THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN Ổ ĐỠ ĐHBK ĐÀ NẴNG
NỘI DUNG ĐỒ ÁN
PHẦN I :XÁC ĐỊNH DẠNG SẢN XUẤT VÀ TẠO PHÔI CHI TIẾT THÂN Ổ ĐỠ ĐHBK ĐÀ NẴNG
CHƯƠNG I
PHÂN TÍCH YÊU CẦU KỸ THUẬT VÀ KẾT CẤU CHO CHI TIẾT THÂN Ổ ĐỠ ĐHBK ĐÀ NẴNG
1.1 Phân tích chi tiết gia công
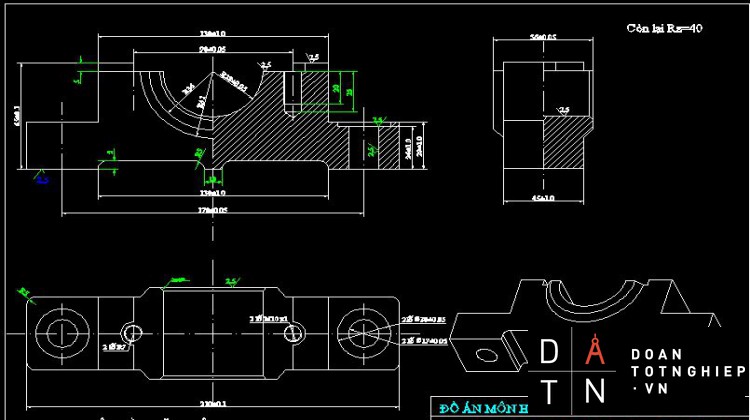
- Chi tiết thân ổ đỡ là một chi tiết dạng hộp bề mặt làm việc của chi tiết là nữa mặt trụ có đường kính Φ56.
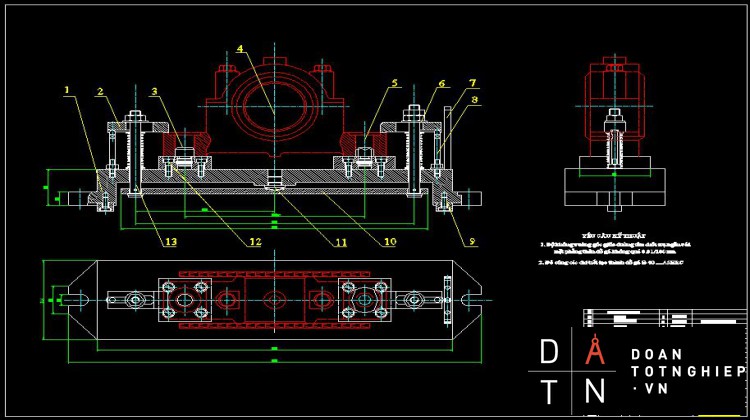
- Chi tiết dạng thân ổ đỡ có chức năng là đỡ các trục và cố định ổ lăn trên trục. Nữa gối đỡ trên dùng để cố định ổ trượt hoặc ổ lăn trên các trục ở những nơi khó lắp ổ hoặc dùng để cố định ổ trượt trong cơ cấu trục khuỷu thanh truyền do vậy chi tiết có độ cứng vững cao..
1.2 Phân tích kỹ thuật
- Vật liệu chế tạo gối đỡ là : Gang Xám 15- 32
- Độ cứng kỹ thuật là 170HB
- Gang xám là hợp kim chủ yếu Sắt với Cácbon và có chứa một số nguyên tố khác như (0.5¸4.5)% Si, , (0.4¸0.6)% Mn, 0.8% P, 0.12% S, và một số nguyên tố khác không đáng kể như: Cr, Ni, Cu, Al …
- Gang xám là loại gang mà phần lớn hay toàn bộ các bon tồn tại dưới dạng Graphit. Graphit của nó ở dạng tấm, phiến chuỗi…Nó là loại gang phổ biến và được sử dụng rộng rãi trong ngành kỹ thuật.
