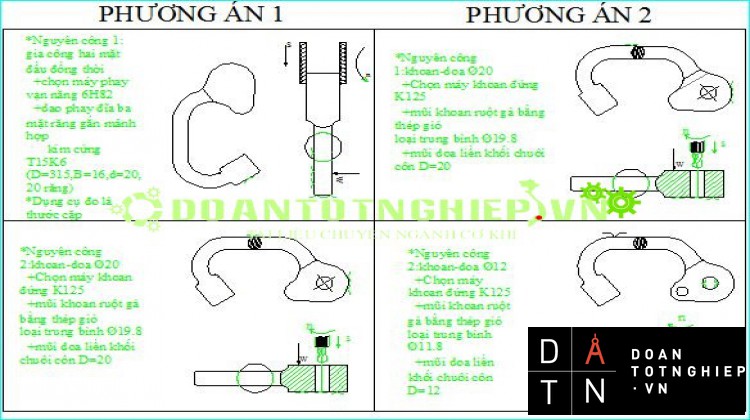
PHƯƠNG ÁN GIA CÔNG:PHƯƠNG ÁN 1
|
NGUYN CƠNG |
NỘI DUNG |
ĐỊNH VỊ |
|
1 |
Gia công hai mặt đầu L=65 |
Phiến tỳ:3BTD Khối V ngắn :1BTD Chốt tỳ chống xoay:1BTD |
|
2 |
Gia cơng lỗ 20 |
Phiến tỳ:3BTD Khối V ngắn :1BTD Chốt tỳ chống xoay:1BTD |
|
3 |
Gia công lỗ 12 |
Phiến tỳ:3BTD Chốt trụ ngắn :2BTD Chốt tỳ chống xoay:1BTD |
|
4 |
Vạt mặt hai đầu L=34 |
Phiến tỳ:3BTD Chốt trụ ngắn :2BTD Chốt ttrụ trm :1BTD |
|
5 |
Phay rnh L= 20 |
Phiến tỳ:3BTD Chốt trụ ngắn :2BTD Chốt ttrụ trm :1BTD |
|
6 |
Gia công lỗ 25 |
Phiến tỳ:3BTD Chốt trụ ngắn :2BTD Chốt ttrụ trm :1BTD |
PHƯƠNG ÁN GIA CÔNG:PHƯƠNG ÁN 2
|
NGUYN CƠNG |
NỘI DUNG |
ĐỊNH VỊ |
|
1 |
Gia công lỗ 20 |
Phiến tỳ:3BTD Khối V ngắn :1BTD Chốt tỳ chống xoay:1BTD |
|
2 |
Gia công lỗ 12 |
Phiến tỳ:3BTD Chốt trụ ngắn :2BTD Chốt tỳ chống xoay:1BTD |
|
3 |
Gia công lỗ 25 |
Phiến tỳ:3BTD Chốt trụ ngắn :2BTD Chốt ttrụ trm :1BTD |
|
4 |
Gia công hai mặt đầu L=65 |
Phiến tỳ:3BTD Khối V ngắn :1BTD Chốt tỳ chống xoay:1BTD |
|
5 |
Phay rnh L= 20 |
Phiến tỳ:3BTD Chốt trụ ngắn :2BTD Chốt ttrụ trm :1BTD |
|
6 |
Vạt mặt hai đầu L=34 |
Phiến tỳ:3BTD Chốt trụ ngắn :2BTD Chốt ttrụ trm :1BTD |
PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN TỐI ƯU
Cả hai phương án đều có 6 nguyên công
- +Ở PHƯƠNG ÁN 1 gia công theo thứ tự chọn chuẩn thô –chuẩn tinh để định vị.Tất cả các nguyên công đều định vị 6 bật tự do và gia công các lỗ cơ bản đều định vị bằng chuẩn tinh
- PHƯƠNG ÁN 2 bất hợp lý ỏ việc gia công lỗ trươc khi gia công mặt đầu do đó các lỗ dịnh vi bằng chuẩn thơ sẽ dẫn tới sai số cao hơn ơ phương án 1 .
SAU KHI SO SÁNH hai phương án ,ta chọn gia công theo phương án 1 để gia công chi tiếc CÀNG GẠT ĐẢO CHIỀU
1.TÍNH TOÁN LƯỢNG DƯ GIA CÔNG CHO NGUYÊN CÔNG 4 ĐẠT KÍCH THƯỚC 34
.................................................................
