THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN TĨNH ETO ÊTO ÊTÔ MÁY 200





NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN TĨNH ETO ÊTO, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy THÂN TĨNH ETO ÊTO ÊTÔ MÁY 200, thiết kế quy trình công nghệ gia công chi tiết THÂN TĨNH ETO ÊTO ÊTÔ MÁY 200, hướng dẫn quy trình công nghệ chế tạo máy THÂN TĨNH ETO ÊTO ÊTÔ MÁY 200,

THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN TĨNH ETO ÊTO, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
PHẦN I
I – PHÂN TÍCH CHI TIẾT GIA CÔNG
1. Nguyên lý làm việc của thân tỉnh êtô B200
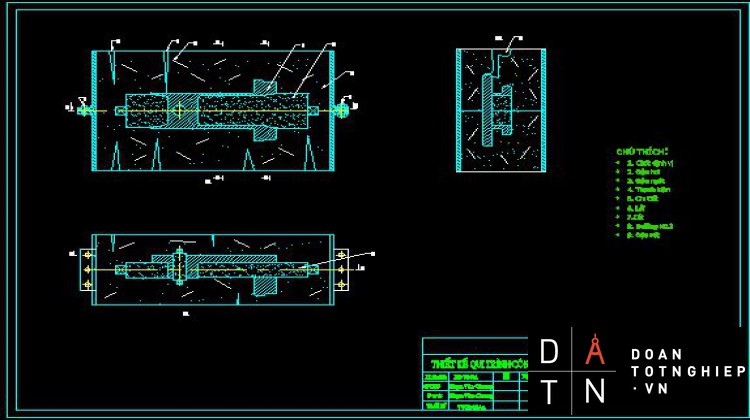
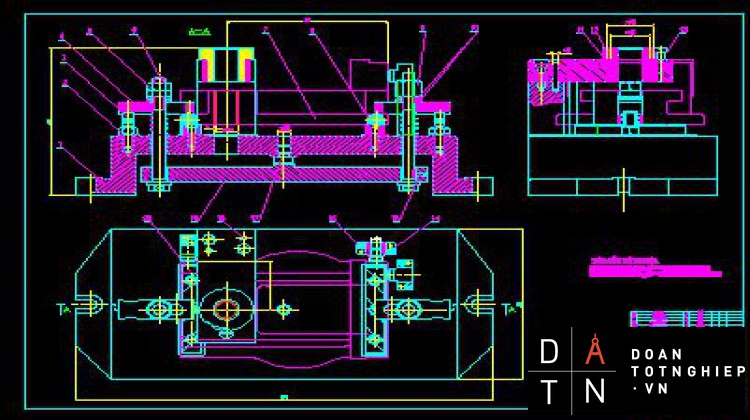
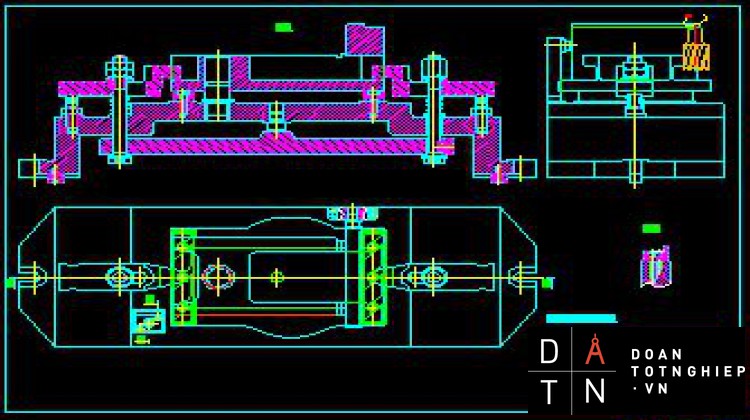
Trong gia công cơ khí không thể không nói đến việc định vị và kẹp chặt chi tiết trong quá trình gia công cắt gọt. Vì vậy việc thiết kế đồ gá gia công là vấn đề cần thiết. Êtô là loại đồ gá vạn năng được sử dụng rộng rãi trong các phân xưởng cơ khí chế tạo máy, xưởng nguội, gò, hàn, ruột (nói riêng) và trong tất cả các ngành cơ thiế (nói chung). V.v.. êtô được bắt chặt trên băng máy bằng theo dẫn hướng và được kẹp chặt nhờ các mối ghép bulông đai ốc hoặc cũng có thể bắt cố định lên bàn.
Nhiệm vụ của nó là kẹp chặt chi tiết khi gia công. Muốn êtô thực hiện chức năng định vị và kẹp chặt chi tiết trong gia công cần phải thêm vào nó các chi tiết định vị lúc đó êtô này là loại đồ gá chuyên dùng.
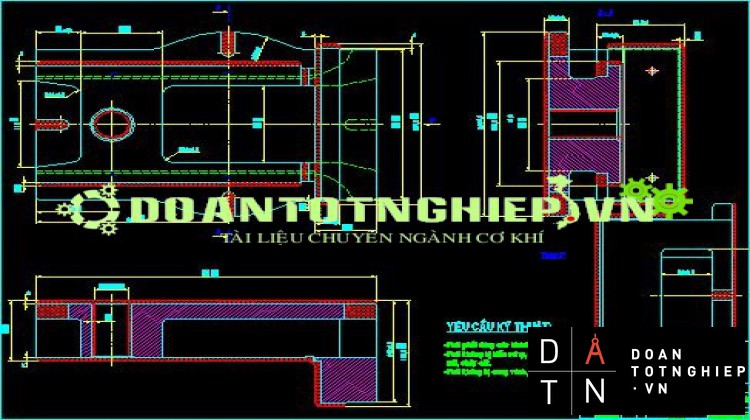
2. Phân tích vật liệu của chi tiết
Thân tĩnh êtô B200 được chế tạo từ vật liệu GX : 15 – 32 có :
- Giới hạn bền kéo : dbk = 15 kg/mm3
- Giới hạn bền uốn : dbu = 32 kg/mm3
- Thành phần hóa học của vật liệu
C = 2,8 ¸ 3,5% Si = 1,5 ¸ 3 % P = 0,1 ¸ 0,2%
Mn = 0,5 ¸1,0% S = 0,1 ¸ 0,2%
(Sánh giáo trình vật liệu và công nghệ cơ khí. PGSTS Hoàng Tùng Trang 22).
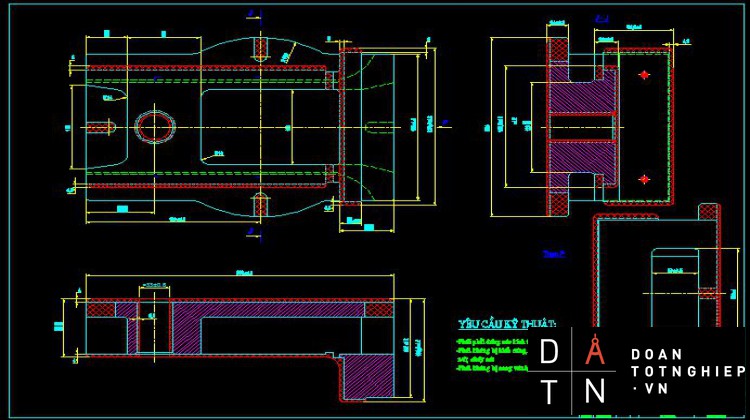
a) Độ chính xác về kích thước
Kích thước có sai lệch không chỉ dẫn
Kích thước : 130
Là kích thước khoảng cách xác định giữ 2 bề mặt đã qua gia công cắt gọt và là kích thướt không tham gia lắp trong quá trình làm việc. Mặt C đạt cấp chính xác 12, Ra=6.3 và mặt A đạt cấp chính xác 10, Ra=2.5. (tài liệu dung sai)
Kích thước :70
Đây là kích thước khoảng cách giữa 2 bề mặt đã qua gia công cắt gọt và là kích thước không tham gia lắp ghép trong quá trình làm việc. Mặt A đạt cấp chính xác 10, Ra=2.5 và mặt B đạt cấp chính xác 10, Ra=2.5 .(Sách dung sai)
Kích thước : 128
Đây là kích thước khoảng cách giữa 1 mặt không gia công và mặt A đã qua gia công cắt gọt đạt cấp chính xác 10, Ra=2.5 và là kích thước không tham gia lắp ghép trong quá trình làm việc (Sách dung sai)
Kích thước :55
Đây là kích thước khoảng cách giữa 2 bề mặt đã qua gia công cắt gọt và là kích thước tham gia lắp ghép trong quá trình làm việc. Mặt C đạt cấp chính xác 12, Ra=6.3 và mặt bậc của mặt D đạt cấp chính xác 10, Ra=2.5 .(Sách dung sai)
Kích thước :46
Đây là kích thước khoảng cách giữa 2 bề mặt đã qua gia công cắt gọt và là kích thước không tham gia lắp ghép trong quá trình làm việc . Mặt A đạt cấp chính xác 10, Ra=2.5 và mặt sinh ra trong lúc gia công rãnh trượt.(Sách dung sai)
Kích thước :25xR7
Đây là kích thước khoảng cách giữa 2 bề mặt đã qua gia công cắt gọt và là kích thước không tham gia lắp ghép trong quá trình làm việc. Đạt cấp chính xác 12, Ra=6.3.(Sách dung sai)
Kích thước :126
Đây là kích thước khoảng cách giữa 2 bề mặt đã qua gia công cắt gọt và là kích thước không tham gia lắp ghép trong quá trình làm việc. Mặt M đạt cấp chính xác 12, Ra=6.3 và mặt N đạt cấp chính xác 12, Ra=6.3 .(Sách dung sai)
Kích thước :128
Đây là kích thước khoảng cách giữa 2 bề mặt đã qua gia công cắt gọt và là kích thước không tham gia lắp ghép trong quá trình làm việc. Mặt A đạt cấp chính xác 10, Ra=2.5 (Sách dung sai)
Kích thước : 8
Đây là kích thước khoảng cách giữa 2 bề mặt đã qua gia công cắt gọt đạt và là kích thước không tham gia lắp ghép trong quá trình làm việc. Đạt cấp chính xác 12, Ra=6.3 (Sách dung sai)
Kích thước : 12
Đây là kích thước khoảng cách giữa 2 bề mặt đã qua gia công cắt gọt và là kích thướt tham gia lắp ghép trong quá trình làm việc. Mặt D đạt cấp chính xác 10, Ra=2.5 mặt rãnh 8mm đạt cấp chính xác 12, Ra=6.3. (Sách dung sai),
Kích thước : 2
Đây là kích thước khoảng cách giữa 2 bề mặt đã qua gia công cắt gọt và là kích thướt tham gia lắp ghép trong quá trình làm việc. Mặt D đạt cấp chính xác 10, Ra=2.5 mặt rãnh 8mm đạt cấp chính xác 12, Ra=6.3. (Sách dung sai),
Kích thước : 2XM8X20
Đây là kích thước tham gia lắp ghép trong quá trình làm việc. Đạt cấp chính xác 12, Ra=6.3.( tài liệu sách dung sai)
Kích thước : 15
Đây là kích thước khoảng cách giữa 1 bề mặt không gia công và kích thướt không tham gia lắp ghép trong quá trình làm việc. (tài liệu dung sai)
Kích thước : 20
Đây là kích thước chiều rộng xác định giữa 1 bề mặt không gia công và 1 bề mặt qua gia công và là kích thướt không tham gia lắp ghép trong quá trình làm việc Mặt A đạt cấp chính xác 10, Ra=2.5. (tài liệu sách dung sai)
Kích thước : 5
Đây là kích thước chiều rộng xác định giữa 1 bề mặt không gia công và 1 bề mặt qua gia công và là kích thướt tham gia lắp ghép trong quá trình làm việc Mặt D đạt cấp chính xác 10, Ra=2.5. (tài liệu sách dung sai)
Kích thước : 336
Đây là kích thước chiều dài xác định giữa 2 bề mặt không gia công
Kích thước : 100
Đây là kích thước chiều dài xác định giữa 2 bề mặt không gia công
Kích thước : 50
Đây là kích thước chiều dài xác định giữa 2 bề mặt không gia công
Kích thước : 240
Đây là kích thước chiều dài xác định giữa 2 bề mặt không gia công
Kích thước : 120
Đây là kích thước chiều dài xác định giữa 2 bề mặt không gia công
Kích thước : 60
Đây là kích thước chiều dài xác định giữa 2 bề mặt không gia công
Kích thước : 196
Đây là kích thước chiều dài xác định giữa 2 bề mặt không gia công
Kích thước : 24
Đây là kích thước chiều dài xác định giữa 2 bề mặt không gia công
Kích thước 75
Đây là kích thước xác định chiều dài, vị trí tương đối giũa các điểm trên chi tiết cần gia công
Kích thước 190
Đây là kích thước xác định chiều dài, vị trí tương đối giũa các điểm trên chi tiết cần gia công
Kích thước 25
Đây là kích thước xác định chiều dài, vị trí tương đối giũa các điểm trên chi tiết cần gia công
Kích thước 45
Đây là kích thước xác định chiều dài, vị trí tương đối giũa các điểm trên chi tiết cần gia công
Kích thước 140
Đây là kích thước xác định chiều dài, vị trí tương đối giũa các điểm trên chi tiết cần gia công
Kích thước 27.5
Đây là kích thước xác định chiều dài, vị trí tương đối giũa các điểm trên chi tiết cần gia công
Kích thước 190
Đây là kích thước xác định chiều dài, vị trí tương đối giũa các điểm trên chi tiết cần gia công
Kích thước 17
Đây là kích thước xác định chiều dài, vị trí tương đối giũa các điểm trên chi tiết cần gia
Kích thước R7
Đây là kích thước xác định hình dáng hình học của chi tiết
Kích thước R14
Đây là kích thước xác định hình dáng hình học của chi tiết
Kích thước R120
Đây là kích thước xác định hình dáng hình học của chi tiết
Kích thước R50
Đây là kích thước xác định hình dáng hình học của chi tiết
Kích thước có sai lệch chỉ dẫn.
Kích thước : 40+0.062
Đây là kích thước lỗ đã qua sử dụng cắt gọt đạt cấp chính xác 10. Vì tham gia lắp ghép trong quá trình làm việc nên đòi hỏi độ chính xác và độ bóng khá cao (tài liệu dung sai)
Kích thước : 12-0.02
Đây là kích thước giữa hai bề mặt đã qua gia công cắt gọt đạt cấp chính xác 10 vì nó tham gia trực tiếp vào quá trình làm việc sau này nên đòi hỏi độ chính xác và độ bóng cao (tài liệu dung sai)
Kích thước 152-0.043
Đây là kích thước giữa hai bề mặt đã qua gia công cắt gọt đạt cấp chính xác 10 vì nó tham gia trực tiếp vào quá trình làm việc sau này nên đòi hỏi độ chính xác và độ bóng cao (tài liệu dung sai)
b. Độ chính xác về hình dạng hình học
Tiếng hành phân tích trình độ chính xác về hình dạng hình học quan trọng của chi tiết gia công.
Độ thông tròn của 40+0,021 £ 0,02
(c) độ chính xác về vị trí tương quan
Độ song song giữa 2 mặt A và B £ 0,02
Độ song song giữa 2 mặt I và H £ 0,02
Độ vuông góc giữa lỗ 400.065 và mặt B không quá 0.02
Độ lệch tâm giữa lỗ 400.065 với 2 mặt I và H không quá 0.02
Độ thẳng góc giữa 2 mặt D và B không quá 0.03
Độ không đối xứng của 2 mặt I và H qua tâm dọc không quá 0.02
(d) độ Chính xác về tính chất cơ lý
Mặt trụ 40-0.065 có độ bóng bề mặt Ra=2.5
Các mặt A, B, I, H, D có độ bóng bề mặt Ra=2.5
Các mặt E, F, C, rãnh 8mm, rãnh chữ U có độ bóng bề mặt Ra=6.3
PHẦN II
I – 1 TÍNH TRỌNG LƯỢNG CHI TIẾT
Ta tiến hành chia chi tiết ra làm nhiều phần nhỏ để tính toán. Sau đó tổng các thể tích phần nhỏ đó lại được trọng lượng của chi tiết.
Gọi Svn : là tổng thể tích của các thể tích nhỏ được chia trên chi tiết. Sau đây là thể tích của từng phần.
Đặt : V1 = VHCN = a x b x h = 336 x 240 x 130 = 1048320 (mm3)
V2 = VHT = = 56.700(mm3)
V3 = VHCN = a x b x h = 47x 35 x 90 = 148050 (mm3)
V4 = VHT = = 126500 (mm3)
SVđ = SVn = 724550 (mm3)
V5 = Vf14 = pR2.h = 3.14.72 .23 = 3538 (mm3)
V6 = 2VHCN = 2(a x b x h) = 2.18 x 13 x 14 = 11592 (mm3)
V7 = VHCN = (a x b x h) = 173x 23 x 24 = 67896 (mm3)
V8 = Vf22 = p2 . R2.h = 3.14 x 11 x 30 = 11398.2 (mm3)
V9 = 2VHCN = (a x b x h) = 7 x 22 x 90 = 9900 (mm3)
V10 = 2VM6 = 2p.R2.h = 2 x 3.14 x 32 x17= 960.84 (mm3)
V11 = 2Vf4 = 2.p.R2.h = 2 x 3,14 x 22 x16= 40.192 (mm3)
Vr = SVn =105687 (mm3)
Vậy thể tích của chi tiết : V = Vđ – Vr = 724550 – 105687
=618863 (mm3)
Sv = 0.618863
Trọng lượng chi tiết
Q = g.v = 7.4 x 0.618863 = 4.6 (kg)
Trong đó :
g : là trọng lượng riêng của gang xám ( g = 6.8 ¸ 7,4) kg/dm3
V : Thể tích của chi tiết (dm3)
Q trọng lượng của chi tiết
(Trang 13. Thiết kế đồ án công nghệ tạo máy PGS.TS Trần Văn Địch)
2. Sản lượng chế tạo trong năm
Mục đích của phần này là xác định hình thức tổ chức sản xuất (đơn chiếc, hàng loạt (vừa, hàng loạt lớn và hàng loạt nhỏ) và hàng mới). Để từ đó cải thiện tính công nghệ của chi tiết.
Để thực hiện việc này trước hết ta cần xác định sản lượng chi tiết cần chế tạo trong một năm của nhà máy theo công thức sau :
N = N1 x m (1 + ) chiếc /năm
Ở đây số n – số chi tiết được sản suất trong một năm
N1 – số sản phẩm (số máy) được sản xuất trong một năm m – số chi tiết trong một sản phẩm.
b - số chi tiết được chế tạo thêm để dự trữ (5% đến 7%). Nếu tính đến số a% phế phẩm chủ yếu trong các phân xưởng đúc thì ta có công thức sau
.............................................................
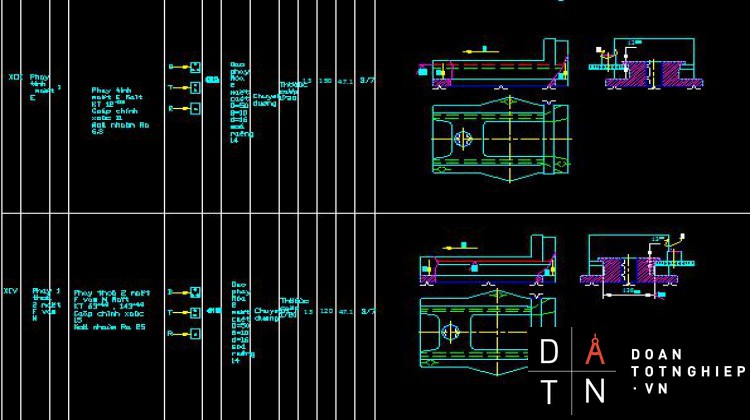
XIII – NGUYÊN CÔNG XIII : PHAY THÔ ĐỒNG THỜI 2 MẶT D VÀ E
Chọn chuẩn định vị là mặt A hạn chế 3 bậc tự do chống tịnh tiến theo Phường Oz, chống xoay quanh OY, chống xoay quanh ox mặt N hạn chế 2 bậc chống tịnh tiến theo phương oy, chống xoay quanh ox mặt G 1 bậc tịnh tiến theo ox. Chọn mặt A làm chuẩn là vì mặt A là mặt định vị chính dùng suốt trong quá trình giacông cắt gọt.
May 6H12
+ Bề mặt làm việc bàn 320 x 1250
+ Hiệu suất máy 0,75
+ Giới hạn số vòng quay (vòng/phút) : 30-1500.
+ Công suất động cơ : N = 7 kw.
+ Lực bước tiến của máy 1500 kg
XIV – NGUYÊNCÔNG XIV : KHOAN – KHOÉT – DOA LỖ 22+0,021
Chọn chuẩn định vị là mặt A hạn chế 3 bậc tự do chống tịnh tiến theo phương Ox, chống xoay quanh Oy, chồng xoay quanh oz, mặt N hạn chế 2 bậc tự do chống tịnh tiến theo phương Oy, chống xoay quanh Ox, mặt F hạn chế 1 bậc tự do chống tịnh tiến lên xuống theo phương oz. Như vậy chi tiết được khống chế hoàn toàn 6 bậc tụ do trong đồ gá mới có thể đảm bảo được yêu cầu kỹ thuật của bản vẽ nguyên công này thực hiện trên máy khoan 2A125 nên đặc tính kỹ thuật của máy như sau :
Đường kính gia công lớn nhất : 25 mm
- Hiệu suất máy 0,8
- Lực lượng trục cho phép của
- Cơ cấu tiến dao P max = 400 kg
- Giới hạn số vòng quay (vòng/phút) : 971360 (vòng/phút)
- Bước tiến từ 0,1 ¸ 0,81 (mm/c)
- Công suất động cơ : N = 2.8 kw
XV – NGUYÊN CÔNG XV : PHAY THÔ ĐỒNG THỜI 2 MẶT R & S
Ta dùng mặt A hạn chế 3 bậc tự do, mặt G hạn chế 1 bậc tự do, rãnh N hạ chế 2 bậc tự do hạn chế theo phương xoay ox và tịnh tiến theo phương oy, như vậy chi tiết không chế trong đồ gá hoàn toàn 6 bậc tự do thì mới đảm bảo cứng vững trong gia công cặt gọt. Nguyên công này thực hiện trên máy.
6H82 r máy này có đặc tính kỹ thuật sau :
- Lực bước của máy 1500 kg
- Hiệu suất máy 0,75
- Giới hạn số vòng quay (vòng/phút) : 30 – 1500
- Công suất động cơ : n = 7 kw
- Bước tiến bàn tứ 30 – 900
XVI – NGUYÊN CÔNG XVI : PHAY THÔ MẶT C
Chọn chuẩn định vị là mặt A hạn chế 3 bậc tự do chống tịnh tiến theo phương ox chống xoay quanh Oy, chống xoay quanh ox G 1 bậc tính tiến ox. Chọn mặt A làm chuẩn là vì mặt A là mặt định vị chính dùng suốt trong quá trình gia công cắt gọt. Đặc tính kỹ thuật máy :
Máy 6H12
+ Bề mặt làm việc bàn 320 x 1250
+ Hiệu suất máy 0,75
+ Giới hạn số vòng quay (vòng/phút) : 30-1500.
+ Công suất động cơ : N = 7 kw.
+ Lực bước tiến của máy 1500 kg
XVII – NGUYÊN CÔNG XVII : PHAY THÔ 2 MẶT H & M
Chọn chuẩn định vị là mặt A hạn chế 3 bậc tự do chống tịnh tiến theo phương Oz, chống xoay quanh OY, chống xoay quanh ox, mặt N hạn chế 2 bậc chống tịnh tiến theo phương Ox, chống xoay quanh oz, mặt G hạn chế 1 bậc tụ do theo ox, như vậy chi tiết được khống chế hoàn toàn 6 bậc tự do trong đồ gá mới có thể đảm bảo được yêu cầu kỹ thuật của bản vẽ nguyên công này thực hiện trên máy phay 6H12 nên đặc tính kỹ thuật của máy như sau :
+ Bề mặt làm việc bàn 320 x 1250
+ Hiệu suất máy 0,75
+ Giới hạn số vòng quay (vòng/phút) : 30-1500.
+ Công suất động cơ : N = 7 kw.
+ Lực bước tiến của máy 1500 kg
XVIII – NGUYÊN CÔNG XVIII : PHAY THÔ 2 RÃNH U
Chọn chuẩn định vị là mặt B hạn chế 3 bậc tự do chống tịnh tiến theo phương Oz, chống xoay quanh OY, chống xoay quanh ox, mặt J hạn chế 2 bậc chống tịnh tiến theo phương oy, chống xoay quanh oz mặt G hạn chế 1 bậc tự do tịnh tiến ox. Như vậy chi tiết được không chế hoàn toàn 6 bậc tự do trong đồ gá mới có thể đảm bảo được yêu cầu kỹ thuật của bản vẽ nguyên công này thực hiện trên máy phay.
6H12 nên đặc tính kỹ thuật của máy như sau :
+ Bề mặt làm việc bàn 320 x 1250
+ Hiệu suất máy 0,75
+ Giới hạn số vòng quay (vòng/phút) : 30-1500.
+ Công suất động cơ : N = 7 kw.