- Gang xám có độ bền nén cao, chịu mài mòn, tính đúc tốt, có góp phần làm giảm rung động nên được sử dụng trong ngành chế tạo máy.
- Trong quá trình làm việc Gối đỡ chịu nén là chủ yếu nên chi tiết làm bằng gang xám là phù hợp nhất
- Tính chất cơ học của Gang Xám 15-32:
+ Giới hạn bền kéo: σK = 15 (kG/mm2)
+ Giới hạn bền uốn: σu = 32 (kG/mm2)
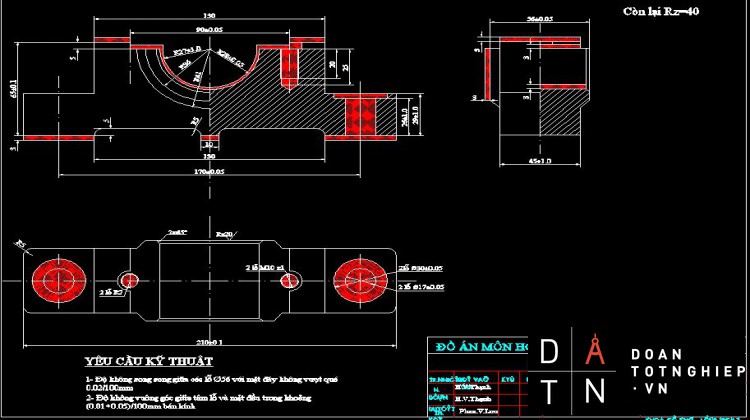
1.3 Yêu cầu của sản phẩm
- Các góc lượn R=5 mm.
- Các mặt ngoài được làm sạch.
CHƯƠNG II
ĐỊNH DẠNG SẢN XUẤT
Trong ngành chế tạo máy người ta phân biệt ra làm 3 dạng sản xuất:
- Sản xuất đơn chiếc
- Sản xuất hàng loạt
- Sản xuất hàng khối
Mục đích của chương này là xác định được dạng sản xuất cho chi tiết(đơn chiếc, hàng loạt và hàng khối) để từ đó xác định tính công nghệ gia công chi tiết một cách có hiệu quả và kinh tế nhất.
2.1 Sản lượng chế tạo:
Ta có sản lượng chế tạo hàng năm của chi tiết gia công được xác định theo công thức sau đây:
(chiếc/năm)
Trong đó:
N : số chi tiết sản xuất trong một năm.
N0 : Số sản phẩm (số máy) được sản xuất trong 1 năm.
Theo đề bài : N0= 6000 (Chiếc / năm).
m : Số lượng chi tiết như nhau trong một sản phẩm chế tạo (m=1)
a : số chi tiết được chế tạo thêm để dự trữ (khoảng 10%÷20%)
Chọn a=20%
β : số phần trăm chi tiết phế phẩm trong quá trình chế tạo (khoảng 3÷5%)
Lấy β=5%
= 7560 ( chiếc/năm)
2.2 Tính khối lượng chi tiết
Ta có khối lượng của chi tiết được tính theo công thức:
M = V. (kg)
Trong đó:
- M: là khối lượng của chi tiết (kg)
- V: là thể tích của chi tiết (dm3)
- : là khối lượng riêng của vật liệu (kg/dm3)
Dùng ProEngineer tính thể tích của chi tiết:
Ta tính được thể tích của chi tiết:
Thể tích của chi tiết là: o,45777 (dm3)
Khối lượng riêng của Gang xám 15-32 là: 6,8÷7,4 (kg/dm3)
Chọn γ = 6,8(kg/dm3)
Vậy khối lượng của chi tiết là:
M = V.γ = 0,45777× 6,8 = 3,112 (kg)
2.3 chọn dạng sản xuất
Từ kết quả thu được ở trên và đối chiếu với bảng Xác định gần đúng dạng sản xuất theo sản lượng chế tạo và khối lượng chi tiết (SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1 _PGS.TS NGUYỄN ĐẮC LỘC –PGS.TS LÊ VĂN TIẾN-PGS.TS NINH ĐỨC TỐN-PGS.TS TRẦN XUÂN VIỆT NHÀ XUẤT BẢN KHOA HỌC VÀ KỶ THUẬT)
Với: M < 4kg
N = 6000 (chiếc/năm)
Vậy ta chọn dạng sản xuất loạt lớn cho chi tiết.
CHƯƠNG III
LỰA CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
3.1 Một số phương pháp chế tạo phôi thường gặp:
3.1.1 Đúc trong khuôn cát:
a. Làm khuôn bằng tay: Áp dụng cho việc đúc với dạng sản xuất đơn chiếc hay những chi tiết có kích thước lớn, độ chính xác và năng suất phụ thuộc vào tay nghề đúc.
b. Làm khuôn bằng máy: Áp dụng cho đúc hàng loạt vừa và hàng khối, năng suất và độ chính xác cao.
3.1.2 Đúc trong khuôn kim loại:
Sản phẩm đúc có kích thước chính xác, cơ tính cao. Phương pháp này sản xuất cho hàng loạt lớn và hàng khối. Vật đúc có khối lượng nhỏ, khoảng 12kg, hình dáng vật đúc không phức tạp và không có thành mỏng.
3.1.3 Đúc ly tâm:
Áp dụng cho vật đúc có dạng tròn xoay, do đó lực ly tâm khi rót kim loại lỏng vào khuôn quay, kết cấu của vật thể chatự chẽ hơn nhưng không đồng đều từ ngoài vào trong.
3.1.4 Đúc áp lực:
Áp dụng cho chi tiết có hình dáng phức tạp, phương pháp này cho ta độ chính xác cao, cơ tính tốt. phương pháp đúc ly tâm và các phương pháp khác có những nhược điểm mà phương pháp đúc áp lực có thể khắc phục được. Do đó thường áp dụng cho sản xuất hàng loạt lớn và hàng khối và áp dụng đối với chi tiết có kích thước nhỏ.
3.2 Các phương án chọn phôi:
Có nhiều phương án chọn phôi như phôi dập, phôi rèn tự do, phôi đúc, … tuy nhiên trong quá trình tính toán thì tôi chọn phôi dập hoặc phôi đúc bởi tính hợp lý của nó trong việc tính toán cũng như thỏa mãn những điều kiện tối thiểu để giảm nguyên công trong gia công chi tiết sản phẩm từ đó cho ta phương án gia công chi tiết hợp lý nhất.
Dựa vào dạng sản xuất ta xác định ở trên là sản xuất loạt vừa nên ta chọn phương pháp đúc trong khuôn cát mẫu kim loại sẽ hiệu quả hơn. Nó đảm bảo được lượng dư, dung sai, và kích thước phôi như yêu cầu trong bản vẽ chi tiết.
Vì đây thuộc dạng sản xuất loạt vừa nên cấp chính xác của phôi là cấp I : ứng với phôi đúc trong khuôn cát, loại phôi này có cấp chính xác kích thước IT14-IT15, độ nhám bề mặt là là Rz = 20m
Các bộ phận chính của một khuôn đúc cát
1- Đậu hơi ; 4- Rãnh thoát khí 7- Mặt phân khuôn
2- Hệ thống rót 5- Xương khuôn 8- Chốt định vị
3- Hòm khuôn dưới 6- Cát khuôn 9- Hòm khuôn trên
Theo tài liệu: “ Sổ tay công nghệ chế tạo máy tập 1”, trang 259, bảng 3-110 ta có dung sai của các kích thước sau:
|
Kích thước (mm) |
Dung sai (mm) |
|
210 |
2,21,0 |
|
Φ14 |
1,20.5 |
|
130 |
2,51,0 |
|
90 |
2,21,0 |
|
Φ56 |
2,00.5 |
Phôi có:
Góc nghiêng thoát khuôn: 30
Bán kính góc lượn: R = 4 (mm)
PHẦN II: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
CHƯƠNG IV
PHÂN TÍCH CHUẨN VÀ LẬP QUY TRÌNH CÔNG NGHỆ GIA
CÔNG
4.1 Phân tích chuẩn cho quá trình gia công
Mục đích của chọn chuẩn thống nhất là đảm bảo yêu cầu kỷ thuật và tránh sai số tích lũy trong cả quá trình gia công chi tiết.
Chọn chuẩn thô:
Do chi tiết gia công của chúng ta có dạng hình hộp, hình dạnh phức tạp vì vậy ta chọn mặt trên và 2 lỗ trên mặt đáy để làm chuẩn thô để gia công mặt đáy.
Sau đó lấy bề mặt đáy đó làm chuẩn tinh thống nhất cho việc gá đặt các nguyên công sau.
Xác định đường lối công nghệ
Để chọn phương án tối ưu nhất ta cần so sánh nhiều phương án tối ưu nhất để đảm bảo về mặt năng suất cũng như về yêu cầu công nghệ , độ chính xác của chi tiết.
Khi gia công ta nên chọn chuẩn tinh thống nhất cho chi tiết để giảm sai số tích lũy và việc gá đặt được dễ dàng.
4.2 Đặc điểm về yêu cầu kỹ thuật bề mặt cần gia công:
- Bề mặt 1: Cần gia công bề mặt đáy đạt Ra = 2,5 tương ứng với cấp nhẵn bóng 6 ( Bảng II – 1 sách dung sai lắp ghép của Trần Quốc Hùng). Chọn phương pháp gia công cuối cùng là phay tinh.
- Bề mặt 2: Gia công 2 lỗ bậc bắt bu lông Φ = 30 và Φ = 17 đạt Ra = 2.5 tương ứng với cấp nhẵn bóng 5(Bảng II-1 sách dung sai lắp ghép của Trần Quốc Hùng). Chọn phương pháp gia công cuối cùng là doa.
- Bề mặt 3: Gia công bề mặt trên cùng đạt Ra = 2.5 tương ứng với cấp nhẵn bóng 5(Bảng II-1 sách dung sai lắp ghép của Trần Quốc Hùng). Chọn phương pháp gia công cuối cùng là phay tinh
- Bề mặt 4: gia công 2 lỗ ren M10x1. Chọn phương pháp gia công cuối cùng toa rô ren.
- Bề mặt 5: gia công bề mặt bậc đạt Ra = 2.5 tương ứng với cấp nhẵn bóng 5 (Bảng II-1 sách dung sai lắp ghép của Trần Quốc Hùng). Chọn phương pháp gia công là phay tinh
- Bề mặt 6 : gia công hai bề mặt bên đạt Ra = 2.5 tương ứng với cấp nhẵn bóng 5 (Bảng II-1 sách dung sai lắp ghép của Trần Quốc Hùng). Chọn phương pháp gia công là phay tinh
Ø Bề mặt 7: Gia công bề mặt trụ Φ56 đạt độ nhám Ra = 2.5. tương ứng với cấp nhẵn bóng 4 (Bảng II-1 sách dung sai lắp ghép của Trần Quốc Hùng). Chọn phương pháp gia công cuối cùng là doa.
4.3 Trình tự các nguyên công, phương pháp gia công. Chọn máy, dao, TBCN cho mỗi nguyên công:
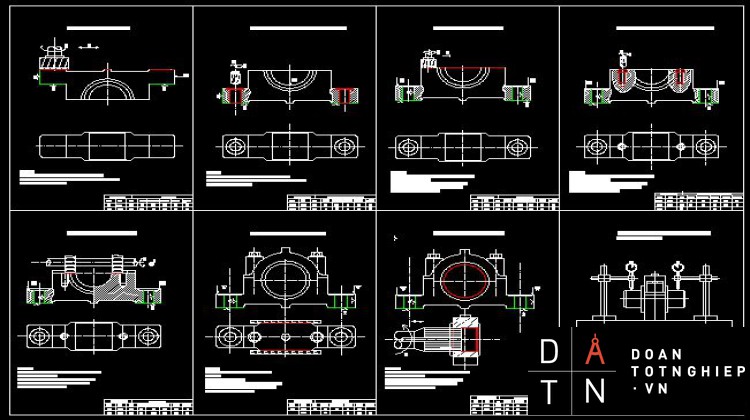
4.3.1 Thứ tự gia công:
1. Nguyên công 1: Phay mặt đáy
2. Nguyên công 2: Khoét, doa lỗ bậc ø30 và ø17
3. Nguyên công 3: Phay bề mặt trên cùng của chi tiết
4. Nguyên công 4: Khoan, toa rô lỗ ren M10
5. Nguyên công 5: Phay bề mặt bậc
6. Nguyên công 6: Phay 2 bề mặt bên
7. Nguyên công 7:Khoét , doa bề mặt trụ ø56
8. Nguyên công 8: Kiểm tra
4.3.2 Trình tự nội dung các nguyên công:
A. NGUYÊN CÔNG :I
-Gia công bề mặt đáy bằng phương pháp phay.Cấp nhẵn bóng bề mặt đạt được là Ñ5
1 . Nguyên công này gồm : 2 bước
+ Phay thô đạt Ñ3 - Ñ4
+ Phay tinh đạt Ñ
2. Sơ đồ định vị :
+Định vị:
- Mặt đáy định vị 3 bậc tự do, dùng 2 phiến tì có khía nhám
- Mặt bên định vị 2 bậc tự do, định vị bằng khối V
3 . Chuyển động cắt gọt .
- Chi tiết gá trên bàn máy chuyển động tịnh tuyến
- Dao phay chuyển động quay tròn .
4 . Chọn máy :
- Máy phay đứng vạn năng 6H13
5 . Chọn dao :
- Chọn dao phay trụ gắn mảnh hợp kim cứng BK8 , D = 110 mm ,
Z = 12 răng , B = 64 mm
6 . Lượng dư gia công : 3.25 mm
7 . Chế độ cắt :
- Cần phay mặt đáy đạt Ñ5 ta tiến hành phay hai lần :
a) . Phay thô .
Chọn chiều sâu cắt : t = 2.5 mm
Lượng chạy dao : Sz = 0.18 mm/răng
Tốc độ cắt : V = 158 m/phút
Số vòng quay : n = = 457 v/ph
Chọn n theo máy : n = 475 vòng/phút .
Ta có : Sph = mm/ph .
Chọn Sph = 1180 mm/ph .
Công suất cắt : Nc = 3.3 kw .
b) . Phay tinh :
Chọn chiều sâu cắt : t = 0.75 mm
Lượng chạy dao : Sz = 0.04 mm/răng
Tốc độ cắt : V = 228 m/ph
Số vòng quay : n = v/ph
Chọn n theo máy : n = 600 vòng/phút .
Ta có : Sph = mm/ph .
Chọn Sph = 300 mm/ph .
Công suất cắt : Nc = 1.1 kw .
|
Nguyên công : I |
Phay bề mặt đáy đạt độ bóng Ñ5 . |
||||||
|
Bước |
Máy |
Dao VL: |
t mm |
Sph mm/p |
V m/p |
n v/p |
Nc kw |
|
Thô |
6H13 |
BK8 |
2.5 |
1180 |
158 |
475 |
3.3 |
|
Tinh |
- |
- |
0.75 |
300 |
228 |
600 |
1.1 |
8 . Thời gian cơ bản .
a) . Bước thô :
To = ( phút ) ( Bảng 31 trang 62 TL1 )
Trong đó :
mm
mm
mm
Vậy : (phút )
( giây )
b) . Bước tinh :
To = ( phút )
Trong đó :
mm
mm
mm
Vậy : (phút )
B. NGUYÊN CÔNG:II
- Khoét, doa lỗ bậc ø30và ø17.Cấp nhẵn bóng đạt được Ñ5.
1 . Nguyên công này thực hiện qua 2 bước : khoan thô đạt Ñ3 - Ñ4 , khoét thô đạt Ñ5 .
2. Sơ đồ định vị :
+ Định vị:
- Mặt đáy định vị 3 bậc tự do, định vị bằng 2 phiến tì
- Mặt bên định vị 2 bậc tự do,định vị bằng khối V
3 . Chuyển động cắt gọt .
- Chi tiết gá trên bàn máy đứng yên .
- Dao vừa chuyển động quay vừa chuyển động tịnh tuyến
4 . Chọn máy :
- Máy khoan đứng K135 .
5 . Chọn dao :
- Chọn dao khoan : mũi khoan xoắn vít P18 ,D = 17 mm .
- Chọn dao khóet : BK8 , D = 30 mm .
6 . Lượng dư gia công : 3 mm
7 . Chế độ cắt :
a). Bước khoan : f17 mm
Chiều sâu cắt : mm
Bước tiến dao : S0 = 0.45 mm/vòng . ( Bảng 5.25 Trang 21 , TL3 )
Tốc độ cắt :
Theo bảng 5.28 trang 23 TL3 ta có :
Cv = 17.1 ; q = 0.25 ; y = 0.40 ; m = 0.125 .
Theo bảng 5.30 trang 24 TL3 ta có : T = 75 phút .
Vậy : = 27.85 m/ph
Chọn V = 30 m/ph
Số vòng quay : v/ph
Chọn n theo máy : n = 600 vòng/phút .
Công suất cắt : KW
Theo bảng 5.32 trang 25 và bảng 5.9 trang 9 TL3 ta có :
CM = 0.196 ; q = 0.85 ; x = 0.8 ; y = 0.7 ;
Kp = KMP = 1.0
Vậy : = 63.5 Nmm2
Vậy : KW
Chọn công suất cắt : Nc = 3.9 KW
b) . Khóet f30 .
Chiều sâu cắt : t = 3 mm .
Bước tiến dao : S0 = 1.1 mm/vòng . ( Bảng 5.26 trang 22 TL3 ) .
Tốc độ cắt :
Theo bảng 5.29 trang 23 TL3 ta có :
Cv = 105 ; q = 0.4 ; x = 0.15 ; y = 0.45 ; m = 0.4 ;
Theo bảng 5.29 trang 23 TL3 ta có :
T = 40 phút .
Trong đó :
Kmv - hệ số phụ thuộc vào vật liệu gia công ( bảng 5.1- 5.5 )
Kuv - hệ số phụ thuộc vào vật liệu dụng cụ cắt (bảng 5.6 ) .
Ktv - hệ số phụ thuộc vào chiều sâu khoan ( bảng 5.31 ) .
Kmv = 1.05
Kuv = 0.83
Ktv = 1.0
Thay vào ta được :
V = 30 m/ph .
Số vòng quay :
v/ph
Chọn n =375 v/ph .
Công suất cắt :
KW
Theo bảng 5.32 trang 25 và bảng 5.9 trang 9 TL3 ta có :
CM = 0.196 ; q = 0.85 ; x = 0.8 ; y = 0.7 ;
Kp = KMP = 1.0
Thay vào ta được : Mx = 205.3 Nm
Nc = 3.24 KW
Chọn công suất cắt : Nc = 3.3 KW
|
Nguyên công : II |
Khoan , khóet 2 lổ bắt bulông đạt độ bóng Ñ5 . |
||||||
|
Bước |
Máy |
Dao VL: |
t mm |
S0 mm/v |
V m/p |
n v/p |
Nc kw |
|
Khoan |
K135 |
BK8 |
8.5 |
0.45 |
30 |
600 |
3.9 |
|
Khóet |
- |
- |
3 |
1.1 |
30 |
375 |
3.3 |
8 . Thời gian cơ bản .
a) . Bước khoan :
To = ( phút ) ( Bảng 28 trang 57 TL1 )
Trong đó : mm






