THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ ĐH Bách Khoa Hà Nội




NỘI DUNG ĐỒ ÁN
MỤC LỤC THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ ĐH Bách Khoa Hà Nội
Trang
1-Chương I: Mở đầu................................................................................................4
2-Chương II: Phân tích chức năng làm việc của chi tiết……………………….. 5
3-Chương III:Phân tích công nghệ trong kết cấu của chi tiết…………………...6
4-Chương IV : Xác định dạng sản xuất…………………………………………..8
5-Chương V: Chọn phôi…………………………………………………………..10
6-Chương VI: Thiết kế nguyên công ( sơ đồ gá đặt,chọn máy,chọn dao )………13
1:NC1: Phay mặt phẳng đáy ……………………………………………………...13
2:NC2: Phay mặt phẳng trên ……………………………………………………...15
3:NC3: Khoan khoét doa lỗ 16………………………………………………....17
4:NC4: Phay mặt phẳng bên ………………………………………………………20
5:NC5: Phay mặt phẳng đối diện………………………………………………….21
6:NC6: Khoan khoét doa lỗ 6…………………………………………………..23
7-Chương VII:Kiểm tra điều kiện kĩ thuật của chi tiết:các kích thước độ
Nhám vị trí tương quan…………………………………………………………..27
8-Chương VIII:Tính lượng dư gia công ……………………………………….....28
1: Tính lượng dư gia công theo phương pháp phân tích………………………….28
2:Tra lượng dư cho các nguyên công còn lại……………………………………..30
9-Chương IX: Tính và tra chế độ cắt……………………………………………...32
1:Tính chế độ cắt của nguyên công I……………………………………………..32
10-Chương X:Tính thời gian cơ bản của từng chiếc……………………………..35
1:Thời gian cơ bản của nguyên công 1: Phay mặt phẳng đáy bằng dao
phay mặt đầu……………………………………………………………….……35
2:Thời gian cơ bản của nguyên công 2 : Phay bề mặt trên.sử dụng
dao phay ngón......................................................................................................36
3:Thời gian cơ bản của nguyên công 3: Khoan khoet doa lỗ 16……………..36
4:Thời gian cơ bản của nguyên công 4: Phay mặt bên bằng dao phay mặt đầu..37
5:Thời gian cơ bản của nguyên công 5: Phay mặt bên đối diện bằng
dao phay mặt đầu.................................................................................................38
6:Thời gian cơ bản của nguyên công 6: Khoan khoet doa lỗ 6………………38
11-Chương XI:Thiết kế đồ gá cho nguyên công 3:Khoan khoét doa lỗ 16....40
1. Xác định không gian làm việc của máy………………………………..……40
2:Phương pháp định vị………………………………………………………….40
3: Xác định phương của lực kẹp………………………………………………..40
4:Tính lực kẹp cần thiết…………………………………………………………40
5: Điều kiện kỹ thuật của đồ gá...........................................................................42
12-Chương XIII:Tài liệu tham khảo…………………………………………….44
Chương I : MỞ ĐẦU
Công nghệ chế tạo máy là một ngành then chốt,nó đóng vai trò quyết định trong sự nghiệp công nghiệp hóa hiện đại hóa đất nước.Nhiệm vụ của công nghệ chế tạo máy là chế tạo các sản phẩm cơ khí cho mọi lĩnh vực của ngành kinh tế quốc dân,việc phát triển ngành công nghệ chế tạo máy đang là mối quan tâm đặc biệt của Đảng và nhà nước ta.
Đất nước ta đang trên con đường phát triển công nghiệp hóa,hiện đại hóa theo định hướng xã hội chủ nghĩa.Ngành công nghiệp đóng một vai trò vô cùng quan trọng.Các hệ thông máy móc ngày càng hiện đại tự động và bán tự động dần thay thế sức lao động của con người.Để tạo ra được các loại máy móc thiết bị và làm chủ được nó đòi hỏi chúng ta phải nghiên cứu tìm tòi rất nhiều.Là một sinh viên ngành cơ khí em càng thấy được tầm quan trọng của ngành công nghiệp nói chung và ngành cơ khí chế tạo nói riêng.
Để giúp cho sinh viên nắm vững được các kiến thức cơ bản của môn học và giúp cho họ làm quen với nhiệm vụ thiết , trong chương trình đào tạo,đồ án công nghệ chế tạo máy là một môn học không thể thiếu được của sinh viên chuyên ngành chế tạo máy khi kết thúc môn học.
Trong quá trình thực hiện đồ án này chúng em luôn nhận được sự hướng dẫn tận tình của thây NG.TIẾN DŨNG
nói riêng và các thầy cô trong khoa cơ khí nói chung.Em xin chân thành cảm ơn các thầy cô đã giúp đỡ chúng em hoàn thành đồ án môn học này !
Do lần đầu làm quen với thiết kế với khối lượng kiến thức tổng hợp còn những mảng chưa nắm vững cho nên dù đã rất cố gắng tìm tòi tham khảo tài liệu nhưng bài làm của em chắc chắn vẫn không tránh khỏi thiếu xót.em rất mong nhận được sự hướng dẫn chỉ bảo thêm của các thầy cô để em có thể hiểu và củng cố thêm về những kiến thức đã được học
...........................
Chương II : PHÂN TÍCH CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT
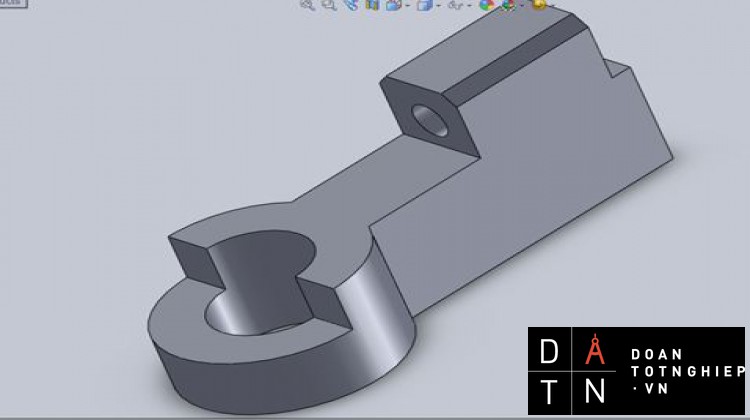
Gối đỡ là loại chi tiết quan trọng trong một sản phẩm có lắp trục.Gối đỡ làm nhiệm vụ lắp trục của máy và xác định vị trí tương đối của trục trong không gian nhằm thực hiện một nhiệm vụ động học nào đó.Gối đỡ còn làm nhiệm vụ của ổ trượt.Chi tiết còn làm việc trong điều kiện rung động và thay đổi.
GỐI ĐỠ DH BKHN
CTM5-K48
Chương III : PHÂN TÍCH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT
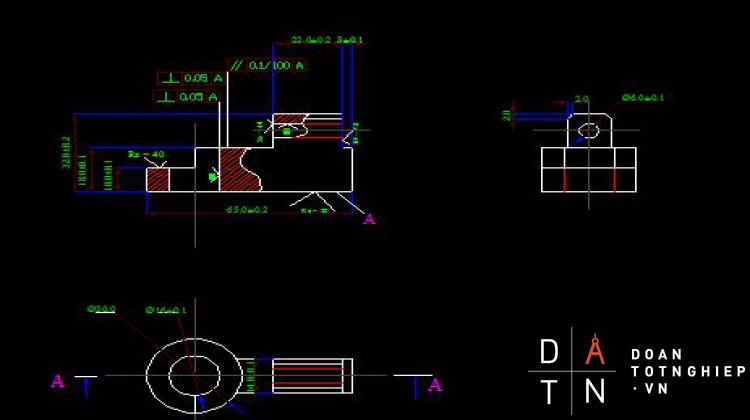
Trên gối đỡ có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có nhiều bề mặt không phải gia công.Bề mặt làm việc chủ yếu là lỗ trụ 16,lỗ 6 .
Cần gia công bề mặt (1) để lấy bề mặt này làm chuẩn tinh thống nhất gia công bề mặt (3),khoan lỗ (2),gia công bề mặt ( 4)
Các bề mặt gia công cần đạt độ chính xác, yêu cầu công nghệ cũng như độ nhám bề mặt. ( như hình vẽ )
Lỗ trụ 16,lỗ 6 cần đạt độ nhám bề mặt tốt khi làm việc.Đạt độ vuông góc với mặt phẳng đáy.
Trọng lượng sản phẩm vừa phải không quá lớn.
Do chi tiết không yêu cầu về các trạng thái chịu lực đặc biệt nên ta chọn vật liệu chế tạo chi tiết là thép 45 với thành phần hoá học cơ bản như sau:
|
C (%) |
Si (%) |
Mn (%) |
S (%) |
P (%) |
Ni (%) |
Cr (%) |
|
0,4 - 0,5 |
0,17– 0,37 |
0,5 - 0,8 |
0,045 |
0,045 |
0,30 |
0,30 |
Có độ cứng HB =170 - 190
Dung sai và độ nhám hợp lý.Cụ thể như như lỗ trụ 16,lỗ 6 là bề mặt làm việc nhiều nhất vì vậy nó có yêu cầu chính xác cao để làm việc.có độ nhám 2.5 .
Các bề mặt 3,4,5,là những bề mặt làm việc chỉ có chức năng đỡ chi tiết nên không cần yêu cầu bề mặt quá cao.Rz=40
Gia công tương đối thuận tiện và năng suất.số lượng bề mặt cần gia công không quá nhiều
Chương IV: XÁC ĐỊNH DẠNG SẢN XUẤT
Sản lượng hang năm của chi tiết được tính theo công thức sau: (1)
Trong đó:
N: Là số lượng chi tiết cần chế tạo ( chiếc/năm)
N0:Là sản lượng định hình của sản phẩm ( chiếc / năm ) N0=10000
m : là số lượng chi tiết loại i trong sản phẩm,m=1
: Là tỷ lệ % số chi tiết dự trữ để phòng ngừa sự cố ,chọn = 7%
:Là tỷ lệ % của số chi tiết phế phâm không tránh khỏi,chọn =5%
Thay vào (1) ta được:
= 10000.1.(1+)(1+)=21200 (chiếc / năm)
Khối lượng chi tiết
= V.
Trong đó:
: Trọng lượng chi tiết
V: Thể tích chi tiết
: Trọng lượng riêng của vật liệu
gthép= 7.852 (kg/dm3)
Thể tích chi tiết được tính theo công thức :
V: V1 +V2+V3+V4
V1=(14.14.22) -88-(22..32)=3602 mm3
V2=36.734.18.14=9256 mm3
V3=(8..152-8..82)/2=2023 mm3
V4=10..152-10..82=5058 mm3
V= V1 +V2+V3+V4=3602+9256+2023+5058=19939 mm3
Vậy = V.=19939.10-6.7,852=0.156(kg)
Dựa vào phần mềm solidwork 2010 ta cũng tính được khối lượng của chi tiết là:
Mass properties of Part1 ( Part Configuration - Default )
Mass = 0.156 kilograms
Surface area = 6761.38 millimeters^2
Với sản lượng hàng năm của chi tiết là 10.000 chiếc và khối lượng chi tiết là 0.156 kg ta tra bảng [3-2] trang 173 sách sổ tay công nghệ chế tạo máy tập 1 ta có Q1<20Kg, N0=10.000 vậy là hàng loạt vừa ( 3.000-35.000)
Chương V : CHỌN PHÔI
Trong các phương pháp chế tạo phôi ta thấy có rất nhiều phương pháp tuy nhiên ta thấy phương pháp đúc là hợp lý nhất vì:
Nó đảm bảo được lượng dư gia công,dung sai và kích thước phôi như yêu cầu trong bản vẽ chi tiết.
Khuôn được sử dụng nhiều lần,độ sạch và độ chính xác được nâng cao đáng kể.điều này sẽ làm giảm khối lượng gia công cơ khí.Nâng cao độ bền cơ học của vật liệu đúc,đặc biệt là độ bền ở lớp bề mặt tiếp giáp với khuôn kim loại.Nâng cao sản lượng hàng năm do giảm được kích thước đậu ngót và phế phẩm đúc.Nâng cao năng suất lao động.Tiết kiệm diện tích nhà sưởng do không cần chế tạo hỗn hợp làm khuôn và quá trình làm khuôn.Do đó giảm giá thành sản phẩm.Dễ cơ khí và tự động hóa điều kiện vệ sinh lao động tốt
Mặt khác về mặt chi tiết điển hình ta thấy đây là chi tiết dạng hộp,vật liệu thép C45 do đó ta nên dùng phương pháp đúc là hợp lý hơn cả
Đúc được thực hiện trong các loại khuôn như khuôn cát,khuôn kim loại…
Dựa vào dạng sản xuất ,vật liệu hình dáng và khối lượng của chi tiết ta chọn phương pháp đúc trong khuôn kim loại.
Dựa vào bảng 3-13 đối với đúc trong khuôn kim loại.ta chọn lượng dư gia công mỗi bề mặt là 2.5mm.với sai lệch kích thước là 60,5mm
Bản vẽ lồng phôi như hình vẽ.
.....................................................
Chương X : TÍNH THỜI GIA CƠ BẢN CỦA TỪNG CHIẾC
Trong sản xuất hàng loạt và sản xuất hàng khối thời gian nguyên công được xác định theo công thức sau (trang 54 Thiết kế đồ án công nghệ chế tạo máy - NXB Khoa học và kỹ thuật GS.TS. Trần Văn Địch)
Ttc = To + Tp + Tpv + Ttn +
Trong đó :
Ttc : Thời gian từng chiếc (thời gian nguyên công).
To : Thời gian cơ bản (thời gian cần thiết để biến đổi trực tiếp hình dạng, kích thước và tính chất cơ lí của chi tiết; thời gian này có thể được thực hiện bằng máy hoặc bằng tay và trong từng trường hợp gia công cụ thể có công thức tính tương ứng).
Tp : Thời gian phụ ( thời gian cần thiết để người công nhân gá, tháo chi tiết, mở máy, chọn chế độ cắt, dịch chuyển ụ dao và bàn máy, kiểm tra kích thước của chi tiết ...). Khi xác định thời gian nguyên công ta có thể giá trị gần đúng Tp = 10%To.
Tpv : Thời gian phục vụ chỗ làm việc gồm: thời gian phục vụ kỹ thuật (Tpvkt) để thay đổi dụng cụ, mài dao, sửa đá, điều chỉnh máy, điều chỉnh dụng cụ (Tpvkt = 8%To); thời gian phục vụ tổ chức (Tpvtc)ơ để tra dầu cho máy, thu dọn chỗ làm việc, bàn giao ca kíp (Tpvtc=3%To).
Ttn : Thời gian nghỉ ngơi tự nhiên của công nhân (Ttn = 5%To).
Tck : Thời gian chuẩn bị và kết thúc cho một loạt chi tiết, do tính cho 1 chi tiết nên Tck=0
Tơtc = To + 0,1. To + 0,08. To + 0.03. To +0,05. To = 1,26. To
Xác định thời gian cơ bản theo công thức sau đây:
Trong đó:
L – Chiều dài bề mặt gia công (mm).
L1 – Chiều dài ăn dao (mm).
L2 – Chiều dài thoát dao (mm).
S – Lượng chạy dao vòng(mm/vòng).
n – Số vòng quay hoặc hành trình kép trong 1 phút.
1. Thời gian cơ bản của nguyên công 1: Phay mặt phẳng đáy bằng dao phay mặt đầu.
Theo bảng 31 trang 63 Thiết kế đồ án công nghệ chế tạo máy ta có:
Với L = 65 mm.
mm
L2 = (2 ¸ 5) mm.
Bước gia công thô:
mm
L1 = 14 mm.
L2 = (2 ¸ 5) mm. Chọn L2 = 3 mm.
= 5.81 phút.
Bước gia tinh
mm
L1 = 9.47 mm.
L2 = (2 ¸ 5) mm. Chọn L2 = 3 mm.
= 3.52 phút.
2. Thời gian cơ bản của nguyên công 2 : Phay bề mặt (3).sử dụng dao phay ngón
Tương tự như nguyên công 1 ta có:
Thời gian cơ bản nguyên công 2:
Theo bảng 31 trang 63 Thiết kế đồ án công nghệ chế tạo máy ta có:
Với L = 65 mm.
mm
L2 = (2 ¸ 5) mm.
Bước gia công thô:
mm
L1 = 6.9 mm.
..................................
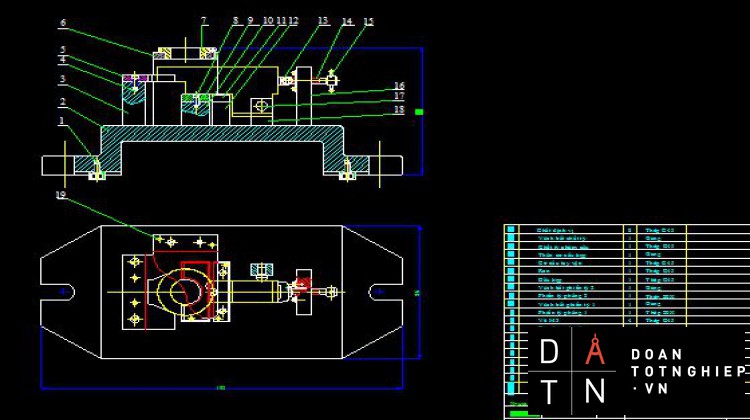
Chương XI : THIẾT KẾ ĐỒ GÁ CHO NGUYÊN CÔNG 3:KHOAN KHOÉT DOA LỖ 16
1. Xác định không gian làm việc của máy
Chọn máy phay đứng 6H12 theo sách chế độ cắt và gia công cơ khí trang 221
Kích thước của bàn máy 320 x 1250 mm
Khoảng cách lớn nhất từ đầu mút trục chính tới bàn máy 750 mm.
2.Phương pháp định vị.
Chi tiết gia công được định vị trên 2 phiến tỳ phẳng hạn chế 3 bậc tự do, khối V cố định định vị 2 bậc tự do và chốt tì cố định hạn chế nốt bậc tự do còn lại.
3. Xác định phương của lực kẹp.
Phương của lực kẹp vuông góc với phương kích thước của lỗ gia công. Lực kẹp được tạo ra nhờ cơ cấu kẹp tự lựa ren vít.
Chiều của lực kẹp hướng vào chi tiết và vuông góc với chiều lực cắt chiều trục của dao.
Điểm đăt của lực kẹp tại vị trí mặt phẳng đầu nhỏ của chi tiết.
4 Tính lực kẹp cần thiết.
ở đây ta dùng cơ cấu kẹp đơn giản là sử dụng cơ cấu kẹp tự lựa ren vít.
Tra trong 5.4.2/c (trang 84 Thiết kế đồ án công nghệ chế tạo máy)
Vì không tính đến lực hướng trục P0 và bỏ qua trọng lượng bản thân chi tiết nên phương trình cân bằng lực có dạng:
K.M = W.f.a
=> W =
Trong đó: a là khoảng cách từ tâm dao tới tâm mỏ kẹp. a = 50 mm
* K là hệ số an toàn có tính đến khả năng tăng lực cắt trong quá trình gia công. Hệ số K trong từng điều kiện gia công cụ thể được tính như sau:
K = K0.K1.K2.K3.K4.K5.K6
ở đây: K0 là hệ số an toàn cho tất cả các trường hợp, chọn K0 = 1,5.
K1: Hệ số tính đến trường hợp làm tăng lực cắt khi độ bóng thay đổi. Khi gia công thô K1 = 1,2; khi gia công tinh K1 = 1.
K2: Hệ số tăng lực cắt khi dao mòn, chọn K2= 1.
K3; Hệ số tăng lực cắt khi gia công gián đoạn, chọn K3= 1.
K4: Hệ số tính đến sai số của cơ cấu kẹp. chọn K4= 1.
K5: Hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay, K5= 1.
K6: Hệ số tính đến momen làm quay chi tiết. Định vị bằng phién tỳ K6= 1,5.
K = 1,5.1.1.1.1.1.1,5 = 2,25
* M: Là momen cắt tính theo công thức:
M = 10.CM.Dq.Sy.kp
Các hệ số trong công thức được tra trong bảng 5.32-Sổ tay CNCTM
CM = 0,0345; q = 2; y = 0,8
Kp là hệ số tính đến các yếu tố gia công thực tế. Trong trường hợp này chỉ phụ thuộc vào vật liệu gia công. kp = kMP
Tra bảng 5.9- Sổ tay CNCTM => kMP = 1
=> M = 10.0,0345.8,62.0,170,8.1 = 6,1 (Nm)
f: Là hệ số ma sát, f = 0,6
=> W = =458(N)
Sơ đồ định vị và kẹp chặt:
5 Điều kiện kỹ thuật của đồ gá
1. Độ không vuông góc giữa đường tâm bạc dẫn và phiến tỳ không vượt quá 0,1 mm trên 100 mm chiều dài.
2. Độ không song song giữa phiến tỳ với mặt đáy đồ gá không vượt quá 0,1 mm trên 100 mm chiều dài.
Chương XII : TÀI LIỆU THAM KHẢO
Tài liệu tham khảo
[1] Thiết kế đồ án công nghệ chế tạo máy - NXB Khoa học và kỹ thuật
GS.TS. Trần Văn Địch.
[2] Sổ tay công nghệ chế tạo máy (tập 1,2,3) - NXB Khoa học và kỹ thuật
GS.TS. Nguyễn Đắc Lộc
PGS.TS. Lê Văn Tiến
GS.TS. Ninh Đức Tốn
PGS.TS. Trần Xuân Việt.
[3] Atlas đồ gá - NXB Khoa học và kỹ thuật – GS.TS. Trần Văn Địch.
[4] Chế độ cắt và gia công cơ khí – Nhà xuất bản Đà Nẵng
Nguyễn Ngọc Đào
Trần Thế San
Hồ Viết Bình
[5] Kỹ thuật đo lường kiểm tra trong chế tạo cơ khí - NXB Khoa học và kỹ thuật
Nguyễn Tiến Thọ
Nguyễn Thị Xuân Bảy
Nguyễn Thị Cẩm Tú.
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK








