THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN BƠM DẦU



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN BƠM DẦU, đồ án môn học công nghệ chế tạo máy THÂN BƠM DẦU, bài tập lớn công nghệ chế tạo máy THÂN BƠM DẦU, thiết kế quy trình công nghệ gia công chi tiết THÂN BƠM DẦU

LỜI NÓI ĐẦU
Để phục vụ cho việc cải tiến và nâng cao chất lượng sản phẩm cơ khí, việc đề ra quy trình công nghệ gia công hợp lí và có hiệu quả là vấn đề vô cùng quan trọng, một chi tiết máy có thể có nhiều quy trình công nghệ khác nhau, việc thiết kế quy trình công nghệ trong nhiệm vụ Đồ Án tốt nghiệp này đã được chọn sao cho hợp lý nhất, đồng thời đảm bảo được yêu cầu về chất lượng, giá thành và thời gian sản xuất. Ảnh hưởng trực tiếp đến chất lượng sản phẩm, hiệu quả của chi tiết đó khi lắp ráp với các chi tiết khác và điều quan trọng hơn hết là nó ảnh hưởng đến giá trị kinh tế của doanh nghiệp, xí nghiệp, công ty. Vì vậy, để đảm bảo được yêu cầu thiết kế,đạt tính công nghệ cao, sản phẩm làm ra phải được sử dụng rộng rãi, thì việc đề ra quy trình công nghệ hợp lý là công việc phải được ưu tiên hàng đầu trong sản xuất. Việc đề ra quy trình gia công hợp lý còn giúp cho người công nhân giảm được sức lao động,nâng cao năng suất sản phẩm để đáp ứng cho nhu cầu thị trường đang ngày càng phát triển.
Các số liệu và thông số tính toán đều dựa vào các tài liệu tham khảo, kinh nghiệm và sự hướng dẫn tận tình của quý thầy cô trong suốt quá trình thực hiện. Tuy vậy, Đồ Án tốt nghiệp quy trình công nghệ chế tạo máy này được thực hiện lần đầu tiên và do kiến thức còn hạn chế nên em cũng không thể tránh khỏi những sai sót trong quá trình thiết kế và tính toán. Em rất mong được quý thầy cô góp ý, bổ sung kiến thức, cũng như chỉ bảo cho em để kiến thức của em ngày càng vững vàng hơn và đặc biệt là có được vốn kinh nghiệm sâu rộng hơn khi tốt nghiệp.
- Phân tích kết cấu, điều kiện làm viêc:
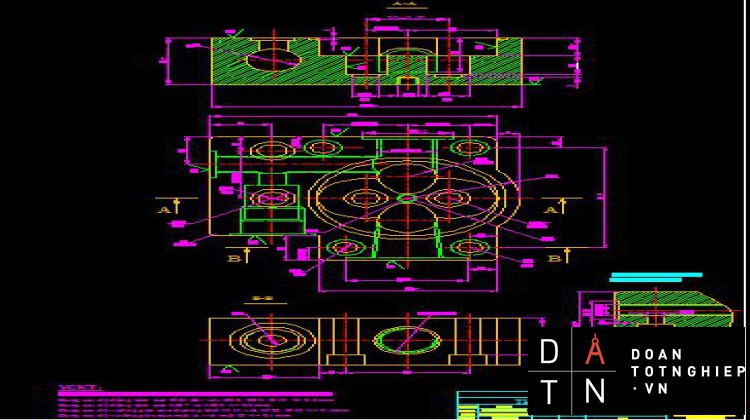
-Chi tiết Thân Máy Bơm Thủy Lực là một chi tiết dạng Hộp, dùng làm thân giữa bơm bánh răng , các mặt bích được lắp với các bộ phận của máy, phần bên trong là nơi lắp bánh răng vào. Khoãng khe hở giữa các đỉnh răng của bánh răng và đường kính trong của chi tiết rất bé giúp cho việc bơm lưu chất lỏng và áp suất của Bơm đúng yêu cầu kĩ thuật.
