THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC GIỮA XE ĐẠP


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC GIỮA XE ĐẠP, đồ án môn học công nghệ chế tạo máy TRỤC GIỮA XE ĐẠP, bài tập lớn công nghệ chế tạo máy TRỤC GIỮA XE ĐẠP, thiết kế quy trình công nghệ gia công chi tiết TRỤC GIỮA XE ĐẠP
Trong công cuộc xây dựng đất nước nghành cơ khí nói riêng và nghành kỹ thuật nói chung - Ngành cơ khí chế tạo máy là một ngành then chốt trong nền kinh tế quốc dân.
Để phục vụ cho việc phát triển ngành cơ khí .hiện nay chúng ta cần quan tâm đẩy mạnh đào tạo đội ngũ cán bộ kĩ thuật có trình độ chuyên môn cao về các lĩnh vực công nghiệp kinh điển. Đồng thời phải đáp ứng công nghệ tiên tiến,công nghệ tự động trong sản xuất cơ khí. Mặt khác cần tăng cường các cơ sở vật chất ,thiết bị máy móc .Chúng ta đã biết bất kì máy nào dù là đơn giản hay phức tạp cũng được cấu tạo từ nhiều bộ phận máy .Mỗi bộ phận máy lại gồm nhiều chi tiết máy,các chi tiết máy được lắp ghép với nhau để tạo nên các dạng máy trong sản xuất cơ khí.Vì vậy nó rất quan trọng ...
Trong chương trình đào tạo thì công nghệ chế tạo máy là một phần quan trọng, nhằm trang bị cho học sinh, sinh viên kiến thức về thiết kế chế tạo các loại máy, các trang bị cơ khí phục vụ cho công nghiệp. Môn học công nghệ chế tạo máy đã truyền đạt các tiêu chuẩn công nghệ thiết kế và gia công chi tiết. Đồ án Công nghệ chế tạo máy nhằm hệ thống lại tất các kiến thức đã được học trong trường để áp dụng các kiến thức đã được học và thực tiễn vào đề tài mà mình được giao.
Là một sinh viên ngành chế tạo máy em tự thấy rằng môn học "công nghệ Chế Tạo Máy" là một môn học rất quan trọng đối với bản thân mình. Để củng cố kiến thức đã được học của môn công nghệ chế tạo máy, em đã được giao đề tài " Thiết kế quy trình công nghệ gia công trục giữ xe đạp ". Sau một thời gian nghiên cứu và được sự hướng dẫn tận tình của thầy giáo NguyÔn Anh TuÊn em đã hoàn thành xong đề tài của mình.
Qua đồ án này em đã tổng hợp được nhiều kiến thức chuyên môn, giúp em hiểu rõ hơn những công việc của mình trong tương lai. Song với những hiểu biết còn hạn chế với kinh nghiệm thực tế chưa nhiều nên không tránh khỏi những thiếu sót. Em rất mong được sự chỉ bảo của thầy cô trong bộ môn để đồ án của em được hoàn thiện hơn.
