THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT ĐÔI



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT ĐÔI, đồ án môn học CHI TIẾT CÀNG GẠT ĐÔI, bài tập lớn công nghệ chế tạo máy CHI TIẾT CÀNG GẠT ĐÔI

Phần II: NỘI DUNG THUYẾT MINH TÍNH TOÁN
Chương I: PHÂN TÍCH CHI TIẾT GIA CÔNG
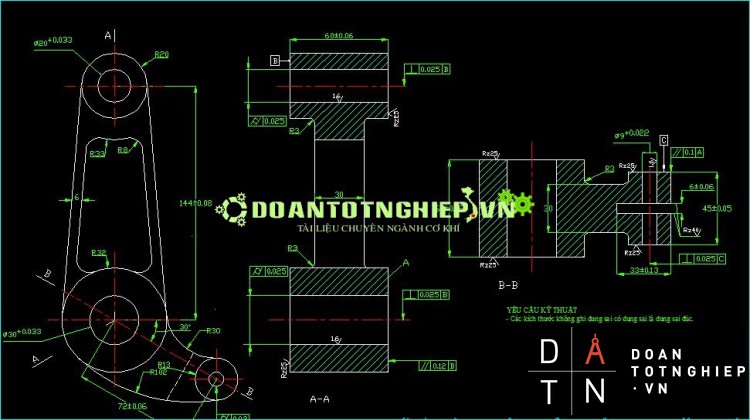
1.Công dụng của chi tiết :
- Chi tiết gia công có dạng càng dùng để điều chỉnh sự hoạt động của các chi tiết gắn vào với nó, nó chuyền động được nhờ một trục gắn vào lỗ làm việc chính có đường kính = 30 mm và được gắn chặt nhờ then gắn chặt trục. Nhờ trục này sẽ điều khiển được các chi tiết khác gắn vào hai lỗ ở hai đầu càng có đường kính là = 20 mm v Ư9 mm. Mục đích làm thay đổi khoảng cách trục nhằm thay đổi tỉ số truyền dẫn đến làm thay đổi số vòng quay của trục chính.
v Yêu cầu kỹ thuật.
- Độ bong bề mặt các lỗ đạt Ra = 1.6.
- Độ không vuông góc giữa đường tâm của lỗ và mặt đầu ≤ 0.025.
- Độ trụ của các bề mặt lỗ ≤ 0.025
2. Vật liệu chi tiết:
- Chi tiết là gang xám, ký hiệu GX 16-32, ta cócác thông số sau :
· Giới hạn bền kéo 150 N/mm2
· Độ giãn dài 0,5%
· Giới hạn bền uốn 320 N/mm2
· Giới hạn bền nn 600 N/mm2
· Độ cứng 170-229 HB, chọn HB = 190
· Dạng grafit: tấm nhỏ mịn
Tính chất hóa-lý đủ đáp ứng chức năng phục vụ v cơng nghệ chế tạo
Chi tiết là gang xám GX 15-32 nên ta chế tạo bằng phương pháp đúc.
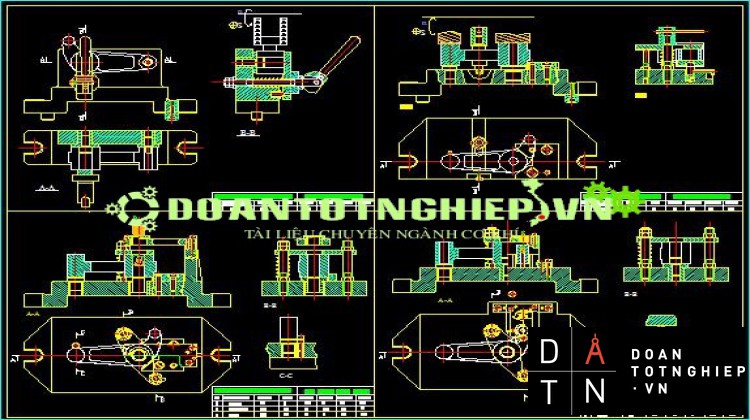
3. Phân tích tính công nghệ trong kết cấu của chi tiết
- Với chi tiết cho như bản vẽ, về kết cấu đ được đơn giản hoá gần như hoàn thiện. Với kết cấu đơn giản như vậy ta nên chọn phương pháp tạo phôi là đúc.
- Các bề mặt gia công chủ yếu là bể mặt lỗ và bề mặt phẳng. Nên sử dụng các phương pháp gia công phổ biến như phay, khoan, khoét …. Vì những phương pháp này cho năng suất cao.
CHƯƠNG II: XÁC ĐỊNH DẠNG SẢN XUẤT
1. Sản lượng chi tiết cần chế tạo :
- Số lượng chi tiết cần chế tạo trong một năm tính theo công thức :
N = N0 . m.(1 + /100).(1 +/100) (chiếc/ năm)
Trong đó:
m = 1 : số lượng chi tiết trong một đơn vị sản phẩm.
= 3- 6% : số % chi tiết phế phẩm trong quá trình chế tạo.
= 5 - 7% : số %. Số chi tiết chế tạo thm dự trữ.
Ta chọn = 5%, chọn = 5%
N0 =30000 là sản lượng trong một năm theo kế hoạch.
N: Số chi tiết được sản xuất trong một năm.
Ta được:
N= 30000 . 1 . (1 +5/100).(1 + 5/100) = 33075 (chiếc/ năm).
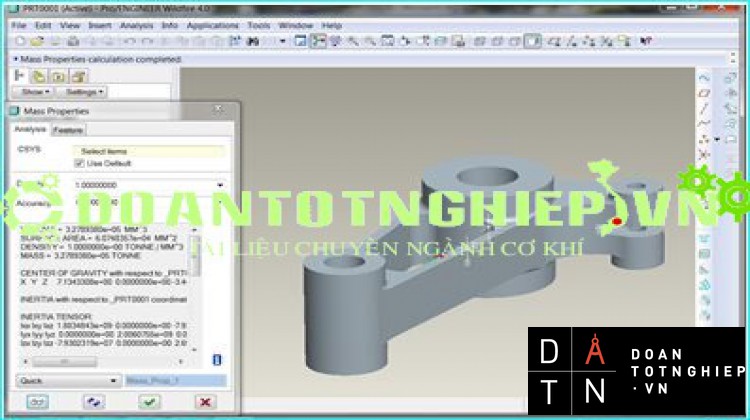
2. Khối lượng chi tiết :
· Khối lượng của chi tiết được xác định theo công thức:
Q = V x
Trong đó:
Q : khối lượng của chi tiết (Kg)
V : thể tích của chi tiết
: khối lượng riêng của vật liệu (kg/dm3 )
- Thể tích của chi tiết được tính là : 0.328 dm3 ( dùng pro/E tính được)
· Khối lượng riêng của gang xám 7,2 kg/dm3
· Khối lượng chi tiết:
Q = 7,2 . 0. 328 = 2.36 kg.
3. Dạng sản xuất và đặc trưng của nó
· Dựa theo sản lượng chi tiết đã cho và khối lượng chi tiết , (Tra bảng 2 sch thiết kế đồ án) ta xác định dạng sản xuất là hàng loạt lớn.
CHƯƠNG III: CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Dạng phôi :
Trong gia công cơ khí các dạng phôi có thể là: phôi đúc, rèn, dập, cán.
- Xác định loại và phương pháp chế tạo phôi phải nhằm mục đích bảo đảm hiệu quả kinh tế – kỹ thuật chung của quy trình chế tạo chi tiết, đồng thời tổng phí tổn chế tạo chi tiết kể từ công đoạn chế tạo phôi cho tới công đoạn gia công chi tiết phải thấp nhất.
- Khi xác định loại phôi và phương pháp chế tạo phôi cho chi tiết ta cần phải quan tâm đến đặc điểm về kết cấu và yêu cầu chịu tải khi làm việc của chi tiết (hình dạng, kích thước, vật liệu, chức năng, điều kiện làm việc…)
- Sản lượng hàng năm của chi tiết.
- Điều kiện sản xuất thực tế xét về mặt kỹ thuật và tổ chức sản xuất (khả năng về trang thiết bị, trình độ kỹ thuật chế tạo phôi…)
- Mặc khác khi xác định phương án tạo phôi cho chi tiết ta cần quan tâm đến đặc tính của các loại phôi và lượng dư gia công ứng với từng loại phôi. Sau đây là một vài nét về đặc tính quan trọng của các loại phôi thường được sử dụng:







