THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐÀI DAO
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐÀI DAO, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
NỘI DUNG
Thiết kế quy trình công nghệ gia công chi tiết : ĐÀI DAO
Trong điều kiện :
_Dạng sản xuất hang loạt vừa .
_Trang thiết bị tự chọn .
Với các yêu cầu sau :
A/. PHẦN BẢN VẼ :
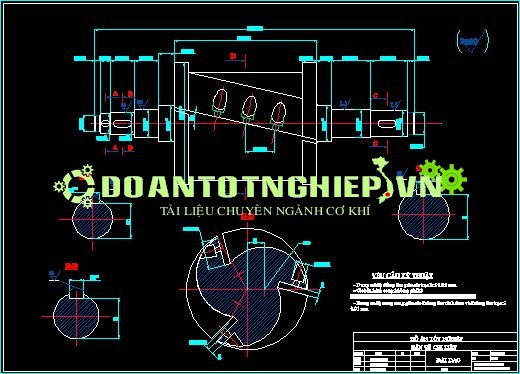
_Bản vẽ chi tiết gia công .
_Bản vẽ chi tiết lồng phôi .
_Bản vẽ sơ đồ đúc .
_Bản vẽ sơ đồ nguyên lý .
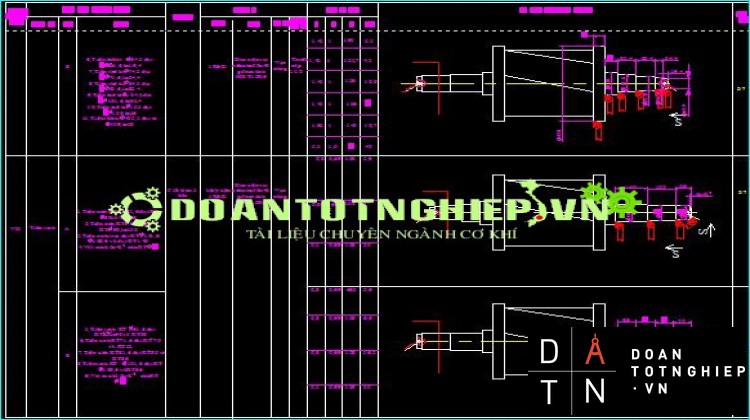
_Bản vẽ sơ đồ nguyên công .
_Bản vẽ kết cấu nguyên công (2 bản vẽ ).
_Bản vẽ lắp đồ gá .(2 bản vẽ).
B/. PHẦN THUYẾT MINH :
_Phân tích sản phẩm .
_Chọn phôi .
_Lập quy trình công nghệ gia công cơ .
_Biện luận quy trình công nghệ .
_Thiết kế đồ gá .
_Kết luận .
PHÂN TÍCH CHI TIẾT GIA CÔNG
1.Công dụng của chi tiết :
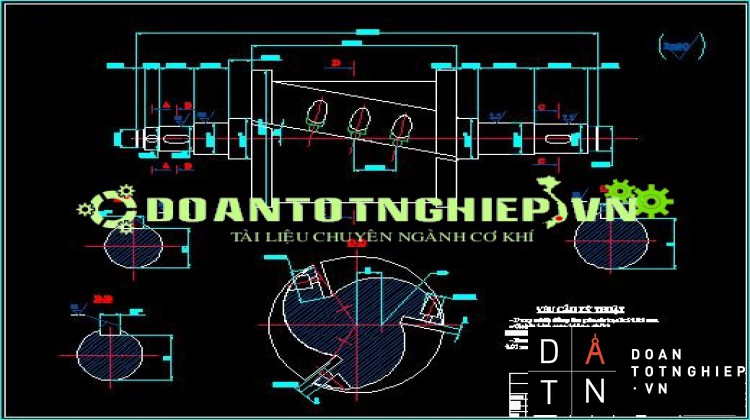
- Chi tiết gia công có dạng trục tròn ,là đài dao của máy bào gỗ.
- Chi tiết được sản xuất hàng loạt vừa và nhỏ.
- Được ứng dụng nhiều trong ngành gia công gổ.
- Chi tiết được gắn các lưởi dao hợp kim.
-
2. Phân tích về vật liệu chi tiết gia công :
a. nghiên cứu và vẽ bản vẽ chế tạo chi tiết gia công:
+ Nghiên cứu bản vẽ.
+ Vẽ bản vẽ chế tạo chi tiết gia công.
3. Phân tích vật liệu chi tiết:Nó có giới hạn bền kéo nhỏ, độ dẻo, độ dai kém. Nhưng nó có ưu điểm là co khả năng chịu mài mòn cao, dập tắt rung động nhanh và giảm độ co ngót khi đúc.
- Thành phần hóa học:
- Cacbon (C) 0.14 ÷ 0.22 %.
- Silic (S) 0,12 ÷ 0,3 %
- Photpho (P) 0,04%.
- Mangan (M) 0,4 ÷ 0,65 %.
- Lưu huỳnh (S) 0,05 %.
- Còn lại là sắt (Fe) .
4. Phaân tích các yêu cầu kỹ thuật của chi tieát:
- Để gia công cần đạt các YCKT sau:
+ Độ chính xác về kích thước.
+ Độ chính xác về vị trí tương quan.
+ Độ chính xác về hình dạng hình học.
- Độ chính xác về kích thước:
Những kích thước có sai lệch không chỉ dẩn:
- Kích thước giữa 2 mặt gia công.
- Kích thước giữa 1 mặt đã gia công với 1 không gia công.
- Kích thước giữa 2 mặt không gia công.
- Kích thước giữa các bán kính, góc lượng, vát mép,…
Theo qui định trong tiêu chuẩn Việt Nam 2244-77 và 2245-77. Thì đối với những kích thước không chỉ dẩn ta chọn cấp chính xác từ 12 đến 17.
Đối với kích thước Æ430+0,5
- Kích thước danh nghĩa : DN = 430 mm.
- Sai lệch giới hạn trên : ES = + 0,5 mm.
- Sai lệch giới hạn dưới : EI = 0 mm.
- Kích thước giới hạn trên : Dmax = 430,5 mm.
- Kích thước giới hạn dưới : Dmin =430 mm.
- Dung sai ES – EI = 0,5 – 0 = 0,5 mm.
Đối với kích thước Æ130+0,4
- Kích thước danh nghĩa : DN = 130 mm.
- Sai lệch giới hạn trên : ES = + 0,4 mm.
- Sai lệch giới hạn dưới : EI = 0 mm.
- Kích thước giới hạn trên : Dmax = 130,4 mm.
- Kích thước giới hạn dưới : Dmin = 130 mm.
- Dung sai ES – EI = 0,4 – 0 = 0,4 mm.
Đối với kích thước Æ100+0,3
- Kích thước danh nghĩa : DN = 100 mm.
- Sai lệch giới hạn trên : ES = + 0,3 mm.
- Sai lệch giới hạn dưới : EI = 0 mm.
- Kích thước giới hạn trên : Dmax = 100,3 mm.
- Kích thước giới hạn dưới : Dmin = 100mm.
- Dung sai ES – EI = 0,3 – 0 = 0,3 mm.
Đối với kích thước Æ80-0.15-0,1
- Kích thước danh nghĩa : DN = 80 mm.
- Sai lệch giới hạn trên : ES = -0,1 mm.
- Sai lệch giới hạn dưới : EI = -0,15 mm.
- Kích thước giới hạn trên : Dmax = 79,9mm.
- Kích thước giới hạn dưới : Dmin = 79,85 mm.
- Dung sai ES – EI = -0,1 –- 0,15 = 0,05 mm.
Đối với kích thước Æ70-0,1-0.15
- Kích thước danh nghĩa : DN = 70 mm.
- Sai lệch giới hạn trên : ES = -0,1 mm.
- Sai lệch giới hạn dưới : EI = -0,15 mm.
- Kích thước giới hạn trên : Dmax = 69.9 mm.
- Kích thước giới hạn dưới : Dmin = 69.85 mm.
- Dung sai ES – EI =-0,1 – 0,15 = 0,05 mm.
Đối với kích thước 90-0,1-0,15
- Kích thước danh nghĩa : DN = 90 mm.
- Sai lệch giới hạn trên : ES = -0,1mm.
- Sai lệch giới hạn dưới : EI = -0,15 mm.
- Kích thước giới hạn trên : Dmax = 89.9 mm.
- Kích thước giới hạn dưới : Dmin = 89.85 mm.
- Dung sai ES – EI = -0,1—0,15= 0.05 mm.
Đối với kích thước 10±0,075
- Kích thước danh nghĩa : DN = 10 mm.
- Sai lệch giới hạn trên : ES = + 0,075 mm.
- Sai lệch giới hạn dưới : EI = - 0,075 mm.
- Kích thước giới hạn trên : Dmax = 10,075 mm.
- Kích thước giới hạn dưới : Dmin = 9,925 mm.
- Dung sai ES – EI = 0,075 – (- 0,075) = 0,15 mm.
- Phân tích về độ chính xác về vị trí tương quan dựa vào yêu cầu kỹ thuật của chi tiết gia công ta phân tích như sau :
- Dung sai độ song song giữa các tâm trục =< 0,05.
- Dung sai đô song song giữa các tâm trục và rãnh then =<0,05
- Phân tích về chất lượng bề mặt chi tiết gia công.
Theo bảng vẽ chi tiết thì các bề mặt của chi tiết đài dao, có các độ nhám như sau:
- Các bề mặt có cấp độ nhám RZ = 80 theo TCVN 2511-78 thì độ nhám này thuộc cấp 6.
- Các bề mặt còn lại có RZ = 80 TCVN 2511-78 thì độ nhám này thuộc cấp 5.
* Giải thích ký hiệu :
RZ : Chiều cao mấp mô của profin.
Chương II : XÁC ĐỊNH DẠNG SẢN XUẤT
- Sản lượng chi tiết cần chế tạo :
Số lượng chi tiết cần chế tạo trong 1 năm tính theo công thức:
( chiếc/ năm).
Trong đó :
- M = 1 : số lượng chi tiết như nhau trong 1 đơn vị sản phẩm.
- a = 10 - 20% : số % chi tiết dùng làm phụ tùng, chọn a = 10%.
- b= 5 - 7% : số % chi tiết phế phẩm trong quá trình chế tạo.
Ta chọn b=5%.
- N0 = 3000 là sản lượng trong 1 năm theo kế hoạch.
Ta được :
N= 3000 . 1 . (1 + 10/100).(1 + 5/100) = 3465 ( chiếc/ năm).
...................................................................................
Chương III: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Chọn Phôi
Việc chọn phôi được xác định dựa vào vật liệu, hình dáng, kích thước và dạng sả xuất của chi tiết.
Chi tiết được yêu cầ chế tạo bằng thép (TC 35), có tính chảy loãng tốt, ít co ngót nên không thích hợp cho việc chế tạo khác như rèn đập. Do đó ta chộn dạng phôi là phôi đúc.
- Đặc điểm của phôi đúc:
Phôi đúc có cơ tính không cao bằng phôi rèn đập, nhưng việc chế tạo khuôn đúc cho những chi tiết khá phức tạp vẫn dễ dàng, thiết bị lại khá đơn giản. Đồng thời rất phù hợp với những chi tiết có vật liệu là gang vì có những đặc điểm như sau:
- Lượng dư phân bố điều.
- Tiết kiệm được vật liệu.
- Giá thành rẻ, được dùng phổ biến.
- Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi giâ công giảm.
- Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong ( chỉ phát hiện lúc gia công) nên làm giảm năng suất và hiệu quả.
- Các phương pháp chế tạo phôi.
Tra bảng 3-2 (STCNCTM tập 1, trang 173) với khối lượng chi tiết 158 kg ta xác định được dạng sản xuất là hàng loạt vừa.
Phương án chế tạo phôi cũng tùy thuộc vào dạng sản xuất. Ở đây dạng sản xuất là hàng loạt vừa chế tạo phôi bằng phương pháp đúc.
Ta có các phương pháp đúc sau đây:
- Đúc trong khuôn kim loại, mẫu bằng kim loại có cấp chính xác 1, cấp chính xác kích thước IT14-15, có độ nhám bề mặt M.
- Đúc trong khuôn cát, mẫu gỗ, lõi bằng kim loại, làm khuôn bằng máy có cấp chính xác IT15-16, độ nhám Rz = 80 Mm.
- Vật liệu chế tạo chi tiết là thép, chi tiết được đúc ở cấp chính xác3, thuộc nhóm phức tạp III.
- Xác định vị trí khi đúc của mặt gia công ( dựa vào sơ đồ đúc ) ta có:
- Mặt trên kích thước 430
- Mặt đưới kích thước130.
- Mặt bên kích thước 100.
- Xác định kích thước choáng chổ lớn nhất của chi tiết gia công 430>10
- Xác định lượng dư có tra bảng:
- Lượng dư phôi đúc bằng gang xám có cấp chính xác 3
*. Kích thước Æ430 có lượng dư mỗi bên a =7 mm ( sổ tay gia công cơ bảng 1.33).
*. Kích thước chiều cao trụ có lượng dư mỗi bên a = 4mm ( sổ tay gia công cơ bảng 1.33).
..........................................................................
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐÀI DAO, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết








