THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ CHẮN DẦU trên phần mềm 3D CREO

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ CHẮN DẦU, hướng dẫn thiết kế đồ gá CHI TIẾT GỐI ĐỠ CHẮN DẦU trên phần mềm 3D CREO
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
CHƯƠNG I>PHÂN TÍCH CHỨC NĂNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT
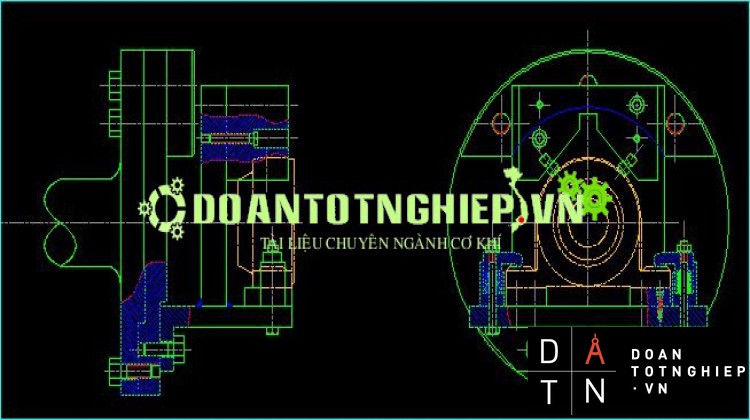
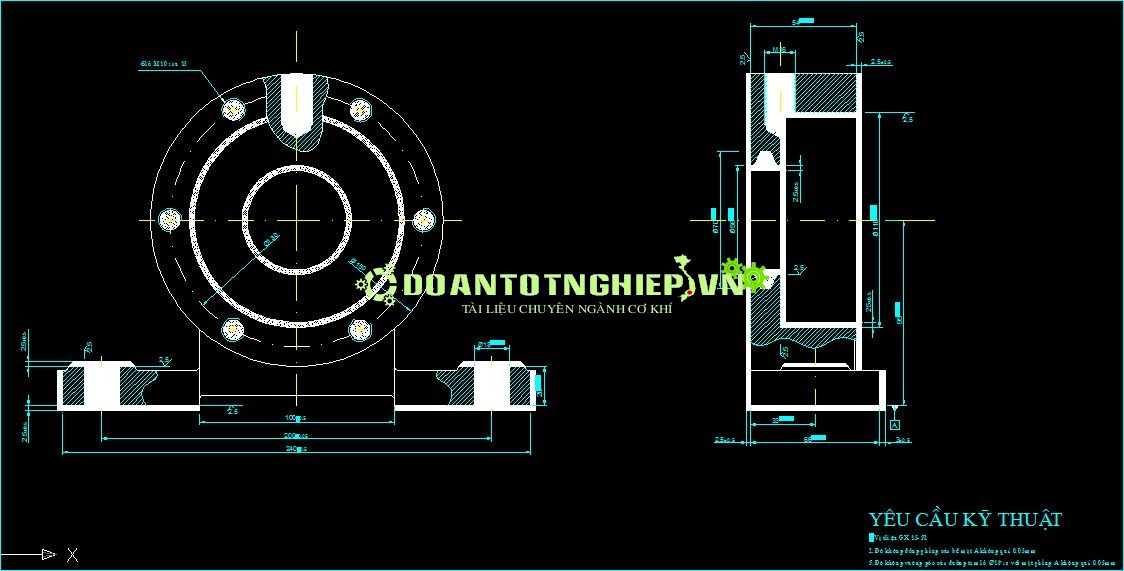
Dựa vào bản vẽ chi tiết ta thấy gối đỡ là chi tiết dạng hộp.
Do gối đỡ là loại chi tiết quan trọng trong một sản phẩm có lắp trục.Gối đỡ làm nhiệm vụ đỡ trụccủa máy và xác định vị trí tương đối của trục trong không gian nhằm thực hiện 1 nhiệm vụ động học nào đó.Gối đỡ còn làm nhiệm vụ của ổ trượt
Trên gối dỡ có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có nhiều bề mặt không phải gia công
Bề mặt làm viếc chủ yếu là lỗ trụ .Cần phải gia công bề mặt phẳng A và các lỗ chính xác để làm chuẩn tinh gia công
Đảm bảo kích thước từ tâm lỗ đến mặt phẳng A là
Chi tiết làm việc trong điều kiện rung động và thay đổi .Vật liệu sử dụng là GX 15-32 có các thành phần hoá học sau:
CHƯƠNG II>PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT
Từ bản vẽ chi tiết ta thấy :
Gối đỡ có đủ độ cứng vững để khi gia công không bị biến dạng có thể dùng chế độ cắt cao ,đạt năng suất cao
Các bề mặt làm chuẩn có đủ diện tích nhất định để cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo quá trình gá đặt nhanh
Chi tiết gối đỡ được chế tạo bằng phương pháp đúc .
kết cấu tuơng đối dơn giản ,tuy nhiên cũng gạp khó khăn khi khoả mặt B do không gian gá dao hẹp
Các bề mặt cần gia công là:
1.Gia công bề mặt phẳng A với độ bóng cao để làm chuẩn tinh cho nguyên công sau
2.Gia công 2 lỗ một lần trên máy tiện nhiều trục
3.Gia công các mặt bích đảm bảo việc gá dặt chặt khi làm việc
4.phay 2 mặt phẳng
5.Gia công lỗ trong cùng 1 lần gá
6.Khoan ,ta rô ren
CHƯƠNG III>XÁC ĐỊNH DẠNG SẢN XUẤT :...............
CHƯƠNG IV>XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ THIẾT KẾ BẢN VẼ CHI TIẾT LỒNG PHÔI
1.Xác định phương pháp chế tạo phôi
Kết cấu của chi tiết không phức tạp nhưng vật liệucủa chi tiết là gang xám 15-32 nên ta dùng phương pháp đúc ,do bề mặt không làm việc không cần chĩnh xác và ứng với sản xuất hàng loạt lớn nên ta chọn phương pháp đúc trong khuôn cát .Làm khuôn bằng máy .Sau khi đúc cần có nguyên công làm sạch và cắt ba via
................................................
CHƯƠNG V>THỨ TỰ CÁC NGUYÊN CÔNG
1.Xác định đường lối công nghệ
Do Sản xuất hàng khối nên ta chọn phương pháp gia công một vị trí ,gia công tuần tự .Dùng máy vạn nâưng kết hợp với đồ gá chuyên dùng
2.Chọn phương pháp gia công :
Gia công lỗ vật liệu là gang xám 15-32.
Ta tháy dung sai +0.022 ứng với là cấp chính xác 6, với độ nhám =2.5 .Ta chọn phương pháp gia công lần cuối là doa tinh .Các bước gia công trung gian là :khoét ,doa thô
Gia công mặt dáy đạt =2.5 và 2 mặt B và C . Theo bảng 5 quyển thiết kế đồ án công nghệ ta có độ bóng cấp 6
Làm chi tiết : tính lượng dư ,chọn máy ,chọn dao ,chọn chế độ cắt cho các nguyên công
Chọn chuẩn :định vị ,kẹp chặt
Vẽ đầy đủ các sơ đồ nguyên công
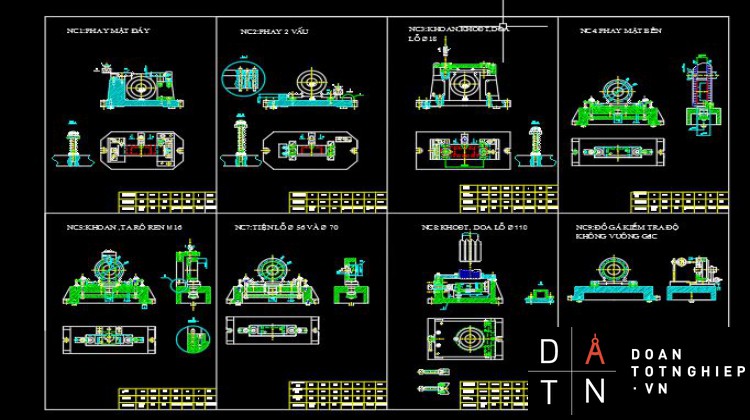
3.Thứ tự các nguyên công :
NC1:Phay mặt đáy
NC2:Phay 2 vấu
NC3:Khoan ,Khoét ,Doa Lỗ
NC4:Phay mặt bên
NC5:Khoét ,Doa Lỗ
NC6:Tiện lỗ
NC7:Khoan ,ta rô ren M16
NC8:Khoan ,ta rô ren M10
NC9:Đồ gá kiểm tra
CHƯƠNG VI>TÍNH LƯƠNG DƯ CHO 1 BỀ MẶT VÀ TRA LƯƠNG DƯ CHO CÁC BỀ MẶT CÒN LẠI
1.Tính lượng dư khi gia công lỗ
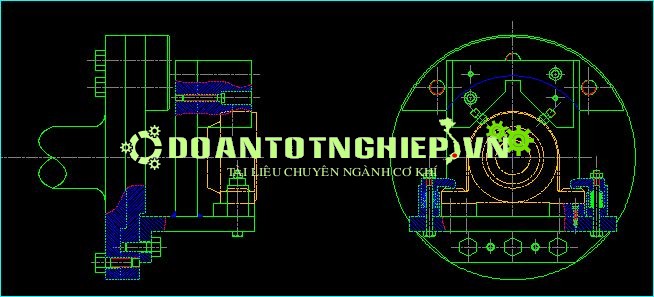
Độ chính xác phôi cấp 1 khối lượng phôi 6.2(kg) ,vật liệu GX15-32 .Quy trình công nghệ gồm 3 bước :Khoét ,doa thô ,doa tinh.Chi tiết được định vị bằng mặt đáy và 2 lỗ ![]()
Theo bảng 3.2 vì cấp chính xác phôi cấp 1 nên đúc trong khuôn kim loại có bạc dẫn (Sách hướng dẫn thiết kế đồ án công nghệ chế tạo máy )
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ CHẮN DẦU, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết

"}" data-sheets-userformat="{"2":15235,"3":{"1":0},"4":{"1":2,"2":16776960},"10":2,"11":0,"12":0,"14":{"1":2,"2":0},"15":"Arial, sans-serif","16":11}">
"}" data-sheets-userformat="{"2":15235,"3":{"1":0},"4":{"1":2,"2":16776960},"10":2,"11":0,"12":0,"14":{"1":2,"2":0},"15":"Arial, sans-serif","16":11}">"}" data-sheets-userformat="{"2":15233,"3":{"1":0},"10":2,"11":0,"12":0,"14":{"1":2,"2":0},"15":"Arial, sans-serif","16":11}">
"}" data-sheets-userformat="{"2":15235,"3":{"1":0},"4":{"1":2,"2":16776960},"10":2,"11":0,"12":0,"14":{"1":2,"2":0},"15":"Arial, sans-serif","16":11}">









