THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ PHÚC



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Tên đề tài: Thiết kế quy trình công nghệ gia công chi tiết: Gối đỡ.
I .Số liệu cho trước:
– Sản lượng: 120000chiếc/năm
– Điều kiện thiết bị: Đầy đủ.
II.Nội dung thuyết minh và tính toán:
1. Nghiên cứu chi tiết gia công: Chức năng làm việc, tính công nghệ của kết cấu…
2. Xác định dạng sản xuất.
3. Chọn phôi và phương pháp tạo phôi,tra lượng dư cho các bề mặt gia công
4. Lập tiến trình công nghệ:Thứ tự gia công, gá đặt , so sánh các phương án , chọn phương án hợp lý.
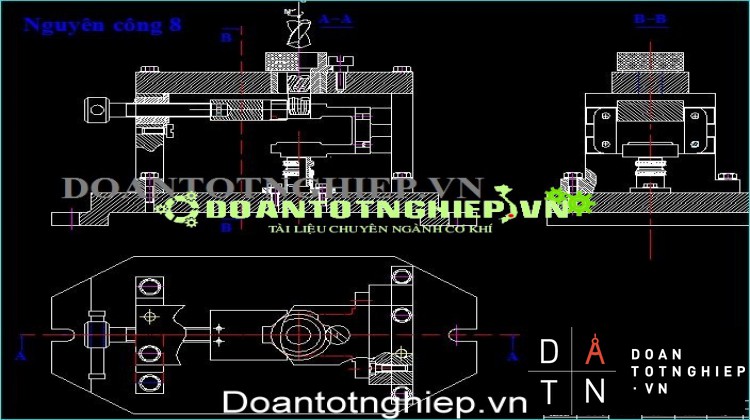
5.Thiết kế nguyên công.
· Vẽ sơ đồ gá đặt có ký hiệu định vị, kẹp chặt,dụng cụ cắt ỡ vị trí cuối cùng,chỉ rõ phương chiều của chuyển động. Ghi kích thước, độ bóng, dung sai của nguyên công đang thực hiện
· Chọn máy, kết cấu dao
· Trình bày các bước:chọn dao(loại dao và vật liệu làm dao),tra các chế độ cắt:s,v,t;tra lượng dư cho các bước và tính thới gian gia công cơ bản cho từng bước công nghệ.
· Tính lượng dư cho nguỵên công:phay mặt đầu
· Tính toán chế độ cắt cho nguyên công thiết kế đồ gá: khoan,khoét doa lỗ Þ22
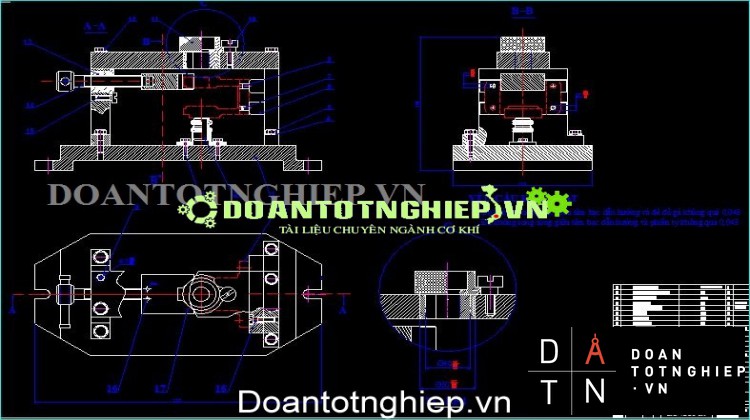
6.Thiết kế đồ gá:
-Vẽ sơ đồ nguyên lý,thiết kế cơ cấu và trình bày nguyên lý làm việc của đồ gá.
-Tính lực kẹp cần thiết,lực kẹp của cơ cấu kẹp
-Tính sai số chuẩn và so sánh với dung sai của nguyên công đang thực hiện trên đồ gá.
-Tính sức bền cho các chi tiết chịu lựcIII.Các bản vẽ:
– Bản vẽ chi tiết: 1 bản (A3).
– Bản vẽ chi tiết lồng phôi: 1 bản (A3).
– Tập bản vẽ sơ đồ nguyên công: 4 bản(A3).
– Bản vẽ thiết kế đồ gá: (vẽ băng bút chì) 1 bản (A1).
IV.Ngày giao nhiệm vụ: tuần 1
V.Ngày hoàn thành nhiệm vụ: tuần 15

CHƯƠNG VIII : TÍNH VÀ THIẾT KẾ ĐỒ GÁ.
- Phương pháp tính lực kẹp :
Lực kẹp chặt phôi được xác định theo trình tự sau:
Xác định sơ đồ định vị và kẹp chặt chi tiết, xác định phương, chiều và điểm đặt của lực cắt, lực kẹp, lực ma sát và phản lực của mặt tỳ. Trong một số trường hợp cần tính lực ly tâm và trọng lượng chi tiết.
Viết phương trình cân bằng của chi tiết dưới tác dụng của tất cả các lực như lực cắt, lực kẹp, lực ma sát, lực ly tâm, trọng lượng chi tiết, và phản lực của mặt tỳ.
Hệ số an toàn K có tính đến khả năng làm tăng lực cắt trong quá trình gia công. Hệ số K trong từng trường hợp cụ thể được tính như sau:
K = K0 . K1 . K2 . K3. K4. K5. K6 [1]
Ơ đây:
- K0 : hệ số an toàn cho tất cả các trường hợp và K0 = 1,5.
- K1 : hệ số tính đến trường hợp làm tăng lực cắt khi độ bóng thay đổi. Khi gia công thô K1 = 1,2; khi gia công tinh K1 = 1.
- K2 : hệ số làm tăng lực cắt khi dao mòn và K2 = 1 ÷ 1,8.Chọn K2 = 1
- K3 : hệ số làm tăng lực cắt khi gia công gián đoạn và K3 = 1,2.
- K4 : hệ số tính đến sai số của cơ cấu kẹp chặt. Trường hợp kẹp bằng tay K4 = 1,3; kẹp cơ khí K4 = 1.Kẹp bằng tay nên K4 = 1,3.
- K5 : hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay. Trường hợp kẹp thuận lợi thì K5 = 1; không thuận lợi thì K5 = 1,2.Thuận lợi nên K5 = 1
- K6 : hệ số tính đến momen làm quay chi tiết. Trường hợp định vi chi tiết trên các chốt tỳ thì K6 = 1; trên các phiến tỳ K6 = 1,2.
Vậy : K=1,5*1,2*1,3*1*1,2=2,8
Từ phương trình cân bằng lực và momen ta xác định được lực kẹp cần thiết.
Dựa vào lực kẹp ta xác định cơ cấu kẹp chặt Cơ cấu kẹp chặt cần phải được thiết kế trên cơ sở ứng dụng tối đa các chi tiết tiêu chuẩn.
- Tính lực kẹp khi khoan, khoét, doa lỗ f22
Chi tiết được định vị bằng mặt đáy(hạn chế 3 bậc tự do), chốt trụ ngắn ( hạn chế 2 bậc tự do ) ,chốt trám ( hạn chế 1 bậc tự do ).
TÀI LIỆU THAM KHẢO
[1]; Trần Văn Địch ;Thiết kế đồ án Công Nghệ Chế Tạo Máy; NXB KHKT 2007.
[2]; Hồ Viết Bình, Nguyễn Ngọc Đào; Công Nghệ Chế Tao Máy; ĐH SPKT Tp.HCM.
[3] ; Nguyễn Đắc Lộc ,Ninh Đức Tốn ; Sổ tay Công Nghệ Chế Tạo Máy ; tập 1,2,3; NXB KHKT 2006.
[4]; Trần Quốc Hùng; Dung sai –kỹ thuật đo; ĐHSPKT Tp.HCM 2005.