Cuối cùng em xin chân thành cám ơn sự quan tâm chỉ bảo của các thầy cô và đặc biết là sự hướng dẫn tận tình của thầy giáo
THUYẾT MINH ĐỒ ÁN
CÔNG NGHỆ CHẾ TẠO MÁY
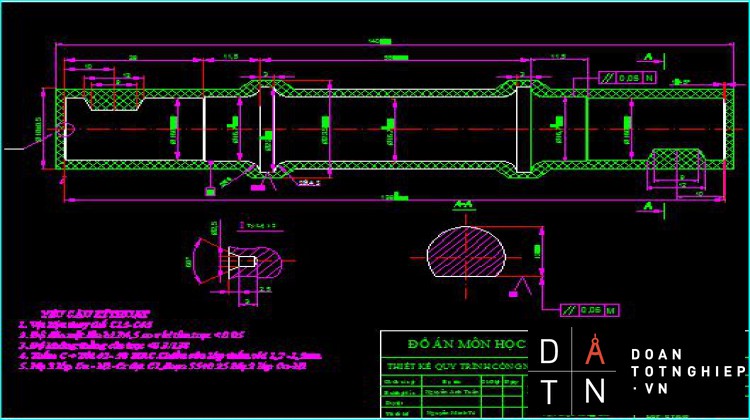
I. Phân tích chức năng, điều kiện làm việc của chi tiết :
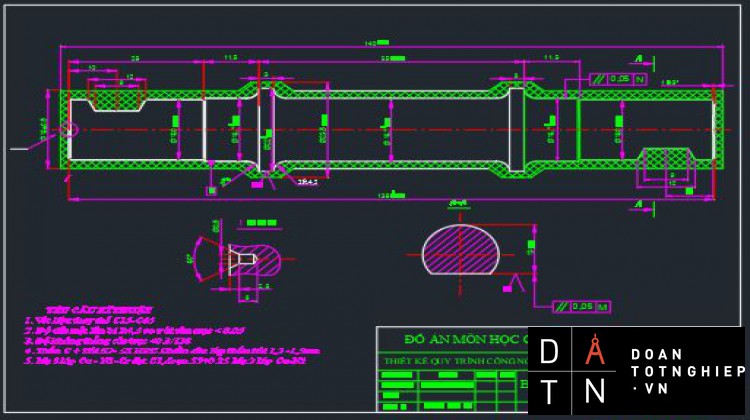
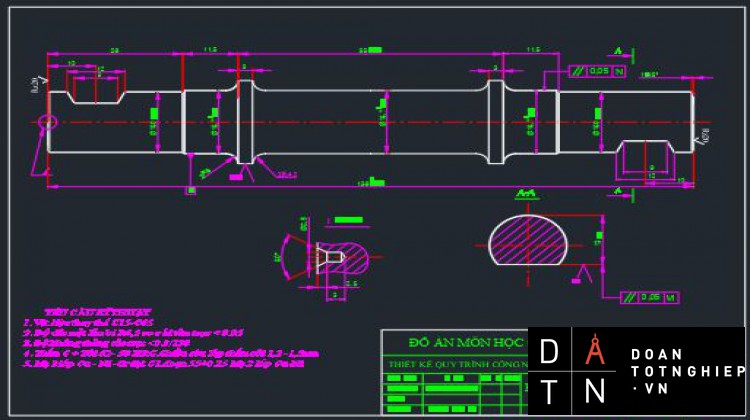
+ Trục giữa xe đạp là một chi tiết dạng trục, đặc, dạng trục bậc để truyền mô men xoắn, trục còn chịu uốn dưới tác dụng của tải trọng.Trục có hai đầu đối xứng nhau.
+ Hai đầu trục f16 có phay rãnh ngang phẳng sâu 3mm, hai rãnh này để nắp chốt cavec khi lắp đùi trái xe đạp lênhai đàu trục đó.
+ Đoạn trục tiếp theo có đường kính f16,7 nối giữa đoạn đầu trục và đoạn gờ trục. Tại chỗ chuyển tiếp giữa đoạn trục này và đoạn gờ trục có lắp bi trực tiếp lên đó tạo ra ổ bi, do đó bán kính góc lượn tai chỗ chuyển tiếp này phải có R³ Rbi bán kính của viên bi, đồng thời bề mặt này phải có độ nhẵn bóng cao.
+ Đoạn trục tiếp theo là đoạn gờ trục f22 đoạn này có tác dụng như vòng cách của ổ bi. Đoạn tiếp theo là đoạn trục giữa f16,7 nối giữa hai đoạn gờ trục, trên đoạn này không nắp ghép với bề mặt nào nên độ nhẵn bóng không cần cao, nhưng chỗ chuyển tiếp phải tạo góc lượn hợp lý để tránh tập trung ứng suất
II : Phân tích tính công nghệ trong kết cấu của chi tiết :
Trục gi÷a xe đạp có kêt cấu đối xứng, chỉ có lắp chốt (goi là đinh cavét) là không đối xứng.
Quan trong nhất trong kết cấu của trục giữa xe đạp là :
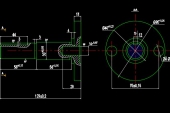
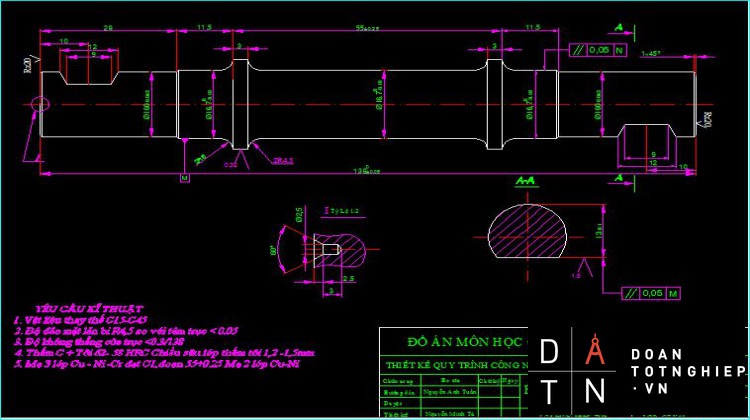
Chi tiết có dạng trục bậc, hai đầu có phay rãy phẳng ngang xuyên suốt. tại đây có lắp chốt để truyền mô men xoắn do vậy nó cần phải đảm bảo các yêu cầu sau:
+ Độ nhám của rãnh phẳng ngang Ra= 1,5mm
+ Độ song song với mặt lắp bi phải Ê 0,05
Tại mặt trục lắp bi, toàn bộ tải trọng mà trục phải chịu đặt trực tiếp lên các viên bi trong hai ổ do vậy bề mặt trục lắp bi chịu tải trọng cục bộ rất lớn do đó trục nhanh mòn hoặc bị mỏi ở tiết diện này nên trục dễ bị hỏng ở tiết diện này vì vậy bề mặt này cần phải gia công đạt độ chính xác cao.
+ Tôi đạt độ cứng HRC 68-58, chiều sâu lớp thấm tôi: 1,2-1,5
+ Độ đảo mặt lăn bi R2,5 so vơi tâm trục < 0,05
+ Độ không thẳng trục <0,3/138
+ Hai đầu làm việc mạ 3 lớp Cu – Ni – Cr
+ Đoạn giữa trục có bề mặt trục không lắp ghép nên chỉ mạ 2 lớp Cu - Ni
- Hai rãnh lắp chốt phải đảm bảo độ song song là 0,05mm . Điều đó cho hai đũi xe không bị lệch nhau .
- Đương kính các cổ trục giảm dần về hai phía.
- Do tỉ số L/D = 138/16 < 10 nên trục đảm bảo độ cứng vững.
- Trục phải qua giai đoạn nhiệt luyện để tăng khả năng chịu kéo, chịu xoắn trong quá trình làm việc. Do trục ngắn ( 138 mm ), đương kính nhỏ nên khả năng biến dạng sau nhiệt luyện là ít.
III: Dạng sản xuất
Xác định dạng sản xuất bằng phương pháp tra bảng thông qua hai chỉ tiêu là :
+ Số lượng chi tiết tổng cộng cần chế tạo trong một năm
+ Khối lượng của chi tiết gia công
- Số lượng chi tiết tổng cộng cần chế tạo trong một năm (sản lượng cơ khí) :
trong đó :
Ni : Số lượng sản phẩm cần chế tạo trong năm theo kế hoạch :
Ni = 2000 (ct)
Ni : Số lượng chi tiết trong một sản phẩm
a : Lượng sản phẩm dự phòng sai hỏng khi tạo phôi gây ra : a = 3¸6%
Chọn α = 4%
b : Lượng sản phẩm dự trù cho hỏng hóc và phế phẩm trong quá trình gia công cơ : b = 5 ¸ 7 % . Chọn β = 6 %
= 2200 (ct/năm)
Sản lượng hàng năm là N=2200 chi tiết / năm
- Trọng lượng của chi tiết được tính theo công thức :
Q1 = V.g
Trong đó : g là trọng lượng riêng của vật liệu.
Với thép g = 7,852 ( kg/dm3 )
V là thể tích
Vậy Q1 = 7,852.0,0277 = 0,217 kg.
Tra bảng 2 [I] với :
Q1 = 0,217 kg
Þ Sản xuất loạt vừa .
N = 2200 ( chiếc )
IV: Xác định phương pháp chế tạo phôi
4.1 Các phương pháp chế tạo phôi :
* Phôi cán :
+ Ưu điểm : Rẻ tiền,dung để chế tạo các sản phẩm có hình dáng đơn giản
+ Nhược điểm : Cơ tính không đồng đều , không cán được thép cán có tổ chức kim loại chặt,kim loại có ứng suất dư
* Phôi đúc :
+ Ưu điểm : Đúc được loại phôi phức tạp có đường kính lớn.
+ Nhược điểm : Tổ chức kim loại đúc kém, lắm khuyết tật, đòi hỏi kỹ thuật cao.
* Phôi dập :
+ Ưu điểm : Phôi dập có độ bóng và độ chính xác cao, tổ chức kim loại đồng đều, có khả năng chế tạo các chi tiết phức tạp, tốn ít vật liệu, năng suất cao, dễ cơ khí hoá, phù hợp sản xuất loạt lớn hàng khối.
+ Nhược điểm : máy có công suất lớn, thời gian chế tạo khuôn dài, một bộ khuôn chỉ chế tạo được một loại chi tiết .
* Phôi rèn :
- Rèn tự do :
+ Ưu điểm : Trang thiết bị đơn giản,phù hợp với sản xuất đơn chiếc.
Cơ tính tốt, tổ chức kim loại bền chặt, chịu uốn, chịu xoắn tốt.
+ Nhược điểm : năng xuất không cao, tiêu hao nhiều năng lượng, vật liệu, hiệu quả thấp, điều kiện lao động cực nhọc, hay bị biến cứng lớp bề mặt, lượng dư lớn.
- Rèn trong khuôn :
+ Ưu điểm : Phôi có độ chính xác cao, lượng dư gia công nhỏ, dộ bong cao, ít phế phẩm
+ Nhược điểm : Công suất thiết bị lớn
Phải có khuôn chuyên dùng cho từng chi tiết, vốn đầu tư thiết bị lớn.
4.2. Xác định phương pháp chế tạo phôi :
Loại phôi được xác định theo kết cấu của chi tiết, vật liệu, điều kiện, dạng sản xuất và điều kiện sản xuất cụ thể của từng nhà máy.
Với chi tiết dạng trục, đường kính các đoạn trục nhỏ, chênh lệch đường kính không nhiều, vật liệu là thép 45, sản xuất loạt vừa nên ta sử dụng phôi Dập nóng
Kim loại biến dang trong khuôn , gia công trên các máy dập , máy rèn đứng hay ngang … Sản phẩm có độ chính xác cao (lượng dư gia công nhỏ ) Năng suất cao hơn nhiều so với các phương pháp khác lên nó dùng cho sản xuất hàng loạt
V : Lập thứ tự các nguyên công.
Lập thứ tự nguyên công là xác định hợp lý tiến trình công nghệ ứng với các bề mặt của chi tiết, sao cho chu kì gia công hoàn chỉnh một chi tiết là ngắn nhất, góp phần hạn chế chi phí gia công, bảo đảm hiệu quả nhất.
1/ Yêu cầu chung
. Việc chọn chuẩn định vị có ý nghĩa rất quan trọng trong việc thiết kế quy trình công nghệ. chọn chuẩn hợp lý cần thoả mãn hai yêu cầu sau:
+ Đảm bảo chất luîng chi tiết trong suốt quá trình gia công.
+ Đảm bảo năng suất cao giá thành hạ.
2/ Những lời khuyên chung khi chọn chuẩn .
- Chọn chuẩn phải tuân theo nguyên tắc 6 điểm : Khi định vị để khống chế hết số bậc tự do cần thiết của chi tiết gia công.
- Trong sơ đồ gia công phải tuyệt đối tránh :
+ Thiếu định vị .
+ Siêu định vị.
- Chọn chuẩn sao cho chi tiết gia công không bị biến dạng quá nhiều do lực kẹp và lực cắt. Đồng thời đảm bảo lực kẹp nhỏ nhằm đảm bảo giảm sức lực của người công nhân và đảm bảo an toàn
3/ Chọn chuẩn tinh.
- a : Yêu cầu đối vơi chọn chuẩn tinh.
- Đảm bảo phân bố đủ lượng dư cho các bề mặt gia công
- Đảm bảo về độ chính xác tương quan giữa các bề mặt gia công vơi nhau.
- B : Nguyên tắc chung khi chọn chuẩn tinh.
- Cố gắng chọn chuẩn tinh là chuẩn tinh chính. Nhhư vậy thì khi gia công chi tiết có vị chí như khi làm việc, độ chính xác đạt được moọt cách trực tiếp và dễ dàng hơn, đơn giản hoá quá trình lắp giáp, đỡ phải gia công thêm các chuẩn tinh phụ.
- Cố gắng chọn chuẩn tinh sao cho trùng chuẩn càng cao càng tốt như vậy sẽ giảm được sai số gia công do chuẩn cơ sở trùng với chuẩn khởi suất nên ec = 0.
- Cố gắng chọn chuẩn tinh thống nhất cho cả quá trình gia công. Nếu được như vậy thì số chủng loại đồ gá giảm bớt dược chi phí thiết kế tính toán và chế tạo đồ gá nên góp phần làm giảm giá thành sản phẩm .
C: Các phương án chọn chuẩn tinh.
- Với các yêu cầu các nguyên tắc nêu trên ta có các phương án chọn chuẩn tinh cho trục như sau:
- Phương án 1 :
- Chuẩn tinh là hai lỗ tâm khống chế 5 bậc tự do
Trong đó : + Mũi tâm cố định khống chế 3 bậc tự do.
+ Mũi tâm di động khống chế 2 bậc tự do.
Các bậc tự do bị khống chế đó là:
+ Tịnh tiến theo 3 phương : OX ; OY ; OZ
+ Quay quanh các trục : OZ ; OY
- Ưu điểm : phương pháp này gia công được hầi hết các mặt của chi tiết, đảm bảo độ đồng tâm giữa các bậc trục với đường tâm của chi tiết . đảm bảo độ chính xác tương quan giữa các bề mặt. Chi tiết do được đảm bảo lời khuyên chọn chuẩn tinh thống nhất. chọn chuẩn tinh là hai lỗ tâm có thể sử dụng dùng để kiểm tra sửa chữa, gá đặt chi tiết nhanh tróng.
- Nhược điểm : Chọn chuẩn tinh là hai lỗ tâm thì khi gia công lỗ tâm tróng mòn và sinh nhiệt do ma sát sẽ làm biến dạng lỗ tâm do đó ta phải sửa lại lỗ tâm khi mòn.
- Phương án 2
- Chuẩn tinh là hai mặt trục ngoài f16 kết hợp với vai trục khống chế 5 bậc tự do
+ Hai khối V ngắn khống chế 4 bậc tự do
+ Vai trục khống chế 1 bậc tự do
- Sơ đồ định vị :
- Các bậc tự do bị khống chế là :
+ Tịnh tiến theo 3 phương : OX ; OY ; OZ
+ Quay quanh các trục : OZ ; OY
- Ưu điểm : Phương pháp này cho độ cứng vững cao hơn khi gia công, đảm bảo độ chính xác tương quan giữa các bề mặt trục với đương tâm trục, gá đặt đơn giản.
- Nhược điểm : Không gia công được không gian rộng, cần phải gia công bề mặt chọn làm chuẩn tinh với độ chính xác cao.
- Phương án 3.
- Chuẩn tinh là mặt trụ ngoài kết hợp với lỗ tâm khống chế 5 bậc tự do ( định vị trên mâm cặp 3 chấu, moọt đầu chống tâm)
- Các bậc tự do bị khống chế là :
+ Tịnh tiến theo 3 phương : OX ; OY ; OZ
+ Quay quanh các trục : OZ ; OY
D :Chän chuÈn th«
- Phương án 1.
- Chọn chuẩn thô là bề mặt trụ ngoài f16,7 Kết hợp với vai trục khống chế 5 bậc tự do ( Hai khối V ngắn khống chế 4 bậc tự do kết hợp với vai trục khống chế 1 bậc tự do)
- Ưu điểm : Gá đặt nhanh đảm bảo độ cứng vững của chi tiết gia công, đảm bảo độ chính xác vị trí tương quan giữa các bề mặt trụ f16,7 với các bề mặt trụ khác của chi tiết.
- Nhược điểm : lực kẹp lớn không gia công được hầu hết các bề mặt của chi tiết vơi chi tiết có chiều dài trục nhỏ có thể không gia công được do bị hạn chế bởi máy.
- Sơ đồ dịnh vị
- Phương án 2 :
- Chuẩn thô là bề mặt trụ giữa f22 được định vị trên mâm cặp ba chấu tự định tâm, với tỷ số l/d > 1 chi tiết được cặp dài khống chế 4 bậc tư do kết hợp với chốt tỳ vào mặt đầu khống chế 1 bậc tư do
- Ưu điểm : Gá đặt nhanh tróng, đơn giản, gia công được các chi tiết có chiều dài nhỏ mà phương án 1 không gia công được.
- Nhược điểm : không gia công được không gian rộng
- Sơ đồ dịnh vị
Nhận xét : Với hai phương án chọn chuẩn thô nêu trên ta thấy phương án 2 thoả mãn các yêu cầu và hai nguyên tắc lượng dư bố trí đều và nhỏ nhất và thoả mãn nguyên tắc chọn chuẩn thô một lần trong suốt quá trình gia công, hơn nữa chi tiết có chiều dài là 134 mm nên không thể chọn được máy để gia công đồng thời hai mặt đầu do đó phải chọn phương án này.
Như vậy chọn phương án 2 làm chuẩn thô.
5.2. Xác định đường lối công nghệ :
Trong sản xuất loạt vừa, để đạt năng suất cao trong điều kiện sản xuất ở nước ta thì đường lối công nghệ là phân tán nguyên công. Khi đó sẽ có ít bước công nghệ hơn trong mỗi nguyên công. Dùng máy vạn năng kết hợp với các đồ gá chuyên dùng và các máy chuyên dùng.
5.3. Chọn phương pháp gia công :
- Ta có các đoạn, f22 góc lượn R2.5 và đoạn giưa trục f16,7 có cấp chính xác 12, không yêu cầu về độ bóng , do đó ta không cần phải gia công vì nguyên công (dập nóng ) đã đạt độ chính xác cấp 9 đến 11 .
- Đoạn đầu trục f16,7-0.018 có cấp chính xác 12
- Đoạn đầu trục f16-0.018 có cấp chính xác 10
- Đoạn đầu trục f16,7-0,018 yêu cầu độ bóng Ra=0,63
- Đoạn f16-0,018 yêu cầu độ bóng Ra = 1,25
- Góc lượn R2 yêu cầu độ bóng Ra = 0,32
Vì vậy ba đoạn trên ta cần phải gia công là tiện tinh và mài thì mới đạt yêu cầu
Về độ bóng . trước đó là tiên thô . Góc lươn R2 tiên định hình .
- Hai rãnh then gia công bằng phay định hình ,yêu cầu độ bóng là Ra =1,6 nên ở đậy là phay tinh .
Trên cơ sở phân tích như trên ta lập thứ tự các nguyên công như sau
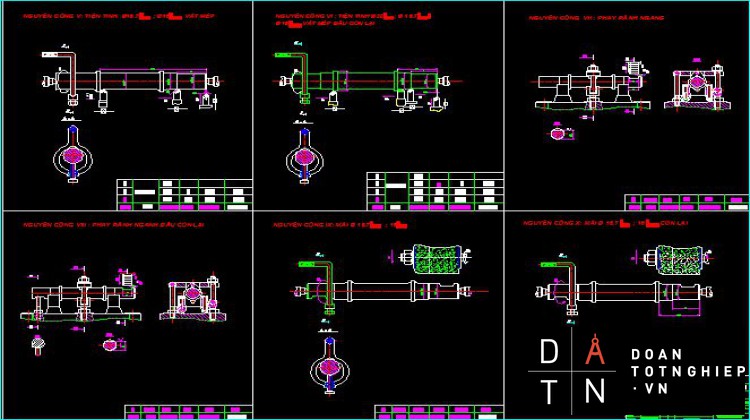
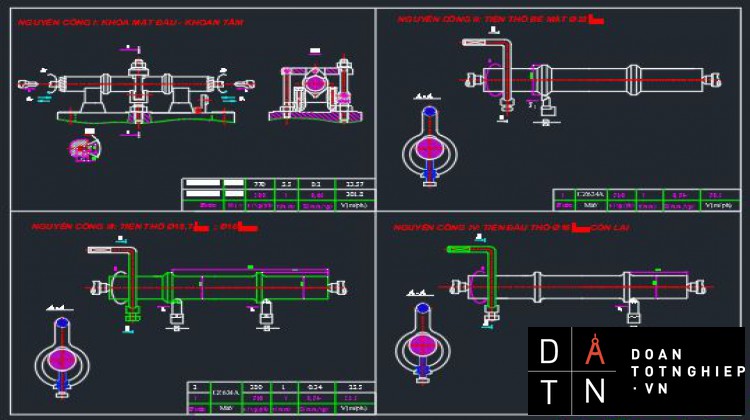
Nguyên Công I: Khoả mặt đầu và khoan tâm
Nguyên Công II: Tiện thô Ø22
Nguyên Công III :Tiện thô Ø 16 ; Ø 16.7
Nguyên Công IV: Tiện th« Ø16 ; Ø16.7 cßn l¹i
Nguyên Công V:Tiện tinh Ø22 ; Ø 16.7 :Ø16 v¸t mÐp
Nguyên Công VI :Tiện tinh 022; 016.7; 016 vát mép đầu còn lại
Nguyên Công VII: Phay rãnh ngang
Nguyên Công VIII: Phay rãnh ngang đầu còn lại
Nguyên Công IX:Nhiệt luyện
Nguyên Công X: Mài 16.7 16
Nguyên Công XI : Mài 016.7 ; 016 còn lại
Nguyên Công XII
: Kiểm tra
5.4:Thiết kế cụ thể cho các nguyên công
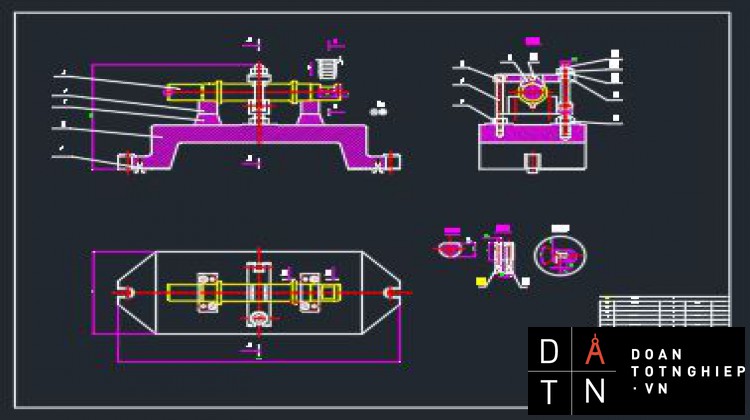
Nguyên công 1 : Khoả mặt đầu và khoan tâm
- Định vị : Trục được định vị hạn chế 4 bậc tự do trên 2 khối V ng¾n, một mặt khối V tỳ vào bậc của trục định vị 1 một bậc tự do .
- Kẹp chặt : Dùng cơ cấu kẹp chặt bằng ren, 1 thanh kẹp được
bắt với một thanh ren và đai ốc rồi kẹp chặt chi tiết từ trên xuống
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC GIỮA XE ĐẠP, đồ án môn học công nghệ chế tạo máy TRỤC GIỮA XE ĐẠP, bài tập lớn công nghệ chế tạo máy TRỤC GIỮA XE ĐẠP, thiết kế quy trình công nghệ gia công chi tiết TRỤC GIỮA XE ĐẠP
Trường: ĐHSPKT Hưng Yên Đồ án công nghệ chế tạo máy
TTĐT & THCN Cơ Khí
–––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
Giáo viên hưóng dẫn:
Sinh viên thực hiện :
8. NGUYÊN CÔNG VIII: PHAY RÃNH PHẲNG NGANG.
Dao phay định hình P18.
Kích thước dao tra bảng 4-90[2] D=80(mm); Z=10(răng) B=12(mm)
- Chiều sâu cắt t= 0,2 (mm).bảng5-181[8]
- Lượng chạy dao: S = 420 (mm/ph) bảng 5-180-[8].
- Tốc độ cắt: v = 24 (m/ph) bảng 5-181-[8].
- Số vòng quay: n = == 95,5(vg/ph), theo máy: n = 100 (vg/ph).
Tính lại vận tốc: V = = 25,12 (m/ph).
- Thời gian cơ bản: To=. Trong đó: L = 10 (mm); Vf = 420 (mm/ph); i = 15.
Vậy T0 = 0,36 (ph).
1 FNW P18 0,2 420 100 0,36
Bước Máy Dao t (mm) S(mm/ph) n(v/ph) T0(ph)
9. NGUYÊN CÔNG IX: MÀI 16,7; 16.
Đá mài: D = 250 (mm); D1 = 150 (mm); H = 40 (mm); d = 76 (mm).
Chiều sâu: t = 0,15 (mm).
Lượng chạy dao: Sd = Sb.K1.K2
K1.K2:là các hệ số phụ thuộc . Tra bảng 5-204[2]
S = 2,68 : K1 = 0,8 : K2 = 0,6 suy ra : S = 2,68.0,8.0,6 = 1,29
Vận tốc đá mài: Vđ = 30 (m/s). Vận tốc chi tiết: Vct = 25 (m/ph).
Số vòng quay: nct = = = 497,3 (vg/ph),
theo máy: n = 500 (vg/ph).
Tính lại tốc độ: Vct = = = 25,1 (m/ph).
Thời gian cơ bản: T0 = =0,12(ph).
1 3A150 C36L5S 0,15 1,286 500 1240 0,12
Bước Máy Dao t (mm) S(mm/ph) n(v/ph) nđ(v/ph) T0(ph)
10. NGUYÊN CÔNG X: MÀI 16,7; 16.
Đá mài: D = 250 (mm); D1 = 150 (mm); H = 40 (mm); d = 76 (mm).
Chiều sâu: t = 0,15 (mm).
Lượng chạy dao: Sd = Sb.K1.K2
K1.K2:là các hệ số phụ thuộc . Tra bảng 5-204[2]
S = 2,68 : K1 = 0,8 : K2 = 0,6 suy ra : S = 2,68.0,8.0,6 = 1,29
Vận tốc đá mài: Vđ = 30 (m/s). Vận tốc chi tiết: Vct = 25 (m/ph).
Số vòng quay: nct = = = 497,3 (vg/ph),
theo máy: n = 500 (vg/ph).
Tính lại tốc độ: Vct = = = 25,1 (m/ph).
Thời gian cơ bản: T0 = =0,12(ph).
1 3A150 C36L5S 0,15 1,286 500 1240 0,12
Bước Máy Dao t (mm) S(mm/ph) n(v/ph) nđ(v/ph) T0(ph)
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK