THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THÂN MÂM CẶP 4 CHẤU

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THÂN MÂM CẶP 4 CHẤU
TRƯỜNG CAO ĐẲNG KỸ THUẬT CAO THẮNG
ĐỒ ÁN TỐT NGHIỆP CÔNG NGHỆ CHẾ TẠO MÁY
LỜI NÓI ĐẦU
- Đồ án công nghệ chế tạo máy nhằm tổng hợp lại kiến thức đã học có liên quan đến môn học Công Nghệ Chế Tạo Máy. Để chế tạo được chi tiết máy nhằm đảm bảo được yêu cầu thiết kế phù hợp với điều kiện công nghệ hiện tại của nước ta thời gian và cong việc tối ưu v.v… mốm đạt đươc tất cả những điều kiện trên ta cần phải lập một quy trình công nghệ hợp lý.
- Việc thiết kế những quy trình công nghệ là áp dụng những công nghệ phù hợp để đạt được những yêu cầu kỹ thuật, ngoài ra việc thiết kế quy trình công nghệ còn giúp cho ta giảm được thời gian chế tạo tăng năng suất làm việc lên để dáp ứng sản phẩm mà người chế tạo đã định.
- Thiết kế quy trịnh công nghệ gia công nhằm định dươc phương pháp chế tạo phôi và gia công kinh tế nhất mà chi tiết vẫn đạt được yêu cầu kỹ thuật với điều kiện công nghệ hiện tại. Ngoài ra thiết kế quy trình công nghệ còn tạo cho người thiết kế định được phương pháp định vị và gá đặt chi tiết một cách hợp lý nhất trong quá trình gia công chi tiết nhằm đạt được các kích thước với dung sai đúng yêu cầu chế tạo chi tiết đó với giá thàng rẽ nhất, đáp ứng nhu cầu của xã hội.
PHẦN I: PHÂN TÍCH SẢN PHẨM
- Về công dụng và điều kiện làm việc.
- Thân mâm cặp được sử dụng rộng rãi trong ngành cơ khí như trên các máy tiện, phay, khoan … Có công dụng chủ yếu là để giữ chặt chi tiết khi gia công, chi tiết được chế tạo từ gang xám nên có độ cứng vững cao làm tăng độ bền của chi tiết.
- Về vật liệu chế tạo chi tiết.
- Chi tiết dược chế tạo từ gang xám ( GX 15-32 )
- Gang xám là hợp kim của sắt và cacbon, ngoài ra còn chứa thêm mọt số nguyên tố khác như: Si: (0,3-0,5%); Mn: (0,4-0,6%); P: 0,8%; S: 0,12%
- Gang xám có độ bền nén cao, chịu mài mòn, tính đúc tốt, gia công cơ tương đối dễ, nhẹ, rẽ tiền, giảm rung động.
- GX 15-32 có:
+ Độ cứng HB: 163-229 kg/mm2
+ 15: giới hạn bền kéo δk= 15kg/mm2
+ 32: giới hạn bền uốn δu= 32kg/mm2
- Về yêu cầu kỹ thuật.
- Độ chính xác về kích thước:
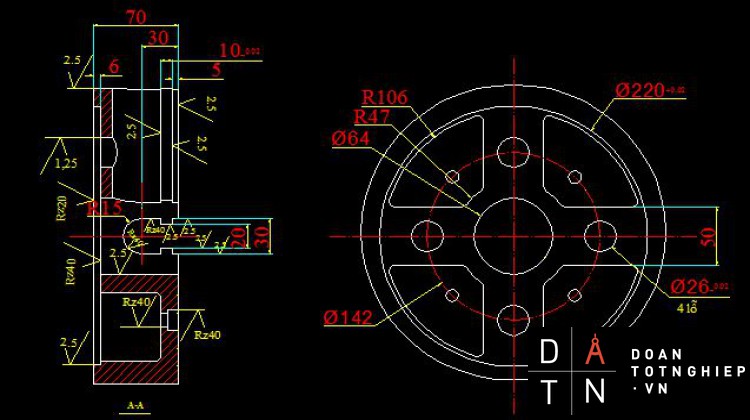
- Kích thước Ф 220+ 0,046
Es= +0,046
Ei= 0
=> TD= Es – Ei= 0,046 – 0= 0,046
Tra bảng phụ lục 1 trang 177 sách Dung Sai Lắp Ghép ta được:
+ Dung sai lỗ với miền H
+ Cấp chính xác 7
- Kích thước Ф 26-0,02
es = 0
ei = -0,02
=> TD= ES – Ei = 0 - 0,02 = 0,02
Tra bảng phụ lục 1 trang 178 sách Dung Sai Lắp Ghép ta được:
+ Dung sai lỗ với miền M
+ Cấp chính xác 7.
