THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ 2 SPK

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ 2, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
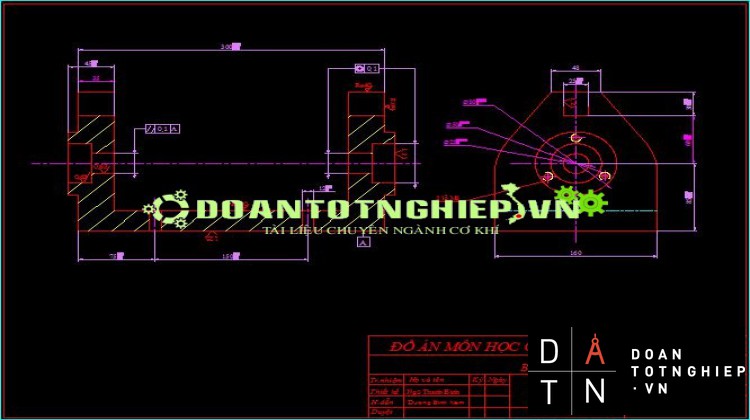
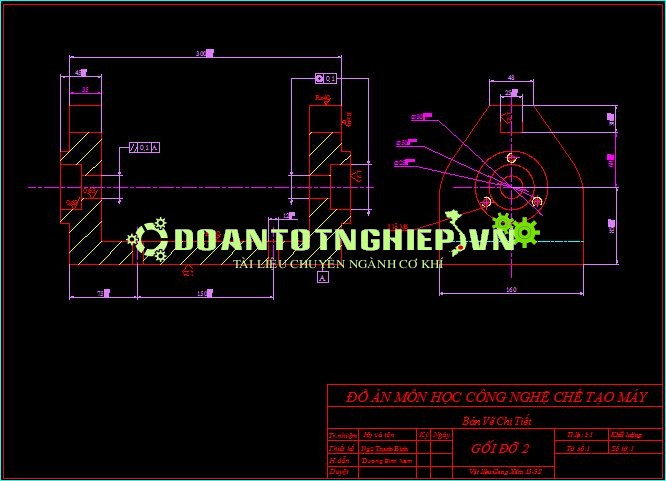
Tên đề tài: Thiết kế quy trình công nghệ gia công chi tiết: GỐI ĐỠ 2 (Dạng hộp)
-
Số liệu cho trước:
- Sản lượng:5500 chiếc/năm
- Điều kiện thiết bị: tự chọn
-
Nội dung thiết kế:
- Nghiên cứu chi tiết gia công: chức năng làm việc, tính công nghệ của kết cấu … và xác định dạng sản xuất.
- Chọn phôi và phương pháp tạo phôi, tra lượng dư gia công cho các bề mặt gia công.
- Lập tiến trình công nghệ: thứ tự gia công, gá đặt, so sánh các phương án, chon phương án hợp lí.
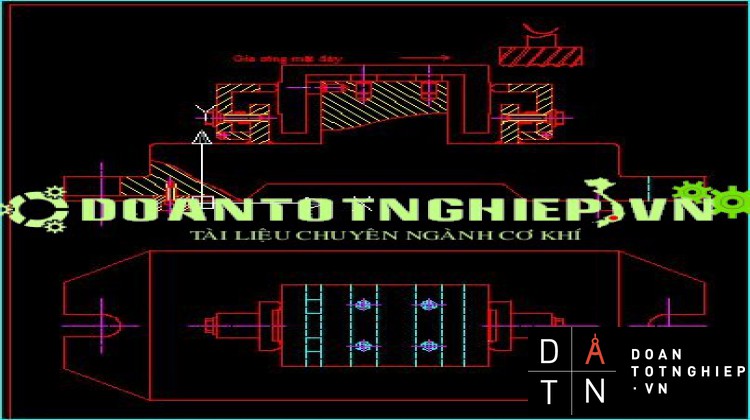
- Thiết kế nguyên công:
- Chọn máy.
- Vẽ sơ đồ gá đặt có ký hiệu định vị, kẹp chặt, dụng cụ cắt ở vị trí cuối cùng, chỉ rõ phương chiều của các chuyển động. Ghi kích thước, độ bóng, dung sai của các nguyên công đang thực hiện.
- Trình bày các bước: chọn dao (loại dao và vật liệu làm dao), tra các chế độ cắt: n,s,t và tính thời gian gia công cơ bản cho từng bước công nghệ.
- Tính lượng dư gia công.
- Tính toán chế độ cắt cho nguyên công thiết kế đồ gá.
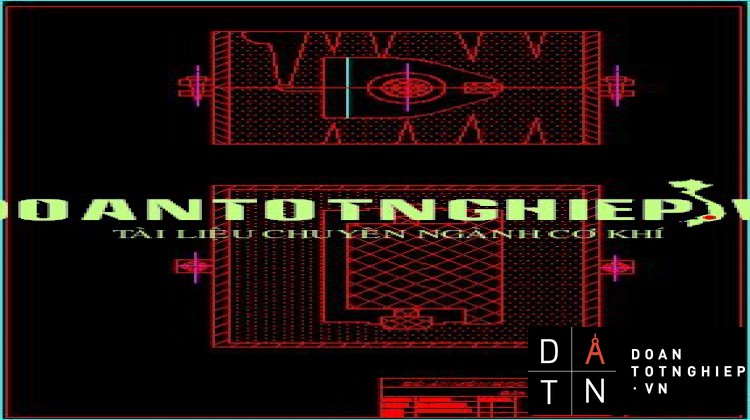
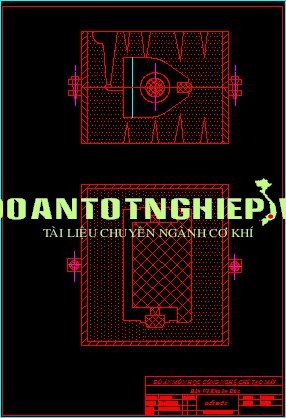
- Thiết kế đồ gá:
+ Vẽ sơ đồ nguyên lý cho đồ gá. Chọn kết cấu đồ gá và trình bày nguyên lý làm việc của đồ gá.
+ Tính lực kẹp cần thiết, lực kẹp của cơ cấu kẹp.
+ Tính sai số chuẩn và so sánh với dung sai của nguyên công đang thực hiện trên đồ gá.
+ Tính sức bền cho các chi tiết chịu lực.
-
Các bản vẽ:
- Bản vẽ chi tiết:………………………………………………….....…………1 bản (A3).
- Bản vẽ chi tiết lồng phôi:…………………………………...........…………1 bản A3).
- Bản vẽ mẫu đúc:………………………………………………………….…..1 bản A3.
-
- Bản vẽ tách một chi tiết trong bản vẽ đồ gá:……….............................1 bản A3.
- Tập bản vẽ sơ đồ nguyên công:………………………..................………4 bản A3).
- Bản vẽ thiết kế đồ gá: (vẽ bằng bút chì) …………............................…1 bản (A1).
(các bản vẽ A3 đóng thành một tập theo quy định của bộ môn)
-
CHƯƠNG I: PHÂN TÍCH CHI TIẾT GIA CÔNG XÁC ĐỊNH DẠNG SẢN XUẤT
I.Phân Tích Chi Tiết Gia Công
1.Công dụng:
Gối đỡ là một chi tiết dạng hộp, các chi tiết dạng hộp thường có nhiệm vụ để lắp các đơn vị lắp của những chi tiết khác tạo thành bộ phận máy nhằm thực hiện một nhiệm vụ động học.
-
2.Yêu cầu kỹ thuật của chi tiết :
Gối đỡ có bề 2 lỗ 50 và Ø 25 để lắp ổ lăn và đỡ trục, bề mặt đáy và mặt hông để lắp chi tiết khác. Những kỹ thuật cơ bản bao gồm:
- Độ không phẳng và độ song song của bề mặt đáy v hông trong khoảng 0,05÷0,1 mm trên tòan bộ chiều dài, độ nhám bề mặt từ Ra = 5÷1,25.
- Cc lỗ có độ chính xác cấp 5÷7 v độ nhám bề mặt Ra = 2,5÷0,63
- Dung sai độ không đồng tâm của các tâm lỗ không l 0,1mm
- Độ không song song giữa tm lỗ và mặt đáy là 0,1 mm
- Ngồi ra bề mặt phụ và các lỗ bắt bulông… những bề mặt này có độ chính xác không cao, chúng có độ nhám bề mặt Rz40
- Các mặt làm việc của chi tiết được nhiệt luyện đạt độ cứng 50 ÷55 HRC
- Vật liệu:
- Gang xám 18÷36
- Độ cứng HB 182-199
- Giới hạn bền kéo 18Kg/mm
- Giới hạn bền uốn 36 Kg/mm
- Tính công nghệ của chi tiết:
Tính công nghệ có ý nghĩa rất quan trọng vì nó ảnh hưởng trực tiếp đến năng suất và độ chính xác gia công vì vậy cần chú ý:
- Độ cứng vững của chi tiết.
- Kết cấu chi tiết đối xứng.
- Kết cấu phải thuận lợi cho việc gia công nhiều chi tiết cùng một loạt.
- Hình dáng chi tiết thuận lợi cho việc chọn chuẩn thô và chuẩn tinh thống nhất.
II.XÁC ĐỊNH DẠNG SẢN XUẤT.
- Tính khối lượng của chi tiết gia công: Ta chia chi tiết thành nhiều hình khối nhỏ.









