THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐÙI MÁY CÀY
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐÙI MÁY CÀY, đồ án môn học công nghệ chế tạo máy CHI TIẾT ĐÙI MÁY CÀY, bài tập lớn công nghệ chế tạo máy CHI TIẾT ĐÙI MÁY CÀY, thiết kế quy trình công nghệ gia công chi tiết CHI TIẾT ĐÙI MÁY CÀY
MỤC LỤC
Trang
LỜI NÓI ĐẦU 3
Chương 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
1. Phân tích chức năng và điều kiện làm việc của chi tiết 6
2. Xác định sản lượng hàng năm của chi tiết 14
Chương 2: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
1. Xác định phương hướng công nghệ chế tạo phôi 15
2. Quy trình công nghệ sơ đồ đúc 18
3. Tính hệ số sử dụng phôi 19
Chương 3: THIẾT LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
1. Xác định đường lối công nghệ 20
2. Lập tiến trình gia công. 22
Chương 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ 25
Chương 5: TÍNH TOÁN CHẾ ĐỘ CẮT 32
Chương 6: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ 55
KẾT LUẬN 61
TÀI LIỆU THAM KHẢO 62
LỜI NÓI ĐẦU
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong tất cà các ngành, các lĩnh vực. đặt biệt là ngành cơ khí chế tạo máy. Ngành cơ khí chế tạo máy là một trong những ngành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hóa hiện đại hóa đất nước. muốn đạt được điều đó thì vấn đề đặt ra ở đây phải có trang thiết bị công nghệ và nguồn nhân lực. Nguồn nhân lực có trình độ chuyên môn kỹ thuật mới để có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ để từ đó đưa ra đường lối công nghệ hợp lý phục vụ cho nhu cầu sản xuất.
Trong cơ khí muốn đạt được chất lượng sản phẩm cũng như muốn nâng cao sự chính xác về kích thước, hình dáng hình học, vị trí tương quan phải hội đủ các diều kiện sau: Máy, dao, đồ gá, chi tiết gia công… Việc thiết kế đồ gá gia công chi tiết trên máy là yếu tố cần thiết trong ngành chế tạo máy. Nhằm tạo cho chúng em nhận được một đồ án tốt nghiệp . Đó là đề tài thiết kế quy trình công nghệ “ Đùi máy cày “
Qui trình công nghệ này được trình bày những vấn đề cơ bản từ quá trình tạo phôi, lập qui trình công nghệ, thiết kế đồ gá đến quá trình tổng kiểm tra sản phẩm mà em được tiếp thu tại nhà trường trong thời gian học và thực tập. Do thời gian và sự hiểu biết về kiến thức của chúng em còn hạn chế nên trong quá trình thực hiện đề tài không thể không thiếu sót về tính toán , tra bảng, quy trình công nghệ … Vì vậy kính mong quý thành cô trong hội đồng nhà trường, trong khoa cơ khí, chỉ dẫn thêm cho đề tài chúng em được tốt hơn. Chúng em xin chân thành cảm ơn sự hướng dẫn tận tình của thầy .... trong suốt quá trình làm đồ án.
Chương1 Phân Tích Chi Tiết Gia Công
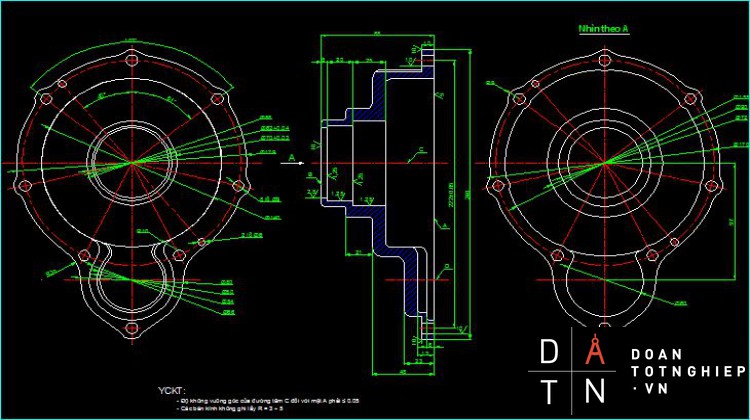
1.1. Phân tích chức năng và điều kiện làm việc của chi tiết gia công
+ Phân tích chức năng:
Đùi máy cày là chi tết thuộc dạng hộp. Vì hộp là dạng bao gồm các chi tiết có hình khối rỗng thường làm nhiệm vụ là chi tiết cơ sở để lắp các đơn vị lắp như (nhóm, cụm, bộ phận) của những chi tiết khác lên tạo thành bộ phận máy nhằm thực hiện một nhiệm vụ động học nào đó của toàn máy
Trên hộp có nhiều mặt phẳng, các lỗ cần gia công chính xác để làm bề mặt tiếp xúc hoặc thực hiện các mối lắp ghép
+Phân tích điều kiện làm việc :
Chi tiết cần lập qui trình công nghệ và gia công có dạng nắp đậy, nên bề mặt làm việc của nó bao gồm :
- Mặt đáy..
- Lỗ Ø62.
- Lỗ Ø70.
Từ những yếu tố trên ta khẳng định đây là chi tiết dạng hộp.
+Phân tích yêu cầu kỹ thuật của chi tiết:
Chi tiết có dạng hộp và làm bằng vật liệu GX15–32.
Bề mặt làm việc chính bao gồm mặt đáy, và lỗ Ø70. Từ những phân tích điều kiện làm việc của chi tiết, ta có những yêu cầu kỹ thuật sau:
- Độ không vuông góc của đường tâm C đối với mặt A phải ≤0.05.
- Các bán kính không ghi lấy từ 3 ÷ 5
Từ những phân tích trên ta đưa ra thành phần hóa học của GX15-32 như sau:
+ 150 Giới hạn bền uốn (MPa)
+ 320 Giới hạn bền kéo (MPa)
+ Độ cứng : HB = 179 ÷ 241
+ Các thành phần nguyên tố của GX15-32 :
|
C |
Si |
Mn |
P |
S |
Fe |
|
3.3% |
1.5% |
0.75% |
0.5% |
0.05% |
Còn lại |
Từ điều kiện làm việc của chi tiết là dùng để lắp ổ lăn đỡ chi tiết dạng trục, nên đòi hỏi phải có độ cứng cao, độ bền nén tốt, có tính giảm chấn bên cạnh đó gang xám có khả năng chịu mài mòn nên ta chọn vật liệu là GX15-32 là tốt nhất. Bên cạnh đó chi tiết yêu cầu làm việc trong va đập nhiệt tốt.
1.2. Phân tích về độ chính xác của chi tiết gia công :
+ Độ chính xác các kích thước có chỉ dẫn dung sai ;
- Kích thước lỗ Ø70+0.03:
Kích thước danh nghĩa = Ø70mm , ES = 0.03mm, EI = 0mm ,
Theo bàng (1.4/4 BTDSLG) kích thước đạt cấp chính xác IT7,
Thuộc miền dung sai H.
- Kích thước lỗ Ø62+0.04:
Kích thước danh nghĩa = Ø62mm , ES = 0.04mm, EI = 0mm ,
Theo bàng (1.4/4 BTDSLG) kích thước đạt cấp chính xác IT8,
Thuộc miền dung sai H
- Kích thước 222±0.05:
Kích thước danh nghĩa = 222mm , ES = 0.05mm , EI = -0.05mm ,
Theo bàng (1.4/4 BTDSLG) kích thước đạt cấp chính xác IT9,
Thuộc miền dung sai JS
+ Độ chính xác các kích thước không có chỉ dẫn dung sai:
-kích thước không chỉ dẫn xác định bởi hai mặt gia công đạt ccx12:
*Kích thước Ø6 , đạt cấp chính xác IT12. Theo bàng (1.4/4 BTDSLG)
IT = 0.12mm
ES = 0.06mm
EI = - 0.06mm
Kích thước được viết lại Ø6±0.06. Thuộc miền dung sai JS
*Kích thước Ø9 , đạt cấp chính xác IT12. theo bàng (1.4/4 BTDSLG)
IT = 0.15mm
ES = 0.07mm
EI = - 0.07mm
Kích thước được viết lại Ø9±0.07. Thuộc miền dung sai JS
*Kích thước Ø170 , đạt cấp chính xác IT12. theo bàng (1.4/4 BTDSLG)
IT = 0.4mm
ES = 0.2mm
EI = - 0.2mm
Kích thước được viết lại Ø170±0.2. Thuộc miền dung sai JS
*Kích thước 10, đạt cấp chính xác IT12. theo bàng (1.4/4 BTDSLG)
IT = 0.15mm
es = 0.07mm
ei = - 0.07mm
kích thước được viết lại 10±0.07. Thuộc miền dung sai JS
*Kích thước 20, đạt cấp chính xác IT12. theo bàng (1.4/4 BTDSLG)
IT = 0.21mm
es = 0.1mm
ei = - 0.1mm
Kích thước được viết lại 20±0.1. Thuộc miền dung sai JS
*Kích thước 25 , đạt cấp chính xác IT12. theo bàng (1.4/4 BTDSLG)
IT = 0.21mm
es = 0.1mm
ei = - 0.1mm
Kích thước được viết lại 25±0.1. Thuộc miền dung sai JS
*Kích thước 88, đạt cấp chính xác IT12. theo bàng (1.4/4 BTDSLG)
IT = 0.35mm
es = 0.17mm
ei = - 0.17mm
Kích thước được viết lại 88±0.17. Thuộc miền dung sai JS
-kích thước không chỉ dẫn xác định bởi một mặt gia công và một mặt không gia công đạt ccx14:
*Kích thước Ø58 , đạt cấp chính xác IT14. theo bàng (1.4/4 BTDSLG)
IT = 0.74mm
ES = 0.37mm
EI = - 0.37mm
Kích thước được viết lại Ø58±0.37. Thuộc miền dung sai JS
*Kích thước 48 , đạt cấp chính xác IT14. theo bàng (1.4/4 BTDSLG)
IT = 0.62mm
ES = 0.3mm
EI = - 0.3mm
Kích thước được viết lại 48±0.3. Thuộc miền dung sai JS
*Kích thước 97, đạt cấp chính xác IT14 .theo bàng (1.4/4 BTDSLG)
IT = 0.87mm
es = 0.4mm
ei = - 0.4mm
Kích thước được viết lại 97±0.4. Thuộc miền dung sai JS
-kích thước không chỉ dẫn xác định bởi hai bề mặt không gia công đạt ccx16:
*Kích thước Ø50, đạt cấp chính xác IT16. theo bàng (1.4/4 BTDSLG)
IT = 1.6mm
ES = 0.8mm
EI = - 0.8mm
Kích thước được viết lại Ø50±0.8 . Thuộc miền dung sai JS
*Kích thước Ø54, đạt cấp chính xác IT16. theo bàng (1.4/4 BTDSLG)
IT = 1.9mm
ES = 0.95mm
EI = - 0.95mm
Kích thước được viết lại Ø54±0.95 . Thuộc miền dung sai JS
*Kích thước Ø60, đạt cấp chính xác IT16. theo bàng (1.4/4 BTDSLG)
IT = 1.9mm
ES = 0.95mm
EI = - 0.95mm
Kích thước được viết lại Ø60±0.95. Thuộc miền dung sai JS
*Kích thước Ø66, đạt cấp chính xác IT16. theo bàng (1.4/4 BTDSLG)
IT = 1.9mm
ES = 0.95mm
EI = - 0.95mm
Kích thước được viết lại Ø66±0.95. Thuộc miền dung sai JS
*Kích thước Ø72, đạt cấp chính xác IT16. theo bảng (1.4/4 BTDSLG)
IT = 1.9mm
ES = 0.95mm
EI = - 0.95mm
Kích thước được viết lại Ø72±0.95. Thuộc miền dung sai JS
*Kích thước Ø80, đạt cấp chính xác IT16. Theo bảng (1.4/4 BTDSLG)
IT = 1.9mm
ES = 0.95mm
EI = - 0.95mm
Kích thước được viết lại Ø80±0.95. Thuộc miền dung sai JS
*Kích thước Ø90, đạt cấp chính xác IT16. theo bảng (1.4/4 BTDSLG)
IT = 2.2mm
ES = 1.1mm
EI = - 1.1mm
Kích thước được viết lại Ø90±1.1 . Thuộc miền dung sai JS
*Kích thước Ø140, đạt cấp chính xác IT16. theo bảng (1.4/4 BTDSLG)
IT = 2.2mm
ES = 1.1mm
EI = - 1.1mm
Kích thước được viết lại Ø140±1.1 . Thuộc miền dung sai JS
*Kích thước Ø155, đạt cấp chính xác IT16. theo bảng (1.4/4 BTDSLG)
IT = 2.5mm
ES = 1.25mm
EI = - 1.25mm
Kích thước được viết lại Ø155±1.25 . Thuộc miền dung sai JS
*Kích thước Ø179, đạt cấp chính xác IT16. theo bảng (1.4/4 BTDSLG)
IT = 2.5mm
ES = 1.25mm
EI = - 1.25mm
Kích thước được viết lại Ø179±1.25. Thuộc miền dung sai JS
*Kích thước 6, đạt cấp chính xác IT16 .theo bảng (1.4/4 BTDSLG)
IT = 0.75mm
es = 0.37mm
ei = - 0.37mm
Kích thước được viết lại 6±0.37 . Thuộc miền dung sai JS
*Kích thước 13, đạt cấp chính xác IT16 .theo bảng (1.4/4 BTDSLG)
IT = 1.1mm
es = 0.55mm
ei = - 0.55mm
Kích thước được viết lại 13±0.55 . Thuộc miền dung sai JS
*Kích thước 21, đạt cấp chính xác IT16 . theo bảng (1.4/4 BTDSLG)
IT = 1.3mm
es = 0.65mm
ei = - 0.65mm
Kích thước được viết lại 21±0.65 . Thuộc miền dung sai JS
*Kích thước 23, đạt cấp chính IT16. theo bảng (1.4/4 BTDSLG)
IT = 1.3mm
es = 0.65mm
ei = -0.65mm
Kích thước được viết lại 23±0.65 . Thuộc miền dung sai JS
*Kích thước 240, đạt cấp chính xác IT16. theo bảng (1.4/4 BTDSLG)
IT = 2.9mm
es = 1.45mm
ei = -1.45mm
Kích thước được viết lại 240±1.45 . Thuộc miền dung sai JS
* Biện luận dạng sản xuất :
...................................
Chương 3 Thiết Lập Bảng Qui Trình Công Nghệ Gia công cơ
3.1. Xác định đường lối công nghệ:
- Trong các dạng sản xuất hàng loạt vừa trở lên, qui trình công nghệ được xây dựng theo nguyên tắc phân tán hoặc tập trung nguyên công.
- Theo nguyên tắc phân tán nguyên công thì qui trình công nghệ được chia ra các nguyên công dơn giản có thời gian như nhau.
- Ở đây mỗi máy thực hiện một nguyên công nhất định, đồ gá sử dụng là đồ gá chuyên dùng.
+ Chọn phương pháp gia công:
- Đường lối công nghệ thích hợp nhất là phân tán nguyên công. Vì nó phù hợp với các dạng sản xuất hàng loạt vừa và lớn muốn chuyên môn hóa cao để có năng suất cao trong điều kiện sản xuất ở Việt Nam. Ở đây chúng ta dùng máy vạn năng kết hợp với đồ gá chuyên dùng và các máy chuyên dùng để chế tạo.
+ Chọn chuẩn công nghệ.
* chuẩn công nghệ là bề mặt chi tiết được dùng để dịnh vị chi tiết trong quá trình gia công lắp ráp sửa chửa. Việc chọn chuẩn công nghệ thích hợp tạo điều kiện thuận lợi cho việc thực hiện các nguyên công được dễ dàng nhanh chóng và chính xác đảm bảo yêu cầu kỹ thuật và chỉ tiêu kinh tế.
* Xác định chuẩn thô: là chuẩn định vị trên bề mặt chưa gia công cắt gọt,việc chọn chuẩn thô phải đảm bảo phân bổ đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cần thiết về vị trí tương quan giữa các bề mặt với nhau, chọn chuẩn thô phải tuân thủ theo 5 nguyên tắc chọn chuẩn thô.
* Xác định chuẩn tinh: Là chuẩn xác định trên bề mặt đã qua gia công cắt gọt việc chọn chuẩn tinh phải tuân thủ theo 5 nguyên tắc chọn chuẩn tinh.
* Sau khi xác định chuẩn thô, chuẩn tinh phù hợp. Tiến hành lập trình tự gia công nhằm đảm bảo yêu cầu kỹ thuật tính kinh tế , nâng cao năng suất nhờ vào việc giảm thời gian gia công, thời gian phụ.
3.2. Lập tiến trình công nghệ:
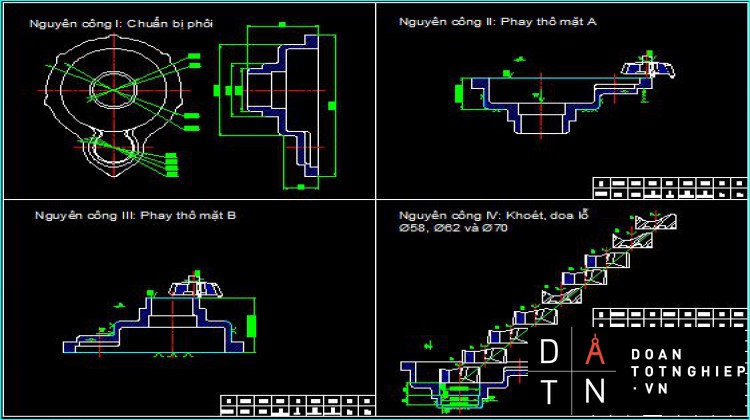
* Tiến trình công nghệ I :
+ Nguyên công I: Chuẩn bị phôi.
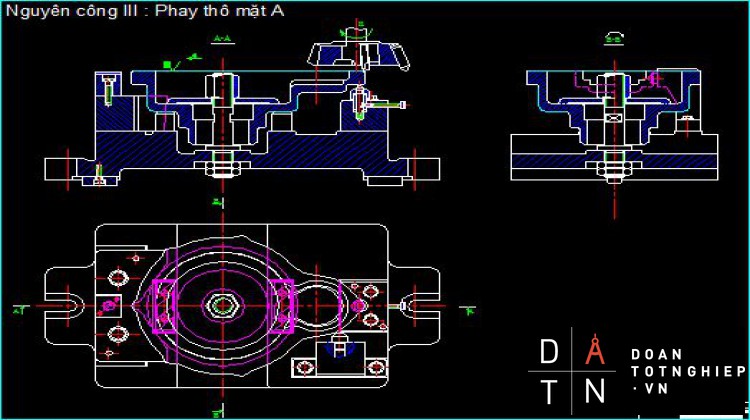
+ Nguyên công II: Phay thô mặt A
+ Nguyên công III: Phay thô mặt B
+ Nguyên công IV: khoét, doa lỗ Ø58, Ø62 và Ø70
+ Nguyên công V: Phay tinh mặt A
+ Nguyên công VI: Phay thô 8 bề mặt lỗ Ø18
+ Nguyên công VII: Khoan 8 lỗ Ø9 và 2 lỗ Ø6
+ Nguyên công VIII: Tổng kiểm tra .
* Tiến trình công nghệ II:
+ Nguyên công I: Chuẩn bị phôi
- Làm sạch cát
- Làm sạch bavia
- kiểm tra phôi
- Ủ phôi
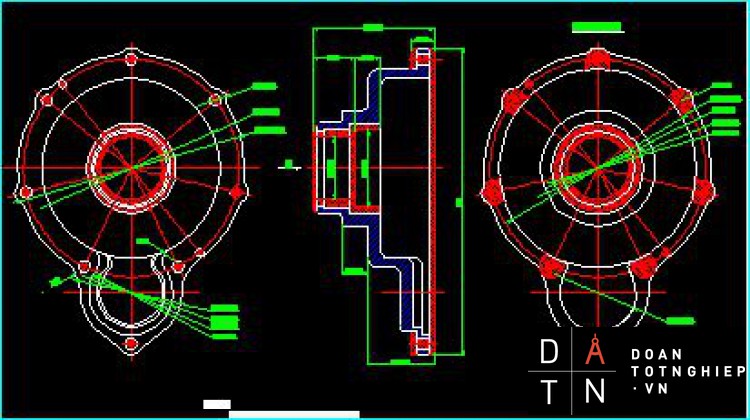
+ Nguyên công II: Phay thô mặt A
- Mặt trụ ngoài Ø155: Định vị 2 bậc
- Bề mặt Ø155 : 3 bậc
- Mặt trụ ngoài Ø80: 1 bậc
+ Nguyên công III: Phay thô mặt B
- Mặt trụ ngoài Ø90: Định vị 2 bậc
- Mặt trụ ngoài Ø80: Định vị 1 bậc
- Mặt A : 3 bậc
..................................
Chương 4 Biện Luận Qui Trình Công Nghệ
1. Biện luận chung :
- Sự sắp sếp các nguyên công có ành hưởng đến chất lượng sản phẩm, ảnh hưởng đến quá trình gia công. Chính vì thế thứ tự các nguyên công cần được sắp sếp hợp lý. Trong quá trình công nghệ gia công được sắp sếp như sau:
2. Biện luận nguyên công
+ Nguyên công I: Chuẩn bị phôi.
+ Nguyên công II: Phay thô mặt A
+ Nguyên công III: Phay thô mặt B
+ Nguyên công IV: khoét, doa lỗ Ø58, Ø62 và Ø70
+ Nguyên công V: Phay tinh mặt A
+ Nguyên công VI: Phay thô 8 bề mặt lỗ Ø18
+ Nguyên công VII: Khoan 8 lỗ Ø9 và 2 lỗ Ø6
+ Nguyên công VIII: Tổng kiểm tra .
+ Nguyên công I: Chuẩn bị phôi
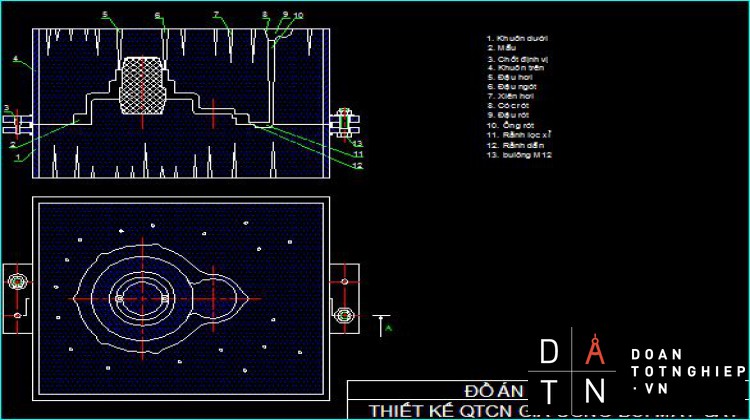
- Bước 1: Chọn phôi
Ta chọn phôi đúc vì đây là vật liệu bằng gang xám. Ta chọn phương pháp đúc trong khuôn cát và làm khuôn bằng máy cho phù hợp với dạng sản xuất hàng loạt vừa. Cấp chính xác II.
- Bước 2: Làm sạch phôi
Trong quá trình đúc thành phẩm phôi thường có các bavia phần dư thừa do đó nên cần mài bỏ trước khi vào các nguyên công tiếp theo ta cũng phải làm sạch vết cháy cả ở bên ngoài.
- Bước 3: kiểm tra phôi
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐÙI MÁY CÀY, đồ án môn học công nghệ chế tạo máy CHI TIẾT ĐÙI MÁY CÀY, bài tập lớn công nghệ chế tạo máy CHI TIẾT ĐÙI MÁY CÀY, thiết kế quy trình công nghệ gia công chi tiết CHI TIẾT ĐÙI MÁY CÀY










