THIẾT KẾ QUY TRÌNH SỬA CHỮA BÁNH RĂNG Z38 HỘP SỐ XE TẢI


NỘI DUNG ĐỒ ÁN
Phần I:
LỜI NÓI ĐẦU
&
- Trong sự nghiệp công nghiệp hóa và hiện đại hóa đất nước, các ngành công nghiệp mà cụ thể ngành cơ khí đóng vai trò quan trọng trong công cuộc xây dựng nền kinh tế nước nhà. Vì chính từ nơi đây các thiết bị máy móc được sản xuất để sau đó đem phục vụ các ngành công nghiệp khác.
- Một ngành công nghiệp nào đó muốn phát triển thì trang thiết bị máy móc phải thật sự hiện đại. Nhằm hạn chế đến mức tố đa việc nhập các loại máy móc và nâng cao sức cạnh tranh các sản phẩm cùng loại thì việc gia công các chi tiết máy phải được tối ưu. Vì vậy việc áp dụng những quy trình công nghệ mới hết sức cần thiết, nhằm giảm bớt chi phí ,đem lại hiệu quả kinh tế , nâng cao chất lượng sản phảm cũng rất quan trọng.
- Đồ án tốt nghiệp sữa chữa thiết bị là đồ án quan trọng trong việc thiết kế qui trình công nghệ chế tạo và sữa chữa các sản phẩm cơ khí .
- Đồ án tốt nghiệp là điều kiện tốt để cũng cố và đánh giá kiến thức đã học . Để củng cố và trích luỷ thêm kinh nghiệm về mặt kỹ thuật cho mỗi học sinh nên sau thời gian 4 năm học tập, do thời gian học tập có hạn, cho nên quí thầy cô củng không truyền đạt hết những kinh nghiệm quí báo của mình cho các em học sinh. Vì vậy trong quá trình làm bài chúng em không tránh những sai sót. Nhưng dưới sự hướng dẩn tài tình của quí thầy cô nên chúnh em cũng hoàn thành được bài tập của mình và rút ra những bài học trong quá trình làm bài.
- Cuối cùng em xin cảm ơn thầy đã hướng dẫn tận tình cho chúng em để hoàn thành đồ án tốt nghiệp này này.
Phần II:
ChươngI:
PHÂN TÍCH SẢN PHẨM
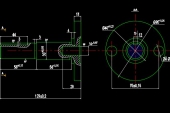
I/ Tính tốn chi tiết:
Chi tiết được làm bằng thép C55 thì ứng suất xoắn cho php [ơ]x =20÷35 N/mm² đường kính tiết diện nguy hiểm có thể lấy [ơ]x =10÷13 N/mm².
Trị số ứng suất cho php[ĩ] của thp chế tạo trục: ĩb=48 N/mm²
Độ cứng uốn của trục: [y] =(0.0002÷0.0003), góc xoay của trục chỗ lắp ổ lăn
[]x =0.01rad.
II/ Vật liệu của trục:
Chi tiết được làm bằng thép C55 cĩ các thành phần cấu tạo thành :
Có hàm lượng Cácbon là 0.45%
Chương II:
XÁC ĐỊNH DẠNG SẢN XUẤT
1/ Sản lượng chi tiết:
Sản lượng hàng năm của chi tiết được tính theo công thức:
N=N1.m [1+[(+)/100]
N1=200
m=1; =3; =5
→N=50[1+[(3+5)/100]=54 (sản phẩm).
2/ Dạng sản xuất:
Tra bảng 1.1 sách Giáo trình CÔNG NGỆH CHẾ TẠO MáY: Khối lượng chi tiết <4kg nên ta xác định :
→Vậy dạng sản xuất của chi tiết là xản xuất đơn chiếc.
3/ Chọn dạng phơi:
Chi tiết có dạng trụ trơn vì chi tiết vừa l trục ........... bánh răng nên việc chọn phôi có hình dạng như vậy sẽ tiết kiệm được nguyên vật liệu, giá thành của sản phẩm.Do đó việc chọn phơi cn cho sản suất đơn chiếc l phù hợp với quá trình sản suất.
ChươngIII:
TÍNH NĂNG LÀM VIỆC, CÁC DẠNG SAI HỎNG VÀ BIỆN PHÁP KHẮT PHỤC
I/ Tính năng làm việc của chi tiết:
Truyền động bánh răng thực hiện được sự chuyển động hoặc thay đổi được sự chuyển động nhờ sự ăn khớp giữa các răng với nhau.
Bnh răng dung để truyền công suất giữa các trục với hiệu suất cao thông qua sự ăn khớp liên tục của các răng trên hai bánh .Dùng để thay thế cho các bộ truyền đai và bộ truyền động ma sát khi yêu cầu tỉ số truyền chính xác và công suất truyền động ổn định .Dùng để tăng hoặc giảm tốc độ của trục bị dẫn từ đó giảm hoặc tăng momen xoắn.
Bánh răng thường dùng trong những vận tốc trung bình hoặc thấp, trong cc bộ truyền hở hoặc tốc độ thấp…
- Ưu và khuyết điểm của truyền động bánh răng :
a/ Ưu điểm:
- Kích thước nhỏ gọn, khả năng tải cao,độ bền lớn.
- Hiệu suất cao đối với bộ truyền bôi trơn đầy đủ, chăm sóc tốt ,ç=0.98
- Tuổi thọ cao làm việc chắc chắn ổn định
- Tỉ số truyền cố định.
- Lm việc trong công suất và tỉ số truyền kh rộng.
b/ Khuyết điểm:
- Khi làm việc có nhiề tiếng ồn, nhất là những bộ truyền làm việc với tốc độ cao, bôi trơn không tốt.
-Chịu va đập kém.
- Chế tạo tương đối khó khăn, địi hỏi chính xc cao, cần phải cĩ my chuyn dng.
- Giá thành đắt .
II/ Các dạng sai hỏng của bánh răng :
1/ Răng bị gãy:
- Là dạng hỏng rất nghiêm trọng, không những là bộ truyền mất khả năng làm việc, mà đôi khi cịn ph hỏng cc chi tiết khc, răng bị gảy thường do ứng suất uốn gây nên, vết gảy thường bắt đầu ở chỗ góc lượn là nơi có tập trung ứng suất và ứng suất uốn tại đây có giá trị lớn nhất ……
- Để tránh răng bị gảy phải kiểm tra ứng suất của răng khi làm việc quá tải, mặc khác phải tăng modul, dùng phương pháp nhiệt luyện để tăng độ bền, làm bán kính góc lượn ở chân răng.
2/ Răng bị tróc rỗ bề mặt:
- Thường do ứng suất tiếp xúc gây nên, đây là dạng hỏng trên bề mặt răng, thường xảy ra trên các bộ truyền kín, không co bụi rơi vào, dầu bôi trơn tốt và đầy đủ. Sau một thời gian làm việc, trên bề mặt sẽ suất hiện những vết nứt do ứng suất tiếp xúc thay đổi theo chu kỳ mạch động , những vết này phát triển theo hướng vận tốc trượt.Khi ăn khớp vết nứt lại chịu tác dụng của áp suất dầu, làm cho các vết nứt pht triển them lm cho cc mảnh kim loại bị trĩc ra.
- Trong qu trình làm việc vết trĩc phát triển thêm và các vết nứt cũng phát triển thêm, làm cho bề mặt răng mất nhẵn, dạng răng bị méo, tải trọng động tăng lên làm cho răng bị hỏng không cịn lm việc được nữa.
- Để tránh răng bị tróc rỗ bề mặt phải nâng cao độ rắn bề mặt bằng nhiệt luyện, nâng cao cấp chính xác của răng, nhất là chỉ tiêu tiếp xúc.
3/ Răng bị dính:
- Thường xảy ra ở những bộ truyền chịu tải trọng lớn, tải chổ ăn khớp nhiệt độ sinh ra quá cao, màng dầu bôi trơn bị phá vỡ làm cho căp răng ăn khớp trưc tiếp, tiếp xúc với nhau, do áp suất và nhiệt độ cao làm cho cặp răng dính vào nhau, và khi chúng chuyển động , những mảnh kim loại nhỏ sẽ đứt khỏi bánh răng này và bám chặt vào bánh răng kia, làm cho bề mặt răng ghồ ghề, dạng răng bị méo.Dính thường xảy ra ở các cặp làm cùng vật liệu và không tôi bề mặt răng .
- Để tránh răng bị dính cần tăng độ rắn và độ nhẵn bề mặt, dùng thêm chất chống dính.
4/ Răng bị mòn:
- Là dạng hỏng thường xảy ra ở các bộ truyền bôi trơn không tốt, dầu bôi trơn bị bẩn, hoặc trong các bộ truyền hở làm việc ở môi trường có bụi.Răng thường mịn ở những chn răng và đỉnh vì tại đây có vận tốc trượt lớn, mịn lm dạng răng thay đổi, tải trọng động tăng lên, tiết diện răng giảm xuống, làm cho ứng suất tăng lên và răng bị gãy.
- Để giảm mòn có thể tăng độ nhẵn và độ rắn bề mặt răng,giữ không cho các hạt mài mòn, bụi khơng rơi vào bộ truyền, dùng dầu bôi trơn tốt và thích hơp