-Chi tiết Thân Máy Bơm Thủy Lực là phần tiếp xúc với lưu chất cần Bơm, chịu sự làm việc của cặp bánh răng, vì vậy điều kiện làm việc phải :
+ Chịu được áp suất lớn.
+ Chịu được nhiệt độ cao ( do nhiệt trong lưu chất và do ma sát giữa các răng của bánh răng tạo ra ).
+ Chịu mài mòn Thủy Lực và mài mòn do ma sát.
- Phân tích yêu cầu kĩ thuật và vật liêu chế tạo:
-Phôi sau khi đúc được ủ hoặc thường hóa, không có hiện tượng biến cứng, rỗ khí, rỗ xỉ.
-thành phần nguyên tố trong nhôm (Al) : Si=5-20% , Mg=0.3-0.5% , để tạo pha hóa bền Mg2Si nên các hệ Al-Si-Mg phải qua hóa bền. cho thêm Cu(3-5%) vào hệ Al-Si-Mg để cải thiện cơ tính và có tính đúc tốt do có các thành phần gần với cùng tính Al-Si-Cu nên được sử dụng trong đúc piston, nắp máy và thân của động cơ đốt trong….
3.Phân tích độ chính xác của sản phẩm:
-Độ chính xác của kích thước:
- Kích thước lỗ
-Kích thước danh nghĩa: =16(mm)
-Sai lệch giới hạn trên: ES=0.018(mm)=10
-Sai lệch giới hạn dưới: EI=0(mm)
-Dung sai: =ES-EI=0.018.(mm)
Tra bảng 1.14/34 “Sổ tay dung sai lắp ghép_Ninh Đức Tốn” ta được cấp chính xác IT6 và miền dung sai là H.
là 16H7 (cấp chính xác 7) . Lỗ này là phần làm việc của bơm, yêu cầu kĩ thuật phải có độ chính xác cao, nếu độ chính xác không cao thì bơm làm việc sẽ bị giảm . Độ nhám bề mặt lỗ là Ra =1.25
- Dung sai kích thước khoảng cách tâm 2 trục ∅16 là 30
-Kích thước danh nghĩa: =30(mm)
-Sai lệch giới hạn trên: ES=0.013(mm)=13
-Sai lệch giới hạn dưới: EI=-0.013(mm)=13
-Dung sai: =ES-EI=0.026.(mm)
Tra bảng 1.15/36 “Sổ tay dung sai lắp ghép_Ninh Đức Tốn” ta được cấp chính xác IT7 và miền dung sai là Js.
là 30Js7.
- Độ nhám bề mặt cao nhất là Ra =1.25
- Độ song song của mặt C so với mặt E và mặt F không vượt quá 0.01mm trên 45mm chiều dài
- Độ vuông góc của mặt C, E, F so với bề mặt D không vượt quá 0.01mm
- Dung sai độ đồng tâm của ∅24 và ∅10, ∅24 và R18 <= 0.35m
- Dung sai độ đồng tâm của ∅24 đối với ∅32, ∅20, ∅10 <= 0.3mm
- Dung sai độ đồng tâm của M27 và M22 <= 0.3mm
- Dung sai độ vuông góc của đường tâm M15 với M22, ∅10 <= 0.1mm
- Dung sai độ vuông góc của mặt A với mặt D <= 0.1mm
- Dung sai khoảng cách các lỗ ren là 0.2mm
- Dung sai đường kính lỗ ∅36
-Kích thước danh nghĩa: =36(mm)
-Sai lệch giới hạn trên: ES=0.25(mm)
-Sai lệch giới hạn dưới: EI=0
-Dung sai: =ES-EI=0.25.(mm)
Tra bảng 1.14/34 “Sổ tay dung sai lắp ghép_Ninh Đức Tốn” ta được cấp chính xác IT12 và miền dung sai là H.
là 36H12.
- Kích thước L= 67 (mm).
