THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC VÍT BÁNH VÍT

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC VÍT, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC VÍT
PHẦN I: CHỨC NĂNG LÀM VIỆC CỦA MÁY
Khâu chủ động của truyền động bánh vít là trục vít, còn khâu thụ động là bánh vít. Trục vít quay 30 vòng thì bánh vít quay được 1 vòng.
1-Phân tích chức năng làm việc của chi tiết:
Trục vít là một chi tiết quan trọng trong nhiều sản phẩm trong ngành sữa chữa máy. Trục vít là chi tiết dùng chủ yếu để truyền chuyển động, biến chuyển động quay thành chuyển động tịnh tiến và ngược lại. Trục vít có bề mặt cơ bản cần gia công là các bề mặt trụ tròn xoay ngoài và bề mặt răng trục vít. Các bề mặt tròn xoay thường dùng làm mặt lắp ghép. Do vậy các bề mặt này thường được gia công với các độ chính xác khác nhau và cũng có nhiều bề mặt không phải gia công.
Với vật liệu làm bằng thép 40X có thành phần như sau: HB=127;sb=1000(N/mm2);
sc=800(N/mm2);
C=0.3640.44% Mn=0,540.8
Si=0,1740.37% Cr=0.8-1.1% B=0.002-0.005%

2-Phân tích tính công nghệ trong kết cấu của chi tiết .
Chi tiết gia công là chi tiết dạng trục:
- Các bề mặt trục có khả năng gia công bằng các dao tiện thông thường.
- Đường kính các cổ trục giảm dần về hai phía.
- Trong trường hợp này then của trục chúng ta phải giữ nguyên kết cấu.
- Kết cấu của trục không đối xứng vì vậy không thể gia công trên máy chép hình thuỷ lực.
- Ta có l/d=211/42<10 nên trục đủ đọ cứng vững.
- Trục là trục vít vì vậy bắt buộc phải gia công trước khi mài khả năng bị biến dạng khi nhiệt luyện là có nhưng vẫn có thể chấp nhận được.
- Khi gia công trục chúng ta phải gia công hai lỗ tâm hai đầu làm chuẩn định vị.
- Không thể thay thế trục bậc bằng trục trơn được bởi vì đây là trục vít chúng ta phải có những bậc để lắp ổ lăn hay lắp trục với các bộ phận khác của máy.
3. Xác định dạng sản xuất:
Sản lượng hàng năm N=1000(ct/năm)
Ta có:
Vchi tiết=(35.p.252/4)+(98.p.282/4)+ (20.p.352/4)+ (12.p.402/4)+ (48.p.332/4)+ (65.p.522/4)+ (60.p.332/4)+ (60.p.332/4)+ (12.p.402/4)+ (20.p.352/4)
= 376391(mm3)
gthép=7,852(kG/dm3)
Trọng lượng của chi tiết là
Q=V. g=0.3764x7.852 = 2.95555(kG)
Từ bảng 2-13 TKDACNCTM----> Dạng sản xuất là Đơn chiếc
4. Chọn phương pháp chế tạo phôi:
Đối với các chi tiết dạng trục ta dùng vật liệu bao gồm thép các bon như thép
35,40,45 ;thép hợp kim như thép crôm,crôm-niken;40X;40G;50G…
Trong bài này ta chọn vật liệu để gia công chi tiết trục vít là thép 40X
Việc chọn phôi để chế tạo trục phụ thuộc vào hình dáng ,kết cấu và sản lượng của loại trục đó.Ví dụ đối với trục trơn thì tốt nhất dùng phôi thanh.Với trục bậc có đường kính chênh nhau không lớn lắm dùng phôi cán nóng
Trong sản xuất nhỏ và đơn chiếc phôi của trục được chế tạo bằng rèn tự do hoặc rèn tự do trong khuôn đơn giản ,đôi khi có thể dùng phôi cán nóng .Phôi của loại trục lớn được chế tạo bằng cách rèn tự do hoặc hàn ghép từng phần
Trong sản xuất hàng loạt lớn và hàng khối phôi của trục được chế tạo bằng dập nóng trên máy dập hoặc ép trên máy ép,với trục bậc có thể rèn trên máy rèn ngang và cũng có thể chế tạo bằng phương pháp đúc
Đối với chi tiết trục vít ta không nên chọn phôi là phôi đúc vì phôi đúc cho chất lượng bề mặt không tốt với lại chi tiết đúc thường có cơ tính không cao.Chúng ta có thể chọn phôi thanh với độ chính xác có thể chấp nhận được nhưng nhược điểm lớn nhất của loại phôi này là rất tốn vật liệu
Từ đó ta thấy rằng chọn phôi dập nóng là tốt nhất bởi vì loại phôi này đảm bảo được những tiêu chuẩn như:hình dáng phôi gần với chi tiết gia công ,lượng dư hợp lí,có thể sản xuất phôi hàng loạt,…..
5.Chuẩn định vị để gia công chi tiết dạng trục
Đối với các chi tiết dạng trục yêu cầu về độ đồng tâm giữa các cổ trục là rất quan trọng. Để đảm bảo yêu cầu này, khi gia công trục vít cần phải dùng chuẩn tinh thống nhất.
Chuẩn thống nhất khi gia công các chi tiết dạng trục là hai lỗ tâm côn ở hai đầu của trục. Dùng hai lỗ tâm côn làm chuẩn có thể hoàn thành việc gia công thô và tinh hầu hết các bề mặt trục
Khi gia công tinh ta lại lấy chuẩn là hai lỗ tâm,thực hiện bằng cách chống tâm hai đầu,để chống xoay chúng ta dùng thêm một cái tốc ở một đầu
Khi gia công các phần khác của trục như then,lỗ chúng ta dùng chuẩn là mặt ngoài của trục nhưng được thực hiện bằng cách dùng khối V kết hợp với các chốt tỳ để khống chế đủ số bậc tự do cần thiết
6. Lượng dư khi gia công:
I.Lượng dư của phôi cán nóng
Đối với kích thước l=211mm và các kích thước đường kính ta chọn lượng dư cho phôi như sau
Lượng dư theo chiều dài là a=2mm
Lượng dư hướng kính tại mỗi cổ trục là a=2,5mm
II.Lượng dư cho từng nguyên công
- Lượng dư cho nguyên công tiện mặt đầu
Khi gia công mặt đầu ta lấy lượng dư chính bằng lượng dư của phôi a=2mm
- Đối với Æ25 ta chọn lượng dư cho từng nguyên công như sau
+ Khi tiện tinh ta chọn lượng dư về một phía là a=0,5mm
+Khi tiện thô ta lấy lượng dư bằng lượng dư của phôi ,về một phía a=2,5mm
- Đối với Æ33 ta chọn lượng dư cho nguyên công tiện thô về một phía là a=2,5mm
- Đối với Æ42 ta chọn lượng dư cho từng nguyên công như sau
+Khi mài ta chọn lượng dư về một phía a=0,3mm
+Khi tiện thô ta lấy lượng dư về một phía bằng lượng dư của phôi a=2,5mm
- Đối với Æ18 ta chọn lượng dư gia công như sau
+Khi tiện thô ta lấy lượng dư a=2,5mm
6. Đối với Æ25 ta chọn lượng dư cho từng nguyên công như sau
+Khi mài ta lấy lượng dư về một phía a=0,3mm
+Khi tiện tinh ta lấy lượng dư về một phía a=0,3+0,5=0,8mm
+Khi tiện thô ta lấy lượng dư a=2,5mm
- Lượng dư cho gia công răng
+Khi mài răng ta chọn lượng dư a=0,25mm
- Lượng dư cho gia công rảnh then như sau
+ Khi gia công thô ta chọn lượng dư là a=3mm
PHẦN II: ĐẶC ĐIỂM HƯ HỎNG VÀ BIỆN PHÁP KHẮC PHỤC
- Xác định nguyên nhân hư hỏng:
Dựa vo chức năng làm việc của hộp giảm tốc, ta có thể xác định hư hỏng của các trục vít gồm các dạng hư hỏng như: trục bị mòn, trục bị trốc rổ bề mặt, trục bị dính. Nhưng trong bộ truyền các trục vít truyền với vận tốc lớn, nên làm cho bộ truyền nóng lên, nhiệt sinh ra nhiều, lớp dầu bơi trơn giữa các trục vít bị phá hỏng. Do đó hiện tượng trốc rổ bề mặt và mịn then xảy ra nhiều hơn.
Ta không xét đến hiện tượng mòn trốc rổ bề mặt, mà chỉ xét đến hiện tượng mòn gảy-mẽ trục vít, trốc bề mặt trục vít. Hiện tượng mòn trục vít thường xảy ra đối với những bộ truyền bôi trơn không tốt, dầu bơi trơn bẩn , trong các bộ truyền lắp ghép không chính xác hoặc lúc đóng và mở máy, làm cho hộp số hoạt động không tốt nữa,hoặc sang số mà có tiếng ồn to. Do đó ta phải tiến hành sửa chữa.
2. Phân tích nguyên nhân hư hỏng:
a. Trục vít mòn nhanh:
Đây là dạng hỏng thường xảy ra trong các bộ truyền bơi trơn không tốt, chế độ chăm sóc bảo dưỡng và bôi trơn không định kỳ, dầu bôi trơn bẩn. Do trong các bộ truyền hở không có thiết bị che chắn làm bụi, hạt mài lọt vào giữa hai mặt then ăn khớp. Do ảnh hưởng của môi trường xung quanh, cũng gây ra hiện tượng mòn nhanh, chế độ ăn khớp giảm, gây ồn.
Hiện nay chưa có phương pháp xác định độ mòn và tính tóan độ mòn vì hiện tượng mòn phụ thuộc vào nhiều yếu tố mang tính chất ngẫu nhiên nên khó xác định, hiện tượng mòn thường được kiểm tra bằng sự ăn khớp giữa hai trục vít bằng bột màu.
Khi trục vít vượt mức giới hạn mòn, không thể sử dụng được thì tiến hành sửa chữa.
Để giảm độ mòn có thể tăng độ rắn và độ nhẵn bề mặt trục, phải có thiết bị che chắn, dùng dầu bôi trơn hợp lý.
b. Gảy răng – mẽ răng:
Là dạng hỏng rất nghiêng trọng không những làm bộ truyền mất đi khả năng làm việc mà có khi làm phá hỏng các chi tiết khác.
Trục vít bị gảy do các nguyên nhân:
- Do quá tải hoặc sự ăn khớp quá đột ngột giữa các trục vít và bánh vít.
- Do trục vít bị quá tải khi làm việc, trục vít bị vấp vào vật lạ hay do trục vít được chế tạo bằng vật liệu không đảm bảo.
- Do chế tạo và lắp rắp không đúng, kết cấu bộ truyền không hợp lý.
- Do các vật nhỏ lọt vào các rảnh trục khi trục vít và bánh vít truyền động làm mẽ răng, hoặc các chi tiết khác bị quá tải. Nhưng hầu hết các vết gảy do quá tải, mỏi hoặc dòn, chế tạo lắp ghép không chính xác….răng trục vít gảy thường do ứng suất gây nên, vết gảy thường bắt đầu ở góc lượn là nơi tập chung ứng suất lớn nhất.
Để tránh hiện tượng gảy, khi tính tóan phải tính theo sức bền mỏi uốn, khi làm việc quá tải phải kiểm tra ứng suất quá tải. Mặc khác phải tăng môđun, dùng phương pháp nhiệt luyện để tăng bền, giảm tập trung ứng suất tại chân răng bằng cách tăng bán kính góc lượn chân răng.
Trong trường hợp gảy nhiều răng tiến hành sửa chữa bằng phương pháp hàn và cấy then hoặc thay trục vít mới.
c. Trốc bề mặt làm việc của trục vít:
Đây là dạng hư hỏng trên bề mặt then hoa, thường xảy ra trên các bộ truyền kín, không có bụi rơi vào, dầu bơi trơn tốt và đầy đủ. Trong các bộ truyền ít được bơi trơn hoặc bơi trơn không đầy đủ như bộ truyền hở thì hiện tượng trốc thường không xảy ra, vì bề mặt bị mài mòn trước khi xuất hiện vết nứt, trốc bề mặt, do vật liệu răng bị mỏi vì làm việc lâu với tải trọng lớn, bề mặt làm việc của trục then hoa bị quá tải cục bộ.
d. Xước bề mặt làm việc của trục vít:
Do thiếu dầu bơi trơn các trục then khi làm việc, nên sinh ra ma sát khô làm xước bề mặt trục then.
Để giảm xước bề mặt cần chế độ bơi trơn hợp lý.
e. Trục vít bị dính:
Thường xảy ra ở các bộ truyền chịu tải trọng lớn, vận tốc cao, tại chỗ ăn khớp nhiệt độ sinh ra cao, màng dầu bơi trơn bị phá vở, làm cặp trục vít và bánh vít khớp nhau do áp suất nhiệt độ cao cặp trục vít và bánh vít dính vào nhau, khi chúng chuyển động những mảnh kim loại nhỏ sẽ đứt khỏi trục vít này và bám vào bánh vít kia, làm cho bề mặt trục vít gồ ghề, biên dạng trục vít méo mó. Dính thường xảy ra ở các trục vít cùng vật liệu và không tôi cứng.
Để tránh hiện tượng trục vít bị dính cần tăng độ nhẵn bóng và độ cứng bề mặt trục then, dùng thêm dầu chống dính và chế độ bôi trơn đầy đủ.
Ngồi ra trục vít còn có các dạng hư hỏng khác: có vết nứt ở vành răng, nan hoa và mayơ, bề mặt lỗ hoặc then trong mayơ bị ép vở, then hoa và các chỗ lượn mặt đầu trục then bi vỡ.
............................................................................................................
PHẦN III: PHÂN TÍCH LỰA CHỌN PHƯƠNG PHÁP CỤ THỂ
I. Các phương án sửa chữa:
1. Phương án hàn đắp:
Là phương án sử dụng nhiều và quá trình phục hồi nhanh nhưng hiệu quả không cao. Phương án này dùng sửa chữa các chi tiết gảy, nứt, vỡ, mảnh kim loại được nung nóng đến trạng thái dẽo hoặc lỏng khi được nối ghép bằng hàn. Phương án này chỉ sử dụng tùy theo nhu cầu làm việc của từng nhà máy vì giá rẻ, thời gian phục hồi chi tiết nhanh.
- Phương án ghép trục vít:
- ......................................................
........................................................................................
II. Bản tiến trình công nghệ:
BẢNG TIẾN TRÌNH CÔNG NGHỆ SỮA CHỮA TRỤC VÍT BẰNG PHƯƠNG PHÁP HÀN
|
Thứ tự |
Nội dung nguyên công |
Mặt chuẩn số bậc định vị |
Máy
|
Dao |
Ghi chú |
||
|
NC |
G |
B |
|||||
|
I |
|
|
Chuẩn bị trước khi sửa chữa: dùng dầu diesel rửa sạch lau khô, sau đó kiểm tra độ hư hỏng của chi tiết |
|
|
|
|
|
II |
|
|
Ủ trục vít |
|
|
|
|
|
III |
|
|
Hàn đắp kim loại |
|
Hàn tay |
Que hàn |
|
|
IV |
|
|
Ủ trục vít |
|
|
|
|
|
V |
|
TIỆN
|
Khử 5 bậc tự do |
T616 |
Dao tiện trụ |
|
|
|
1 |
Tiện mặt bên trái đạt kích thước 75 Độ nhám Ra3.2
|
Khử được 5 bậc tự do ( có gắn cặp tốc) |
Máy tiện 1K62 |
Dao tiện thép gió T15K6
|
|
||
|
2 |
Tiện mặt bên phải đạt kích thước 75 Độ nhám Ra3.2
|
Khử được 5 bậc tự do ( có gắn cặp tốc) |
Máy tiện 1K62 |
Dao tiện thép gió T15K6
|
|
||
|
3 |
Tiện mặt trụ đạt kích thước Ф44-0.02 Độ nhám Ra3.2
|
Khử được 5 bậc tự do ( có gắn cặp tốc) |
Máy tiện 1K62 |
Dao tiện thép gió T15K6
|
|
||
|
Thứ tự |
Nội dung nguyên công
|
Mặt chuẩn số bậc định vị |
Máy |
Dao |
Ghi chú |
||
|
NC |
G |
B |
|||||
|
|
4 |
Vát mép hai bên đạt kích thước 2x 450
|
Khử 5 bậc tự do tịnh tiến:ox,oy,oz quay: oy, oz, |
Máy tiện 1K62 |
Dao tiện thép gió T15K6
|
|
|
|
VI |
|
|
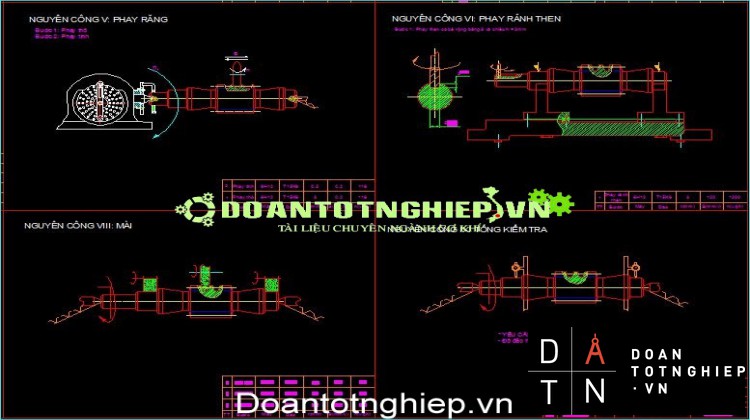
Phay trục vít đạt kích thước răng ban đầu
|
Khử được 5 bậc tự do |
6H12 |
Dao phay mođul m=3 |
|
|
VII
|
|
|
Nhiệt luyện trục then hoa |
|
Lò tôi |
|
|
|
VIII
|
|
|
Mài trục vít |
|
Máy mài tròn
|
Đá mài |
|
|
IX
|
|
|
Tổng kiểm tra trục |
Bàn máp
|
|
|
|
BẢNG TIẾN TRÌNH CÔNG NGHỆ SỮA CHỮA TRỤC VÍT BẰNG MẠ PHUN
|
Thứ tự |
Nội dung nguyên công
|
Mặt chuẩn số bậc định vị |
Máy |
Dao |
Ghi chú |
||
|
NC |
G |
B |
|||||
|
I |
|
|
Chuẩn bị trước khi sửa chữa: dùng dầu diesel rửa sạch lau khô, sau đó kiểm tra độ hư hỏng của chi tiết
|
|
|
|
|
|
II |
|
|
Gá chi tiết lên máy chuyên dùng để chuẩn bị mạ phun
|
|
|
|
|
|
III |
|
|
Tiến hành mạ phun chi tiết
|
|
|
|
|
|
IV |
|
|
Kiểm tra lại chi tiết
|
|
|
|
|
BẢNG TIẾN TRÌNH CÔNG NGHỆ SỮA CHỬA TRỤC VÍT BẰNG PHƯƠNG PHÁP CHẾ TẠO MỚI
|
Thứ tự |
Nội dung nguyên công
|
Mặt chuẩn số bậc định vị |
My |
Dao |
Ghi ch |
||
|
NC |
G |
B |
|||||
|
I
|
|
|
Chọn phơi đúc thép C45 có đường kính 51.5, chiều di phơi L= 335
|
|
|
|
|
|
II
|
|
|
Tiện
|
|
|
|
|
|
|
1
|
Vt mặt đầu
|
Định vị trn mm cặp 3 chấu khử 5 bậc tự do |
1K62 |
Dao tiện thp giĩ
|
|
|
|
2
|
Tiện thơ với L=335
|
Định vị trn mm cặp 3 chấu khử 5 bậc tự do |
1K62 |
Dao tiện thp giĩ
|
|
||
|
3
|
Tiện tinh với L=335
|
Định vị trn mm cặp 3 chấu khử 5 bậc tự do |
1K62 |
Dao tiện thp giĩ
|
|
||
|
Thứ tự |
Nội dung nguyn cơng
|
Mặt chuẩn số bậc định vị |
My |
Dao |
Ghi ch |
||
|
NC |
G |
B |
|||||
|
III
|
|
|
Cắt đứt phơi với L=240
|
Định vị trn mm cặp 3 chấu khử 5 bậc tự do |
1K62 |
Dao tiện cắt đứt
|
|
|
IV
|
1 |
Khoan lổ chống tâm bên trái đạt thước Þ8 0.04 chiều su L= 240
|
Định vị trn mm cặp 3 chấu khử 3 bậc tự do |
1K62 |
Mũi khoan ruột g |
|
|
|
2 |
Khoan lỗ chống tm bn phải đạt kích thước Þ 8 0.04 chiều su L= 240
|
Định vị trn mm cặp 3 chấu khử 3 bậc tự do
|
1K62 |
Mũi khoan ruột g |
|
||
|
V
|
1 |
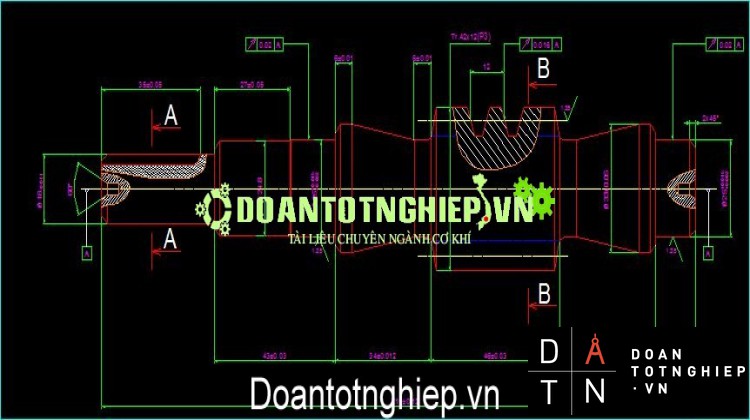
Tiện bậc - Mặt A đạt l=25,đk 20 - Mặt B đạt l=66,đk 30 - Mặt Cđạt l=75, đk 44 - Mặt D đạt l=78, đk 36 - Mặt F đạt l=10, đk 26 - Mặt E đạt l=20, đk 20
|
Định vị trn chống tâm 2 đầu khử 5 bậc tự do
|
1K62
|
Dao tiện thp giĩ
|
|
|
|
2 |
Vt mp 2x450
|
Định vị trn mm cặp 3 chấu khử 3 bậc tự do
|
1K62
|
Dao tiện vt mp
|
|||
|
VI |
1
|
Vt mặt đầu
|
Định vị trn mm cặp3 chấu khử 3 bậc tự do |
1K62 |
Dao tiện vt mặt đầu |
|
|
|
Thứ tự |
Nội dung nguyn cơng
|
Mặt chuẩn số bậc định vị |
My |
Dao |
Ghi ch |
||
|
NC |
G |
B |
|||||
|
|
2
|
Tiện bậc mặt cịn lại
|
Định vị trn 2 mũi chống tm khử 5 bậc tự do
|
1K62 |
Dao tiện thp giĩ
|
|
|
|
3
|
Tiện ren mặt A đạt l = 25, đk 20, bước ren 1,25
|
Định vị trn mm cặp 3 chấu khử 3 bậc tự do
|
1K62
|
Dao tiện ren thp giĩ
|
|
||
|
4 |
Vt mp 2x 450 mặt cịn lại |
Định vị trn mm cặp 3 chấu khử 3 bậc tự do
|
1K62
|
Dao tiện vt mp
|
|||
|
VII |
|
|
Phay then hoa - Mặt B đạt chiều su 2.5, l = 54 - Mặt C đạt chiều su 3, l = 75 - Mặt D đạt chiều su 2.5, l = 47
|
Định vị trn 2 mũi chống tm, khử 5 bậc tự do
|
1H62
|
Dao phay đĩa modul
|
|
|
VIII |
|
|
Nhiệt luyện
|
|
Lị tơi |
|
|
|
IX
|
|
|
Mi then hoa |
|
My mi trịn |
Đá mài |
|
|
|
|
|
|
|
|
|
|
Đây là phương án tốt nhất và hiệu quả nhất khi chi tiết không còn khả năng sửa chữa, đạt được yêu cầu kĩ thuật của chi tiết, sử dụng được trong thời gian dài. Nhược điểm của phương án này là giá thành đắt, gia công tốn nhiều thời gian, ảnh hưởng họat động của máy. Ưu điểm đảm bảo được các yêu cầu kỷ thuật, các đặc tính của chi tiết và sử dụng được lâu dài.
PHẦN IV : CHỌN PHƯƠNG ÁN SỬA CHỮA
Chọn phương án có lợi nhất:
Từ điều kiện thực tế ta kết hợp với lợi nhuận về kinh tế khi sửa chữa chi tiết. Ta chọn phương sửa chữa TRỤC VÍT bằng phương pháp chế tạo mới. Vì trục vít nhỏ và giá thành kinh tế không cao, có thể chế tạo mới, đảm bảo được ăn cầu lắp ghép và sử dụng được lâu dài. Chế tạo đảm bảo được yêu cầu kỹ thuật và các đặc tính của chi tiết.
Để tiến hành sửa chữa TRỤC VÍT bằng phương chế tạo mới ta cần chuẩn bị đầy đủ các dụng cụ cần thiết để gia công và tổng kiểm tra chi tiết.
Lập quy trình công nghệ sữa chữa trục vít:
* NGUYÊN CÔNG I: CHUẨN BỊ PHÔI
Chọn phôi cán có L=215mm và Ф46