+ Lực bước tiến của máy 1500 kg
XIX – NGUYÊN CÔNG XIX : KHOAN 2 LỖ f4
Chọn chuẩn định vị là mặt A hạn chế 3 bậc tự do chống tịnh tiến theo phương oz chống xoay quanh Oy, chống xoay quanh oz, mặt N hạn chế 2 bậc tự do chống tịnh tiến theo phương Oy, chống xoay quanh oz. Mặt G hạn chế 1 bậc tự do chống tịnh tiến theo phương ox. Như vậy chi tiết được không chế hoàn toàn 6 bậc tự do trong đồ gá mới có thể đảm bảo được yêu cầu kỹ thuật của bản vẽ. Nguyên công này thực hiện trên máy khoan 2A 125 nên đặc tính kỹ thuật của máy như sau :
- Hiệu suất máy 0,8
- Lực lượng trục cho phép của
- Cơ cấu tiến dao P max = 400 kg
- Giới hạn số vòng quay (vòng/phút) : 971360 (vòng/phút)
- Bước tiến từ 0,1 ¸ 0,81 (mm/c)
- Công suất động cơ : N = 2.8 kw
XX – NGUYÊN CÔNG XX ; KHOAN TORÔ 2 LỖ M6
Chọn chuẩn định vị là mặt A hạn chế 3 bậc tự do chống tịnh tiến theo phương Ox, chống xoay quanh Oy, chống xoay quanh oz, mặt N hạn chế 2 bậc tự do chống tịnh tiến theo phương 0y, chống xoay quan ox, mặt F hạn chế 1 bậc tự do chống tịnh tiến lên xuống theo phương oz. Như vậy chi tiết được không chế hoàn toàn 6 bậc tự do trong đồ gá mới có thể đảm bảo được yêu cầu kỹ thuật của bản vẽ. Nguyên công này thực hiện trên máy khoan 2A125 nên đặc tính kỹ thuật của máy như sau :
- Hiệu suất máy 0,8
- Lực lượng trục cho phép của
- Cơ cấu tiến dao P max = 400 kg
- Giới hạn số vòng quay (vòng/phút) : 971360 (vòng/phút)
- Bước tiến từ 0,1 ¸ 0,81 (mm/c)
- Công suất động cơ : N = 2.8 kw
XXI – NGUYÊN CÔNG XXI – TỔNG KIỂM TRA
Kiểm tra các kích thước f22+0,021 , 35 ±0,03, 60-0,07.
Kiểm tra độ bóng bề mặt Ra £ 1.25 mm, Rz £ 20 mm.
Kiểm tra độ không song song giữa 2 mặt A và B £ 0,02
Kiểm tra độ không song song giữa 2 mặt J và K £ 0,03
Kiểm tra độ không song song giữa tâm lỗ f22+0,021 qua 2 mặt J, K £ 0,02
KẾT LUẬN
Đề tài thiết kề quy trình công nghệ gia công Thân Tĩnh Êtô Bàn Khoan 90 được người thực hiện phân tích và lựa chọn khá tỉ mĩ, tất cả đều được thể hiện trên bản vẽ kết cấu cũng như việc chọn lựa các chi tiét định vị và kẹp chặt đều dựa vào sổ tay công nghệ chế tạo máy và đồ gá gia công cơ do Pgs . Ts ở các trường trung hcọ chuyên nghiệp và Đại học trong cả nước viết.
Trong quá trình thực hiện đề tài này người thực hiện đã cố gắng hết khả năng của bản thân, đồng thời cùng với sự hướng dẫn nhiệt tình của thầy và quý thầy co trong Khoa Cơ Khí Chế Tạo Máy Trường nên đề tài hoàn thành đúng thời gian quy định.
Cuối cùng người thực hiện đề tài xin chân thành cảm ơn quý thầy cơ trong Khoa Cơ khí Tạo Máy Trường , đặc biệt là thầy khoa cơ khí chế tạo máy đã giúp em hoàn thành đề tài này.
TÀI LIỆU THAM KHẢO
- Chế độ cắt gia công cơ khí
(Tác giả Nguyễn Ngọc Đào – Hồ Viết Bình – Trần Thế San) NXB Đà Nẵng
- Thiết kế đồ án công nghệ
(PGS. Ts Trần Văn Địch) NXB Khoa Học và kỹ thuật.
- Sổ tay công nghệ tập 1 và tập 2
(Nhà xuất bản Đại Học Bách Khoa Hà Nội 1970)
- Sổ tay công nghệ tập 1
(Tác giả GS.Ts Nguyễn Đắc Lộc
PGS.Ts. Ninh Đức Tôn
PGS.Ts Trần Xuân Việt
Nhà Xuất bản khoa học và Kỹ thuật.
- Đồ gá gia công cơ
(Tác giả : PGS.Ts. Trần Văn Địch) NXB Khoa học và kỹ thuật.
- Sử dụng Autocad
(Tác giả : Ts. Nguyễn Hữu Lộc) NXB TP. Hồ Chí Minh.







