THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VÀNH CÔN

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VÀNH CÔN, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
MỤC LỤC
Chương 1 : Xác Định Dạng Sản Xuất.......................................................................5
Chuơng 2 : Phân Tích Chức Năng Làm Việc Của Chi Tiết và Tính Công
Nghệ Trong Kết Cấu Chi Tiết................................................................7
Chương 3 : Chọn Phương An Tạo Phôi...................................................................9
Chương 4 : Thiết Kế Nguyê Công............................................................................11
Chương 5: Tính Chế Độ Cắt....................................................................................19
Chương 6 : Tính Toán Lượng Dư Gia Công.............................................................23
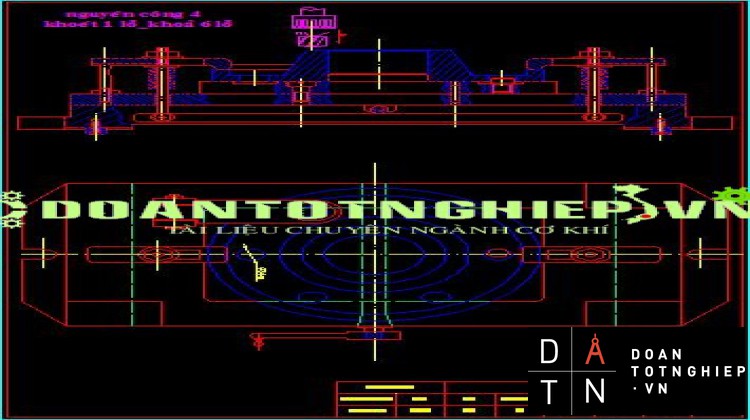
Chương 7 : Tính Toán Thiết Kế Đồ GA.....................................................................26
CHƯƠNG I: XÁC ĐỊNH DẠNG SẢN XUẤT
1.1 Sản lượng chế tạo:
sản lượng chi tiết cần chế tạo trong một năm:
N = No.m(1+ ,,,,,)(1+,,,,,,) (chiếc/năm)
Trong đó:
No: số sản phẩm theo kế hoạch trong một năm
Theo đề bài No= 10000 (chiếc/năm)
m: số lượng chi tiết như nhau trong một sản phẩm chế tạo (m=1)
a: số phần trăm chi tiết dùng làm phụ tùng (chọn a= 10%)
b: số phần trăm chi tiết phế phẩm trong quá trình chế tạo (chọn b= 3%)
Þ N= 10000.1.(1+,,,)(1+,,,,,)
= 11330 (chiếc/năm)
1.2 tính khối lượng chi tiết:
- trọng lượng của chi tiết được xác định theo công thức:
Q = V.,,,,, (kg)
Q: trọng lượng chi tiết (kg)
V: thể tích của chi tiết (,,,)
,,,,,: trọng lượng riêng của vật liệu.
,,,,,,,
Þ V= (V1+V2+V3 ) –(V4+V5 +V6 ) = 4181202,715 .....
V = 4181202,715 .... = 4.2 ....
chọn trọng luợng riêng của thep CT45 là:
..... = 7.852 kg/...
trọng lượng của chi tiết tính gần đúng:
Q = V......... = 4,2.7,852 = 32.98 (kg)
1.3 Xác định dạng sản xuất:
Từ sản lượng chế tạo và khối lượng chi tiết. Tra bảng (6) trang 24 bảng(2-1).
Có dạng sản xuất là hàng khối.
4/ Nhịp sản xuất:
t= .... (phút)
N= 11330 (chiếc/năm)
F= 300.8= 2400 giờ (tổng thời gian làm việc trong một năm).
Þ t= ..... .2400= 12.7 (phút)
..................................................................
CHƯƠNG II: PHÂN TÍCH CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT-TÍNH CÔNG NGHỆ TRONG KẾT CẤU CHI TIẾT:
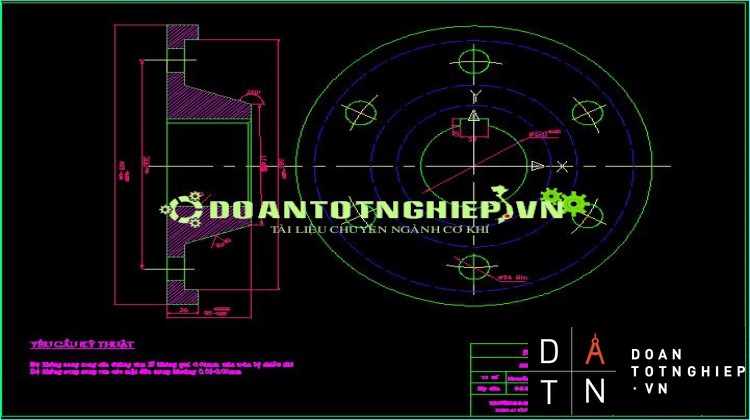
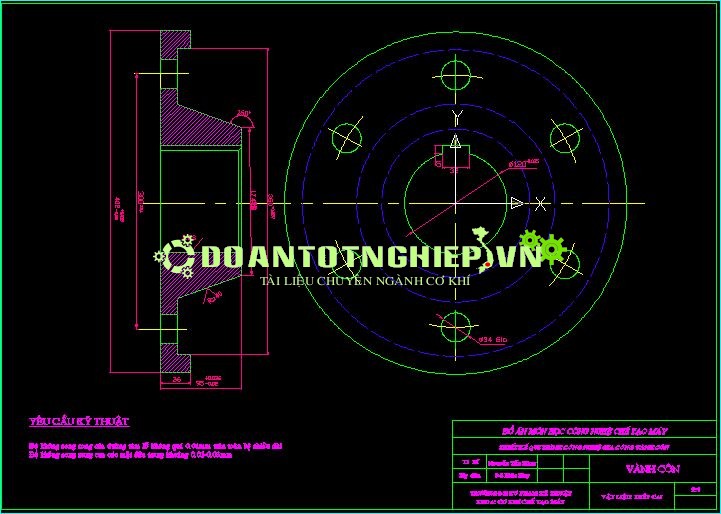
- Chi tiết gia công là VÀNH CÔN đòi hỏi chi tiết phải chựu được mô men xoắn trong quá trình truyền lực và đạt được độ bóng và độ chính xác theo yêu cầu bản vẽ.
- kích thước các lỗ cơ bản được gia công với độ chính xác cấp 7÷9; độ nhám bề mặt Ra= 0,63÷0,32.
- Độ không song song giữa các tâm lỗ cơ bản không quá 0.01mm trên toàn bộ chiều dài.
- Độ không vuông góc của tâm lỗ so với mặt đầu trong khoảng 0,01÷0,03mm/100mm bán kính.
- Độ không song song của các mặt đầu các lỗ cơ bản khác trong khoảng 0,05÷0,25mm/100mm bán kính mặt đầu.
- Rãnh then được gia công đạt cấp chính xác 8÷10 và độ nhám Rz= 40÷10 hay Ra= 10÷2,5.
- Kết cấu chi tiết không cần sữa đổi hình dáng, kích thước, không khó khăn cho việc chế tạo phôi và gia công các bề mặt.
- Vật liệu chế tạo phôi là thép CT_45. có ứng sức kéo 18 daN/mm ứng sức uốn 18daN/mm, có độ cứng HB170-229 daN/mm (2) trang 538 bảng phụ lục.
- .......................................
CHƯƠNG III: CHỌN PHƯƠNG ÁN TẠO PHÔI:
Ta có thể chọn nhiều phương án tạo phôi như: rèn, đúc, dập… nhưng với vật liệu thép CT45 ta nên chọn phương án đúc có tính hiệu quả và ít tốn kém hơn.
Thông thường phương pháp đúc cho ta phôi liệu có kết cấu phức tạp mà các phương pháp khác khó thực hiện được.
Cơ tính và độ chính xác của vật đúc phụ thuộc vào phương pháp đúc và phương pháp làm khuôn đúc. Ta có thể đúc trong khuôn cát, khuôn kim loại, đúc ly tâm, đúc áp lực… có thể làm khuôn bằng tay hay khuôn bằng máy.
3.1 Đúc trong khuôn cát:
a/ Làm khuôn bằng tay: Ap dụng cho việc đúc với dạng sản xuất đơn chiếc hay những chi tiết có kích thước lớn, độ chính xác và năng xuất phụ thuộc vào tay nghề đúc.
b/ Làm khuôn bằng máy: Ap dụng cho đúc hàng loạt vừa và hàng khối, năng xuất và độ chính xác cao.những chi tiết có khối lượng nhỏ.
3.2 Đúc trong khuôn kim loại:
sản phẩm đúc có kích thước chính xác, cơ tính cao. Phương pháp này sản xuất cho hàng loạt lớn và hàng khối. Vật đúc có khối lượng nhỏ khoảng 12kg, hình dạng vật đúc không phức tạp và không có thành mỏng.
3.3 Đúc ly tâm:
áp dụng vật đúc có dạng tròn xoay, do đó lực ly tâm khi rót kim loại lỏng vào khuôn quay, kết cấu của vật thể chặt chẽ hơn, nhưng không đồng đều từ ngoài vào trong.
3.4 Đúc áp lực:
Ap dụng đối với các chi tiết có hình dáng phức tạp, phương pháp này cho ta độ chính xác cao, cơ tính rất tốt. Phương pháp đúc ly tâm và các phương pháp khác có những nhược điểm mà phương pháp đúc áp lực có thể khắc phục được. Do đó thường áp dụng cho dạng sản xuất hàng loạt lớn và hàng loạt khối và áp dụng đối với chi tiết có kích thước nhỏ.
Tham khảo qua một số phương pháp đúc như trên, căn cứ vào chi tiết VÀNH CÔN có hình dáng tương đối phức tạp, có kích thước tương đối lớn và là dạng sản xuất hàng khối. Vì thế ta chọn phương pháp đúc trong khuôn cát làm bằng máy khuôn mẫu bằng ngỗ. Khuôn đúc trong khuôn cát có hai phần ghép vào nhau và một mặt phân khung thẳng, khi kim loại nóng chảy vào khuôn, kim loại sẽ điền đầy các phần trong khuôn.
Do đó chi tiết đúc trong khuôn cát, khi đúc xong các bề mặt không cần độ bóng thì không cần gia công.
Hình dáng của các thành phần vật đúc cần hài hoà. Không nên lấy quá nhỏ sẽ gây ra khó khăn cho việc điền đầy kim loại, dễ gây ra méo mó và tạo ra vết nứt còn nếu ta lấy quá lớn sẽ gây rỗ khi co ngót.
Độ góc thoát khuôn: ...
Bán kính góc lượn: 3mm
Nhiệt độ nung khuôn: .
Nhiệt độ rót thép tốt:.
Độ co kim loại: 1,5%
Hỗn hợp làm khuôn đúc thường là cát 25%, cát áo 60%, đất sét 5%, mùn cưa 5%, mật mia1,2%, bột than 5%, nước… .
Khuôn tươi: độ ẩm 8%
Lõi làm bằng cát.
Phương pháp đúc trong khuôn cát: [1] trang 44 bảng 28_1
Với cấp chính xác: cấpII.
Độ nhám bề mặt: Rz=20Mm.
Luợng dư tổng cộng của bề mặt phôi:
Bề mặt trên của phôi: 4,5mm
Bề mặt dưới của phôi: 3,5mm
Bề mặt bên của phôi: 3.5mm
Sử dụng búa pháđậu hơi, đậu ngót rồi dùng máy phun cát làm sạch bề mặt ngoài của phôi đúc.
.............................................................................................................