Chương VII: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ
I Nhiệm vụ thiết kế:
1Nhiệm vụ đồ gá:
- Định vị phải chính xác
- Kẹp chặt phải đúng vị trí gá đặt và không làm biến dạng chi tiết cần gia công, dễ dàng thực hiện thao tác và nhanh chóng để có thể tăng năng suất.
- Gá đặt và tháo lắp chi tiết dễ dàng nhanh chóng.
- Đồ gá phải có kết cấu đơn giản, rẻ tiền.
2.Nội dung thiết kế:
- Nhằm đơn giản quá trình kẹp chặt và gá đặt, giảm sức lao động, giảm khoảng thời gian phụ và tăng năng suất.
- Yêu cầu: Phải đảm bảo yêu cầu của sản phẩm.
+ Đảm bảo định vị chính xác.
+ Kẹp chặt đúng vị trí gá đặt và không làm biến đổi chi tiết gia công.
+ Gá đặt và tháo lắp chi tiết gia công dễ dàng và nhanh chóng.
+ Độ không vuông góc với cc mặt của lỗ
+ Cấp chính xác
+ Độ nhám
II. Thành phần đồ gá
1. Cơ cấu định vị
-1 chốt trụ ngắn
-1 chốt trm chống xoay
-1phiến tỳ phẳng
2. Cơ cấu kẹp chặt
-Cơ cấu kẹp bulong- đai ốc
-Kẹp một chi tiết
3. Thân gá, đế gá
Đế hình chữ nhật 350x215: có thể bắt chặt 2 cựa chống xoay
4. Các chi tiết nối ghép:
Bulông + đai ốc
5. Cơ cấu định vị và kẹp chặt đồ gá trên bàn máy
Định vị bằng 2 chốt chữ nhật (cựa định vị )
Kẹp chặt bằng 2 bulong M14 ở 2 đầu đồ gá.
III. Trình tự thiết kế
-Để quá trình định vị và kẹp chặt một cách nhanh chóng, ta phải thiết kế đồ gá chuyên dùng cho nguyên công 6 ( tức nguyên công : Khoét- doa Æ 30mm)
-Đồ gá thiết kế phải đảm bảo độ chính xác gia công. Trong nguyên công này, ta phải đảm bảo được độ song song và khoảng cách của lỗ Æ 60 và Æ 30.
1)Sơ đồ nguyên lý của đồ gá:
................................................
TÀI LIỆU THAM KHẢO
[1]. Nguyễn Ngọc Anh – Sổ tay công nghệ chế tạo máy tập 1,2,3,4 – NXB khoa học và kỹ thuật Hà Nội, 1970.
[2]. Lê Trung Thực, Đặng Văn Nghìn – Hướng dẫn thiết kế đồ án môn học công nghệ chế tạo máy – Trường ĐH Bách Khoa TP.HCM, 1992.
[3]. Bộ môn công nghệ chế tạo máy – Sổ tay thiết kế công nghệ chế tạo máy – Trường ĐH Bách Khoa Hà Nôi, 1970, Tập 1,2.
[4]. Nguyễn Đắc Lộc, Lê Văn Tiến, Ninh Đức Tốn, Trần Xuân Việt - Sổ tay công nghệ chế tạo máy tập 1,2 – Nhà xuất bản Khoa học và Kỹ thuật, 2000.
[5]. Trần Văn Địch – Thiết kế đồ án Công nghệ chế tạo máy – Nhà xuất bản KHKT.
[6]. Hồ Viết Bình, Lê Đăng Hoàng, Nguyễn Ngọc Đào – Đồ gá gia công cơ khí Tiện – Phay – Bào – Mài – Nhà xuất bản Đà Nẵng.
[7]. Vũ Tiến Đạt – Vẽ cơ khí – Trường đại học Bách Khoa TP.HCM.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CÀNG GẠT BỘ ĐẢO CHIỀU, đồ án môn học công nghệ chế tạo máy CÀNG GẠT BỘ ĐẢO CHIỀU, bài tập lớn công nghệ chế tạo máy CÀNG GẠT BỘ ĐẢO CHIỀU









