THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT DAO PHAY ĐĨA MODUN
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT DAO PHAY ĐĨA MODUN, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
Tính toán và thiết kế dao phay đĩa module trong bộ 8 con, để gia công bánh răng trụ răng thẳngbằng thép 45, có module m = 10 mm . Cho biết số hiệu dao là dao số 6.
THUYẾT MINH TÍNH TOÁN
1 Xác định các thông số hình học của bánh răng
Trong bộ dao phay đĩa module 8 con , dao mang số hiệu 6 có thể gia công được bánh răng có số răng Z = 35..36 răng. Profile dao được tính toán theo số răng bé nhất .
Theo bài ra , ta cần thiết kế dao phay đĩa module để gia công bánh răng với các thông số như sau:
Module
m = 10 mm
Số răng
Z = 35
Góc ăn khớp trên vòng tròn chia
a = 200
Bước răng
t = p.m = 3,14.10 = 31,4 mm
Bán kính vòng tròn chia
rc = m.z = 10.35/2 = 175 mm
Chiều dầy răng
S = m.p/2 = 3,14.10/2 = 15,7 mm
Bán kính vòng tròn lăn
rl = rc = 175 mm
Đường kính đỉnh răng
da = dc +2m = 350 + 2.10 = 370 mm
Đường kính chân răng
df = dc – 2,5m = 350 – 2,5.10 = 325 mm
Đường kính vòng tròn cơ sở
d0 = dc.cosa = 350.cos200 = 328,892 mm
2 Tính toán profile thân khai của lưỡi cắt
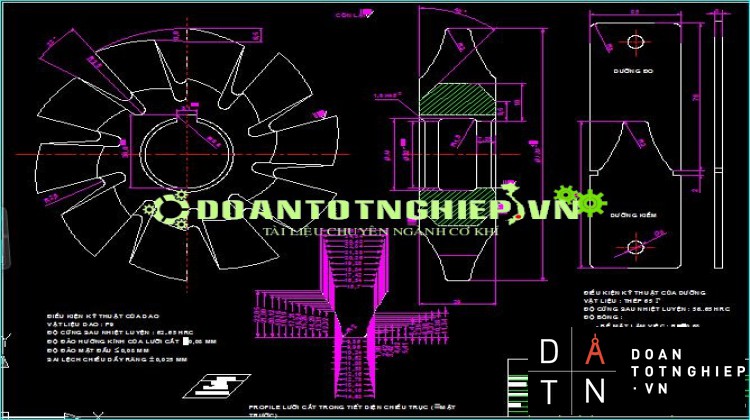
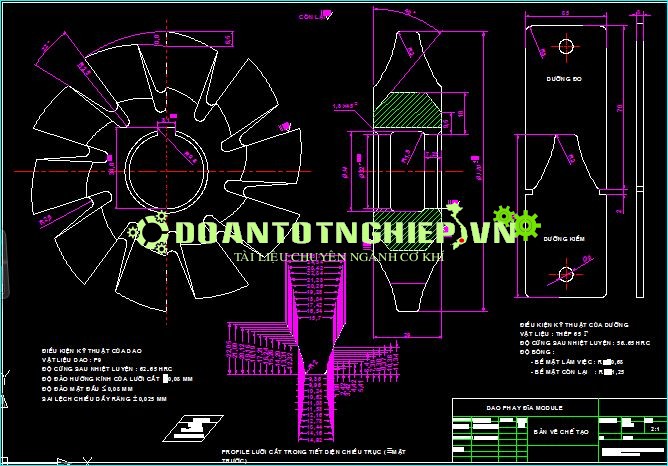
Chọn các kích thước kết cấu dao
Kích thước kết cấu dao chọn theo 4-8:121[2] , được thể hiện cụ thể trên bản vẽ chi tiết
4 Thiết kế dưỡng
Dưỡng đo dùng để kiểm tra dao sau khi chế tạo ,được chế tạo theo cấp chính xác7 với miền dung sai H, h . Theo luật kích thước bao và bị bao.
Dưỡng kiểm dùng để kiểm tra dưỡng đo , được chế tạo theo cấp chính xác 6 với miền dung sai Js , js . Theo luập kích thước bao và bị bao.
Vật liệu làm dưỡng : Thép lò xo 65G.
Độ cứng sau nhiệt luyện đạt 62..65 HRC.
Độ nhám bề mặt làm việc Ra £ 0,63mm . Các bề mặt còn lại đạt Ra £ 1,25mm.
Kích thước danh nghĩa của dưỡng theo profile dao trong tiết diện chiều trục









