THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC VÍT




NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC VÍT, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
CHƯƠNG I : QUI TRÌNH CÔNG NGHỆ CHẾ TẠO CHI TIẾT TRỤC VÍT
1-Phân tích chức năng làm việc của chi tiết .
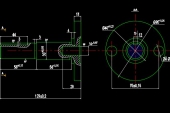
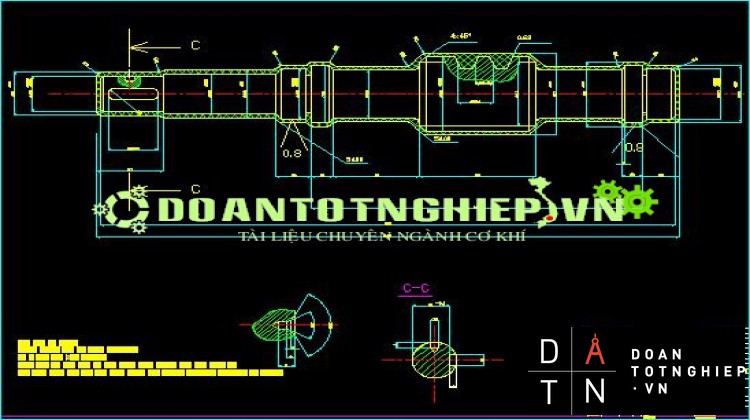
Trục vít là một chi tiết quan trọng trong nhiều sản phẩm trong ngành chế tạo máy.Trục vít là chi tiết dùng chủ yếu để truyền chuyển động,biến chuyển động quay thành chuyển động tịnh tiến và ngược lại.Trục vít có bề mặt cơ bản cần gia công là các bề mặt trụ tròn xoay ngoài và bề mặt răng trục vít.Các bề mặt tròn xoay thường dùng làm mặt lắp ghép .Do vậy các bề mặt này thường được gia công với các độ chính xác khác nhau và cũng có nhiều bề mặt không phảI gia công
Với vật liệu làm bằng thép 40X có thành phần như sau: HB=127;sb=1000(N/mm2);
sc=800(N/mm2);
C=0.3640.44% Mn=0,540.8
Si=0,1740.37% Cr=0.8-1.1% B=0.002-0.005%
2-Phân tích tính công nghệ trong kết cấu của chi tiết .
Chi tiết gia công là chi tiết dạng trục
- Các bề mặt trục có khả năng gia công bằng các dao tiện thông thường
- Đường kính các cổ trục giảm dần về hai phía
- Trong trường hợp này then của trục của trục chúng ta phải giữ nguyên kết cấu
- Kết cấu của trục không đối xứng vì vậy không thể gia công trên máy chép hình thuỷ lực
- Ta có l/d=321/52<10 nên trục đủ đọ cứng vững
- Trục là trục vít vì vậy bắt buộc phải gia công trước khi mài khả năng bị biến dạng khi nhiệt luyện là có nhưng vẫn có thể chấp nhận được
- Khi gia công trục chúng ta phải gia công hai lỗ tâm hai đầu làm chuẩn định vị
-
Không thể thay thế trục bậc bằng trục trơn được bởi vì đây là trục vít chúng ta phải có những bậc để lắp ổ lăn hay lăp trục với các bộ phận khác của máy
CHƯƠNG IV : TÍNH TOÁN THIẾT KẾ ĐỒ GÁ
- Xác định kích thước bàn máy,khoảng cách từ bàn máy tới trục chính
Máy gia công là máy khoan đứng 2M112,ta xác định được :
Kích thước bàn máy 355x730(mm x mm)
Khoảng cách từ bàn máy tới trục chính 20-400(mm)
2 . Phương pháp định vị
+ Chi tiết được định vị trên hai khối V ngắn định vị 4 bậc tự do :
- Quay quanh x,y
- Di chuyển theo các trục x,y
+ Để khống chế bậc tự do di chuyển dọc theo trục Z ,chi tiết được định vị bằng một chốt tỳ
+Để khống chế bậc tự do xoay quanh trục z ,chi tiết được định vị bằng một chốt tỳ nằm theo phương vuông góc với chốt tỳ kia
+ Ngoài ra ,để đảm bảo độ cứng vững của chi tiết khi khoan đầu của chi tiết được chống bằng một chốt tỳ phụ (Không có tác dụng khống chế bậc tự do)
3.Xác định phương ,chiều,điểm đặt của lực cắt,lực kẹp
Các lực gồm có :
+ Lực cắt P0 ,lực vòng Mk
+Lực kẹp W
4. Xác định lực kẹp cần thiết
3. Xác định dạng sản xuất:
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK