THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT E TÔ ETO

NỘI DUNG ĐỒ ÁN
CHƯƠNG I: PHÂN TÍCH SẢN PHẨM
1. Phân tích kết cấu, điều kiện làm việc
-Etô là chi tiết dạng hộp, có hình dáng và kết cấu tương đối phức tạp ,chi tiết có các mặt đủ lớn để định vị và kẹp chặt. bề mặt làm việc chính của chi tiết là rãnh mang cá, các mặt a,b,c,g,i và lỗ có đường kính O22+0.021mm, nên trong quá trình gia công bề mặt này cần có độ chính xác cao. Do vậy việc thiết kế đồ gá để gia công chi tiết cũng gặp không ít khó khăn. Còn lại các bề mặt khác không đòi hỏi độ chính xác cao, nên việc chọn đường lối gia công cũng như phương pháp gia công các mặt này tương đối đơn giản.
2. Phân tích vật liệu chế tạo
- Trong quá trình làm việc êtô chịu rung, chịu uốn vì vậy ta phải chọn vật liệu chịu được cả rung và nén ,vì thế ta chọn vật liệu để chế tạo là gang xám, vã lại gang xám rất dễ gia công cơ khí và có tính công nghệ tốt.
- Vật liệu chế tạo bàn khoan là gang xám gx 15 – 32
+ Độ cứng HB = 160
+ Giới hạn bền kéo dk = 150kg/mm2
+ Giới hạn bền uốn du = 320kg/mm2
- Gang xám ký hiệu (gx) là hợp kim sắt với cacbon có chứa một số nguyên tố như
+ 2,8 - 3.5% C
+ 2,5 - 3% Si
+ 0,5 - 1% Mn
+ 0,1 - 0,2% P
+ 0,1 - 0,12% S
3. Phân tích độ chính xác của sản phẩm
+ Các kích thước của êtô gồm :
Chiều dài : 330 mm
Chiều rộng : 100 mm
Chiều cao : 175 mm................................................................
CHƯƠNG III:CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI
1. PHÂN TÍCH VIỆC CHỌN PHÔI
Có rất nhiều phương pháp để tạo nên phôi, do đó cần phải phân tích ưu khuyết điểm giữa các kiểu tạo phôi với nhau nhằm tìm ra phương pháp chế tạo phôicho thích hợp.
a. Phôi rèn dập : Phôi rèn dập bằng tay hay bằng máy đều cho độ bền cơ tính cao tạo nên ứng suất dư trong chi tiết nhưng lại tạo cho chi tiết dẻo và tính đàn hồi tốt.
Mà chi tiết gia công bằng gang xám nên việc chế tạo phôi theo phương pháp này là không thích hợp vì gang xám có tính giòn nên khi rèn làm cho chi tiết dễ bị hiện tượng nức nẻ.
b. Phôi cán : Phôi cán cũng giống như phôi rèn dập, đều cho độ bền cơ tính cao, chi tiết phải dẻo và có tính đàn hồi tốt. Vì thế phương pháp này là không thích hợp.
c. Phôi đúc : Phôi đúc có cơ tính không cao nhưng việc chế tạo khuôn đúc cho
những chi tiết phức tạp cũng khá dễ dàng, thiết bị lại khá đơn giản, đồng thời phương pháp này lại rất phù hợp với những chi tiết có vật liệu làm bằng gang vì gang có những đặc tính sau:
+ Lượng dư phân bố đều
+ Tiết kiệm được vật liệu
+ Giá thành rẽ
+ Được sử dụng rộng rãi
+ Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi gia công giảm được khá nhiều thời gian.
·Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong chỉ phát hiện khi gia công nên làm giảm năng suất và hiệu quả.
·Kết luận
Từ các phương pháp tạo phôi trên ta thấy phương pháp đúc là phù hợp với chi tiết đã cho vì có rất nhiều ưu điểm so với gang là các phương pháp khác. vậy ta chọn phương pháp chế tạo phôi là phương pháp đúc.
2. Phân tích phương pháp chế tạo phôi : có rất nhiều phương pháp đúc nên ta phải chọn một phương pháp đúc cho phù hợp với dạng sản xuất.
a. Đúc trong khuôn cát mẫu gỗ:
Phương pháp này thì chất lượng bề mặt đúc không cao, giá thành thì thấp, trang thiết bị rất đơn giản thích hợp cho dạng sản xuất đơn chiếc và loại nhỏ
- Loại phôi này đạt cấp chính xác IT16 - IT17.
- Độ nhám đạt Rz = 160.
b. Đúc trong khuôn cát mẫu kim loại:
- Phương pháp này thì có cấp chính xác khá cao, giá thành cao hơn so với phương pháp đúc trong khuôn cát mẫu gỗ, loại này phù hợp với dạng sản xuất hàng loạt vừa và hàng loạt lớn.
- Phương pháp này đạt cấp chính xác la IT15 - IT16............................
CHƯƠNG IV : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
1. Nguyên công I : Chuẩn bị phôi
Làm sạch phôi, kiểm tra phôi và thường hóa phôi đúng ra phải được phân ra làm 3 nguyên công khác nhau do chúng được làm tại 3 nơi khác nhau. Nhưng để đơn giản trong việc lập bảng quy trình công nghệ gia công cơ ta sắp xếp chúng thành một nguyên công.
Nguyên công này nguyên công bắt buộc trước khi bước vào việc gia công bất kỳ một sản phẩm nào. Phôi sau khi đã phá khuôn ta phải cắt bỏ các phần thừa đây là những bộ phận của hệ thống rót và các đậu hơi đậu ngót. Trong việc này ta sử dụng các loại máy như máy cắt, máy mài…
Kế đến là ta làm sạch các bề mặt của phôi nói đúng hơn là ta loại bỏ các phần xỉ bám, phần hổn hợp làm khuôn bám lại trên phôi và những hổn hợp khác. Công việc này ta dùng máy phun cát để làm tăng độ nhám bề mặt phôi.
Sau khi công việc làm sạch được hoàn thành tiếp đến là phải kiểm tra các kích thước của phôixem phôi có đảm bảo được các kích thước gia công, bên cạnh đó ta phải kiểm tra các sai hỏng của phôi để đảm bảo các khuyết tật như : vết nứt, rỗ co, rỗ khí, lẫn tạo chất, bị biến trắng…. Ngoài ra, phôi phải đảm bảo về hình dáng và kết cấu bản vẽ. Do đó, bước này ta sử dụng thước cặp 1/10 và cac máy kiểm tra khuyết tật của kim loại. Sau đó ta đem đi nhiệt luyện: ở đây ta áp dụng phương pháp ủ hoàn toàngồm các bước sau :
+ chi tiết được nung nóng tới nhiệt độ 6500c (giữ trong 10 giờ).
+ làm nguội ngoài khí trời.
2. Nguyên công II : bước 1:phay thô mặt f
Để phay được mặt f này ta dùng mặt e để định vị 3 bậc tự do, mặt b khử 3 bậc tự do. Từ đó đảm bảo được nguyên công của ta gia công được một cách chính xác và đảm bảo được tính kinh tế cao.
Vì đây là nguyên công thay phô với lượng dư là 5 nên ta chỉ cần dùng một lát cát để phay hết lượng dư và do đây là nguyên công phay thô nên độ nhám cũng không cao phù hợp với yêu cầu chi tiết đạt Rz80
Ơ nguyên công này ta sử dụng máy phay 6h12 vì chi tiết làm bằng gang là vật liệu dòn. Bên cạnh đó lát cát ở đây cũng tương đối lớn nên ta chọn dao phay mặt đầu có gắn thỏi hợp kim cứng BK6 theo tiêu chuẩn với đưòng kính D = 200 và số lưỡi dao là 20.
Bước 2: phay thô mặt B
Ta phải phay thô mặt e sao cho chi tiết đạt được kích thước là 100 mm.
Để phay được mặt e này thì cũng tương tự như bước 1 ta sử dụng mặt f hạn chế được 3 bậc tự do, mặt b ta khử được 2 bậc tự do, chi tiết ta đã đảm bảo được độ cứng vững tuyệt đối giúp cho thao tác định vị của người thợ một cách chính xác và đảm bảo được tính kinh tế cao cho nguyên công .
Do lượng dư của mặt e chỉ có 3,5 mm và đây là nguyên công phay thô nên ta chỉ sử dụng một lát cát là xong. Chỉ cần cho dao ăn sâu đúng 3,5 mm và phay đi qua một lần là đảm bảo yêu cầu kích thước là 100 và độ nhám là Rz80 vì thế ở đây cũng không yêu cầu cao về tay nghề người thợ chỉ cần người thợ có bậc 3/7 là được , ta cũng chỉ dùng máy 6H12 cho đỡ phức tạp và giảm bớt tính đa dạng máy của xưởng song song với nó thì ta chọn dao phay mặt đầu có gắn thỏi hợp kim cứng bk6 theo tiêu chuẩn tương tự như ở bước trên, còn đối với đồ gá cho nguyên công này và nguyên công trên ta chỉ cần dùng tới êtô. Để đảm bảo được yêu cầu về kích thước ta phải dùng thước cặp 1/20 .
3. Nguyên công III : bước 1:phay thô mặt b-c
Để phay được mặt b-c này ta dùng mặt a để định vị 3 bậc tự do, mặt f khử 3 bậc tự do. Từ đó đảm bảo được nguyên công của ta gia công được một cách chính xác và đảm bảo được tính kinh tế cao.
Vì đây là nguyên công thay phô với lượng dư là 3.5 mm nên ta chỉ cần dùng một lát cát để phay hết lượng dư và do.Đây là nguyên công phay thô nên độ nhám cũng không cao phù hợp với yêu cầu chi tiết đạt Rz80.
Ơ nguyên công này ta sử dụng máy phay 6h12 vì chi tiết làm bằng gang là vật liệu dòn. Bên cạnh đó lát cắt ở đây cũng tương đối lớn nên ta chọn dao phay ngón đuôi côn,móc côn số 2 theo tiêu chuẩn với đưòng kính D = 63 mm và số lưỡi dao làz=8 mm.
Bước 2: Phay thô mặt A-H-J-KT 16.5 mm
Để phay được các mặt này thì cũng tương tự như bước 1 ta sử dụng mặt f hạn chế được 3 bậc tự do, mặt b ta khử được 2 bậc tự do, chi tiết ta đã đảm bảo được độ cứng vững tuyệt đối giúp cho thao tác định vị của người thợ một cách chính xác và đảm bảo được tính kinh tế cao cho nguyên công.
Do lượng dư của mặt e chỉ có 3,5 và đây là nguyên công phay thô nên ta chỉ sử dụng một lát cát là xong. Chỉ cần cho dao ăn sâu đúng 3,5 mm và phay đi qua
Một lần là đảm bảo yêu cầu kích thước là 100 và độ nhám là Rz 80 vì thế ở đây cũng không yêu cầu cao về tay nghề người thợ chỉ cần người thợ có bậc 3/7 là được , ta cũng chỉ dùng máy 6H12 cho đỡ phức tạp và giảm bớt tính đa dạng máy của xưởng song song với nó thì ta chọn dao phay mặt đầu có gắn thỏi hợp kim cứng BK6 theo tiêu chuẩn tương tự như ở bước trên, còn đối với đồ gá cho nguyên công này và nguyên công trên ta chỉ cần dùng tới êtô. Để đảm bảo được yêu cầu về kích thước ta phải dùng thước cặp 1/20 .
Bước 3: phay tinh mặt A
Để phay được các mặt này thì cũng tương tự như bước trên ta sử dụng mặt f hạn chế được 3 bậc tự do, mặt b ta khử được 2 bậc tự do, chi tiết ta đã đảm bảo được độ cứng vững tuyệt đối .chiều sâu lớp cắt là 1 mm dộ nhám cần đạt là Ra2,5.phay xong kich thước đạt được là 35mm.kiểm tra kích thước bằng thước cặp 1/20.cũng dung dao như bước trên.
4.Nguyên công IV: bước 1phay rãnh 25 mm
Để phay được rãnh này ta dùng mặt b để định vị 3 bậc tự do, mặt f khử 3 bậc tự do. Từ đó đảm bảo được nguyên công của ta gia công được một cách chính xác và đảm bảo được tính kinh tế
Cao.chiều sâu cắt t= 15 mm,ở nguyên công này ta sử dụng máy phay 6H12 vì chi tiết làm bằng gang là vật liệu dòn. Bên cạnh đó lát cắt ở đây cũng tương đối lớn nên ta chọn dao phay ngón đuôi côn,móc côn số 3 theo tiêu chuẩn với đưòng kính D =25 và số lưỡi dao la z=8 mm .bằng thép gió P18.kiểm tra kt bằng thước cặp 1/20.
Bước 2: phay rãnh R=22 mm
Để phay được rãnh này ta dùng mặt b để định vị 3 bậc tự do, mặt f khử 3 bậc tự do. Từ đó đảm bảo được nguyên công của ta gia công được một cách chính xác và đảm bảo được tính kinh tế cao.chiều sâu cắt t= 5,ở nguyên công này ta sử dụng máy phay 6h12 vì chi tiết làm bằng gang là vật liệu dòn. Bên cạnh đó lát cắt ở đây cũng tương đối lớn nên ta chọn dao phay ngón đuôi côn,móc côn số 3 theo tiêu chuẩn với đưòng kính D =44 mm và số lưỡi dao là z=8 mm.bằng thép gió P18.kiểm tra kt bằng thước cặp 1/20.
5. Nguyên công V : phay rãnh đuôi én
Để phay được này ta dùng mặt b để định vị 3 bậc tự do, mặt f khử 3 bậc tự do. Từ đó đảm bảo được nguyên công của ta gia công được một cách chính xác và đảm bảo được
...................................................................................
MỤC LỤC
TRANG
CHƯƠNGI:PHÂN TÍCH SẢN PHẨM...................................................................... 9
- Phân tích kết cấu, điều kiện làm việc.................................................. 9
- Phân tích vật liệu chế tạo....................................................................... 9
- Phân tích độ chính xác của sản phẩm.................................................. 9
CHƯƠNG II: BIỆN LUẬN DẠNG SẢN XUẤT.................................................... 11
- Tính thể tích......................................................................................... 11
2. Xác định dạng sản xuất....................................................................... 12
CHƯƠNG III: CHỌN PHÔI,PHƯƠNG PHÁP CHẾ TẠO PHÔI..................... 13
- Phân tích việc chọn phôi..................................................................... 13
2. phân tích phương pháp chế tạo phôi.................................................. 13
CHƯƠNG IV: XÁC ĐỊNH CHẾ ĐỘ CẮT............................................................ 16
-
Tra chế độ cắt nguyên công II :bước 1 gia công mặt F đạt Rz80
................................................................................................................. 16- Tra chế độ cắt bước 2 phay thô mặt E
-
Tra chế độ cắt nguyên công III: bước 1 phay thô mặt B – C........... 18
- Tra chế độ cắt: bước 2 phay thô mặt A-H-J-KT 16,5-phay tinh
mặt A
-
Tra chế độ cắt nguyên công IV:bước1 phay rãnh D........................ 20
- Tra chế độ cắt:bước phay rãnh R....................................................... 22
- Tra chế độ cắt:nguyên công V phay rãnh đuôi én........................... 22
- Tra chế độ cắt nguyên công VI : phay mặt G đạt Rz40................... 23
-
Trachế độ cắt nguyên công VII:bước1 khoan lỗ f 20,4 mm........... 24
- Tra chế độ cắt :bước 2 khoét lỗ f 21,6 mm
- Tra chế độ cắt :bước 3 doa lỗ f 22 mm
- Tra chế độ cắt nguyên công VIII :bước 1 khoan 4 lỗf4,8mm........ 27
và tarô ren M5
- Tra chế độ cắt:bước 2 khoan 4 lỗ f5,8mm và tarô ren M6
8. Tra chế độ cắt nguyên công IX : khoan 3 lỗ f 12,5 mm................. 30
CHƯƠNGV:LẬP BẢNG QUY TRÌNH CÔNG NGHỆ............................... 31
CHƯƠNG VI: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ.......................... 32
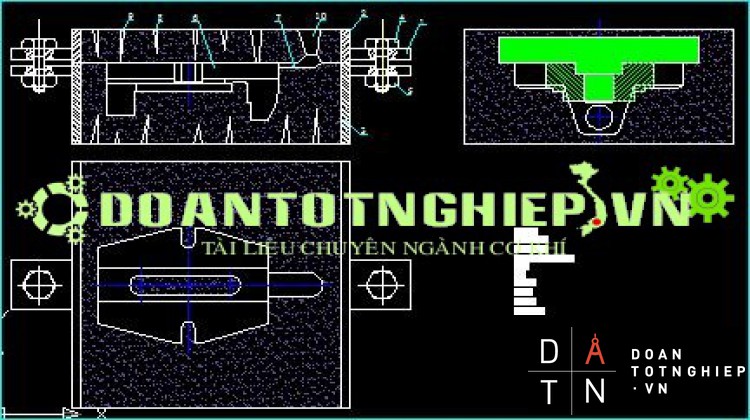
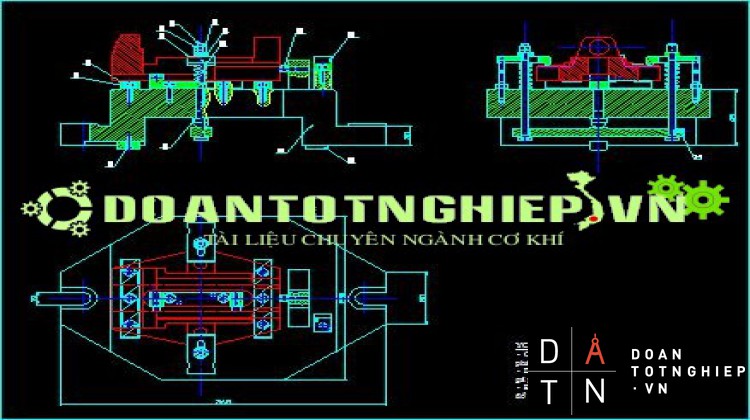
CHƯƠNG VII : TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ............................... 36
- Phân tích yêu cầu kỹ thuật của nguyên công.................................. 36
- Chọn phương án định vị và kẹp chặt................................................ 37
- Tính sai số chuẩn................................................................................. 37
4. Tính lực kẹp......................................................................................... 38