- Kích thước 20+0,02
es =+0,02
ei= 0
=>TD = 0,02 – 0 = 0,02
Tra bảng 2.3 trang 29 sách Dung Sai Lắp Ghép ta được:
Cấp chính xác 7.
- Kích thước 10-0,02
+ Es = 0
+ Ei = -0,02
=>TD =Es – Ei = 0 – 0,02= 0,02
Tra bảng 2.3 trang 29 sách Dung Sai Lắp Ghép ta được:
Cấp chính xác 8.
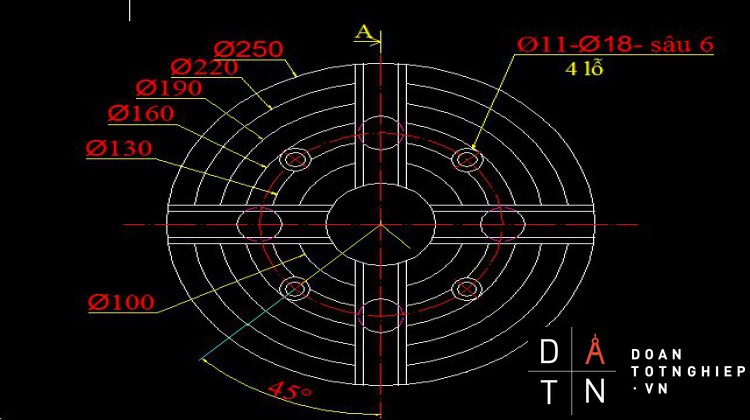
- Các kích thước Ф 250, Ф 190, Ф 169, Ф139, Ф100, Ф 18, Ф 11, R15 có cấp chính xác 12.
- Các Kích thước 70, 30, 6, 5 có cấp chính xác 12.
- Các kích thước R106, R47, 50 có cấp chính xác 16.
- Độ nhám bề mặt gia công:
- Mặt trụ ngoài Ф 250 có độ nhám bề mặt là Ra 2,5.
- Lổ trụ trong Ф 64, Ф 220 có độ nhám bề mặt là Ra 2,5.
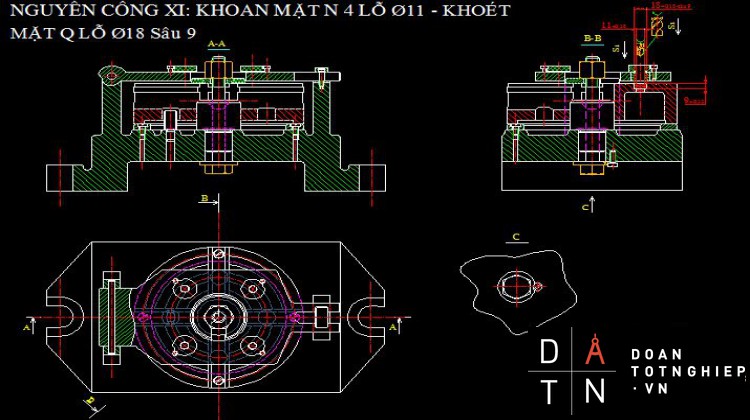
- Các lổ Ф 26, Ф 18, Ф 11, R15 có độ nhám bề mặt là Rz 40.
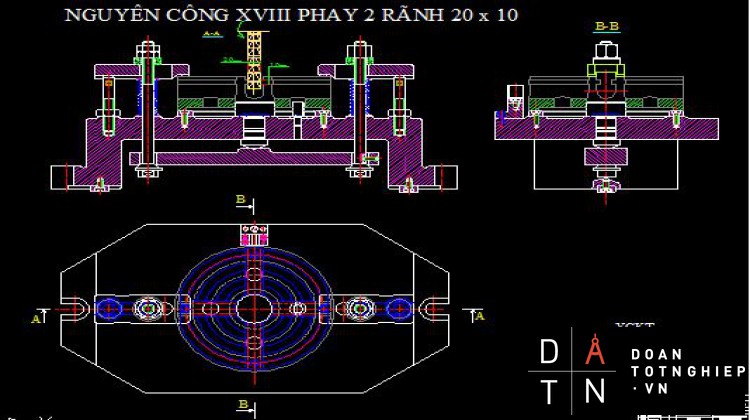
- Các rãnh 1x90o của những đường tròn đồng tâm Ф190, Ф160, Ф130, Ф100 có độ nhám bề mặt Rz 20.
