THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THÂN Ụ ĐỘNG

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THÂN Ụ ĐỘNG, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Tên đề tài:Thiết kế qui trình công nghệ gia công thân ụ động
1. Số liệu ban đầu:
Bản vẽ gia công thân ụ động
Sản lượng hàng loạt lớn (600 chiếc/năm)
Điều khiện thiết bị: Tự chọn
2. Nội dung tính toán:
-Tìm hiểu chi tiết gia công:điều khiện làm việc, kế cấu, độ chính xác .v.v
- Chọn phương pháp tạo phôivà xác định lượng dư gia công bằng cach tính toán
- Lập tiến trình công nghệ : Thứ tự gia công , gá đặt , so sánh các phương án , chọn phương án hợp lí
-Thiết kế nguyên công :
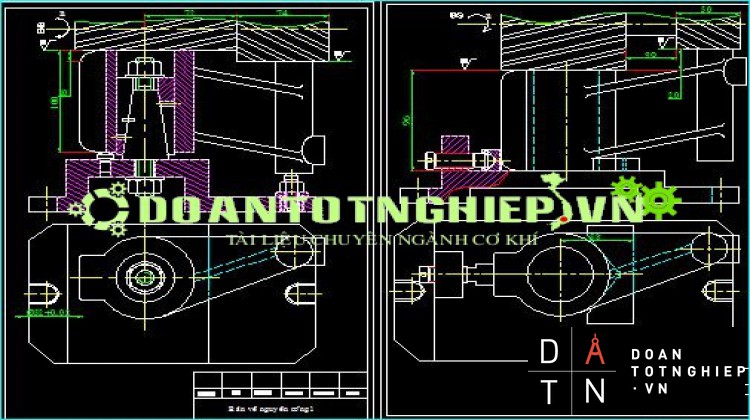
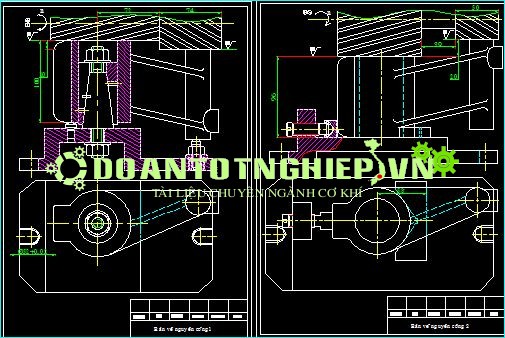
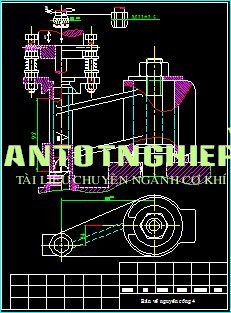
+ Vẽ sơ đồ gá đặt có ký hiệu đinh vị, kẹp chặt, dụng cụ cắt ở vị trí đang gia công
+ Chọn dao (loại dao và vật liệu làm dao) chỉ rõ phương chiều của các chuyển động
+ Ghi kích thước , độ bóng , dung sai của các nguyên công đang thực hiện
+ Chọn máy tra các chế độ cắt : n, s , t tính thời gian từng chiếc , tra lượng dư gia công cho tất cả các nguyên công
- Tính lương dư cho nguyên công :.......................................................................................
- Tính toán cho nguyên công thiết kế đồ gá :...................................................................
+Vẽ sơ đồ nguyên lý cho đồ gá , tính chế độ cắt và lực cắt.
+ Tính lực kẹp cần thiết , lực kẹp của cơ cấu kẹp , tính sai số chuẩn và so sánh với dung sai của nguyên công đang thực hiện trên đồ gáđó; tính sức bền cho các chi tiết chịu lực.
3. Các bản vẽ:
-Bản vẽ chi tiết: ........................................................................................................ (A3)
-Bản vẽ phô:.........................................................................................................(A3)
-Tập bản vẽ sơ đồ nguyên công (6 bản).................................................................... (A3)
-Bản vẽ đồ gá: ....................................................................................................(A3)
4. Ngày giao nhiệm vụ:......................................................................................................
5. Ngày hoàn thành nhiệm vụ:............................................................................................
6. Giáo viên hướng dẫn:.........................................................................................................
Chủ nhiệm bộ môn Giáo viên hướng dẫn
Ký tên Ký tên
QUI TRÌNH CÔNG NGHỆ
- Xác định dạng sản xuất:
Trong ngành chế tạo máy thường có ba dạng sản xuất:
- Sản xuất đơn chiếc.
- Sản xuất hàng loạt.
- Sản xuất hàng khối.
Việc xác định dạng sản xuất để đưa ra một qui trình công nghệ hợp lý, để từ đó cải thiện tính công nghệ của chi tiết, chọn phương pháp để tạo phôi và các phương pháp gia công để đạt được hiệu quả cao với chi phí sản xuất thấp nhất.
- Sản lượng chi tiết cần chế tạo:
Sản lượng chi tiết cần chế tạo trong một năm của nhà máy được tính theo công thức sau:
chiếc/năm
Trong đó:
N0 - Số sản phẩm trong 1 năm theo kế hoạch là 600
m - Số chi tiết như nhau trong một sản phẩm là 1.
a - Số phần trăm dự trữ cho chi tiết máy nói trên dành làm phụ tùng, lấy trung bình a = 10 ¸ 20%.
b - Số phần trăm chi tiết phế phẩm trong quá trình chế tạo, b =3 ¸ 5%
Ta chọn:
N0 =600 (chiếc/ năm )
a = 10%
b = 4%
....................................................................................
- Tính công nghệ trong kết cấu:
Hình dạng chi tiết cho ta việc thiết kế phôi đơn giản thuận lơi cho quá trình tạo khuôn, mẫu và các bước gia công cơ tiếp theo như: phay, khoan,…
- Vật liệu chi tiết làm bằng gang xám với yêu cầu k thuật là đúc phôi . Các tính chất về hóa lý gang xám thỏa mãn điều kiện làm việc của chi tiết như: Độ bền , độ chịu nhiệt,…
- Gang xám có tính chảy loãng cao, tính co rút thấp nên có tính đúc tốt , gia công cắt gọt dễ.
5. Các yêu cầu kỹ thuật về độ chính xác tương quan được kiểm tra:
- Kiểm tra độ nhám tế vi các bề mặt 10, 14
- Kiểm tra độ vuông góc các bề mặt 1, 5, 8, 10,12, 14
- Kiểm tra độ song song 10, 14
- Kiểm tra kích thướt thẳng, Đặt biệt là kích thướt khoảng cách tâm hai lç f52vµ f19 ( để đáp ứng về vấn đề chất lượng sản phẩm ).
- Chọn dạng phôi và phương pháp chế tạo phôi:
-
Chọn phôi:
- Việc chọn phôi được xác định dựa vào vật liệu, hình dáng kích thướt và dạng sản xuất của chi tiết.
- Chi tiết được yêu cầu chế tạo bằng gang xám có kết cấu tương đối đơn giản , dạng sản xuất loạt lín. Do đó ta chọn phôi là dạng phôi đúc. Ngoài ra, do gang xám là vật liệu cứng, giòn, dễ gãy vỡ nên không thích hợp với việc chế tạo khác như rèn, dập.
- Các phương pháp chế tạo phôi:
Phương pháp chế tạo phôi cũng tuỳ thuộc vào dạng sản xuất. Ở đây, dạng sản xuất là loạt vưa và chế tạo phôi bằng phương pháp đúc.
Ta có các phương pháp đúc sau đây:
- Đúc trong khuôn kim loại có cấp chính xác 1, cấp chính xác kích thước IT14-15, có độ nhám bề mặt
- Đúc trong khuôn cát, mẫu bằng kim loại, làm khuôn bằng máy, phôi thu được có cấp chính xác II, cấp chính xác kích thướt IT 15-16, độ nhám Rz = 80 Mm.
- Đúc trong khuôn cát, mẫu gỗ, làm khuôn bằng tay dùng trong sản xuất đơn chiếc, loạt nhỏ, phôi thu được có cấp chính xác III, cấp chính xác kích thước IT16 - 17, độ nhám Rz = 160 Mm.
Theo yêu cầu kỹ thuât và dạng sản xuất của chi tiết cần chế tạo, ta chọn phương pháp đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy, có cấp chính xác IT 15-16, độ nhám Rz = 80 Mm.
- Xác định lượng dư của phôi:
- Lượng dư của phôi được xác định dựa vào các yếu tố sau:
- Kích thước ngoµi lớn nhất của chi tiết
- Cấp chính xác của phôi đúc: cấp II.
- Cấp chính xác kích thước IT 15-16.
...............................................................
-
Tính chế độ cắt bằng phương pháp tra bảng :
- Nguyên công 1: Phay thô, phay tinh mặt 16
Chọn máy phay 6H81, công suất máy Nm = 4,5 kw.
- Phay thô :
Chọn dao phay mặt đầu răng chắp mảnh hợp kim cứng 125GOCT8259 - 27. [6, trang 259, bảng IX-68] có thông số dao Dd = 125 mm, 8 răng, B = 55mm, T = 180 phút.
- Chiều sâu cắt: t (mm)
t = 1,8 mm
- Lượng chạy dao S (mm/vòng ):
Tra bảng 205 - 2 tài liệu 1 trang 191
Sz = 0,18mm / răng.
Lượng chạy dao vòng S = 0,18 . 8 = 1,44 mm/vòng
- Tốc độ cắt V(m/phút):
Tra bảng [1 bảng 216-2 trang 197]
V = 141 m / phút
- Công suất cắt Ne(kw):
Ne = 3,3 kw [1 bảng 216 - 2 trang 194] [Bảng 2 - 25 sách hướng dẫn thiết kế đồ án CN - CTM ]..................
..............................................................................................................................................................................
- Thiết kế đồ gá công nghệ:
- Yêu cầu :
Nhìn chung khi thiết kế đồ gá chuyên dùng cho việc gia công cắt gọt cần phải thỏa mãn các yêu cầu sau :
- Đảm bảo chọn phương án kết cấu đồ gá hợp lý về kỹ thuật và kinh tế, sử dụng kết cấu theo tiêu chuẩn để đảm bảo điều kiện sử dụng tốt, kinh tế nhất trên cơ sở kết cấu và tính năng của máy cắt sẽ lắp đồ gá.
- Đảm bảo yêu cầu về an toàn kỹ thuật, đặc biệt là điều kiện về thao tác và thoát phoi khi sử dụng đồ gá.
- Tận dụng các loại kết cấu đã được tiêu chuẩn hóa.
- Đảm bảo lắp ráp và điều chỉnh đồ gá trên máy thuận tiện.
- Đảm bảo kết cấu đồ gá phù hợp khả năng chế tạo.
- Sơ đồ gá đặt phôi và yêu cầu kỹ thuật nguyên công :
- Sơ đồ gá đặt :