-Kích thước danh nghĩa: =67(mm)
-Sai lệch giới hạn trên: ES=0.46(mm)
-Sai lệch giới hạn dưới: EI=0
-Dung sai: =ES-EI=0.46(mm)
Tra bảng 1.4/11 “Sổ tay dung sai lắp ghép_Ninh Đức Tốn” ta được cấp chính xác IT13
- Kích thước (mm)
-Kích thước danh nghĩa: =90(mm)
-Sai lệch giới hạn trên: ES=0.54(mm)
-Sai lệch giới hạn dưới: EI=0
-Dung sai: =ES-EI=0.54(mm)
Tra bảng 1.4/11 “Sổ tay dung sai lắp ghép_Ninh Đức Tốn” ta được cấp chính xác IT13
- Kích thước 42
-Kích thước danh nghĩa=42(mm)
- Sai lệch giới hạn trên: SLT=0.39(mm)
- Sai lệch giới hạn dưới: SLD=0
-Dung sai: T= SLT- SLD=0.39(mm)
Tra bảng 1.4/11 “Sổ tay dung sai lắp ghép_Ninh Đức Tốn” ta được cấp chính xác IT13
- Kích thước 118
-Kích thước danh nghĩa=118(mm)
- Sai lệch giới hạn trên: SLT=0.54(mm)
- Sai lệch giới hạn dưới: SLD=0 (mm)
-Dung sai: T= SLT- SLD=0.54(mm)
Tra bảng 1.4/11 “Sổ tay dung sai lắp ghép_Ninh Đức Tốn” ta được cấp chính xác IT13.
- Các kích thước còn lại ta lấy cấp chính xác IT13 – IT15
4.Tính công nghệ trong kết cấu:
-Hình dạng chi tiết cho ta thiết kế phôi ơn giản, thuận lợi cho quá trình tạo khuôn, mẫu và các bước gia công cơ tiếp theo như: phay, khoan, khoét,…
-vật liệu chi tiết làm bằng Hợp Kim nhôm ( Al ) có tính chất hóa lý tốt, thỏa mãn được điều kiện làm việc của chi tiết như: Độ bền, độ mài mòn,…và áp suất cao.
-Nhôm ( Al ) có khối lượng riêng nhẹ với màu xám bạc ánh kim mờ , chỉ bằng 1/3 so với sắt ( Fe ) hay đồng (Cu) dễ uốn, và dễ dàng gia công trên máy hay đúc. Nhôm có khả năng chống ăn mòn tốt và bền vững do có lớp Oxit bảo vệ.
-hợp kim nhôm nhẹ và bền, được dùng để chế tạo các chi tiết của phương tiện vận tải và máy móc.
CHƯƠNG 2
BIỆN LUẬN DẠNG SẢN XUẤT
- Tính khối lượng chi tiết gia công:
Ta chia chi tiết “thân bơm thủy lực ” ra thành nhiều hình đơn giản để
tính :
- Thể tích hình hộp chữ nhật có a=112,b=114,h=42:
V1= a*b*h=112*114*42=536256 )
- Thể tích hình hộp chữ nhật có a=42,b=22,h=42:
V2= a*b*h=42*22*42=38808 )
- Thể tích 2 hình trụ 16:
V3= *h)*2= (π /4)*15*2=3016 )
- Thể tích 2 hình trụ 36:
V4=( *h)*2= (π /4)*16=16286 )
- Thể tích 4 hình trụ 14:
V5= *h)*4=((π /4)*9)*4=396 )
- Thể tích 2 hình trụ 11:
V6= *h)*2=((π /4)*10)*2=1900 )
- Thể tích 2 hình trụ 16:
V7= *h)*2=((π /4)*2)*2=804 )
- Thể tích hình trụ 24:
V8= *h=((π /4)*2=904 )
- Thể tích hình trụ 22
V9= *h=((π /4)*35)=13304 )
- Thể tích hình trụ 34:
V10= *h=((π /4)*2=1815.8 )
- Thể tích hình trụ 15:
V11= *h=((π /4)*65=11486.5 )
- Thể tích hình trụ 32:
V12= *h=((π /4)*2=1608.5 )
- Thể tích hình trụ 10:
V13= *h=(π /4)*12=942.78 )
- Thể tích hình trụ 20:
V14= *h=(π /4)*20=6283 )
- Thể tích hình trụ 24:
V15= *h=((π /4)*25=11309 )
- Thể tích hình trụ 26:
V16= *h=(π /4)*30=15927 )
- Thể tích hình trụ 45:
V18= *h=(π /4)*2=3180 )
- Thể tích 2 hình trụ 22:
V19= *h)*2=((π /4)*15)*2=11404 )
- Thể tích 2 nửa hình trụ 22:
V7= *h=((π /4)*15=5702 )
- Tổng thể tích của chi tiết là:
V=V1-(V2+V3+V4+V5+V6+………… +V17+V18+V19)=420147.42 =0.42014242 0.0.42 )
- Khối lượng chi tiết gia công là:
m=V* (với =2.6 2.7)
m=0.42*2.7=1.134 (kg)
- Xác định dạng sản xuất:
Ta có:
-Khối lượng của chi tiết gia công là 1.134kg.
