THIẾT KẾ QUY TRÌNH GIA CÔNG CHI TIẾT ỐNG KẸP ĐÀN HỒI 2018
NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY CHI TIẾT ỐNG KẸP ĐÀN HỒI 2018
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1. Phân tích công dụng và điều kiện làm việc của CTGC
Công dụng: Dùng để kẹp chi tiết bạc mỏng
Điều kiện làm việc: Ống kẹp đàn hồi làm việc tốt trong môi trường có nhiệt độ bình thường.
1.2. Phân tích vật liệu chế tạo CTGC
Để chế tạo chi tiết ống kẹp đàn hồi người ta có thể dùng các loại vật liệu khác nhau như:
- Gang : Chịu nén tốt,chịu tải trọng tĩnh khá tốt.
Nhược điểm : có tính giòn, chịu va đập kém.
- Hợp kim cứng: Thành phần chủ yếu là cacbit, WC (chiếm tỉ lệ cao nhất), Tic, Tac rất cứng và nhiệt độ nóng chảy rất cao.Nên khả năng chống mài mòn và cứng nóng rất cao.Nhược điểm: có tính giòn tương đối cao,dễ gãy,vỡ,mẻ dưới tải trọng va đập,tính dẫn nhiệt kém.
- Đồng : Chống mài mòn tốt,nhiệt độ nóng chảy tương đối cao.Nhược điểm : độ bền không cao,độ cứng thấp,dễ bị biến dạng.
- Nhôm : Nhiệt độ nóng chảy thấp,tính đúc không cao,dễ bị biến dạng,tính gia công thấp.
- Nhựa : Nhiệt độ nóng chảy thấp,tính biến dạng dẻo cao,độ cứng thấp.
- Thép hợp kim : Tính giãn nỡ nhiệt,tính chống ăn mòn,độ bền cao.Tuy nhiên giá thành đắc.
- Thép cacbon thường : cơ tính không cao,chịu tải trọng thấp.
- Thép C45 : Hàm lượng cacbon chính xác,chỉ tiêu cơ tính rõ ràng,hàm lượng tạp chất có hại(S ≤ 0,04%,P ≥ 0,035%).Thép C45 được sử dụng rộng rãi do có khả năng chịu tải trọng và va đập cao,thường dùng trong chế tạo các loại trục,bánh răng,cam….
Kết luận: Nhưng để phù hợp với những điều kiện làm việc của ống kẹp thì thép C45 là phù hợp nhất,đảm bảo được độ cứng vững và độ bền của chi tiết khi làm việc.
a) Giải thích ký hiệu của thép C45:
- C45 : thép cacbon kết cấu
- C : ký hiệu cacbon
- 45 : là thành phần phần vạn cacbon trung bình
b) Thành phần:
- Thành phần cơ bản của thép C45 là Fe và C.Trong đó C=0,45%.Ngoài ra còn có một số nguyên tố hợp kim khác như:
- + ( 0,4 ÷ 0,5)% C.
- + ( 0,17 ÷ 0,37)% Si.
- + ( 0,3)% Ni.
- + ( 0,3)% Cr.
- + ( 0,5 ÷ 0,8)% Mn.
- + ( 0,045)% P.
- + ( 0,045)% S.
c) Cơ tính vật liệu:
- Giới hạn bền kéo:=360Mm/
- Giới hạn bền:=610Mm/
- Độ dẻo:=16%
- Độ thắt tỷ đối:q=14%
- Giới hạn chảy:=360Mm/
- Độ cứng:Thép cán nóng HB=229 Kg/.Thép cán nguội H
- B=197Kg/
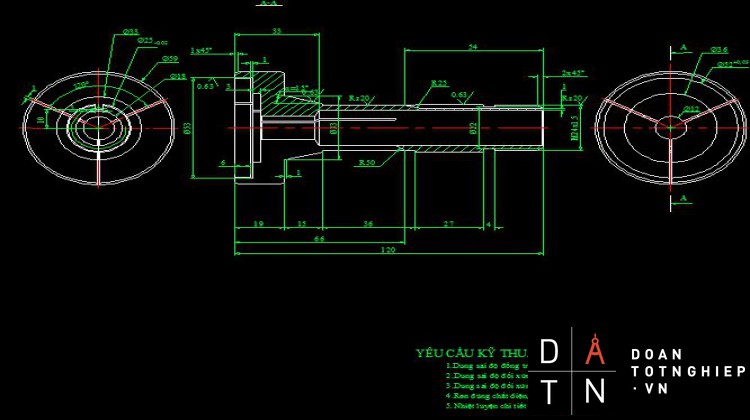
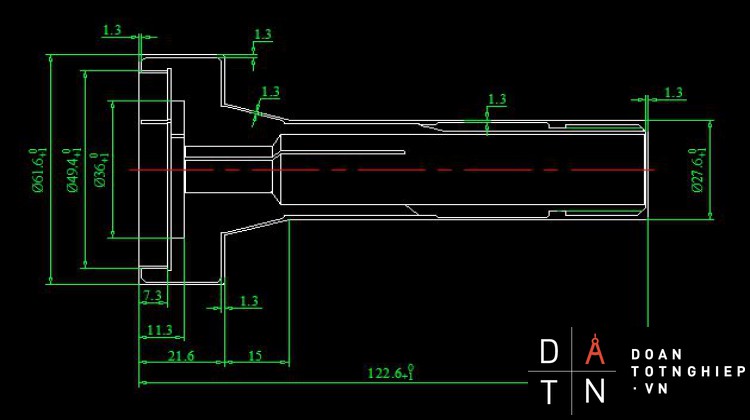
1.3. Phân tích kết cấu, hình dạng CTGC
Ống kẹp đàn hồi là chi tiết dạng bạc, có hình dáng và kết cấu tương đối đơn giản. Chi tiết có các mặt phẳng đủ lớn để định vị và kẹp chặt.
Bề mặt làm việc chính của chi tiết là bề mặt lỗ dùng kẹp chi tiết.
1.4. Phân tích độ chính xác gia công
1.4.1. Độ chính xác về kích thước
1.4.1.1. Đối với các kích thước có chỉ dẫn dung sai
- Kích thước ∅52+0,03
Kích thước danh nghĩa DN =52 mm
Sai lệch trên: +0,03 mm
Sai lệch dưới: 0 mm
Kích thước giới hạn lớn nhất Dmax = 52,03 mm
Kích thước giới hạn nhỏ nhất Dmin = 52 mm
Dung sai kích thước ITD = 0,03 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX7
Miền dung sai kích thước H7
- Kích thước ∅25-0.02
Kích thước danh nghĩa DN =25mm
Sai lệch trên: 0 mm
Sai lệch dưới: -0,02 mm
Kích thước giới hạn lớn nhất dmax = 25 mm
Kích thước giới hạn nhỏ nhất dmin = 24,98 mm
Dung sai kích thước ITd = 0,02 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX7
Miền dung sai kích thước k7
1.4.1.2. Đối với các kích thước không chỉ dẫn dung sai
Các kích thước không chỉ dẫn dung sai sau đây, giới hạn bởi 2 bề mặt gia công nên có CCX12.
- Kích thước ∅59±0,1
Kích thước danh nghĩa: dN =59 mm
Sai lệch trên: +0,1 mm
Sai lệch dưới: -0,1 mm
Kích thước giới hạn lớn nhất Dmax = 59,1 mm
Kích thước giới hạn nhỏ nhất Dmin = 58,9 mm
Dung sai kích thước ITd = 0,2 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước k12
- Kích thước ∅53+0,3
Kích thước danh nghĩa DN =53 mm
Sai lệch trên: +0,3 mm
Sai lệch dưới: 0 mm
Kích thước giới hạn lớn nhất Dmax = 53,3 mm
Kích thước giới hạn nhỏ nhất Dmin = 53 mm
Dung sai kích thước ITD = 0,3 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước H12
- Kích thước ∅36±0,25
Kích thước danh nghĩa DN =33 mm
Sai lệch trên: +0,25 mm
Sai lệch dưới: -0,25 mm
Kích thước giới hạn lớn nhất dmax = 33,25 mm
Kích thước giới hạn nhỏ nhất dmin = 32,75 mm
Dung sai kích thước ITd = 0,5 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước k12
- Kích thước ∅33±0,25
Kích thước danh nghĩa DN =33 mm
Sai lệch trên: +0,25 mm
Sai lệch dưới: -0,25 mm
Kích thước giới hạn lớn nhất dmax = 33,25 mm
Kích thước giới hạn nhỏ nhất dmin = 32,75 mm
Dung sai kích thước ITd = 0,5 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước k12
- Kích thước ∅12+0,18
Kích thước danh nghĩa DN =12 mm
Sai lệch trên: +0,18 mm
Sai lệch dưới: 0 mm
Kích thước giới hạn lớn nhất Dmax = 12,18 mm
Kích thước giới hạn nhỏ nhất Dmin = 12 mm
Dung sai kích thước ITD = 0,18 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước H12
- Kích thước ∅18±0,18
Kích thước danh nghĩa DN =18 mm
Sai lệch trên: +0,18 mm
Sai lệch dưới: -0,18 mm
Kích thước giới hạn lớn nhất Dmax = 18,18 mm
Kích thước giới hạn nhỏ nhất Dmin = 17,82 mm
Dung sai kích thước ITD = 0,36 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước H12
- Kích thước ∅22±0,1
Kích thước danh nghĩa DN =18 mm
Sai lệch trên: +0,1 mm
Sai lệch dưới: -0,1 mm
Kích thước giới hạn lớn nhất Dmax = 18,1 mm
Kích thước giới hạn nhỏ nhất Dmin = 17,9 mm
Dung sai kích thước ITD = 0,2 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước H12
- Kích thước 1±0,5
Kích thước danh nghĩa: 1 mm
Sai lệch trên: +0,05 mm
Sai lệch dưới: -0,05 mm
Kích thước giới hạn lớn nhất Dmax = 1,05 mm
Kích thước giới hạn nhỏ nhất Dmin = 0,95 mm
Dung sai kích thước TD = 0,1 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước Js12
- Kích thước 3±0,5
Kích thước danh nghĩa: 3 mm
Sai lệch trên: +0,5 mm
Sai lệch dưới: -0,5 mm
Kích thước giới hạn lớn nhất Dmax = 3,05 mm
Kích thước giới hạn nhỏ nhất Dmin = 2,05 mm
Dung sai kích thước TD = 0,1 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước Js12
- Kích thước 10±0,07
Kích thước danh nghĩa: 3 mm
Sai lệch trên: +0,07 mm
Sai lệch dưới: -0,07 mm
Kích thước giới hạn lớn nhất Dmax = 10,07 mm
Kích thước giới hạn nhỏ nhất Dmin = 9,93 mm
Dung sai kích thước TD = 0,14 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước Js12
- Kích thước 19±0,1
Kích thước danh nghĩa DN =19 mm
Sai lệch trên: +0,1 mm
Sai lệch dưới: -0,1 mm
Kích thước giới hạn lớn nhất Dmax = 19,1 mm
Kích thước giới hạn nhỏ nhất Dmin = 18,9 mm
Dung sai kích thước IT= 0,2 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước Js12
- Kích thước 15±0.09
Kích thước danh nghĩa DN =26 mm
Sai lệch trên: +0,9 mm
Sai lệch dưới: -0.9 mm
Kích thước giới hạn lớn nhất Dmax = 15,09 mm
Kích thước giới hạn nhỏ nhất Dmin = 14,91 mm
Dung sai kích thước IT = 0,18 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước Js12
- Kích thước 36±0,12
Kích thước danh nghĩa DN =36 mm
Sai lệch trên: +0,12 mm
Sai lệch dưới: -0,12 mm
Kích thước giới hạn lớn nhất Dmax = 36,12 mm
Kích thước giới hạn nhỏ nhất Dmin = 35,88 mm
Dung sai kích thước IT = 0,24 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước Js12
- Kích thước 27±0,21
Kích thước danh nghĩa DN =27 mm
Sai lệch trên: +0,1 mm
Sai lệch dưới: -0,1 mm
Kích thước giới hạn lớn nhất Dmax = 27,1 mm
Kích thước giới hạn nhỏ nhất Dmin = 26,9mm
Dung sai kích thước IT = 0,2 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước Js12
- Kích thước 4±0,06
Kích thước danh nghĩa DN =4 mm
Sai lệch trên: +0,06 mm
Sai lệch dưới: -0,06 mm
Kích thước giới hạn lớn nhất Dmax = 4,06 mm
Kích thước giới hạn nhỏ nhất Dmin = 25,94 mm
Dung sai kích thước IT = 0,12 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước Js12
- Kích thước 120±0,175
Kích thước danh nghĩa :120 mm
Sai lệch trên: +0,175 mm
Sai lệch dưới: -0,175 mm
Kích thước lớn nhất: 120,175mm
Kích thước nhỏ nhất: 119,825mm
Dung sai kích thước IT = 0,35 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước Js12
- Kích thước 54±0,15
Kích thước danh nghĩa :54 mm
Sai lệch trên: +0,15 mm
Sai lệch dưới: -0,15 mm
Kích thước lớn nhất: 54,15mm
Kích thước nhỏ nhất: 53,85mm
Dung sai kích thước IT = 0,3 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước Js12
- Kích thước 66±0,15
Kích thước danh nghĩa :66 mm
Sai lệch trên: +0,15 mm
Sai lệch dưới: -0,15 mm
Kích thước lớn nhất: 66,15mm
Kích thước nhỏ nhất: 65,85mm
Dung sai kích thước IT = 0,3 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước Js12
- Vát cạnh 2x45
- Vát cạnh 1x45
1.4.2. Độ chính xác về hình dáng hình học và vị trí tương quan.
Theo STDSLG bảng 2.21
Dung sai độ đồng trục ∅52+0,03 , mặt côn và ∅25-0.02 ≤ 0,02 mm
Dung sai độ đối xứng giữa then và tâm chi tiết ≤ 0.1 mm
Dung sai độ đối xứng giữa 3 rãnh là 120º 10'
1.4.3. Chất lượng bề mặt
Theo tiêu chuẩn TCNV2511-95, để đánh giá độ nhám bề mặt người ta sử dụng 2 tiêu chuẩn sau:
Ra: sai lệch trung bình số hình học profin.
Rz: Chiều cao mấp mô profin theo 10 điểm.
Bề mặt lỗ Ø52 có độ nhám: Ra 0,63 (cấp 8)
Bề mặt côn có độ nhám: Ra 0,63 (cấp 8)
Bề mặt trụ ngoài Ø25 có độ nhám: Ra 0,63 (cấp 8)
Các mặt còn lại có độ nhám: Rz40 (cấp 4)
1.4.4. Yêu cầu về cơ lý tính
Do điều kiện làm việc nên chi tiết có yêu cầu về độ cứng, nhiệt luyện.
1.4.5. Kết luận
Ta chú ý các yêu cầu kỹ thuật sau
Dung sai độ đồng trục ∅52+0,03 , mặt côn và ∅25-0.02 ≤ 0,02 mm
Dung sai độ đối xứng giữa then và tâm chi tiết ≤ 0.1 mm
Dung sai độ đối xứng giữa 3 rãnh là 120º 10'
Ren đúng chất diện, lắp ghép êm
Kích thước :+0,03; -0,02 và mặt côn
Độ nhám Rz40; Ra0,63.
1.5. Xác định sản lượng năm
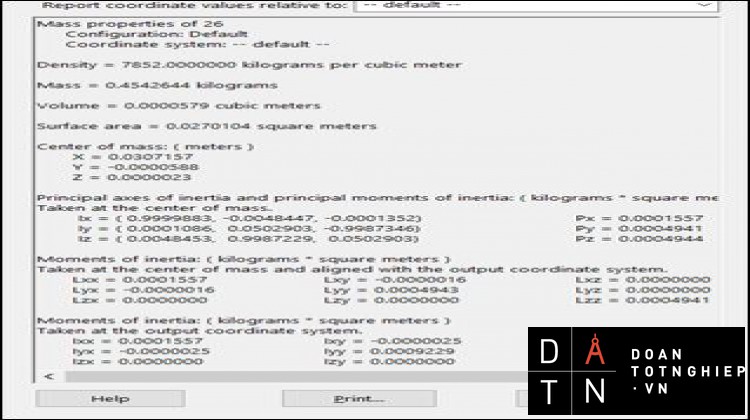
C45 có khối lượng riêng là: 7,852 kg/dm3 = 7,85/106 kg/mm3
Tính thể tích ta có thể tích CTGC: v=5.60.10-5 mm3
ð Khối lượng CTGC: 0.45 kg
Dựa vào dạng sản suất hàng loạt vừa với khối lượng chi tiết= 0.44kg tra Bảng 2.2 BTL CNCTM sản lượng hằng năm của chi tiết từ 500-5000
CHƯƠNG 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI
VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.
2.1. Chọn phôi.
Có tất cả 3 loại phôi cơ bản : phôi đúc,phôi rèn,phôi cán.
2.1.1. Phôi đúc
- Bản chất của phương pháp đúc kim loại là đun kim loại nóng chảy thành trạng thái lỏng cho phù hợp với yêu cầu nhất định rồi rót vào khuôn, sau khi nguội kim loại được đông đặc và làm sạch ba via, ta nhận được sản phẩm là vật đúc có hình dáng, kích thước hoàn toàn giống như khuôn đúc.
- Ưu điểm:
+ Đúc được những vật có hình dáng phức tạp mà các phương pháp gia công khác khó thực hiện như cánh quạt tua bin nhà máy điện.
+ Đúc được các vật có độ chính xác tương đối cao mà không cần hoặc chỉ gia công tinh rất ít.
+ Có thể đúc được các loại vật liệu có tính năng đặc biệt như chịu mài mòn, chịu ăn mòn, giảm dao động.
+ Năng suất cao, giá thành hạ.
- Nhược điểm:
+ Trong quá trình sản xuất đúc thường gây nên bụi, khí độc hại và ồn, nên cần phải có biện pháp an toàn cao.
+ Khó đúc được những vật liệu có độ nóng chảy cao trên 20000 0C.
2.1.2. Phôi cán.
- Bản chất cán là cho phôi đi qua khe hở giữa hai trục cán quay ngược chiều nhau, làm cho phôi bị biến dạng dẻo ở khe hở, kết quả là chiều dày của phôi giảm xuống, chiều dài tăng lên rất nhiều. Hình dạng mặt cắt của phôi cũng thay đổi theo mặt cắt của khe hở giữa hai trục cán.
- Ưu điểm:
+ Năng suất cao,chất lượng sản phẩm đồng đều,quá trình gia công có thể áp dụng cơ khí hóa và tự động hóa sản phẩm khá đa dạng.
+ Tùy thuộc vào lỗ hình,phôi có hình dạng gần giống chi tiết,hệ số sử dụng kim loại cao.
+ Sản phẩm có chất lượng bề mặt,cơ tính cao,lượng dư gia công ít.
- Nhược điểm:
+ Giá thành đầu tư lớn
+ Mặt bằng phân xưởng phải rộng.
+ Không thay đổi được kích thước hình dáng trên một sản phẩm.
2.1.3. Phương pháp rèn:
Có 2 phương pháp rèn là rèn tự do và rèn khuôn. Trong rèn khuôn thì có rèn khuôn kín và rèn khuôn hở. Dựa vào bản chất ưu nhược điểm công dụng của chi tiết mà ta chọn phương pháp chế tạo như sau:
a) Rèn tự do: là phương pháp gia công áp lực ở nhiệt độ cao dùng áp lực ( bằng sức người hoặc bằng máy) làm biến dạng phôi kim loại để đạt kích thước hình dáng của sản phẩm theo yêu cầu. Trong quá trình biến dạng kim loại không bị khống chế bề mặt nào khác ngoài mặt đỡ và diện tích tiếp xúc trực tiếp của dụng cụ gia công (đầu búa)
Ưu điểm:
- Rèn tự do có độ chính xác kích thước và bề mặt thấp, năng suất lao động và hiệu quả kính tế không cao, thường chỉ gia công chi tiết đơn giản không quá phức tạp
- Thiết bị rèn tự do đơn giản có thể rèn tay hoặc rèn máy
- Rèn tự do có thể rèn được những vật nhỏ từ vài gam đến những vật lớn vài tấn, thích hợp trong sản xuất đơn chiếc và hàng loạt nhỏ
Nhược điểm:
- Rèn tự do cần lượng dư gia công, dung sai chế tạo và thời gian phục vụ lớn
- Chất lượng sản phẩm phụ thuộc vào tay nghề của người thợ
- Hao phí kim loại lớn
- Dùng cho sản xuất đơn chiếc và hàng loạt nhỏ
b) Rèn khuôn: có rén khuôn kín và rèn khuôn hở
Là phưng pháp biến dạng dẻo trong lòng khuôn dưới tác dụng của lực rèn, kim loại biến dạng bị hạn chế trong lòng khuôn dưới áp lực ở nhiệt độ cao hoặc nhiệt độ thường để tạo thành hình dáng sản phẩm theo yêu cầu, lực biến dạng có thể là lực động hoặc lực tĩnh. Phôi bị biến dạng ở giữa 2 khuôn tạo thành hình dáng mong muốn của vật rèn
Ưu điểm:
- Độ chính xác và chất lượng vật rèn cao
- Lượng dư cho gia công cắt gọt thô nhỏ, tiết kiệm vật liệu hơn
- Năng suất cao
- Cơ tính và tự dộng hóa cao
Nhược điểm:
- Không gia công được các chi tiết phức tạp
- Giá thành khuôn đắt
Ứng dụng: trong sản xuất hàng loạt vừa trở lên, yêu cầu độ chính xác cao
Cấu tạo rèn khuôn:
Khuôn kín là khuôn có mặt phân khuôn tại vùng tiếp giáp với vật gia công song song hoặc gần song song với phương của lực tác dụng, vật rèn không có ba via
Đặc điểm:
- Khuôn kín khó gia công
- Tạo ra trạng thái ứng suất khối do đó có vật rèn có cơ tính tốt
- Tiết kiệm kim loại
- Độ chính xác và độ bóng cao, phải bôi trơn khuôn trước khi rèn
Khuôn hở là khuôn có mặt phân khuôn tại vùng tiếp giáp với vật gia công thẳng góc với phương của lực tác dụng có cửa ba via không hạn chế sự biến dạng kim loại ra xung quanh
Đặc điểm:
- Tính dẻo của kim loại thấp
- Không yêu cầu tính toán chính xác khối lượng vật rèn
So sánh ưu nhược điểm của 2 phương pháp;
- Áp lực đơn vị lên thành lòng khuôn: Dập thề tích trong khuôn hở có rãnh thoát biên đặt ở giữa chiều cao vật rèn cho nên áp lực kim loại từ phía kim loại biến dạng tác dụng lên thành lòng khuôn nhỏ hơn so với lòng khuôn kín. Như vậy xét về độ bền khuôn thì khuôn hở tốt hơn khuôn kín nhưng về tính dẻo kim loại thì khuôn kín tốt hơn khuôn hở, kim loại dễ điền đầy khuôn hơn
- Lực dập: Vì dập trong khuôn hở có diện tích hình chiếu vật dập phải kể đến cả diện tích vành biên cho nên tuy áp lực trong lòng khuôn này nhỏ nhưng diện tích lớn cho nên lực dập lớn hơn so với lực dập trong khuôn kín
- Độ chính xác va dập trong khuôn kín cao hơn về các kích thước theo chiều ngang vì khuôn kín có khóa khuôn nên hạn chế sự lệch khuôn nhưng đối với các kích thước thép chiều cao vật dập thì khi dập trong khuôn hở vật dập có kích thước chính xác hơn do lượng kim loại thừa được ép ra khỏi lòng khuôn hầu hết. Chiều cao vật dập được khống chế bằng tổng tổng chiều sâu các lòng khuôn trên và dưới
- Hệ số sử dụng kim loại rõ ràng là dập trong khuôn kín cao hơn vì không có vành biên như dập trong khuôn hở
- Yêu cầu về độ chính xác của phôi dập trong khuôn kín cao hơn so với phôi dập trong khuôn hở
- Tuổi thọ khuôn kín so với khuôn hở do nhiều yếu tố ảnh hưởng đến. Nếu ta xét riêng về mặt áp lực kim loại chưa đủ. Vì nếu như dập trong khuôn hở và dập vừa đủ với số lần dập cẩn thiết thì độ bền của nó có thể cao hơn so vối khuôn kín, vì lúc này áp lực đơn vị chủ yếu gây mòn khuôn. Nhưng trong thực tế không có giả thuyết này, bao giờ khi dập trong khuôn hở cũng có nhát dập thừa tại mặt gương và hiện tượng này gây vỡ khuôn nhiều nhất. Tuy nhiên dập trong khuôn kín nếu không sử dụng chốt tín hiệu hoặc nếu sử dụng thì khi nó bị hỏng sẽ gây hiện tượng quá tải khuôn và làm vỡ khuôn.
- Cần phải kể thêm một nhược điểm nữa là dập trong khuôn kín là đối với các vật dập tiết diện là hình tròn hình vuông hoặc hình elip thì khuôn của nó có cạnh sắc rất hay bị vỡ trong khi đó nếu dập trong khuôn hở thì có thể khắc phục được tình trạng này.
Kết luận: Dựa vào các tính chất của các loại phôi trên và với chi tiết gia công là dạng bạc “ống kẹp”, có kết cấu mức trung bình, với dạng sản xuất hàng loạt vừa, vật liệu là thép C45, nên ta chọn phôi rèn.Vì thép C45 có nhiệt độ nóng chảy cao,chi tiết làm việc trong môi trường va đập thường xuyên và phải chịu uốn,chịu xoắn tốt,phôi cần phải có cơ tính tốt nên không thể chọn phôi đúc hoặc phôi cán. Ứng với các phương pháp chế tạo phôi đã trình bày và xem xét lại hình dáng, kết cấu, công dụng, điều kiện làm việc của chi tiết thì ta chọn phương pháp chế tạo phôi là rèn khuôn kín.
2.2 Phương pháp chế tạo phôi:
Mặt phân khuôn là ranh giới giữa 2 nửa khuôn trên và khuôn dưới, viêc chọn mặt phân khuôn có ảnh hưởng rất lớn đến quá trình công nghệ rèn khuôn, việc chọn mặt phân khuôn tuân thủ theo nguyên tắc sau:
- Phải đảm bảo vật rèn lấy ra khỏi lòng khuôn dễ dàng muốn vậy thành bên của vật rèn yêu cầu không có phần lõm
- Phải đảm bảo lòng khuôn nông nhất và rộng nhất để kim loại dễ điền đầy
- Nên chọn mặt phẳng đừng chọn mặt cong hay mặt bậc
- Chọn mặt phân khuôn sao cho dễ phát hiện sự chênh lệch khuôn khi ráp khuôn ( tránh chọn những bề mặt thay đổi tiết diện đột ngột)
- Phần phức tạp của vật rèn thành mỏng, gân thường bố trí ở khuôn trên vì ở đó chịu lực tác dụng lớn hơn, kim loại dễ điền đầy hơn
- Mặt phân khuôn phải thích hợp để chi tiết đảm bảo sức bền tối đa
- Chi tiết có H
Vật liệu làm khuôn loại vừa 50CrNiMo HB=352 388
Độ nghiêng thành khuôn: để kim loại dễ điền đầy khuôn và dễ lấy vật rèn ra khỏi khuôn.
- Thành trong từ
- Thành ngoài từ
Bán kính góc lượn làm cho kim loại trong lòng khuôn di chuyển dễ dàng, tránh vật rèn bị nứt, bị tật gấp nếp, nâng cao sức bền tuổi thọ của khuôn, chọn R=1.
2.3 Xác định lượng dư gia công
|
Bề mặt |
Kích thước lớn nhất |
Kích thước danh nghĩa |
Vị trí |
Lượng dư |
Dung sai |
|
C, B |
122.6 |
120 |
Bên |
1.3 |
+1 |
|
∅59 |
∅61.6 |
59 |
Trên |
2.6 |
+1 |
|
Mặt Côn |
∅35.5 |
∅33 |
Trên |
2.6 |
+1 |
|
∅52 |
∅49.4 |
∅52 |
Dưới |
2.3 |
+1 |
|
∅25 |
∅27.6 |
∅25 |
Trên |
2.6 |
+1 |
Các kích thước còn lại đúc đặc
Yêu cầu kỹ thuật:
Phôi không khuyết tật
Bán kính góc lượn R1
2.4 Tính hệ số sử dụng vật liệu
K== , Vì 18 công nghệ dập đặc không được nên trọng lượng chi tiết tang.
=>> Đạt yêu cầu.
CHƯƠNG 3: LẬP QUI TRÌNH CÔNG NGHỆ
3.1. Mục đích
Xác định các trình tự gia công hợp lý nhằm đảm bảo chính xác về kích thước, vị trí tương quan, hình dáng hình học, độ nhám bề mặt theo yêu cầu chi tiết cần chế tạo.
3.2. Nội dung
Chọn phương pháp gia công các bề mặt phôi.
Chọn chuẩn công nghệ và sơ đồ gá đặt.
Chọn trình tự gia công các chi tiết.
CHƯƠNG 4 : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
............................
5.2.7. Hướng dẫn bảo quản đồ gá:
Khi gia công sản phẩm cần phải cẩn thận, khi gá đặt lực kẹp phải vừa phải không cần phải xiết lực lớn để tránh làm biến dạng chi tiết gia công. Khi gia công xong phải lau chùi lại đồ gá và cất giữa cẩn thận.
5.2.8. Hướng dẫn sử dụng đồ gá:
Trước khi đặt chi tiết lên gia công phải kiểm tra đồ gá. Sau đó đặt chi tiết gia công (2) vào vị trí định vị . Sau đó vặn bu lông đầu lục giác chìm để đảm bảo chi tiết đã được kẹp chặt trong suốt quá trình gia công. Khi gia công xong làm thao tác ngược lại để lấy chi tiết ra khỏi đồ gá.