- Các bề mặt của rãnh dẫn hướng có độ nhám Ra 2,5.
- Vị trí tương quan và hình dáng hình học:
- Dung sai độ song song của mặt B đối với mặt A là 0,01
PHẦN II: PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. Phương pháp chế tạo phôi
- Như trên đã nói vật liệu chế tạo nên chi tiết thân mâm cặp 4 chấu là gang xám nên ta chọn phương pháp đúc.
- Phôi đúc có các phương pháp sau:
.................................
TÀI LIỆU THAM KHẢO
- Dung sai lắp ghép và kỹ thuật đo lường
tác giả: Ninh Đức Tốn
- Thiết kế đúc
tác giả: Nguyễn Xuân Bông, Phạm Quang Lọc
- Số tay gia công cơ
tác giả: Trần Văn Địch
- Công nghệ chế tạo máy
tác giả: Nguyễn Văn Thông, Võ Tùng Linh
- Chế độ cắt gia công cơ khí
tác giả: Nguyễn Xuân Đào
- Hướng dẫn thiết kế đồ án công nghệ chế tạo máy
tác giả: Nguyễn Đắc Lộc, Lưu Văn Khang
- Atlat đồ gá
tác giả: Trần Văn Địch
MỤC LỤC
Trang
1. LỜI NÓI ĐẦU 1
2. ĐÁNH GIÁ GIÁO VIÊN HƯỚNG DẪN 2
3. ĐÁNH GIÁ KHOA CƠ KHÍ 3
4. PHẦN I: PHÂN TÍCH SẢN PHẨM 4
5. PHẦN II: PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. PHƯƠNG PHÁP CHẾ TẠO PHÔI 6
II. LƯỢNG DƯ GIA CÔNG 7
6. PHẦN III: XÁC ĐỊNH DẠNG SẢN XUẤT
I. TRỌNG LƯỢNG CHI TIẾT 8
II. DẠNG SẢN XUẤT 9
III. HỆ SỐ SỬ DỤNG PHÔI 9
7. PHẦN IV: TÍNH TOÁN CHẾ ĐỘ CẮT 10
8. PHẦN V: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ 38
9. PHẦN VI: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ
I. ĐỒ GÁ NGUYÊN CÔNG X 47
II. THIẾT KẾ NGUYÊN CÔNG XII 54
10. KẾT LUẬN 58
11. TÀI LIỆU THAM KHẢO 58
TÀI LIỆU THAM KHẢO
(1)- Hướng dẫn thiết kế đồ án CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Xuất bản năm 2013
(2)-Giáo trình CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Nhà xuất bản đại học quốc gia thành phố HCM
(3)-CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
NGUYỄN TRỌNG ĐÀO
HỒ VIẾT BÌNH
Nhà xuất bản Đà Nẵng,2001
(4)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 1
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật ,2010
(5)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 2
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật
(6)-ATLAS ĐỒ GÁ
TRẦN VĂN ĐỊCH
Nhà xuất bản khoa học và kỹ thuật ,2003
(7)-Sách CÔNG NGHỆ KIM LOẠI
NGUYỄN TÁC ÁNH
HOÀNG TRỌNG BÁ
(8)-Sách DUNG SAI KỸ THUẬT ĐO
TÀI LIỆU THAM KHẢO
- THIẾT KẾ ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY. – TRẦN VĂN ĐỊCH. NXB KHKT 2000
- CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2000. –HỒ VIẾT BÌNH – NGUYỄN NGỌC ĐÀO.
- CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. – NXB ĐÀ NẴNG 2001. NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH.
- SỔ TAY CNCTM TẬP 1,2. NXB KHKT 2001. –NGUYỄN ĐẮC LỘC – LÊ VĂN TIẾN.
- ĐỒ GÁ GIA CÔNG CƠ KHÍ. NXB ĐÀ NẴNG 2000. – HỒ VIẾT BÌNH – LÊ ĐĂNG HOÀNH – NGUYỄN NGỌC ĐÀO.
- SỔ TAY VÀ ATLAS ĐỒ GÁ. – NXB KHKT 2000. –TRẦN VĂN ĐỊCH.
- CÁC SÁCH GIÁO KHOA VỀ CÔNG NGHỆ CHẾ TẠO MÁY.
- CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2002. – NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH – PHAN MINH THANH.
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ RÃNH ĐUÔI ÉN ĐHCN HÀ NỘI
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK
PHẦN I: PHÂN TÍCH SẢN PHẨM
1. Về công dụng và điều kiện làm việc.
- Thân mâm cặp được sử dụng rộng rãi trong ngành cơ khí như trên các máy tiện, phay, khoan … Có công dụng chủ yếu là để giữ chặt chi tiết khi gia công, chi tiết được chế tạo từ gang xám nên có độ cứng vững cao làm tăng độ bền của chi tiết.
2. Về vật liệu chế tạo chi tiết.
- Chi tiết dược chế tạo từ gang xám ( GX 15-32 )
- Gang xám là hợp kim của sắt và cacbon, ngoài ra còn chứa thêm mọt số nguyên tố khác như: Si: (0,3-0,5%); Mn: (0,4-0,6%); P: 0,8%; S: 0,12%
- Gang xám có độ bền nén cao, chịu mài mòn, tính đúc tốt, gia công cơ tương đối dễ, nhẹ, rẽ tiền, giảm rung động.
- GX 15-32 có:
+ Độ cứng HB: 163-229 kg/mm2
+ 15: giới hạn bền kéo δk= 15kg/mm2
+ 32: giới hạn bền uốn δu= 32kg/mm2
3. Về yêu cầu kỹ thuật.
a. Độ chính xác về kích thước:
- Kích thước Ф 220+ 0,046
Es= +0,046
Ei= 0
=> TD= Es – Ei= 0,046 – 0= 0,046
Tra bảng phụ lục 1 trang 177 sách Dung Sai Lắp Ghép ta được:
+ Dung sai lỗ với miền H
+ Cấp chính xác 7
- Kích thước Ф 26-0,02
es = 0
ei = -0,02
=> TD= ES – Ei = 0 - 0,02 = 0,02
Tra bảng phụ lục 1 trang 178 sách Dung Sai Lắp Ghép ta được:
+ Dung sai lỗ với miền M
+ Cấp chính xác 7.
- Kích thước 20+0,02
es =+0,02
ei= 0
=>TD = 0,02 – 0 = 0,02
Tra bảng 2.3 trang 29 sách Dung Sai Lắp Ghép ta được:
Cấp chính xác 7.
- Kích thước 10-0,02
+ Es = 0
+ Ei = -0,02
=>TD =Es – Ei = 0 – 0,02= 0,02
Tra bảng 2.3 trang 29 sách Dung Sai Lắp Ghép ta được:
Cấp chính xác 8.
- Các kích thước Ф 250, Ф 190, Ф 169, Ф139, Ф100, Ф 18, Ф 11, R15 có cấp chính xác 12.
- Các Kích thước 70, 30, 6, 5 có cấp chính xác 12.
- Các kích thước R106, R47, 50 có cấp chính xác 16.
b. Độ nhám bề mặt gia công:
- Mặt trụ ngoài Ф 250 có độ nhám bề mặt là Ra 2,5.
- Lổ trụ trong Ф 64, Ф 220 có độ nhám bề mặt là Ra 2,5.
- Các lổ Ф 26, Ф 18, Ф 11, R15 có độ nhám bề mặt là Rz 40.
- Các rãnh 1x90o của những đường tròn đồng tâm Ф190, Ф160, Ф130, Ф100 có độ nhám bề mặt Rz 20.
- Các bề mặt của rãnh dẫn hướng có độ nhám Ra 2,5.
c. Vị trí tương quan và hình dáng hình học:
- Dung sai độ song song của mặt B đối với mặt A là 0,01
PHẦN II: PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. Phương pháp chế tạo phôi
- Như trên đã nói vật liệu chế tạo nên chi tiết thân mâm cặp 4 chấu là gang xám nên ta chọn phương pháp đúc.
- Phôi đúc có các phương pháp sau:
1. Ñuùc trong khuoân caùt-maãu goã:
- Chaát löôïng beà maët vaät ñuùc khoâng cao, giaù thaønh thaáp, trang thieát bò ñôn giaûn, thích hôïp cho saûn xuaát ñôn chieác vaø haøng loaït nhoû.
- Loaïi phoâi naøy coù caáp chính xaùc IT16 – IT17
- Ñoä nhaùm beà maët:RZ=160
=>Phöông phaùp naøy cho naêng suaát khoâng cao, chaát löôïng beà maët thaáp gaây khoù khaên cho caùc böôùc gia coâng tieáp theo.
2. Ñuùc trong khuoân caùt – maãu kim loaïi:
- Neáu coâng vieäc laøm khuoân baèng maùy thì phoâi ñuùc coù caáp chính xaùc khaù cao(IT15 – IT16) giaù thaønh cao hôn so vôùi ñuùc trong khuoân caùt maãu goã vì giaù taïo khuoân.
- Ñoä nhaùm beà maët RZ=80
=> Phöông phaùp naøy cho chaát löôïng beà maët toát hôn so vôùi ñuùc maãu goã vaø phuø hôïp vôùi daïng saûn xuaát haøng loaït vöøa vaø lôùn.
3. Ñuùc trong khuoân kim loaïi.
- Ñoä chính xaùc cao (IT14 – IT15) phoâi coù hình daùng gaàn gioáng vôùi chi tieát neân löôïng dö nhoû , tieát kieäm ñöôïc nguyeân - vaät lieäu nhöng giaù thaønh saûn phaåm cao.
- Ñoä nhaùm beà maët RZ=40
=> Phöông phaùp naøy cho naêng suaát cao, ñaëc tính kyõ thuaät toát nhöng giaù thaønh khaù cao.
4. Ñuùc ly taâm
- Chæ ñuùc ñöôïc nhöõng chi tieát coù daïng troøn xoay, roãng, ñoái xöùng v.v…
=> Phöông phaùp naøy khoâng thích hôïp vôùi chi tieát coù hình daïng ta mong muoán trong tröôøng hôïp naøy.
5. Ñuùc aùp löïc
- Duøng aùp- löïc ñeå ñieàn ñaày kim loaïi trong loøng khuoân.
- Hôïp kim ñuùc aùp löïc thöôøng laø hôïp kim: thieác, chì, keõm, magie, nhoâm, ñoàng…
Keát luaän.
- Vôùi nhöõng yeâu caàu cuûa chi tieát ñaõ cho, tính kinh teá, coâng ngheä cuõng nhö daïng saûn xuaát ta seõ choïn phöông phaùp ñuùc khoân caùt- maãu kim loaïi vaø khuoân ñöôïc laøm baèng maùy.
- Phoâi ñuùc ñaït caáp chính xaùc II
- Caáp chính xaùc IT15 – IT16
- Ñoä nhaùm beà maët RZ= 80 ![]() m
m

II. Löôïng dö gia coâng
- Chi tieát ñöôïc cheá taïo baèng gang xaùm ( GX 15 – 32 ), ñöôïc ñuùc trong khuoân caùt – maãu kim loaïi, laøm khuoân baèng maùy, maët phaân khuoân naèm ngang.
- Löôïng dö phía treân:
- +Kích thöôùc lôùn nhaát cuûa chi tieát: 250mm
- +Kích thöôùc danh nghóa : 250m
=> Löôïng dö laø 5mm vaø co dung sai laø ![]() 1,0
1,0
- Löôïng dö phía döôùi vaø maët beân:
- + Kích thöôùc danh nghóa:250mm
- +Caáp chính xaùcII
=> Löôïng dö laø 4mm vaø coù dung sai là![]() 1,0
1,0
- Löôïng dö loã ñuùc roãng![]() Þ 64
Þ 64
- +Kích thöôùc danh nghóa:64mm
- +Caáp chính xaùc II
=> Löôïng dö laø 7mm và coù dung sai laø![]() 0,8.Vaäy löôïng dö 2 beân laø 14mm
0,8.Vaäy löôïng dö 2 beân laø 14mm
PHẦN III: XAÙC ÑÒNH DAÏNG SAÛN XUAÁT
I. Troïng löôïng chi tieát.
1. Theå tích chi tieát
a/ Phaàn ñaëc
- Theå tích V1
- Coù D:250mm
- L=70
- ![]()
- Vaäy Vñaëc=V1= 3436116,97mm3
b/Phaàn roãng
· Theå tích V2
- Coù D= 64, l= 64
=>V2=![]() .64 = 205887,42mm3
.64 = 205887,42mm3
· Theå tích V3
Coù D=220, l=6
=>V3=![]() .6 = 228079,63mm3
.6 = 228079,63mm3
· Theå tích V4
- Dieän tích vaønh khaên: R= 106;r= 47
S1= ![]() .(R2-r2)= 28359mm2
.(R2-r2)= 28359mm2
- Dieän tích 4 hình chöõ nhaät: a= 60, b= 50
S2= a.b.4= 3000![]() 4= 12000mm2
4= 12000mm2
- Dieän tích P coøn laïi:
S= S1-S2= 28359-12000= 16359mm2
=>V4= 16359![]() 49= 801591mm3
49= 801591mm3
· Theå tích V5
V5=((93![]() )+(93
)+(93![]() )+(93
)+(93![]() )+(93
)+(93![]() ))
))![]() 4 = 429009 mm3
4 = 429009 mm3
· Theå tích V6 (4 loã Þ18)
- Coù D= 18, l= 9
=>V6= ![]() .9.4= 9160,88mm3
.9.4= 9160,88mm3
· Theå tích V7 (4 loã Þ11)
Coù D=11, l=6
=>V7= ![]() .6.4= 2280,8 mm3
.6.4= 2280,8 mm3
· Theå tích V8
V8= ![]() .19.4= 40350,62 mm3
.19.4= 40350,62 mm3
- Vaäy theå tích gaàn ñuùng cuûa phaàn roãng laø:
Vr = V1+V2+V3+V4+V5+V6+V7+V8 =205887,42+228079,63+801591+429009+9160,88+2280,8+40350,62 = 1716359,35 mm3
- Theå tích cuûa chi tieát:
V=Vñ-Vr = 3436116,97-1716359,35 = 1719757,615 mm3= 1,719757615 dm3
2. Troïng löôïng chi tieát:
m=V.D= 1,719757615![]() 6,8= 11,7 kg.
6,8= 11,7 kg.
II.Daïng saûn xuaát
- Sau khi tính toaùn ta xaùc ñònh ñöôïc khoái löôïng chi tieát:11,7 kg
- ÔÛ ñaây saûn xuaát laø saûn xuaát haøng loaït neân ta choïn daïng saûn xuaát laø haøng loaït vừa vôùi saûn löôïng haøng naêm laø 500 chieác
- Xaùc ñònh daïng saûn xuaát haøng naêm
N = N0![]() (1+
(1+![]() )
)
N: laø sản löôïng haøng naêm
N0: laø soá löôïng chi tieát saûn xuaát trong moät naêm( chieác/naêm) =>500(chieác/naêm)
![]() =3
=3![]() % (soá chi tieát pheá phaåm)
% (soá chi tieát pheá phaåm)
![]() %(soá chi tieát taïo theâm ñeå döï tröõ)
%(soá chi tieát taïo theâm ñeå döï tröõ)
=>N=500![]() (1+
(1+![]() )=555 chieác/naêm
)=555 chieác/naêm
Vaäy saûn xuaát theo daïng saûn xuaát haøng loaït vừa vôùi sản löôïng haøng naêm laø 555 chieác, vôùi saûn xuaát naøy ta phaân taùn nguyeân coâng vaø duøng ñoà gaù chuyeân duøng.
III. Heä Soá Söû Duïng Phoâi Ñuùc
1.Theå tích phoâi ñuùc:
a.Phaàn ñaëc:
-Theå tích V1
D= 258, l= 79
=>V1= ![]() .79 = 4127966,46mm3
.79 = 4127966,46mm3
b.Phaàn roãng
-Theå tích V2
D= 50, l= 79
=>V2= ![]() 79= 155037,5mm3
79= 155037,5mm3
-Theå tích V3
V3= 16359![]() 55= 899745dm3
55= 899745dm3
Vaäy theå tích phaàn roãng:
Vr = 155037,5+899745= 1054782,5 mm3
=>V= Vñ - Vr = 4127966,46 – 1054782,5= 3073183,96 mm3= 3,07dm3
Khoái löôïng chi tieát loàng phoâi
m1= 3,07![]() 6,8= 20,88 kg
6,8= 20,88 kg![]()
Vaäy heä soá söû duïng laø:
K= ![]() =
=![]() =0,6 kg
=0,6 kg
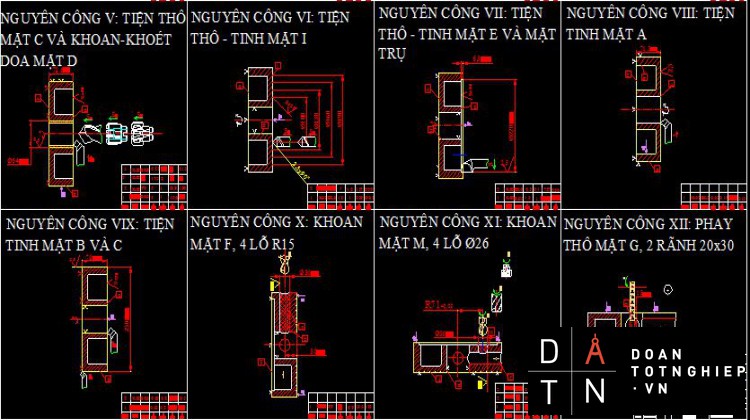
PHẦN IV: TÍNH TOÁN CHẾ ĐỘ CẮT
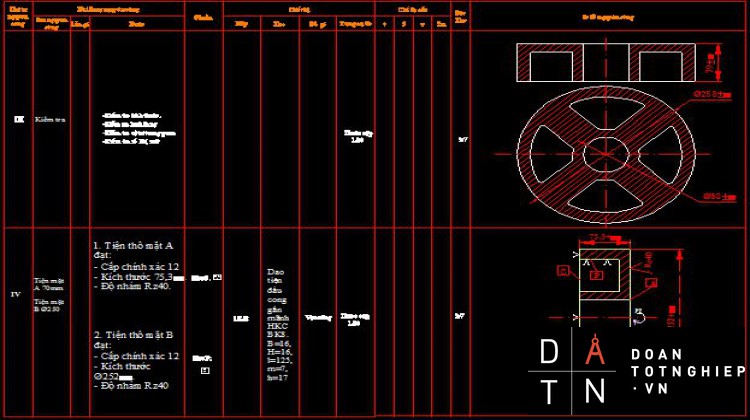
1. NGUYÊN CÔNG IV: tiện thoâ maët A vaø maët B
Böôùc 1: Tieän thoâ maët A ñaït:
-Kích thöôùc:75,3+0,74 mm
-Cấp chính xác: 12
-Ñoä nhaùm:Rz =40
a. Choïn maùy
Maùy tieän:1K62
b. Choïn dao
Dao tieän ñaàu cong coù gaén maõnh hôïp kim cöùng BK8 (T=40![]() 60)
60)
c. Chieàu saâu caét
t= 4 mm
d. Löôïng chaïy dao( tra bảng 25.1 trang 29 saùch chế độ cắt)
S=0,9![]() 1,4(mm/voøng)
1,4(mm/voøng)
Ta choïn S=1(mm/voøng)
e. Vaän toác caét( tra bảng saùch cheá ñoä caét)
V=154(m/phuùt)
-Soá voøng quay trong moät phuùt
n=![]() = 190 v/phuùt
= 190 v/phuùt
-Theo thuyeát minh thö maùy choïn
n= 200v/p
-Vaän toác thöïc khi caét:
V=![]() 162 m/p
162 m/p
f. Löïc khi caét:
+Löïc tieáp tuyeán
PZ =CP![]()
![]()
![]() V
V![]() (KG)
(KG)
=92.41.10,75.162 0.11,25=368 (KG)
+ Löïc höôùng kính:
PY=CPY![]() (KG)
(KG)
=54.40,9.10,7.162 0.10,4=188 (KG)
+Löïc doïc truïc Px
Px=CPx![]() (KG)
(KG)
= 46.4.10,4.162 0.10,4=184(KG)
g. Coâng xuaát khi caét:
Ncg =![]()
![]() 9,74 (KW)
9,74 (KW)
Ncg ![]() 0,75=9,74.0,75=7,3 < Nñc
0,75=9,74.0,75=7,3 < Nñc
=>Maùy ñaûm baûo an toaøn khi gia coâng
Böôùc 2: Tieän thoâ maët B
-Kích thöôùc: Þ252+0,81
-Cấp chính xác: 12
-Ñoä nhaùm: Rz 40
a.Choïn dao
Dao tieän ñaàu cong coù gaén maõnh hôïp kim cöùng BK8
Tuoåi beàn T: 40![]() 60
60
b.Chieàu saâu caét
t = 3 mm
c.Böôùc tieán theo saùch cheá ñoä caét g/c cô khí
S=1![]() 1,5 mm/voøng
1,5 mm/voøng
Choïn S=1,0 mm/v
d.Vaän toác caét
V=87 m/p
-Soá voøng quay trong moät phuùt
n =![]() =109,95 v/p
=109,95 v/p
-Tra thuyeát minh thö choïn
n =125 v/p
e.Vaän toác thöïc khi caét
V=![]() =99 m/p
=99 m/p
f.Löïc khi caét:
-Löïc tieáp tuyeán
PZ =C![]()
=92.41.10,75.99 0.11,25=368 KG
-Löïc höôùng kính:
PY =CPY![]()
![]() KPZ
KPZ
=54.40,9.10,7.99 0.10,4=188 KG
-Löïc doïc truïc Px:
Px=CPx![]() KPx
KPx
=46.4.10,4.990.10,4=184 (KG)
g.Coâng suaát khi caét:
Ncg =![]() 5,95 (KW)
5,95 (KW)
Hieäu suaát maùy 0,75:
Ncg =5,95. 0,75=4,46 < Nñc
=>Maùy ñaûm baûo an toaøn khi gia coâng
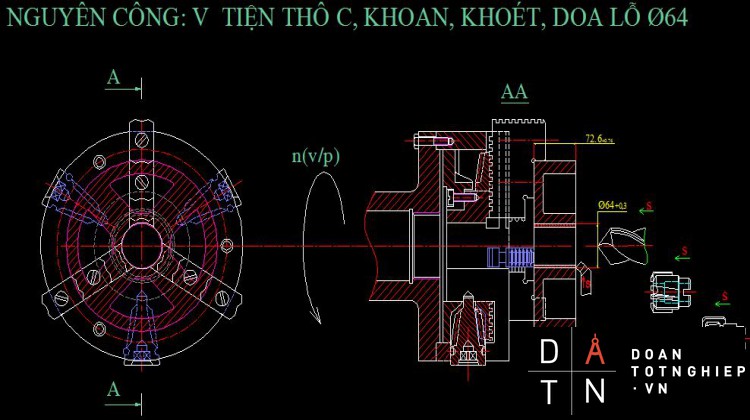
2. NGUYÊN CÔNG V
Tieän thoâ maët C + Khoan + Khoeùt + Doa maët D
Böôùc 1 : Tieän thoâ maët C
- Kích thöôùc: 72,6 + 0,3
- Cấp chính xác: 12
- Ñoä nhaùm:Rz =40
a. Choïn maùy:
Maùy tieän 1K62
b. Choïn dao
Dao tieän daàu cong gaén maõnh hôïp kim cöùng BK6 (T= 40 ![]() 60 )
60 )
c. Choïn chieàu saâu caét:
t = 3 mm
d. Löôïng chaïy dao:
S = 1 ![]() 1,5 mm (cheá ñoä caét 25/1 – 29)
1,5 mm (cheá ñoä caét 25/1 – 29)
Choïn S = 1 mm
e. Vaän toác caét:
Tra baûng 45/1 – 38 (cheá ñoä caét)
HB = 182 – 199
t = 4 mm =>V = 154 m/p
S = 1 mm/v
Soá voøng quay trong moät phuùt:
n=![]() (v/p)
(v/p)
TMT =630 v/p
Vaän toác thöïc khi caét:
V = ![]() 143,6 (m/p)
143,6 (m/p)
f. Löïc khi caét:
-Löïc tieáp tuyeán:
Pz =CPz![]() KPz
KPz
=92. 31.10,75.143,60.11,25 =276 KG
-Löïc höôùng kính:
Py = CPy![]() Kpy
Kpy
= 54.30,9.10,7.143,60.11,25=145 KG
-Löïc doïc truïc:
Px = CPx![]() KPx
KPx
=46.3.10,4.143,60.11,25=138 KG
G .Coâng suaát caét goït:
Ncg =![]() 6,47 KW
6,47 KW
=>Ncg =6,47. 0,75 =4,8 < Nñc
=>Maùy ñaûm baûo an toaøn khi gia coâng
Bước 2: Khoan mặt D
- Cấp chính xác: 12
- Kích thước: 60
- Độ nhám: R![]() 40
40
- Chọn chuẩn:
- Mặt A khử 3 bậc tự do:
Quay quanh OZ, tịnh tiến OX, tịnh tiến OY
- Mặt B khử 2 bậc tự do
Tịnh tiến OZ, quay quanh OY
- Chọn máy: 1K62
- Chọn dao:
Chọn mũi khoan ruột gà chuôi côn
Có: D=60; L=460: L![]() =275; côn móc 5.
=275; côn móc 5.
- Chọn t
t= ![]()