-Dạng sản xuất là hàng loạt vừa.
-Theo “giáo trình công nghệ chế tạo máy” ta được sản lượng hàng năm của sản phẩm là 500 5000 chi tiết/năm.
-Xác định sản lượng chi tiết cần chế tạo trong một năm của nhà máy theo công thức: N= *m*(1+ ) .
-Với
N= *m*(1+ ) = 4000*1*(1+ ) =4440 (chi tiết/năm)
CHƯƠNG 3
CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ LƯỢNG DƯ GIA CÔNG
- Phân tích việc chọn phôi:
Có rất nhiều phương pháp để tạo phôi. Do đó, ta cần phải phân tích ưu khuyết điểm giữa các phương pháp tạo phôi để chọn ra phương pháp thích hợp nhất.
- Phôi rèn dập:
Phôi rèn dập bằng tay hay bằng máy đều có cơ tính tốt, tạo nên ứng suất dư trong chi tiết nhưng lại tạo cho chi tiết dẻo và có tính đàn hồi tốt. Chi tiết gia công bằng gang xám nên chế tạo phôi bằng cách này không thích hợp vì gang xám có tính giòn nên khi rèn dễ làm cho chi tiết xảy ra hiện tượng bị nứt.
- Phôi cán:
Phôi cán cũng giống như phôi rèn dập, đều có độ bền cơ tính cao, chi tiết phải dẻo và có tính đàn hồi.Vì thế phương pháp này cũng không thích hợp.
- Phôi đúc:
Phôi đúc có cơ tính không cao nhưng việc chế tạo khuôn đúc cho những chi tiết phức tạp cũng khá dễ dàng, thiết bị lại khá đơn giản, đồng thời phương pháp này thường được dùng để chế tạo thân máy,..v..v, nhưng yếu tố quan trọng là:
- Giá thành
- Tính khả thi
- Chất lượng
- Được sử dụng rộng rãi trong việc chế tạo
- Độ đồng đều của phôi cao nên việc điều chỉnh máy khi gia công sẽ đơn giản
Kết luận: từ những phương pháp chế tạo phôi trên ta thấy được phương pháp đúc là phù hợp nhất với chi tiết đã cho.Vì vậy, ta chọn phương pháp đúc cho việc chế tạo phôi của chi tiết này.
- Phân tích phương pháp chế tạo phôi:
- Đúc trong khuôn cát mẫu gỗ:
Đúc khuôn cát, tức đề cập đến công đoạn làm khuôn bằng cát và các chất phụ gia để kết dính có thể là đất sét hoặc một số loại khác (xem bài công nghệ đúc khuôn cát).
Phương pháp đúc khuôn cát truyền thống, khuôn được làm cùng với các ruột (nếu có) thông qua việc rã cát (dầm chặt), cùng với mẫu. Sau khi đã dầm chặt, mẫu được rút ra, để lại khoãng trống – chính là hình dạng của vật đúc cần chế tạo. Sau khi rót kim loại vào khuôn, đông đặc, và phá dỡ để thu được vật đúc. Trong đúc khuôn cát được phát huy bằng ưu điểm là đúc các chi tiết lớn, phức tạp hơn do có thể làm ruột.
Đúc khuôn cát yêu cầu người thợ có trình độ khéo léo, từ khâu làm khuôn, ruột, đến rót kim loại vào khuôn. Do vậy, đúc khuôn cát hiện nay đang được sử dụng nhưng không chính xác. Đây chính là nguyên nhân đôi khi một số chi tiết lớn vài chục kg yêu cầu chính xác nên vẫn phải đúc khuôn kim loại.
Đối với phương pháp này thì chất lượng bề mặt vật đúc không cao, giá thành thấp, thiết bị đơn giản phù hợp cho việc sản xuất đơn chiếc và hàng loạt nhỏ.
- Loại phôi này đạt cấp chính xác IT16 IT17
- Độ nhám Rz=160 )
Phương pháp này cho năng suất trung bình,chất lượng bề mặt không cao, gây khó khăn cho các bước gia công tiếp theo.
- Đúc trong khuôn cát mẫu kim loại:
Phương pháp này có cấp chính xác khá cao, giá thành cao hơn so với phương pháp đúc trong khuôn cát mẫu gỗ, loại này phù hợp với sản xuất hàng loạt vừa và lớn.
- Phương pháp này đạt cấp chính xác IT15 IT16
- Độ nhám Rz=80 )
Chất lượng bề mặt chi tiết tốt hơn phương pháp đúc với mẫu gỗ
- Khuôn kim loại:
Độ chính xác cao nhưng giá thành cũng rất cao, trang thiết bị phức tạp,phôi đúc ra gần như là giống với chi tiết gia công nên lượng dư nhỏ, tiết kiệm được vật liệu. Phương pháp này phù hợp với sản xuất hàng loat lớn và hàng khối.
- Phương pháp này đạt cấp chính xác IT14 IT15
- Độ nhám Rz=40 )
Các chi tiết nhỏ thường được đúc bằng khuôn kim loại – đảm bảo độ chính xác, ít gia công cơ. Chất lượng là một yếu tố quan trọng quyết định đến việc lựa chọn phương pháp đúc. Chất lượng ở đây có nghĩa là “mức độ hoàn hảo” của vật đúc (rỗ khí, nứt, độ nhẵn bong bề mặt…) và “cơ tính” của sản phẩm (độ bền và độ dẻo)
- Đúc li tâm:
Đúc li tâm là một dạng khác để đưa kim loại lỏng vào khuôn. Khuôn được làm bằng kim loại, đặt trên máy đúc li tâm. Khi khuôn đang quay tròn, hệ thống rót được thiết kế sắn, rót kim loại vào khuôn. Với lực quay li tâm sẽ giới hạn chiều dày vật đúc đúng như thiết kế, với sự hỗ trợ của lực li tâm, kim loại sẽ xít chặt. Tuy nhiên, đúc li tâm sẽ chỉ áp dụng cho các chi tiết có dạng tròn như dạng tang trống. Nhưng đổi lại, có tính của vật đúc sẽ được cải thiện đáng kể vì có lực li tâm và khuôn kim loại nên tổ chức nhỏ mịn
- Đúc áp lực:
Đúc áp lực là phương pháp dùng áp lực để điền đầy kim loại vào trong khuôn, phương pháp này thích hợp đúc các chi tiết có hình dạng phức tạp và có yêu cầu kĩ thuật cao.Vì phương pháp này rất phức tạp, trang thiết bị đắt tiền nên giá thành sản phẩm rất cao. Phương pháp này dùng trong sản xuất hàng loạt lớn để đúc nhưng chi tiết có khối lượng nhỏ hơn 10kg.
Có 2 dạng là đúc áp lực buồng nóng (hot chamber) và đúc áp lực buồng nguội (cold chamber). Đúc áp lực buồng nóng là khi kim loại lỏng được rót vào 1 xilanh, sau đó pistong đẩy kim loại vào khuôn thong qua áp lực tương đối lớn, bộ xilanh –pistong này được coi là nguội. Còn đúc áp lực buồng nóng là bộ xilanh – pistong được đặt trong 1 hệ thống lò nung và nối thẳng với bộ phận lò nấu chảy, như vậy toản bộ xilanh – pistong được đặt trong lò và có nhiệt độ bằng với nhiệt độ kim loại nóng chảy.
Tuy phương pháp này cho năng suất cao nhưng vì không dùng lõi nên không thể đúc được các chi tiết có hình dáng phức tạp bên trong. Khuôn mau mòn do phải chịu nhiệt độ cao và áp lực cao.
- Đúc trong khuôn mẫu chảy:
Đúc mẫu cháy cũng có thể coi là một loại của đúc khuôn cát. Các kĩ sư phải thiết kế một mẫu bằng nhựa polysterene, going y hệt vật đúc. Mẫu được đem đặt trong 1 khuôn rồi được đổ cát khô vào, đậy nilon lên trên, rồi được hút chân không. Khi kim loại được rót vào đúng phần đã định sẵn, nilon cháy, polysterene cũng cháy và kim loại điền thay thế vào vị trí của mẫu. Phần tro của mẫu cháy được nổi lên trên mặt phần đậu ngót. Phương pháp này cho ta vật đúc có sự chính xác rất cao nên còn gọi là phương pháp đúc chính xác.
Phương pháp này đúc được những chi tiết phức tạp,cho độ bóng và độ chính xác cao.Tuy nhiên,giá thành sản phẩm của phương pháp này cũng rất cao.
- Kết luận:
Với những yêu cầu của chi tiết thâm bơm thủy lực: Chi tiết nhỏ, đòi hỏi mức độ chính xác, có nghĩa là “mức độ hoàn hảo” của vật đúc (rỗ khí, nứt, độ nhẵn bóng bề mặt…) và “cơ tính” của sản phẩm (độ bền và độ dẻo).
– Đảm bảo độ chính xác, ít gia công cơ.Chất lượng là một yếu tố quan trọng quyết định đến việc lựa chọn phương pháp đúc.
- Đảm bảo tính kinh tế cũng như dạng sản xuất hàng loạt vừa đã chọn,ta chọn phương pháp chế tạo phôi là đúc trong khuôn kim loại, làm khuôn bằng máy.
- Phôi đúc đạt cấp chính xác là I
- Cấp chính xác kích thước là IT14 IT15
- Độ nhám Rz=40 ).
- Xác định lượng dư gia công:
Mặt phân khuôn được thể hiện như trên sơ đồ đúc,chọn mặt phân khuôn như vậy có ưu điểm là thoát mẫu dễ và dễ tạo lõi.
................................................
Dưới tác dụng của lực Ph thì sẽ làm cho chi tiết bật ra ngoài
Cân bằng lực: 78.W.f-22.W.f = K.Pv
Þ 56W.f = K.Pv
Trong đó
f là hệ số ma sát, thường f=0,1
W là lực kẹp của chi tiết
K là hệ an toàn , theo nhu trên ta tính được K=3,8
Þ W2=
Ta có : Wmax=W1 =108.3 N
Nên lực kẹp cần thiết W³ 108.3N
Xác định đường kính bu lông kẹp ta có công thức
Ta có công thức :d=C W/ sbk
+C=1.2
+W :lực kẹp yêu cầu W=108.3 (KG)
+ : sbk ứng suất kéo ( =10KG/m2)
Þ d=
Chọn d=14mm
- yêu cầu kĩ thuật:
- Chọn kết cấu thân gá;
- * yêu cầu đối với thân gá:
-Tất cả các thân gá và đế đồ gá phải được ủ để khử ứng suất
-Để đảm bảo yêu cầu kỹ thuật của đồ gá, khi gia công chi tiết trên đồ gá đó ta phải chọn các chi tiết của đồ gá cho phù hợp
-Các chi tiết dẫn hướng : ở đây là phay trên máy phay ngang nên dùng cữ so dao.
Các chi tiết định vị : mặt đáy(B dùng chốt trụ phẳng định vị 3 bậc tự do, chốt trụ p định vị 2 bậc tự do, chốt tram định vị 1 bậc tự do
* kiểm tra đồ gá
- phải kiểm tra các kích thước chuẩn. kích thước của các cơ cấu kẹp chặt và khả năng đưa chi tiết gia công vào khúc kẹp chặt rút chi tiết gia công ra khi tháo lỏng.
- kiểm tra chế độ lắp ghép của chi tiết
- kiểm tra khả năng di trượt của các chi tiết di động trên đồ gá
* những yêu cầu an toàn về đồ gá
- những chi tiết ngoài đồ gá không được có cạnh sắc
- không được làm xê dịch vị trí của đồ gá khi thay đổi điều chỉnh trên máy
- các đồ gá phải được cân bằng tỉnh và cân bằng động
- khi lắp các chi tết lên đồ gá phải có dụng cụ chuyên dùng
- tính sai số chuẩn
Đầu tiên ta tính sai số gá đặt cho phép :[egd]=1/3 δ,với δ là dung sai kích thước của 36+0.02 ,với δ =0.02mm.
Do đó :[egd]=1/3x0.02=0.03mm =6.67 µm
*.Tính sai số chuẩn ec
-Sai số này xuất hiện khi chuẩn định vị không trùng với gốc thước
Ta có:+Chuẩn định vị là chốt phẳng
+Gốc kích thước là bề mặt bên chi tiết
→Chuẩn định vị và gốc kích thước không trùng nhau ,nên sẽ có sai số chuẩn
*.Tính sai số kẹp chặt ekc
-Sai số kẹp chặt là lượng chuyển vị của chuẩn gốc chiếu lên phương kích thước thực hiện do lực kẹp thay đổi gây ra.
ekc=(ymax-ymin)cosα
+ ymax-ymin :Lượng chuyển vị lớn nhất và nhỏ nhất của chuẩn gốc khi lực kẹp thay đổi
+ α :Góc hợp bởi phương kích thước thực hiện và phương dịch chuyển y của chuẩn gốc
Trong trường hợp này α=90 ,nên ekc=0
*. Sai số mòn em
- Là lượng thay đổi vị trí bề mặt cơ cấu định vị (chi tiết định vị) do bị mòntrong quá trình sử dụng.Trong trường hợp này các cơ cấu định vị bị mòn bao gồm: các phiến tỳ(ảnh hưởng đến độ chính xác của mặt phẳng gia công ); bề mặt cữ so dao (ảnh hưởng đến vị trí tương quan của bề mặt gia công )
Sai số mòn được tính gần đúng theo công thức :
em =β N
+β : hệ số phụ thuộc vào cơ cấu định vị và điều kiện tiếp xúc (β=0.2 đối với phiến tỳ)
+N:số chi tiết được gá đặt trên đồ gá trong quá trình sử dụng (gia công hàng loạt vừa nên chọn N=1600)
em =β N=0.2 1600=8 µm
*.Sai số điều chỉnh edc
-Là sai số điều chỉnh các chi tiết khi lắp ráp và sai số gá đặt đồ gá trên máy.Trong thực tế ta có thể chọn theo kinh nghiệm lấy
edc=5 µm
*.Sai số chế tạo cho phép của đồ gá [ect]
-Sai số chế tạo là độ không chính xác của các cơ cấu định vị của đồ gá. Nó được tính theo công thức tính sai số gá đặt :
egd= ect 2+edc2+em2 + ec2 + ekc2
Với [egd]=30 µm ta có :
[ect]=egd2 –(edc2+em2 + ec2 + ekc2) =302-(52+82+02+02)=28 µm=0.028 mm
- nguyên lý làm việc;
-Sau khi đồ gá được gia công xong => đặt lên bàn máy cố định thân gá bằng then dẫn hướng và kẹp chặt đai ốc lại => gá các chi tiết định vi lên thân gá, tiếp tục đặt thanh đỡ lên thanh gá ,=> đặt lòxo vào thân gá, đặt thanh kẹp lên => ta cho chi tiết cần gia công vào, => xiết bulông đai ốc lại =>, khi gia công xong ,ta tháo bulông trên thanh kẹp, rút xê dịch về phía sau để tạo khoảng trống ta lấy chi tiết ra ngoài theo phương thẳng đứng.
- Cách sử dụng và bảo quản đồ gá:
-Cách sử dụng: trước khi gá đặt chi tiết lên bản đỡ ta nới rộng bulông để tạo ra khoảng hở,sau đó ta xoay mỏ kẹp một góc để có thể đặt chi tiết lên bản đỡ.Sau khi điều chỉnh chi tiết trên đồ gá xong,ta xoay mỏ kẹp vào vị trí cũ rồi tiến hành siết chặt bulông để kẹp chặt chi tiết.Khi gia công xong chi tiết,ta thao tác ngược lại những bước trên để lấy chi tiết ra.
-Cách bảo quản:khi sử dụng đồ gá phải thao tác nhẹ nhàng,đúng kĩ thuât,tránh làm hỏng,biến dạng những chi tiết định vị.Sau khi sử dụng xong phải lau chùi,vệ sinh,tra dầu để bảo quản.
-Đánh giá đồ gá:kết cấu đồ gá gồm những chi tiết định vị đơn giản,dễ tháo lắp,dễ thay thế,dễ thao tác khi gá đặt. Ý nghĩa của việc sử dụng đồ gá:
-Với việc sử dụng đồ gá chuyên dùng sẽ nâng cao năng suất lao động,độ chính xác của chi tiết gia công,người công nhân không phải mất nhiều thời gian cho việc gá đặt và kẹp chặt.Bên cạnh đó,độ chính xác gia công luôn được đảm bảo nhờ vào các chi tiết định vị,cữ so dao đã được đặt sẵn trên đồ gá.Do đó cũng không cần đến người công nhân có tay nghề cao.Tất cả những điều đó góp phần cải thiện điều kiện làm việc cho công nhân và đem lại giá trị kinh tế cho công ty.Nói tóm lại,việc sử dụng đồ gá đúng lúc,đúng chỗ sẽ tạo ra được nhiều thuận lợi trong quá trình sản xuất,tăng năng suất và hiệu quả kinh tế cao.
LỜI KẾT
Trong suốt quá trình học tập tại trường em đã học được nhiều những kiến thức về kĩ thuật và nhiều bộ môn quan trọng khác.Trong Nhiệm Vụ tốt nghiệp lần này, nhờ sự hướng dẫn tận tình của quý thầy, cùng với sự tìm hiểu những tài liệu liên quan mà em đã hoàn thành được nhiệm vụ đồ án tốt nghiệp thiết kế quy trình công nghệ “ Thân Máy Bơm Thủy Lực”.
Ngoài việc ôn tập lại những kiến thức đã học trong 3 năm qua, em còn được học hỏi thêm về những kiến thức công nghệ,nguyên lý hoạt động, cũng như cách làm việc của chúng. Đó là những bài học kinh nghiệm và là vốn kiến thức vô cùng quý báu mà sau này sẽ giúp ích cho em rất nhiều trong công viêc của mình sau này khi trở thành 1 công nhân đứng máy, một kĩ sư thiết kế,…..
Tuy nhiên,nhiệm Vụ Đồ Án thiết kế Quy Trình công nghệ chế tạo Thân máy Bơm này được thực hiện lần đầu và do kiến thức của em còn hạn chế, chưa có nhiều kinh nghiệm… nên chắc chắn sẽ không thể không có những thiếu xót.Vì vậy, em rất mong nhận được những sự giúp đỡ, góp ý và chỉ dẫn của Quý Thầy cô,để em có thể rút ra kinh nghiệm trong cuộc sống và công việc của mình khi ra trường. Em xin chân thành cảm ơn!
- TÀI LIỆU THAM KHẢO
1. Atlas đồ gá, NXBKH Kỹ thuật, Trần Văn Địch.
2. Chế độ cắt gia công cơ khí, ĐHSPKT, NXB Đà Nẵng.
3. Sổ tay công nghệ chế tạo máy 2, Nguyễn Đắc Lộc.
4. Đồ gá gia công cơ khí, ĐHSPKT, NXB Đà Nẵng.
5. Dung sai và lắp ghép, Ninh Đức Tốn.
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK