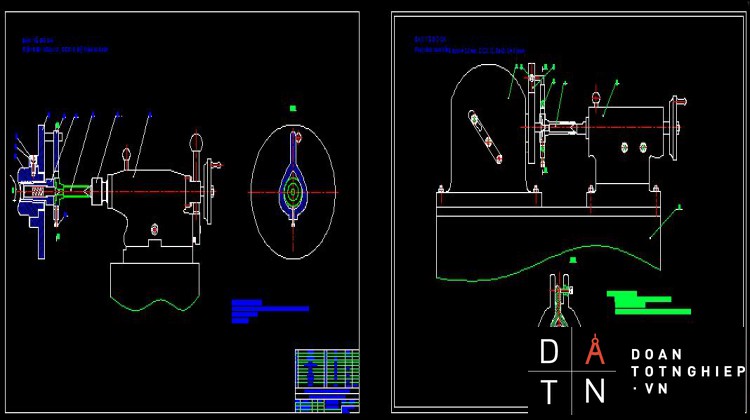
5.3 Đồ gá “Cắt 3 rãnh”
5.3.1 Phương pháp định vị và kẹp chặt
5.3.2 Định vị: (mặt E) 4 bậc tự do, rãnh then 1 bậc tự do chống xoay, mặt B 1 bậc tự do
5.3.3: Sai số chuẩn kích thước 66
Kích thước 66 không sai số chuẩn, vì không cần đạt yêu cầu về dung sai.
5.3.4.Tính lực kẹp cần thiết để chi tiết không bị quay quanh tâm:
Kích thước 66 không sai số chuẩn, vì không cần đạt yêu cầu về dung sai.
5.3.4.1. Sai số mòn
=
Trong đó
= 0,18
N: Số lượng chi tiết gá đặt (N= 5000)
"= 0,18x= 12 (m) = 0.012 (mm)
5.3.4.2. Sai số điều chỉnh
Khi tính toán đồ gá có thể lấy= 10÷15 (m)
Chọn = 10 m= 0,01 (mm)
5.3.4.3 Sai số gá đặt
= x=x 0,05= 0,02 (mm)
5.3.4.4. Sai số kẹp chặt
sai số kẹp chặt rất nhỏ nên có thể bỏ qua
5.3.4.5. Sai số chế tạo cho phép của đồ gá:
== 0,027(mm)
Tính lực kẹp:
Khi chi tiết gia công được gá trong bạc đàn hồi, lực Q được xác định tương tự như trường hợp gá đặt chi tiết gia công trong bạc đàn hồi Hình (). Trong trường hợp này momen của lực ma sát trên bề mặt trục gá phải lớn hơn momen do lực cắt gây ra:
K.Pz.D
Từ đó ta có công thức tính Q: (KG)
Q
Ở đây:
K- hệ số an toàn (K=1,3);
f- hệ số ma sát (f=0,15÷0,2);
d- đường kính trục gá(mm);
D- đường kính bề mặt gia công( mm);
Pz- lực cắt (KG);
α-một phần hai góc côn của trục gá;
-góc ma sát trong của trục gá( tg=0,2).
- 3.5. Ưu khuyết điểm của đồ gá
Các chi tiết định vị trên đồ gá khá đơn giản, dễ thay thế khi bị mòn
Cơ cấu kẹp chặt dễ thao tác khi gá đặt
5.3.6. Hướng dẫn bảo quản đồ gá:
Khi gia công sản phẩm cần phải cẩn thận, khi gá đặt lực kẹp phải vừa phải không cần phải xiết lực lớn để tránh làm biến dạng chi tiết gia công. Khi gia công xong phải lau chùi lại đồ gá và cất giữa cẩn thận.
5.3.7. Hướng dẫn sử dụng đồ gá:
Trước khi đặt chi tiết lên gia công phải kiểm tra mặt định vị chi tiết trên đồ gá và chi tiết. Sau đó đặt chi tiết gia công (7) vào vị trí định vị. Sau đó vặn đầu nắp chụp (10) đẩy collet (8) vào kẹp chặt chi tiết để giữ chi tiết kẹp chặc trong quá trình gia công(*). Để chia rãnh tiếp theo ta kéo chốt chia (14) ra khỏi lỗ trên mâm chia của trục gá (11), quay trục gá (11) đến lỗ chia tiếp theo rồi thả chốt chia (14) lò xo (15) đẩy chốt chia vào lỗ mâm chia trên trục gá (11) và định vị trục gá (11) không quay quanh tâm, quy trình tháo ra ngược lại. Khi gia công xong làm thao tác (*) ngược lại để lấy chi tiết ra khỏi đồ gá.
CHƯƠNG 6: KẾT LUẬN
-Quy trình công nghệ gia công chi tiết Ống Kẹp đã được thiết kế gồm 24 nguyên công với trình tự công nghệ ở từng nguyên công. Và với quy trình này đã giải quyết yêu cầu kỹ thuật cho chi tiết cần gia công
-Đồ gá ở mỗi nguyên công dễ sử dụng tuy thực sự chưa được tối ưu nhưng cũng đã giải quyết được yêu cầu kỹ thuật từng nguyên công
-Trong quá trình thực hiện đồ án không tránh khỏi những thiếu sót mong thầy cô đóng góp ý kiến để quy trình công nghệ được hoàn thiện hơn.
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO
THIẾT KẾ QUI TRÌNH GIA CÔNG CHI TIẾT “ỐNG KẸP”
NỘI DUNG
Thiết kế quá trình công nghệ gia công chi tiết: “ỐNG KẸP”
Trong điều kiện:
- Dạng sản xuất hàng loạt vừa.
- Trang thiết bị tự chọn.
Với các yêu cầu sau:
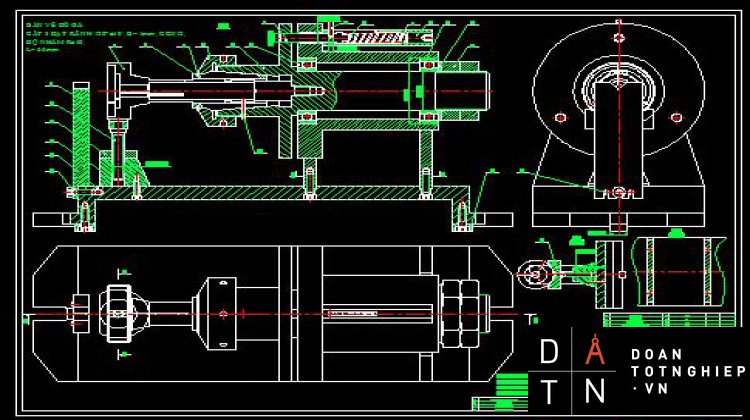
- PHẦN BẢN VẼ:
- Bản vẽ chi tiết gia công khổ giấy A0.
- Bản vẽ chi tiết lồng phôi khổ giấy A0.
- Bản vẽ sơ đồ nguyên lý khổ giấy A0.
- 01 bản vẽ kết cấu nguyên công khổ giấy A0.
- 01 bản vẽ đồ gá khổ giấy A0 .
- PHẦN THUYẾT MINH:
- Phân tích chi tiết gia công
- Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công.
- Lập bảng quy trình công nghệ gia công cơ
- Biện luận qui trình công nghệ.
- Thiết kế đồ gá.
- Kết luận về quá trình công nghệ
...............................
MỤC LỤC
----------**&**----------
NHIỆM VỤ ĐỒ ÁN.. 2
LỜI NÓI ĐẦU.. 3
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. 4
MỤC LỤC.. 5
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG.7
1.1. Phân tích công dụng và điều kiện làm việc của CTGC .7
1.2. Phân tích vật liệu chế tạo CTGC .7
1.3. Phân tích kết cấu hình dạng của CTGC .8
1.4. Phân tích độ chính xác của CTGC .9
1.5. Xác định sản lượng năm .17
CHƯƠNG 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.18
2.1. Chọn phôi.18
2.2. Phương pháp chế tạo phôi.22
2.3. Xác định lượng dư.23
2.4. Tính hệ số sử dụng vật liệu .23
CHƯƠNG 3: LẬP QUI TRÌNH CÔNG NGHỆ.24
3.1. Mục đích.24
3.2. Nội dung .24
CHƯƠNG 4: BIỆN LUẬN QUI TRÌNH CÔNG NGHỆ.25
4.1. Nguyên công 1: Chuẩn bị phôi25
4.2. Nguyên công 2: Khoả mặt đồng thời 2 mặt26
4.3. Nguyên công 3: Khoan lỗ ∅12, khoét bán tinh lỗ ∅51.7. 29
4.4. Nguyên công 4: Khoan lỗ ∅18. 34
4.5. Nguyên công 5: Tiện Thô ∅59, 37
4.6. Nguyên công 6: Tiện thô ∅33, l= 19mm.. 39
4.6. Nguyên công 7: Tiện thô ∅26.1, l=34mm.. 41
4.6. Nguyên công 8: Tiện thô ∅24.3, l= 36mm.. 43
4.6. Nguyên công 9: Cắt rãnh ∅22. 45
4.6. Nguyên công 10: Tiện Côn. 48
4.23. Nguyên công 23: Cắt 3 Rãnh 70
4.24. Nguyên công 24: Tổng kiểm tra. 68
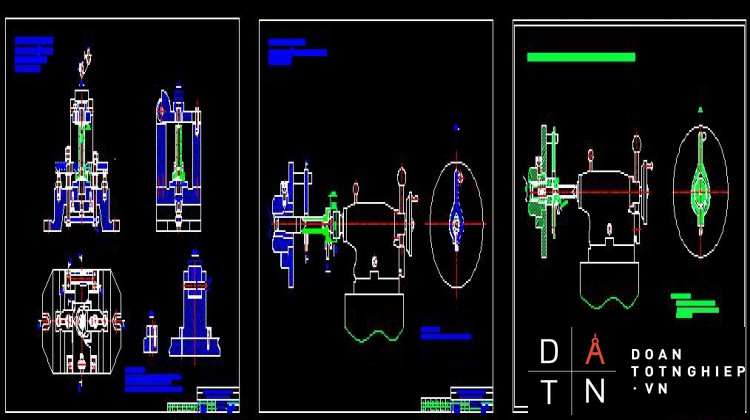
CHƯƠNG 5: THIẾT KẾ ĐỒ GÁ.71
5.1. Đồ gá “Tiện ren”. 71
5.2. Đồ gá “Phay rãnh then”. 73
5.3. Đồ gá “Cắt 3 rãnh”. 75
CHƯƠNG 6: KẾT LUẬN.76
Tài liệu tham khảo. 76










