THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ TRƯỢT Ụ ĐỘNG





NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ TRƯỢT Ụ ĐỘNG , hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
Toàn bộ khối lượng công việc theo quy định mà HSSV phải thực hiện theo thứ tự để hoàn thành Đồ án (Bài tập lớn) CNCTM gồm có:
1. Phân tích chi tiết gia công và vẽ Bản vẽ CTGC
2. Chọn phôi, phương pháp chế tạo phôi, xác định lượng dư gia công, vẽ Bản vẽ sơ đồ đúc (hoặc sơ đồ chế tạo phôi) và bản vẽ chi tiết lồng phôi
3. Lập bảng quy trình công nghệ (QTCN) gia công cơ, biện luận QTCN và vẽ Bản vẽ sơ đồ nguyên công
4. Vẽ Bản vẽ kết cấu nguyên công
5. Thiết kế đồ gá và vẽ Bản vẽ đồ gá
6. Kết luận về quá trình công nghệ
Khối lượng trên HSSV sẽ thực hiện theo 02 lĩnh vực
A. VỀ THUYẾT MINH
Phần 1. Phân tích chi tiết gia công (CTGC).
Phần 2. Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công.
Phần 3. Lập bảng quy trình công nghệ (QTCN) gia công cơ
Phần 4. Biện luận QTCN
Phần 5. Thiết kế đồ gá
Phần 6. Kết luận về quá trình công nghệ
B. VỀ BẢN VẼ
- Bản vẽ chi tiết gia công
- Bản vẽ sơ đồ đúc (sơ đồ chế tạo phôi)
- Bản vẽ chi tiết lồng phôi
- Bản vẽ sơ đồ nguyên công
- Bản vẽ kết cấu nguyên công
- Bản vẽ đồ gá
Phần I:PHÂN TÍCH SẢN PHẨM
1.Phân tích hình dạng và kết cấu:
-Phôi được chế tạo từ gang xám GX21-40 bằng phương pháp đúc. Do vậy kết cấu và hình dáng của các mặt ngoài và mặt trong không gây khó khăn khi tạo phôi
- Chi tiết đế trượt là chi tiết dạng hộp. Phần lớn các mặt gia công là mặt phẳng.
-Chi tiết có kích thước lớn nhất là chiều dài 200 ,chiều rộng 177
- Ngoài ra còn có rãnh 17 ,chiều cao chi tiết 45
2. Phân tích công dụng và điều kiện làm việc
- Đế trượt có tác dụng dẫn hướng cho bàn xoay dao tren máy tiện
3. Phân tích vật liệu sản phẩm
a. Gải thích kí hiệu
Vật liệu chế tạo bạc giữ dầu làm bằng gang xám GX21-40
- Kí hiệu : GX21-40
+ GX: chỉ kí hiệu của gang xám
+ 21 : chỉ gới hạn bền kéo
+ 40 : chỉ gới hạn bền uốn
b. các thành phần cơ bản của vật liệu
Gang xám chủ yếu là sắt (Fe) và cacbon (C) trong đó :
- Cacbon (C ) từ2.8 ÷ 3,5%
- Silic (Si ) từ 1,5 ÷ 3%
- Mangan (Mn ) từ 0,5 ÷ 1%
- Photpho (P) từ 0,1 ÷ 0,2%
- Lưu huỳnh (S) từ 0,08 ÷ 0,12%
c. Cơ tính và độ cứng cùa vật liệu.
-Gang xám có độ bền kéo nhỏ, độ dẻo, độ dai kém. Nhưng bù lại gang xám có ưu điểm chịu va đập, giảm chấn động, chịu mài mòn, dễ cắt gọt.
- Độ cứng HB = 150 ÷ 250 kg/mm3
4. Phân tích về yêu cầu kỹ thuật của chi tiết
a. Kích thước có sai lệch giới hạn chỉ dẫn.
+ kích thước: 45±0.12
- Kích thước danh nghĩa : dN =45mm.
- Sai lệch giới hạn trên : es =.+0.12=120µm.
- Sai lệch giới hạn dưới : ei = -0.12=120µm.
- Dung sai : Td = es – ei = 0.24 =240µm .
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước 45±0.12đạt cấp chính xác 12
+ Kích thước : 130-0.04.
- Kích thước danh nghĩa : dN =130mm.
- Sai lệch giới hạn trên : es = 0.
- Sai lệch giới hạn dưới :ei =-0.04mm.
- Dung sai :Td = ES – EI = 0.04mm= 40µm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước 130-0.04 đạt cấp chính xác 7.
b. Các kích thước không chỉ dẫn:
Đối với các kích thước không chỉ dẫn gồm có các kích thước.
- Kích thước giữa hai mặt gia công .
- Kích thước giữa hai mặt không gia công.
- Kích thước của các góc lượn , mép vát…
Theo quy định trong TCVN 2244-77 và 2245-77 thì đối với kích thước không chỉ dẫn ta chọn cấp chính xác từ 12 đến 17.
+ Đối với kích thước 3mm là kích thước giữa hai mặt gia công ta chọn cấp chính xác 12.
- Kích thước danh nghĩa : 3mm.
- Dung sai : IT =0.1mm.
+ Đối với kích thước 6mm là kích thước giữa hai mặt gia công ta chọn cấp chính xác 12.
- Kích thước danh nghĩa : 6mm.
Dung sai : IT=0.12mm.
+ Đối với kích thước 5mm là kích thước giữa hai mặt gia công ta chọn cấp chính xác 12.
- Kích thước danh nghĩa :5mm.
Dung sai : IT=0.12mm.
+ Đối với kích thước15mm là kích thước giữa hai mặt gia công ta chọn cấp chính xác 12.
- Kích thước danh nghĩa :15mm.
- Dung sai : IT=0.18mm.
+ Đối với kích thước 80mm là kích thước giữa 1 mặt gia công và 1 mặt không gia công ta chọn cấp chính xác 14.
- Kích thước danh nghĩa: 80mm.
Dung sai :IT= 0.74mm.
+ Đối với kích thước 20mm là kích thước giữa 1 mặt gia công và 1 mặt không gia công ta chọn cấp chính xác 14.
- Kích thước danh nghĩa: 20mm.
- Dung sai :IT= 0.52mm.
+ Đối với kích thước 16mm là kích thước giữa 1 mặt gia công và 1 mặt không gia công ta chọn cấp chính xác 14.
- Kích thước danh nghĩa: 16mm.
- Dung sai :IT= 0.43mm.
+ Đối với kích thước 2mm là kích thước giữa 1 mặt gia công và 1 mặt không gia công ta chọn cấp chính xác 14.
- Kích thước danh nghĩa: 2mm.
- Dung sai :IT= 0.25mm.
+ Đối với kích thước 200mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 200mm.
- Dung sai :IT= 4.6mm.
+ Đối với kích thước 177mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 177mm.
- Dung sai :IT= 4mm.
+ Đối với kích thước 130mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 130mm.
- Dung sai :IT= 4mm.
+ Đối với kích thước 75mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 75mm.
- Dung sai :IT= 3mm.
+ Đối với kích thước 65mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 65mm.
- Dung sai :IT= 3mm.
+ Đối với kích thước 56mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 56mm.
- Dung sai :IT= 3mm.
+ Đối với kích thước 40mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 40mm.
- Dung sai :IT= 2.5mm.
+ Đối với kích thước 34mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 34mm.
- Dung sai :IT= 3mm.
+ Đối với kích thước 20mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 20mm.
- Dung sai :IT= 2.1mm.
+ Đối với kích thước 51mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 51mm.
- Dung sai :IT= 3mm.
+ Đối với kích thước 16mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 16mm.
- Dung sai :IT= 1.8mm.
+ Đối với kích thước 15mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 15mm.
- Dung sai :IT= 1.8mm.
+ Đối với kích thước 12mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 16mm.
- Dung sai :IT= 1.8mm.
+ Đối với kích thước 77mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 77mm.
- Dung sai :IT= 3mm.
+ Đối với kích thước 23mm là kích thước giữa 2 mặt không gia công ta chọn cấp chính xác 17.
- Kích thước danh nghĩa: 23mm.
- Dung sai :IT= 2.1mm.
5. Phân tích độ chính xác về chất lượng bề mặt của chi tiết gia công
Theo bản vẽ chi tiết thì bạc giữ dầu có các cấp độ nhám sau.
- Các mặt phẳng có độ nhám Ra=2.5, theo TCVN 2511-95 thì kích thước này đạt cấp độ nhám cấp 8.
- Các mặt phẳng có độ nhám Ra=5 theo TCVN 2511-95 thì kích thước này đạt cấp độ nhám cấp 10.
- Các mặt phẳng có độ nhám Ra=10 theo TCVN 2511-95 thì kích thước này đạt cấp độ nhám cấp 12.
+Giải thích kí hiệu:
- Ra: là sai lệch trung bình số học của profin.
6. Phân tích độ chính xác về hình dáng hình học và vị trí tương quan .
+ Dung sai về vị trí tương quan.
Dựa vào yêu cầu kỹ thuật của chi tiết gia công ta phân tích như sau.
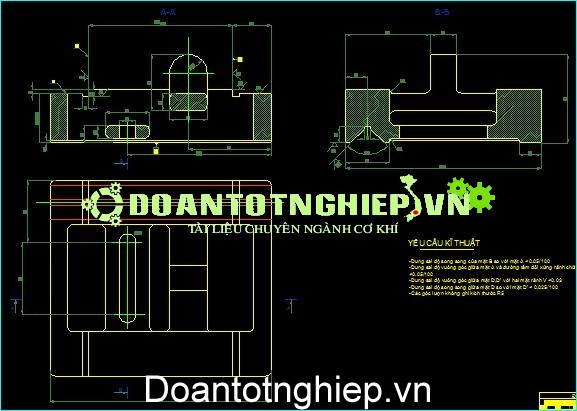
- Dung sai độ song song giữa mặt A với mặt C ≤0.05/100
- Dung sai độ vuông góc giữa mặt A và đường tâm đối xứng rãnh chữ V≤0.05/100.
- Dung sai độ song song của mặt D so với mặt D’ <0.025/100.
- Dung sai độ vuông góc giữa mặt D,D’ với hai mặt rãnh chữ V <0.03.
+Độ bóng bề mặt:
- Kích thước 45±0.12 mm đạt độ nhám Ra 2.5.
- Kích thước 3mm đạt độ nhám Ra 10.
- Rãnh chữ V đạt độ nhám Ra 2.5.
+ Phân tích độ chính xác về hình dáng hình học
- Kích thước 45±0.12 có dung sai độ song song ≤0.12
- Kích thước 130-0.04 có dung sai độ song song ≤0.02
7. Biện Luận Dạng Sản Xuất .
Ñeå xaùc ñònh saûn löôïng haøng naêm cuûa chi tieát ta caàn tính khoái löôïng chi tieát
TÀI LIỆU THAM KHẢO, TRA CỨU
Một số tài liệu tham khảo chính để thực hiện Đồ án CNCTM:
1. Nguyễn Xuân Bông-Phạm Quang Lộc (1978), Thiết kế đúc, NXB Khoa học kỹ thuật, Hà Nội
2. PGS.TS. Trần Văn Địch (2002), Sổ tay gia công cơ, NXB Khoa học kỹ thuật, Hà Nội
3. Đặng Ngọc Giao (2004), Thiết kế Đồ gá, NXB Khoa Học Kỹ Thuật, Hà Nội.
4. Phạm Quang Lê (1977), Kỹ thuật phay, NXB Khoa học kỹ thuật, Hà Nội
5. GS.TS. Nguyễn Đắc Lộc (2005), Sổ tay công nghệ CTM tập 1-2-3, NXB Khoa học kỹ thuật, Hà Nội
6. GS.TS. Nguyễn Đắc Lộc (2009), Hướng dẫn thiết kế Đồ án CNCTM, NXB Khoa học kỹ thuật, Hà Nội
7. PGS.TS Phạm văn Nghệ (2008), Công nghệ dập tạo hình khối, NXB Bách khoa, Hà Nội
8. P.Đenegiơnưi-G.Xchixkin-I.Tkho (1989), Kỹ thuật tiện, NXB Mir - Maxcơva.
9. GS.TS. Ninh Đức Tốn (2005), Sổ tay dung sai lắp ghép, NXB Giáo dục, Hà Nội
10. TS. Hà Văn Vui (2004), Sổ tay thiết kế Cơ khí tập 1-2, NXB Khoa học kỹ thuật, Hà Nội.








