THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT ĐÔI C1

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT DẠNG CÀNG GẠT, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT DẠNG CÀNG GẠT, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Đồ án công nghệ chế tạo máy là một đồ án quan trọng đối với sinh viên ngành cơ khí đặc biệt là sinh viên ngành chế tạo máy, nó cung cấp kiến thưc cơ bản để giải quyết một vấn đề tổng hợp về công nghệ chế tạo máy. Sinh viên được làm quen với cách sử dụng tài liệu, sổ tay, qua đó giúp sinh viên càng hiểu rõ những kiến thức đã được học ở các bộ môn: dao, máy, công nghệ. Qua đồ án này rèn luyện sinh viên kĩ năng làm việc độc lập, sáng tạo để giải quyết một vấn đề cụ thể của công nghệ.
Xuất phát từ tầm quan trọng đó em nhận được đồ án môn học công nghệ chế tạo máy với việc lập quy trình công nghệ gia công chi tiết dạng càng C1.
Trong phần thuyết minh gồm có : Phân tích chức năng làm viêc của chi tiết gia công, phân tích tính kết cấu của chi tiết, xác định dạng sản xuất, chọn phương pháp chế tạo phôi, lập thứ tự nguyên công, tính lượng dư, tính chế độ cắt cho một nguyên công, tính toán và thiết kế một đồ gá.
Em xin chân thành cảm ơn thầy Phí Trọng Hảo và các thầy trong bộ môn công nghệ chế tạo máy đã nhiệt tình tạo điều kiện giúp đỡ em hoàn thành đồ án môn học.
Trong quá trình thực hiện không thể tránh sai sót và những chỗ chưa thoả đáng, em rất mong thầy chỉ bảo giúp đỡ em.
Em xin chân thành cảm ơn!
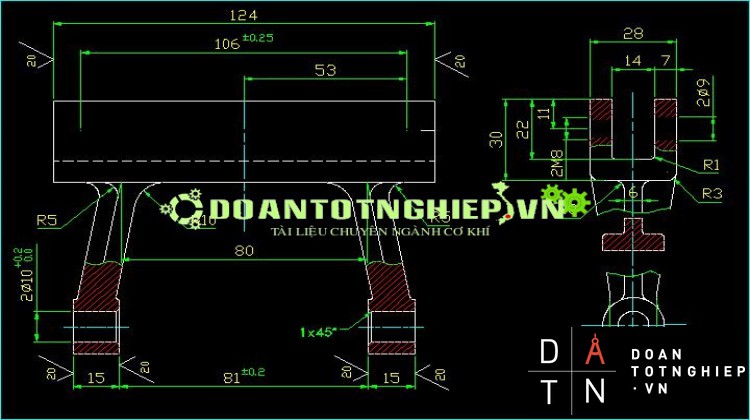
1. PHÂN TÍCH CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT
Chi tiết càng C1(HS0236) bao gồm hai càng có gia công lỗ F10 để lắp chi tiết khác nhằm thực hiện chức năng động học nào đó, một phần tử dạng hộp có rãnh xuyên xuốt trên đó có hai lỗ ren M8 và hai lỗ F9 đối diện để bắt vít xuyên qua để lắp với chi tiết (cum chi tiết) khác để cố định càng. Chi tiết được làm bằng gang xám GX21-40
Có
Thành phần hoá học của vật liệu
|
C |
Si |
Mn |
S |
P |
|
2¸4% |
0.5¸4% |
0.2¸1.5% |
£ 0.15% |
£0.7% |
2. PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CHI TIẾT
Về kết cấu của chi tiết là tương đối hợp lí tuy nhiên phần tử hộp và càng thì thành bên (mặt không gia công) thì phải có độ nhỏ để rút mẫu trong quá trình làm khuôn.
Cấp bóng :
Hai lỗ F10 có Ra =1,25 mm tương đương với cấp bóng 7 (Ñ7) nên cần phải chọn phương pháp gia công đạt độ bóng cao (doa thô). Mặt bên ngoài càng và mặt bên của hộp có Ra = 20 mm tương đương với cấp bóng 3(Ñ3) phương pháp gia công đòi hỏi không cao lắm ( phay thô). Mặt trong của càng có Ra = 10 mm tương đương với cấp bóng 4 (Ñ4) đòi hỏi phương pháp gia công ở mức trung bình( phay tinh).
Cấp chính xác:
Hai lỗ F10+0,03 tra bảng dung sai [2]tương đương với cấp chính xác H8 (+00,028). Khoảng cách của hai càng 81±0,2tương đương với cấp chính xác Js12(). Khoảng cách hai tâm lỗ F9(hai lỗ ren M8) 106±0,25 tương đương với cấp chính xác js12). Rãnh 14+0,24 tương đương với cấp chính xác H12().
Yêu cầu kĩ thuật chính:
Độ không đồng tâm giữa hai lỗ F10+0,03£0,05 mm.
Mặt phẳng đối xứng của hai rãnh 14+0,24phải chứa đường trục của lỗ F10+0,03 sai lệch ngoài nhau £0,05 mm, sai lệch cắt nhau £ 0,3/100
Qua các điều kiện trên ta xác định các phương pháp để kiểm tra các điều kiện kĩ thuật chính.
Phương pháp để đo độ đồng tâm giữa hai lỗ F10+0,03
Phương pháp đo mặt phẳng đối xứng của hai rãnh 14+0,24phải chứa đường trục của lỗ F10+0,03 sai lệch ngoài nhau, sai lệch cắt nhau.
3. XÁC ĐỊNH SẢN LƯỢNG SẢN XUẤT
Trọng lượng của chi tiết được xác định :
Q = V.g (kg)
gGX = (6,8¸ 7,4) (g/cm3)
Tính V theo hình vẽ:
V = V1 + 2V2
Sử dụng phần mền Autocad(3D) ta tính được :
V1 = 64255,8095 mm3
V2 = 22357,7909 mm3
Thay số V = 64255,8095 + 2(22357,7909) = 108971,39 mm3
V = 109 cm3
Ta chọn gGX = 6,8 g/cm3 trong lượng của chi tiết:
Q = 6,8 . 109 = 741,2 (g)
Lấy Q = 0,74(kg)
Theo đề bài ra dạng sản xuất là loạt vừa chi tiết có khối lượng <4kg, tra bảng 2 [1] ta chọn ra được sản lượng sản xuất là 5000 chi tiết/năm.
4. CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
Chi tiết được làm từ gang xám, gam xám là vật liệu dòn tính chảy loãng điền đầy khuôn tốt nên phương pháp chế tạo là phương pháp đúc. Các lỗ F10, F9
và lỗ ta rô ren F6 có kích thước nhỏ hơn 30mm nên ta đúc liền.
Theo sổ tay công nghệ chế tạo máy tập 1, trên các vật đúc nhỏ và vừa có rãnh sâu > 6 mm bậc > 25mm thì được tạo ngay từ khi đúc. Chiều dày của chi tiết = 7mm, đối chi tiết làm bằng gang xám có m < 2kg thì chiều dày thành vật đúc nhỏ nhất của vách chi tiết 3 ¸ 4(mm), cấp chính xác của vật đúc là cấp 1 với sai lệch cho phép 0,4(mm). Chi tiết sản xuất loạt vừa 5000 chiếc/năm nên ta có thể đúc được rãnh 14x22mm. Theo điều kiện sản xuất của Việt Nam đối với sản xuất loat vừa ta chọn phương pháp đúc trong khuông kim loại mẫu kim loại có lõi được làm bằng hỗn hợp làm lõi.
Chi tiết có dạng đối xứng chọn khuôn hai nửa với mặt phân khuôn ở giữa theo sơ đồ sau.
5. LẬP THỨ TỰ CÁC NGUYÊN CÔNG
Nguyên công 1: Phay mặt chuẩn
Sơ đồ gá đặt
chọn máy và dụng cụ:
Ta chọn máy phay đứng 6H12 để gia công, thông số kĩ thuật
Kích thước bàn máy 320x1250 mm
Số cấp dao 16
Giới hạn vòng quay 63 - 1900 vg/phút
Công suất động cơ 8 kw
Dùng dao phay mặt đầu răng chắp mảnh hợp kim cứng với kích thước sau
D = 100 mm B = 39 mm d = 32mm Z = 10 răng
Nguyên công 2: phay hai thành bên
chọn máy gia công : máy phay ngang 6H82
kích thước bàn máy 320 x 1250 mm
giới hạn tốc độ 63 ¸ 1500 vg/phút
công suất động cơ 7 kw
dụng cụ dùng dao phay mặt đầu răng chắp mảnh hợp kim
D = 100 mm B = 39 mm d =32mm Z =10 răng
Nguyên công 3: phay hai mặt bên
chọn máy gia công : máy phay ngang 6H82
Dùng dao phay mặt đầu răng chắp mảnh hợp kim cứng với kích thước sau
D = 100 mm B = 39 mm d = 32mm Z = 10 răng
Nguyên công 4: phay sửa rãnh
chọn máy gia công : máy phay ngang 6H82
Dùng dao phay đĩa ba mặt đầu bằng thép gió với kích thước sau
D = 100 mm B = 8 mm d = 32mm Z = 20 răng
Nguyên công 5 phay các mặt bên của càn
chọn máy gia công : máy phay ngang 6H82
Dùng dao phay đĩa ba mặt đầu bằng thép gió với kích thước sau
D = 80 mm B = 5 mm d = 32mm Z = 18 răng
Nguyên công 6 : khoan 2 lỗ F9 ta rô hai lỗ M8
dùng máy 2H118
trình tự : khoan 4 lỗ F 6 bằng mũi khoan ruột gà L = 66 , l = 22(mm)
ta rô 2 lỗ M8 bằng mũi ta rô L = 72, l = 22(mm)
khoan hai lỗ F9 ở trên L = 84, l = 40 (mm)
nguyên công 7 : khoan, doa, vát mép hai lỗ F10
dùng máy 2H125
trình tự : khoan 2 lỗ F 10 bằng mũi khoan ruột gà L = 245 , l = 165(mm) doa lỗ bằng mũi doa L = 184, l = 121(mm) vát mép lỗ l =10 , D = 15(mm)
Nguyên công kiểm tra
6. TÍNH LƯƠNG DƯ CHO MỘT BỀ MẶT VÀ TRA LƯỢNG DƯ CHO MẶT CÒN LẠI
Ta tính cho nguyên công gia công hai lỗ F10, độ bóng cần đạt
Ra= 1,25mm nên lỗ phải qua các công đoạn gia công sau:
- Khoan thô
- Doa thô
- Doa tinh
- Vát mép
Lượng dư gia công cho nguyên công khoan bằng 1/2 đường kính mũi khoan, ta chỉ tính cho các bước doa thô và doa tinh. Lúc đó ta coi lỗ sau khi khoan là phôi.
Lượng dư được tính theo công thức sau:
2Zimin =
Bảng 3.87[2] ta có chất lượng bề mặt sau khi khoan bằng mũi khoan ruột gà:
Rz = 32 mm h = 0 mm
Vì vật liệu gia công là gang xám nên h = 0
Sai lệch sau khi khoan lỗ
Ta tính cho công đoạn doa thô:
Theo bảng 3.86[2] lỗ f6 ¸ 10
C0 = 15 mm Dy=1,7
Chiều dài lỗ coi L = 121 mm
Dyl = 1,7.121 = 205,5 mm
sai số do gá đặt được xác định như sau :
trong đó ec : là sai số chuẩn,
trong trường hợp này ec = 0 do gốc kích thước trùng với mặt chuẩn
ek : sai số kẹp chặt
do chi tiết được định vị tỳ vào các chốt tỳ nên ek = dl + dc
dl : dung sai lỗ lắp chốt
dc : dung sai chốt
kiểu lắp chốt với với đế gá là nên ta có
dl = 15mm dc = 9mm
ek = 15 + 9 = 24mm
Lượng dư gia công doa thô
2Zimin =
Ta tính cho công đoạn doa tinh:
Theo bảng 3.86[2] lỗ f6 ¸ 10 sau doa thô
Rz = 10 mm
DS = 0,06DSthô = 12,4 mm
egđ = 24mm
Lượng dư gia công doa tinh
2Zimin =
Chọn đường kính mũi khoan D= 9,4 mm, mũi khoan đuôi côn có kích thước sau (bảng 4.42 [2])
L = 245 mm l = 165 mm
Dựa vào lượng dư đã tính ta chọn kích thước mũi doa theo tiêu chuẩn
Doa thô D = 9,9 mm
Doa tinh D = 10 mm
Lượng dư gia công theo kích thước mũi doa
Doa thô 2Zmin = 500 mm
Doa tinh 2Zmin = 100 mm
Theo bảng 3.91 [2] dung sai lỗ sau gia công
Khoan lỗ : 150 mm
Doa thô : 58 mm
Doa tinh : 22 mm
Các kích thước giới hạn:
Sau doa tinh :
dmax = 10,03 mm d min = 10,008 mm
Sau doa thô :
dmax = 9,958 mm d min = 9,9 mm
Sau khoan :
dmax = 9,55 mm d min = 9,4 mm
lượng dư giới hạn:
doa tinh :
2Zmin = 10,03 - 9,958 = 0,072mm = 72 mm
2Zmax = 10,008 - 9,9 = 0,108 mm = 108 mm
doa thô :
2Zmin = 9,958 - 9,55 = 0,408 mm = 408 mm
2Zmax = 9,9 - 9,4 = 0,5 mm = 500 mm
|
Bước |
Rz (mm) |
h |
r (mm) |
d (mm) |
e (mm) |
2Zmin (tính) |
dmin mm |
dmax mm |
2Zmin (mm) |
2Zmax (mm) |
|
Khoan Doa thô Doa tinh |
32
10 |
|
206
12,4 |
150
58
22 |
24 |
478,8
74 |
9,4
9,9
10,01 |
9,55
9,958
10,03 |
408
72 |
500
108 |
7. TÍNH CHẾ ĐỘ CẮT CHO MỘT NGUYÊN CÔNG VÀ TRA CÁC NGUYÊN CÔNG KHÁC
Ta tính cho nguyên công 4 (phay sửa rãnh). Theo bảng 3.94[2] lượng dư gia công cho vật đúc cấp chính xác I, với kích thước chi tiết > 120 mm kích thước danh nghĩa của rãnh 14 x 22 < 50 mm vị trí so với bề mặt rót là nằm dưới và cạnh ta tra được lượng dư D = 2mm, mặt rót lương dư D = 3mm
a, Chiều sâu cắt t = 11 mm
Chiều rộng phay B = 8 mm
b, Lượng chạy dao
Máy 6H82 công suất 7 kW độ cứng của phôi đồ gá trung bình, gia công gang bằng dao phay đĩa ba mặt, vật liệu dao bằng thép gió dao phay răng nhỏ
Sz = 0,15 ¸ 0,3 mm/răng chọn Sz = 0,1 mm/răng
Tốc độ cắt V
theo bảng 5.39 [3] ta tra được các thông số :
Cv = 72 q = 0,2 x = 0,5 y = 0,4 u = 0,1 p = 0,1 m = 0,15
đường kính dao D = 100mm
T : chu kì bền của dao, theo bảng 5.40 [3] T = 120 (phút)
kv hệ số điều chỉnh chung cho tốc độ cắt phụ thuộc vào điều kiện cụ thể
kv = kMV. knv
HB = 210 theo bảng 5.5 nv = 1
knv hệ số phụ thuộc trạng thái bề mặt của phôi, theo bảng 5.5 phôi có vỏ cứng knv = 1.
kuv hệ số phụ thuộc vât liệu dụng cụ cắt, theo bảng 5.6 thép gió kuv =1
kv = 0,88 . 1 .1 = 0,88
m/phút
số vòng quay truc chính
vg/phút
chọn theo tốc độ vòng quay của máy n = 190 m/phút
m/phút
d, Lực cắt PZ, công suất cắt N
PZ =
theo bảng 5.41 [3] ta tra được các thông số :
Cp = 30 q = 0,83 x = 0,83 y = 0,63 u = 1 w = 0
KMv tính được ở trên kMV = 0,88 , Z = 20
PZ =
Mô men xoắn trên trục chính
Mx =
Công suất cắt
Nc =
......................................
Nguyên công 4: phay sửa rãnh bằng dao phay đĩa
L = 124 mm n = 190 v/p D = 100 mm
Sz = 0,18 mm/răng S = Sz Z = 1,8.10 =1,8 mm
t = 11 mm
Theo bảng 29[1] đối với phay đĩ
L2 = 2 ¸ 5 mm
(phút)
Ttc = 1,94 + 1,94(10% + 11% + 5%) = 2,44(phút)
Nguyên công 5: phay mặt bên của càng bằng dao phay đĩa
L = 15 mm n = 95 v/p D = 80 mm
Sz = 0,18 mm/răng S = Sz Z = 1,8.10 =1,8 mm
t = 15 mm
Theo bảng 29[1] đối với phay đĩa
L2 = 2 ¸ 5 mm
(phút)
Ttc = 0,315 + 0,315(10% + 11% + 5%) = 0,4(phút)
Nguyên công 6: khoan hai lỗ F9 ta rô hai lỗ M8
Bước một : khoan 4 lỗ F6
L = 28 mm n = 1143 v/p D = 6 mm
S = 0,2 mm t = 3 mm
Theo bảng 26 [1] đối với khoan lỗ thông suốT
với j = 600 ta c
L2 = 1 ¸ 3 mm
(phút)
Bước 2: khoét rộng hai lỗ F9
L = 7 mm n = 813 v/p D = 9 mm
S = 0,75 mm t = 1.5 mm
Theo bảng 26 [1] đối với khoét rộng lỗ thông suốt
với j = 600 ta c
L2 = 1 ¸ 3 mm
(phút)
Bước ba : ta rô 2 lỗ M8
L = 7 mm n = 360 v/p D = 8 mm t = 1 mm
Theo bảng 28 [1] đối với ta rô lỗ thông suốt
n1 : số vòng quay của dao hoặc chi tiết quay ngược lấy n1 = 286 v/p
i : số lượng ta rô i = 2
L1; L2 = 1 mM
T0 = T01 + T02 + T03 = 0,3 + 0,043 + 0,15 = 0,493(phút)
Ttc = 0,493 + 0,493(10% + 11% + 5%) = 0,63(phút)
Nguyên công 7: khoan doa hai lỗ F10
Bước một : khoan thô
L = 121 mm n = 907,5 v/p D = 9,4 mm
S = 0,18 mm /vòng t = 4,7 mm
Theo bảng 26 [1] đối với khoan lỗ thông suốt
với j = 600 ta có
L2 = 1 ¸ 3 mm
(phút)
Bước 2: doa thô
L = 121 mm n = 227 v/p D = 9,9 mm
S = 1.62 mm/vòng t = 0.25 mm
Theo bảng 26 [1] đối với doa lỗ thông suốt
với j = 600 ta có
L2 = 1 ¸ 3 mm
(phút)
Bước ba : doa tinh
L = 121 mm n = 113 v/p D = 10 mm
S = 0,1 mm/vòng t = 0.05 mm
Theo bảng 26 [1] đối với doa lỗ thông suốt
với j = 600 ta c
L2 = 1 ¸ 3 mm
(phút)
Bước bốn : khoét côn mặt đầu
L = 1 mm n = 1143 v/p D = 12 mm
S = 0,05 mm/vòng t = 1 mm
Theo bảng 26 [1] đối với khoét côn mặt đầu
L1 = (0,5 ¸ 2) mm
(phút)
T0 = T01 + T02 + T03 + T04 = 0,79 + 0,34 + 11,15 + 0,1 = 12,48(phút)
Ttc = 12,48 + 12,48(10% + 11% + 5%) = 15,72(phút)
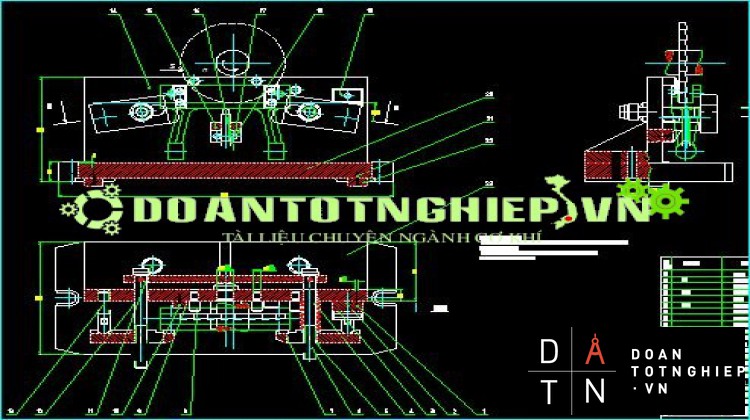
9. TÍNH ĐỒ GÁ CHO MỘT NGUYÊN CÔNG
Tính cho nguyên công 4: phay sửa rãnh 14x22
Thành phần của đồ gá :
Mặt định vị là thành bên hình chữ nhật 124x30 mm đã được gia công nên là chuẩn tinh.
Đồ định vị: Định vị bằng hai phiến tỳ hạn chế ba bậc tự do. Kích thước phiến tỳ (dài x rộng x cao) 30 x 14 x8 mm . Được làm thép 20X thấm than. Nhiệt luyện đạt độ cứng 55 HRC, độ bóng Rz = 0063 ¸ 25 mm . Các phiến tỳ được gân trên đồ gá bằng vít M6.
Hai chốt trụ F10 tỳ vào hai thành bên hạn chế hai bậc tự do. Một chốt tỳ cạnh hạn chế bậc tự do còn lại.
Chốt được làm bằng thép Y8A D =10 được lắp trên thân đồ gá
Cơ cấu kẹp : Ta dùng hai cơ cấu kẹp đơn kèp bằng bu lông kẹp
Cơ cấu kẹp phụ : phía dưới để đỡ chi tiết co khỏi rơi
Đế gá : có lắp then dẫn hướng với kích thước 18 x 10 x8 mm
Yêu cầu: Đối với đồ gá khi phay thì lực cắt lớn, cắt gián đoạn nên gây rung động. Bởi vậy khi đồ gá phải đủ độ cứng vững, cơ cấu kẹp chặt phải đủ độ cứng vững.
Phân tích lực cắt:
Theo tính toán phần trước
PZ = 1402 N
Theo bảng 5-42 [3]
Py = 0,4 PZ = 561 N
R =
R phân thành hai thành phần Ph và Pv
Theo bảng 5-42 [3] chạy dao thuận
Ph = 0,8 Pz = 1510.0,8 = 1208 N
Pv =
Ph > Pv
trong đó K là hệ số an toàn
f là hệ số ma sát giữa mặt chuẩn và đồ định vị (f = 0,2)
Hệ số K được tính như sau
K = K0 . K1 . K2 . K3 . K4 . K5 . K6
K0 : hệ số an toàn cho mọi trường hợp K0 =1,5
K1 : hệ số tính đến tăng lực cắt khi độ bóng thay đổi, gia công thô K1 =1,2
K2 : hệ số tăng lực cắt thi dao mòn K2 =1,2 ¸ 1,8 lấy K2 = 1,5
K3 : hệ số tăng lực cắt khi gia công gián đoạn K3 =1,3
K4 : hệ số tính sai số của cơ cấu kẹp chặt, kẹp bằng tay K4 =1,3
K5 : hệ số tính đến mức độ thuận lợi của cơ cấu kẹp, kẹp thuận lơi K5 =1
K6 : hệ số tính đến mô men làm quay chi tiết, chi tiết định trên chốt tỳ K6 =1,5
K = 1,5 . 1,2 . 1,5 . 1,2 . 1,3 . 1 = 4,2
lực kẹp bu lông
sơ đồ lực kẹp :
phương trình cân bằng tại điểm O :
-Q . 30 + N . 40 = 0 N = w = 14721 N
Þ Q =
phải dùng bu lông kẹp M12
Kích thước của đòn kẹp
Tính sai số của đồ gá
egd : sai số gá đặt
ec : sai số chuẩn
em : sai số mòn
edc : sai số điều chỉnh
ek : sai số kẹp chặt
ect : sai số chế tạo
Sai số chuẩn, chi tiết được định vị bằng hai phiến tỳ, ba chốt tỳ gốc kích thước trùng gốc định vị ec = 0
Sai số kẹp chặt sinh ra do lực kẹp của đồ gá ta tính theo kích thước của rãnh, theo bảng 22[1] , chi tiết làm bằng gang được gá trên phiến tỳ, bề mặt tinh bề rộng 30 mm tra bảng ta được :
ek = 70 mm
Sai số mòn của đồ gá :
b hệ số ( b = 0,18)
N số lượng chi tiết gá trên đồ gá N =1
sai số điều chỉnh đồ gá phụ thuộc vào khả năng lắp ráp của đồ gá và dụng cụ điều chỉnh. Ta có thể lấy eđc = 10mm
Khi tính toán sai số, sai số gá đặt cho phép ([egđ]) như sau :
d dung sai kích thước nguyên công
d = 0,24mm = 240mm
lấy [egđ] = 100 mm
tính sai số chế tạo
Các kết cấu khác:
Cơ cấu kẹp phụ : để giữ cho chi tiết không bị rơi khi định vị và khi gia công, kích thước và cơ cấu kẹp như hình vẽ sau.
Then dẫn hướng : Được lắp xít trên rãnh chữ T của bàn máy để tránh cho đồ gá khỏi bị xê dịch theo phương ngang khi gia công chi tiết.
TÀI LIỆU THAM KHẢO
[1] . Trần Văn Địch .
Thiết kế môn học chế tạo máy.
Trường đại học bách khoa – Hà Nội – 1998.
[2] . Nguyễn Đắc Lộc, Lê Văn Tiến, Ninh Đức Tốn, Trần Xuân Việt.
Sổ tay công nghệ chế tạo máy – tập 1.
[3] . Nguyễn Đắc Lộc, Lê Văn Tiến, Ninh Đức Tốn, Trần Xuân Việt.
Sổ tay công nghệ chế tạo máy – tập 2.









